
Abstract
This paper shows a case study for a simultaneous optimization of blank shape and variable blank holder force (VBHF) trajectory in deep drawing, which is one of the challenging issues in sheet metal forming in industry. Blank shape directly affects the material cost. To reduce the material cost, it is important to determine an optimal blank shape minimizing earing. In addition, VBHF approach is recognized as an attractive and crucial technology for successful sheet metal forming, but the practical application is rarely reported. To resolve these issues, the simultaneous optimization of blank shape and VBHF trajectory is performed. First, the experiment to identify the wrinkling region is carried out. Based on the experimental results, the finite element analysis (FEA) model is developed. The validity of the FEA model is examined by using the FLD. Numerical simulation in deep drawing is so intensive that a sequential approximate optimization (SAO) using a radial basis function (RBF) network is used for the numerical optimization. Based on the numerical result, the experiment using the AC servo press is carried out. It is found from the experimental results that the successful sheet metal forming is performed. In addition, it is confirmed from the numerical and experimental result that both the material cost and the forming energy are simultaneously reduced by using the design optimization technique.




















Similar content being viewed by others

References
Breitkopf P, Naceur H, Rassineux A, Villon P (2005) Moving least squares response surface approximation: formulation and metal forming applications. Comput Struct 83:1411–1428
Chengzhi S, Guanlong C, Zhongqin L (2005) Determination the optimum variable blank-holder forces using adaptive response surface methodology (ARSM). Int J Adv Manuf Technol 26:23–29
Hillmann M, Kubli W (1999) Optimization of sheet metal forming processes using simulation programs. Numisheet ’99, Beasnc, France 1:287–292
Hino R, Yoshida F, Toropov VV (2006) Optimum blank design for sheet metal forming based on the interaction of high- and low-fidelity FE models. Arch Appl Mech 75(10):679–691
Ingarao G, Di Lorenzo R (2010) Optimization methods for complex sheet metal stamping computer aided engineering. Struct Multidiscip Optim 42:459–480
Jakumeit J, Herdy M, Nitsche M (2005) Parameter optimization of the sheet metal forming process using an iterative parallel Kriging algorithm. Struct Multidiscip Optim 29:498–507
Jansson T, Nilsson L, Redhe M (2003) Using surrogate models and response surfaces in structural optimization—with application to crashworthiness design and sheet metal forming. Struct Multidiscip Optim 25:129–140
Kitayama S, Hamano S, Yamazaki K, Kubo T, Nishikawa H, Kinoshita H (2010) A closed-loop type algorithm for determination of variable blank holder force trajectory and its application to square cup deep drawing. Int J Adv Manuf Technol 51:507–571
Kitayama S, Arakawa M, Yamazaki K (2011) Sequential approximate optimization using radial basis function network for engineering optimization. Optim Eng 12(4):535–557
Kitayama S, Kita K, Yamazaki K (2012) Optimization of variable blank holder force trajectory by sequential approximate optimization with RBF network. J Adv Manuf Technol 61(9–12):1067–1083
Kitayama S, Huang S, Yamazaki K (2013) Optimization of variable blank holder force trajectory for springback reduction via sequential approximate optimization with radial basis function network. Struct Multidiscip Optim 47(2):289–300
Kitayama S, Saikyo M, Kawamoto K, Yamamichi K (2015) Multi-objective optimization of blank shape for deep drawing with variable blank holder force via sequential approximate optimization. Struct Multidiscip Optim 52:1001–1012
Lin ZQ, Wang WR, Chen GL (2007) A new strategy to optimize variable blank holder force towards improving the forming limits of aluminum sheet metal forming. J Mater Process Technol 183:339–346
Liu W, Yang Y (2008) Multi-objective optimization of sheet metal forming process using Pareto-based genetic algorithm. J Mater Process Technol 208:499–506
Liu Y, Chen W, Ding L, Wang X (2013) Response surface methodology based on support vector regression for polygon blank shape optimization design. Int J Adv Manuf Technol 66:1397–1405
Lo SW, Yang TC (2004) Closed-loop control of the blank holding force in sheet metal forming with a new embedded-type displacement sensor. Int J Adv Manuf Technol 24:553–559
Naceur H, Ben-Elechi S, Batoz JL, Knopf-Lenoir C (2008) Response surface methodology for the rapid design of aluminum sheet metal forming parameters. Mater Des 29:781–790
Nakayama H, Arakawa M, Sasaki R (2002) Simulation-based optimization using computational intelligence. Optim Eng 3:201–214
Obermeyer EJ, Majlessi SA (1998) A review of recent advances in the application of blank-holder force towards improving the forming limits of sheet metal parts. J Mater Process Technol 75:222–234
Oliveira MC, Padmanabhan R, Baptista AJ, Alves JL, Menezes LF (2009) Sensitivity study on some parameters in blank design. Mater Des 30:1223–1230
Park SH, Yoon JH, Yang DY, Kim YH (1999) Optimum blank design in sheet metal forming by the deformation path iteration method. Int J Mech Sci 41:1217–1232
Sheng ZQ, Jirathearanat S, Altan T (2004) Adaptive FEM simulation for prediction of variable blank holder force in conical cup drawing. Int J Mach Tools Manuf 44:487–494
Storen S, Rice JR (1975) Localized necking in thin sheets. J Mech Phys Solids 23(6):421–441
Sun G, Li G, Gong Z, He G, Li Q (2011) Radial basis function model for multi-objective sheet metal forming optimization. Eng Optim 43(12):1351–1366
Vafaeesefat A (2011) Finite element simulation for blank shape optimization in sheet metal forming. Mater Manuf Process 26:93–98
Viana FA, Haftka RT, Watson LT (2013) Efficient global optimization algorithm assisted by multiple surrogate techniques. Journal of Global Optimization 56:669–689
Wang WR, Chen GL, Lin ZQ, Li SH (2007) Determination of optimal blank holder force trajectories for segmented binders of step rectangle box using PID closed-loop FEM simulation. Int J Adv Manuf Technol 32:1074–1082
Wang H, Li GY, Zhong ZH (2008) Optimization of sheet metal forming processes by adaptive response surface based on intelligent sampling method. J Mater Process Technol 197:77–88
Wang H, Li E, Li GY (2009a) The least square support vector regression coupled with parallel sampling scheme metamodeling technique and application in sheet forming optimization. Mater Des 30:1468–1479
Wang J, Goel A, Yang F, Gau JT (2009b) Blank optimization for sheet metal forming using multi-step finite element simulations. Int J Adv Manuf Technol 40:709–720
Wang H, Li E, Li GY (2010) Parallel boundary and best neighbor searching sampling algorithm for drawbead design optimization in sheet metal forming. Struct Multidiscip Optim 41:309–324
Yagami T, Manabe K, Ymauchi Y (2007) Effect of alternating blank holder motion of drawing and wrinkle elimination on deep-drawability. J Mater Process Technol 187–188:187–191
Acknowledgments
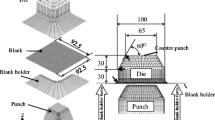
We would like to thank Horimoto Manufacturing Co. Ltd., from which the tray-type product shown in Fig. 1 is provided. The experiments using AC servo press (H1F150) were also carried out with kind cooperation of Horimoto Manufacturing Co. Ltd..
Author information
Authors and Affiliations
Corresponding author
Appendices
Appendix I
In this appendix, two optimal VBHF trajectories are determined with different objective functions. Note that the blank shape is not optimized, and the full blank size shown in Table 1 is used. The optimal VBHF trajectory is determined under tearing and wrinkling conditions. Therefore, the tearing and wrinkling are handled as the design constraints, and are evaluated as described in section 3.3. We consider the following two objective functions: (Case I) the forming energy, and (Case II) the thickness deviation. The optimal VBHF trajectory is determined through the numerical optimization. Based on the numerical result, the experiment is carried out using the AC servo press. The total stroke is divided into 4 sub-stroke steps, as shown in Fig. 21. Therefore, in both cases, the number of the design variables is 4.

Design variables for VBHF trajectory in Cases I and II
1.1 Case I
The forming energy represented by the gray area in Fig. 21 is taken as the objective function. The optimal VBHF trajectory is shown in Fig. 22, in which the red line and the dashed line represent the optimal VBHF trajectory in the experiments and in the numerical simulation, respectively. Figure 23 shows the experimental result. Figure 24 shows the lengths for dimension accuracy, and the result is summarized in Table 5.

Optimal VBHF trajectory in numerical simulation and experiment of Case I

Experimental result in Case I

Evaluation for dimension accuracy in Case I
1.2 Case II
Second case considers minimizing the thickness deviation, which is defined as the following equation:
where t i denotes the thickness of the i-th element of the blank, t 0 the initial thickness of the blank, respectively. p in (A1) is the parameter, and is set to 4. The optimal VBHF trajectory is shown in Fig. 25, in which the red line and the dashed line represent the optimal VBHF trajectory in the experiments and in the numerical simulation, respectively. Figure 26 shows the experimental result. Figure 27 shows the lengths for dimension accuracy, and the result is summarized in Table 6.

Optimal VBHF trajectory in numerical simulation and experiment of Case II

Experimental result in Case II

Evaluation for dimension accuracy in Case II

Excel VBA code for numerically evaluating risk of wrinkling and tearing
Appendix II
Two critical lines for wrinkling and tearing of the FLD shown in Fig. 6 are drawn as follows:
The normal anisotropy coefficient r (called Lankford value) is used for the critical line for wrinkling, which is simply given by the following equation:
Next, the critical curve for tearing is defined as follows:
where β = ε 2/ε 1, N denotes the strain hardening coefficient. A3 is solved with respect to ε 1, and finally the following equations can be obtained for the critical curve for tearing:
where
For better understanding, Excel VBA code to numerically evaluate the risk of wrinkling and tearing is listed below (See Fig. 28), in which the following symbols are used:
- nelm:
-
the number of finite elements of blank
- r:
-
the normal anisotropy coefficient r (Lankford value)
- n:
-
the strain hardening coefficient
- sfact:
-
safety tolerance in (12)
- eps1(i):
-
major strain of the i-th element of blank, which is obtained from LS-DYNA
- eps2(i):
-
minor strain of the i-th element of blank, which is obtained from LS-DYNA.
Rights and permissions
About this article

Cite this article
Kitayama, S., Koyama, H., Kawamoto, K. et al. Numerical and experimental case study on simultaneous optimization of blank shape and variable blank holder force trajectory in deep drawing. Struct Multidisc Optim 55, 347–359 (2017). https://doi.org/10.1007/s00158-016-1484-4
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00158-016-1484-4