
Abstract
Experiments on finger-jointing acetylated beech (Fagus sylvatica L.) laminated veneer lumber (LVL) have been made. The specimens were examined on its wet tensile shear strength (TSS) using three adhesives, including phenol resorcinol formaldehyde (PRF), one-component polyurethane (PUR) (without primer), and melamine urea formaldehyde (MUF). Contact angles (CA) of uncured and drop-applied MUF, PRF, and PUR adhesives on freshly cut finger-joints were evaluated. Surface roughness was measured using a laser-scanning-microscope (LSM). Results showed that PRF bonded acetylated specimens had highest wet TSS, followed by specimens with PUR bonding. MUF performed poorly, which was most likely caused by its inadequate water resistance and changes in chemical reactions due to remaining acetic acid. Acetylated finger-joints had a topography similar to untreated joints. Moreover, CA were just barely lower for MUF and PRF on acetylated wood than on untreated references.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Beech (Fagus sylvatica L.) is one of the most important hardwood species in Europe. In comparison to other wood species, it is widely accessible and has relatively high mechanical strength. However, its dimensional stability and durability are constrained. For instance, beech has the durability class 5, and is consequently classified as non-durable (EN 350 2016).
To enhance its properties, acetylation with acetic anhydride can be applied, which is one of the few chemical wood modification methods available on the market, known as ACCOYA® for solid wood and TRICOYA® for wood fibres. Acetylation is especially appealing to veneer-based products like plywood and LVL, and substantial research is now being done on the acetylation of veneers (Joeressen et al. 2022; Slabohm et al. 2022a, b, 2023; Slabohm and Militz 2022a, b; Wang et al. 2021, 2022a, b).
In several of these studies, acetylated veneers have been bonded to LVL, however the longitudinal direction of these boards is restricted. But also, on an industrial scale these boards are limited to the maximum length of the peeling machine. To get over this restriction, there are continuous LVL production processes where the veneers are overlapped by a few centimeters in the longitudinal direction. However, these procedures call for a large number of veneers, hence they are rarely used on a smaller scale.
An alternative approach to connect smaller boards to larger ones is by using the finger-joint technology (Frangi et al. 2012; Hirschmüller et al. 2020; Serrano 2000). This technique of joining wood is frequently applied, for instance to engineered wood products like glued laminated timber (Aicher 2014). In principle, end faces of two lamellas are profiled and joined with cold-curing adhesive to larger ones. Although endless boards are theoretically feasible, in practice the setup of the finger-jointing line generally limits the length of the boards.
The available literature on finger-jointing acetylated wood is limited. For instance, an investigation on the bending strength of finger-jointed acetylated beech wood was conducted by Papadopoulos (2008). In another study, finger-jointing of acetylated Scots pine was investigated using a melamine urea formaldehyde (MUF) adhesive (Wincrantz 2018).
However, finger-jointing is already quite complex. In addition, acetylation changes the bonding properties of wood (Slabohm et al. 2022a). Therefore, further research is required, and this study was set out to conduct initial tests with acetylated beech LVL using three commercial adhesives for finger-jointing wood.
2 Materials and methods
2.1 Manufacturing of LVL
The industrial modification facility of ACCOYA® in Arnhem, the Netherlands, was used to acetylate rotary-cut beech (Fagus sylvatica L.) veneers (2200 × 1000 mm2), while half of the veneers were kept as untreated references. Using five samples that were picked at random, ACCOYA® calculated the weight percent gain (WPG) of the acetylated veneers to be approximately 24.4% (SD 0.5%). Afterwards eight-layered LVL boards were manufactured in a hot press (HP-S 1200, Gottfried Joos Maschinenfabrik GmbH & Co. KG) using a two component phenol formaldehyde resin (Bakelite PF 128, 200 g/m2) at 145 °C. A similar sample set before bonding had a moisture content (MC) of 2.97% (SD 0.26%, n = 50) for the acetylated samples and 8.69% (SD 0.40%, n = 50) for the references (Slabohm et al. 2022b). Lamellas (200 × 100 × 19 mm3) were cut out of the manufactured boards.
2.2 Finger-jointing
A finger-jointing line (Type Ultra TT, Weinig Grecon GmbH & Co. KG, Alfeld/Leine, Germany) was used to vertically cut the finger-jointing profile of the conditioned (20 °C and 65% relative humidity (RH)) lamellas (200 × 100 mm2) with a cutting feed rate of 17 m/min. For each material-adhesive combination, seven lamellas were produced. The finger pitch was 6.2 mm, and the finger length was 20.75 mm. Three commercially available adhesives (MUF, 280 g/m2; phenol resorcinol formaldehyde (PRF), 380 g/m2; one-component polyurethane (PUR), 140 g/m2) were applied on the freshly cut surfaces. As advised by the supplier, the MUF and PUR were applied manually one-sided whereas the PRF was applied two-sided. After the initial application, the open assembly time did not exceed 120 s, and the closed assembly time was set to 30 s (SD 2 s). Reduced specific pressure (13 N/mm2) for 5 s was applied to avoid longitudinal cracking of the small cross-sections (100 × 19 mm2) of the acetylated lamellas. The bonded lamellas were stored for several weeks at 20 °C and 65% RH to ensure curing.
2.3 Sample preparation
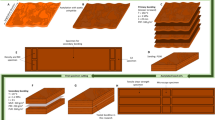
Finger-jointed lamellas (≈360 × 100 × 19 mm3) were cut once more at both end faces (Fig. 1). The milled finger-joints were sawn off and utilized as described below for CA (a) and roughness measurements (b). The lamella was then planned to 10 mm in thickness and sliced lengthwise in three 25 mm broad stripes. After that, a 150 mm long sample of each lamella was cut out with the finger-joints precisely in the middle (c). One of the two remaining specimens (d) was utilized to estimate the sample density and MC.

Schematic sample design of a finger-jointed beech LVL board (360 × 100 × 19 mm3)
2.4 Moisture content and density
The MC and density were immediately determined after cutting the specimens (d, Fig. 1). First, specimens were stored at 20 °C and 65% RH to determine the conditioned MC (MCcond.) and thereafter, the same specimens were exposed to four hours boiling in water, 18 h drying at 60 °C, again four hours boiling in water and two hours of cooling in water at room temperature to determine the water-soaked MC (MCwet). Both MC were calculated according to the following Eq. (1).
where mdry = oven-dry mass (g), mwet = wet mass (g)
2.5 Tensile shear strength
In total, the tensile shear strength (TSS) of 126 specimens was tested (21 for each material-adhesive combination). Tests were carried out on the testing equipment Zwick/Roell (Ulm, Germany) with a maximum load cell of 10 kN and the textXpert® III V3.5 (Zwick/Roell, Ulm, Germany) software. Using a digital microscope (VHX-5000, Keyence, Osaka, Japan), the bondline length was determined twice on each sample before exposure to water. Specimens had the size of 150 × 25 × 10 mm3 (c, Fig. 1). Before testing, all specimen were exposed to four hours boiling in water, 18 h drying at 60 °C, four hours boiling in water, and additional two hours cooling in water at room temperature. Specimens were tested in wet stage. The wet tensile shear strength (TSS) was calculated according to the following Eq. (2). Figure 2 depicts the test configuration.
where Fmax = maximum load [N], A = area of bonded finger-joints [mm2], a = length of bondline (excluding tip gap) [mm], b = specimen thickness [mm]

Test set-up for determination of the TSS of finger-jointed beech LVL parallel to grain
2.6 Laser-scanning-microscopy
A laser-scanning-microscope (LSM) (VK-X110, control unit: VK-X100, equipped with a red laser (658 nm) Keyence, Osaka, Japan) was used to measure the surface roughness on five finger-joints (b, Fig. 1) for each lamella within four hours after cutting. Specimens were scanned with 10 × magnification (2043 × 1536 px) and a resolution of 0.434 µm. A field of 1350 × 1012 µm2 was scanned and scans were merged afterwards (1 × 5). An automatic, linear inclination correction of the entire image was performed as an F-operation using the program VK-H1XAD, module ISO 25178 (Keyence Corporation, Osaka, Japan). The surface's long-wavelength components were eliminated by using a double Gaussian filter (based on EN ISO 16610-1 2015). Numerous roughness parameters were calculated (based on EN ISO 25178-1 2016) using the software VK-H1XAD, module ISO 25178 (Keyence Corporation, Osaka, Japan).
2.7 Contact angle
Contact angle (CA) measurements were conducted on five finger-joints (a, Fig. 1) per lamella within four hours after cutting using the Mobile Surface Analyzer Flexible Liquid (Krüss GmbH, Hamburg, Germany) with drop shape function Fitmethod Ellipse (Tang.-1). Adhesives were dropped manually and CA was automatically determined by the software ADVANCE (Krüss GmbH, Hamburg, Germany). Five measurements at intervals of one second were performed for each of the five finger-joints.
2.8 Statistical analysis
Statistical computing and graphics were made using the software R (RStudio Team 2022). To illustrate the distribution of the data set boxplots were used. One-way analyses of variance (ANOVA) were used to compare the effect of modification on MCcond., MCwet, and surface parameters. Two-way ANOVA was conducted to compare the effect of adhesive and modification on TSS and CA.
3 Results and discussion
3.1 Density
The oven-dry density of acetylated LVL was higher compared to untreated references (Table 1). Similar oven-dry densities were also found in similar studies for acetylated beech LVL (Slabohm et al. 2022b) and acetylated beech (Čermák et al. 2022). This can be explained by the added weight from bound acetyl groups that result during acetylation with acetic anhydride. For example, in this study approximately 24.4% WPG were achieved. Nevertheless, there are other factors that cause density to decrease during acetylation. The veneer expands, for instance in a tangential direction, as a result of cell wall bulking, which reduces the density of the acetylated material. Untreated beech LVL densifies more during the hot-bonding process than acetylated LVL (Slabohm et al. 2022b), which increases the density of the untreated specimen.
In the wet stage, acetylated and untreated specimens had almost the same density. For acetylated specimens, water uptake may be primarily in the cell lumen and very little in the cell wall, while untreated specimens absorb more water into the cell wall (see also next section).
Minor changes in density compared to other studies (Slabohm et al. 2022b) may be caused by a number of circumstances, such as (1) variable adhesive concentrations and different adhesives as well as (2) a potential reduction in densification due to shorter pressing times, various pressures and larger boards (upscaling effect), for instance. Additionally, there are already significant variations in the density of solid beech wood (Bouriaud et al. 2004; Gryc et al. 2008; Zeller et al. 2017).
3.2 Moisture content
Figure 3 provides important information on the MCcond and MCwet of acetylated and untreated LVL. The MCcond. and MCwet are certainly lower on acetylated specimens compared to references. For acetylated (beech) wood, reduced MCcond. is regularly noted (Čermák et al. 2022; Militz 1991; Slabohm and Militz 2022a, b). Blocking of hygroscopic –OH groups and bulked cell walls are the main causes of the lower MCcond. (Hill 2006). The reason why the MCwet of acetylated specimen still increases after immersion in water is mainly due to water in the lumen, and that very little water is soaked in the cell wall (Hill 2006).

MCcond. and MCwet. One-way ANOVA showed statistically significant difference in MCcond. (F(1) = 1094, p < 0.001) and MCwet (F(1) = 283.5, p < 0.001) according to modification
3.3 Tensile shear strength
Bonding with the MUF showed lowest wet TSS of all three applied adhesives and acetylated specimens showed even lower performance compared to references (Fig. 4). First of all, MUF adhesives are recognized to have a low water resistance (Frihart 2005, pp. 255–257). According to the same source, MUF can be viewed as a compromise between low cost of UF adhesives, which are not water resistant, and higher water resistance of MF adhesives. Additionally, it is well known that using MUF adhesives to bond acetylated wood results in poor performance (Bongers et al. 2016; Lütkemeier et al. 2018; Treu et al. 2020). The lowered TSS might be due to a changed curing reaction, which is a result of the changed chemistry on acetylated specimens. For example, small amounts of remaining acetic acid might impact the (surface) pH and buffering capacity (Bongers and Uphill 2019). On the other hand, Olaniran et al. (2021) discovered that MUF-bonded acetylated rubberwood (Hevea brasiliensis, Müll. Arg.) had a reasonably high wet TSS. By applying a resorcinol–formaldehyde (RF) resin as a primer, Treu et al. (2020) enhanced the bonding with MUF. They found out that RF decreased the CA, indicating a more wettable surface. Yet resorcinol is highly costly. Lütkemeier et al. (2018) used a different strategy and sanded the surface (P100), which increased the TSS in both dry and wet settings and the percentage of wood failure in dry state.

Wet TSS of finger-jointed specimens after a boiling-drying-boiling cycle. Two-way ANOVA revealed that there was a statistically significant difference in TSS by adhesive (F(2) = 35.807, p < 0.001) and modification (F(1) = 21.840, p < 0.001)
The best bonding performance was achieved when specimens were bonded with the PRF for both acetylated and untreated. On acetylated wood, PRF resins are recognized for achieving strong bonding (Slabohm and Militz 2022b; Vick and Rowell 1990). For illustration, the traffic bridge in Sneek, the Netherlands, which is built with acetylated wood, was bonded using this adhesive type (Jorissen and Luning 2010; Tjeerdsma and Bongers 2009). It is also known that phenol and resorcinol create strong, water-resistant bonds (Frihart 2005, pp. 250–254). According to the same author, much like MUF adhesive is a compromise of MF and UF, PRF resins are a compromise of phenol and resorcinol in order to lower costs and maintain the benefit of resorcinol's ability to cure at room temperature.
The 1-C PUR adhesive exhibited comparably high TSS as the specimens bonded with the PRF. This is in line with other studies, which showed the effective bonding with PUR on acetylated wood (Bongers et al. 2016; Lütkemeier et al. 2018). However, it was anticipated that the bonding with PUR could exhibit poor bonding performance since the MCcond. before bonding (Fig. 3) is reduced and water is required for the curing of PUR (Lehringer and Gabriel 2014). It is much likely that the low MC before bonding and the surrounding RH during the open assembly period provided already sufficient water for the curing. Additionally, during storage (after bonding) at 20 °C and 65% RH, curing of the adhesive might have taken place. Even if the TSS is already quite high, applying a primer prior to the 1-C PUR adhesive can improve the bonding performance of hardwoods such as beech (Luedtke et al. 2015).
Figure 4 also displays a decreased TSS of PRF and PUR bonded LVL for untreated LVL in comparison to acetylated specimen. According to Hofferber et al. (2006), swelling and shrinking cause stresses on the bonding, which might lower the TSS of the bonding. Additionally, mechanical properties of untreated wood generally decrease with increasing MC until the fiber saturation point (Niemz and Sonderegger 2017). For example, the TSS of acetylated LVL marginally dropped after a boiling-drying-boiling cycle compared to dry state TSS, whereas that of untreated LVL drastically decreased following boiling in water (Slabohm and Militz 2022a). After acetylation, any sorbed water is primarily in the lumen rather than in the cell wall (see also section above). Therefore, water has a minimal impact on the mechanical properties after acetylation on wood. However, one should be aware that there are further decreasing and increasing factors on the mechanical properties during acetylation (Beckers and Bongers 2003; Bongers et al. 2016; Laine et al. 2016; Militz 1991).
Figure 5 displays typical finger-joint failure modes. In this study, specimen broke mainly entirely inside the bonded area (A, Fig. 5). It was less than ideal that the maximum load of 10 kN of the test machine was achieved in a few cases during the testing of most of the acetylated PRF specimens (D, Fig. 5). However, the result still demonstrates that of the three adhesives, PRF performed the best.

Typical finger-joint failure modes are shown schematically. Broken entirely inside the bonded area (A), broken partially inside the bonded area (B), broken outside the bonded area (C), and not broken at all (D)
The wood failure percentage (WF) was assessed in addition to the TSS. However, it was too difficult to determine accurately the WF on such tiny pieces. Results on WF are therefore not presented. Because there is no standard for investigating the WF of finger-joints, other standards may be adapted (for example EN 314-1 2005).
3.4 Laser scanning microscopy
Two randomly chosen three-dimensional sample topographies (untreated and acetylated) are shown in Fig. 6. The topography on other images may appear differently.

Selected three-dimensional topographies of the freshly finger-jointed surfaces (left acetylated LVL and right untreated LVL)
The topography of acetylated finger-joints appears to have only minor differences compared to untreated LVL (Fig. 7). Significantly different was the arithmetical mean surface height (Sa), which indicates a smoother surface on acetylated finger-joints. This is in line with another study (Lütkemeier 2018). Other roughness parameters as maximum height (Sz), developed interfacial area ratio (Sdr), and texture aspect ratio (Str) were similar on acetylated LVL and references. The negative skewness (Ssk) indicated a topographic deviation to the higher side for both materials, which is typical for porous materials like wood (Sandak et al. 2021). Sharpness (Sku) was greater than three, indicating a higher leptokurtic distribution rather than a normal distribution for both materials.

Selected surface roughness parameters were measured on acetylated and untreated LVL finger-joints. Sa (arithmetical mean surface height) and Sz (value between highest peak and deepest valley) are parameters for the evenness of the surface. Ssk (skewness) and Sku (sharpness) describe a histogram (not shown). For example, positive Sku describes an offset distribution to the lower side. Sdr is essentially the additional surface (Sdr ≠ 0) when compared to a completely flat area (Sdr = 0). Str is a value for the uniformity of the surface. One-way ANOVA revealed the following results: Sa (F(1) = 11.95, p < 0.001), Sku (F(1) = 44.02, p < 0.001), Sz (F(1) = 0.535, p = 0.466), Sdr (F(1) = 1.455, p = 0.23), Ssk (F(1) = 8.896, p = 0.003), Str (F(1) = 0, p = 0.99)
3.5 Contact angle
The CA for MUF and PRF was slightly lower on acetylated specimens compared to references and almost the same for PUR (Fig. 8). This result was somewhat unexpected, because many studies showed a hydrophobic behavior after acetylation (Ayoub et al. 2013; Bryne and Wålinder 2010; Chi et al. 2008; Wålinder et al. 2013). The main reasons for this hydrophilic behavior are the replacement of hydroxyls by the relatively hydrophobic ester groups, blocked pathways due to bulking and more stable extractives (Wålinder et al. 2013). However, often water and other liquids were used to measure the CA instead of adhesives as in this research. It is known, that after acetylation the chemistry is changed (Fodor et al. 2018), which might lower the CA for MUF or PRF on the acetylated surface compared to untreated specimens. The measured CA are typically phenomenological because they are not in an equilibrium state and are instead influenced by factors like substrate porosity and liquid penetration, wood swelling and MC, and any additional liquid contaminants that may be present on the wood surfaces. Additionally, the viscosity of the applied adhesives has an impact on the CA.

CA of freshly finger-jointed surfaces (acetylated and untreated). Two-way ANOVA revealed that there was a statistically significant difference in CA by both adhesive (F(2) = 680.37, p < 0.001) and modification (F(1) = 122.14, p < 0.001)
In this study, CA (Fig. 4) could not explain the TSS (Fig. 8). For instance, the TSS was high for specimens bonded with PRF and low for specimens bonded with MUF, despite the fact that CA of MUF and PRF were almost identical.
4 Conclusion
The highest wet TSS was obtained by finger-jointing acetylated beech LVL with PRF resin, followed by PUR. The fact that the TSS was higher for acetylated beech LVL compared to untreated references could be attributed to less wood-water interaction at the cell wall level. For example, reduced MCcond. and MCwet for acetylated LVL were found. Consequently, the wood swells and shrinks less, resulting in less stress on the bonding.
When acetylated specimens were bonded with MUF, the TSS was even lower compared to the references. This could be due to a distinct chemical reaction between the adhesive and the acetylated wood caused by acetic acid for example. In general, the MUF performed the worst, which could be attributed to the adhesive's inadequate water resistance.
Acetylation appears to have only a minor effect on the topography and wettability (CA) of the adhesives when compared to untreated references.
The process of acetylating wood is quite costly. Therefore, it might be more economical to only modify the most critical areas of a structure. This could require finger-jointing acetylated wood with untreated wood. Future hybrid solutions, for instance, between acetylated beech LVL and regular spruce glulam, might therefore be interesting. To fully understand the bonding of acetylated LVL finger-joints, additional research will be conducted.
Data availability
The data used in this study is available from the corresponding author on reasonable request.
References
Aicher S (2014) Geklebte Verbindungen in Holzbauprodukten und-tragwerken (Bonded connections in timber construction products and -structures). Presented at the 46. Fortbildungskurs—S-WIN Swiss Innovation Network—Holzverbindungen mit Klebstoffen für die Bauanwendung, Unpublished, Weinfelden, Swiss. https://doi.org/10.13140/2.1.4101.6005
Ayoub A, Venditti RA, Pawlak JJ, Sadeghifar H, Salam A (2013) Development of an acetylation reaction of switchgrass hemicellulose in ionic liquid without catalyst. Ind Crops Prod 44:306–314. https://doi.org/10.1016/j.indcrop.2012.10.036
Beckers E, Bongers F (2003) Mechanical properties of acetylated solid wood treated on pilot plant scale. Presented at the first European conference on wood modification, Ghent
Bongers F, Uphill SJ (2019) The potential of wood acetylation. Presented at the 7th—international scientific conference on hardwood processing, Delft, pp 49–59
Bongers F, Meijerink T, Lütkemeier B, Lankveld C, Alexander J, Militz H, Lehringer C (2016) Bonding of acetylated wood. Int Wood Prod J 7:102–106. https://doi.org/10.1080/20426445.2016.1161944
Bouriaud O, Bréda N, Le Moguédec G, Nepveu G (2004) Modelling variability of wood density in beech as affected by ring age, radial growth and climate. Trees 18:264–276. https://doi.org/10.1007/s00468-003-0303-x
Bryne LE, Wålinder MEP (2010) Ageing of modified wood. Part 1: wetting properties of acetylated, furfurylated, and thermally modified wood. Holzforschung 64:295–304. https://doi.org/10.1515/hf.2010.040
Čermák P, Baar J, Dömény J, Výbohová E, Rousek R, Pařil P, Oberle A, Čabalová I, Hess D, Vodák M, Brabec M (2022) Wood-water interactions of thermally modified, acetylated and melamine formaldehyde resin impregnated beech wood. Holzforschung 76:437–450. https://doi.org/10.1515/hf-2021-0164
Chi H, Xu K, Wu X, Chen Q, Xue D, Song C, Zhang W, Wang P (2008) Effect of acetylation on the properties of corn starch. Food Chem 106:923–928. https://doi.org/10.1016/j.foodchem.2007.07.002
EN 314-1:2005-03 (2005) Plywood—bonding quality—part 1: test methods. Beuth Verlag GmbH
EN 350:2016-12 (2016) Durability of wood and wood-based products—testing and classification of the durability to biological agents of wood and wood-based materials. Beuth Verlag GmbH
EN ISO 16610-1:2015-11 (2015) Geometrical product specifications (GPS)—filtration—part 1: overview and basic concepts (ISO 16610-1:2015). Beuth Verlag GmbH
EN ISO 25178-1:2016-12 (2016) Geometrical product specifications (GPS)—surface texture: areal—part 1: indication of surface texture (ISO 25178-1:2016). Beuth Verlag GmbH
Fodor F, Németh R, Lankveld C, Hofmann T (2018) Effect of acetylation on the chemical composition of hornbeam (Carpinus betulus L.) in relation with the physical and mechanical properties. Wood Mater Sci Eng 13:271–278. https://doi.org/10.1080/17480272.2017.1316773
Frangi A, Bertocchi M, Clauß S, Niemz P (2012) Mechanical behaviour of finger joints at elevated temperatures. Wood Sci Technol 46:793–812. https://doi.org/10.1007/s00226-011-0444-9
Frihart CR (2005) Handbook of wood chemistry and wood composites. In: Roger R (ed) Handbook of wood chemistry and wood composites. 2nd ed, Boca Raton, FL: CRC Press. pp 255–319
Gryc V, Vavrčík H, Gomola Š (2008) Selected properties of European beech (Fagus sylvatica L.). J for Sci 54:418–425. https://doi.org/10.17221/59/2008-JFS
Hill CAS (2006) Wood modification: chemical, thermal and other processes, Wiley series in renewable resources. Wiley, Chichester
Hirschmüller S, Marte R, Englberger A (2020) Applicability of finger jointing to circular laminated veneer hollow sections for temporary soil nailing. Eur J Wood Prod 78:879–889. https://doi.org/10.1007/s00107-020-01577-y
Hofferber BM, Kolodka E, Brandon R, Moon RJ, Frihart CR (2006) Effects of swelling forces on the durability of wood adhesive bonds. In: Proceedings of the 29th annual meeting of the Adhesion Society, Inc., February 19–22, 2006, Jacksonville, Florida, pp 187–189
Joeressen J, Baumann G, Spirk S, Krenke T, Schönauer T, Feist F (2022) Chemical resistance of acetylated radiata pine sliced veneers. Wood Mater Sci Eng. https://doi.org/10.1080/17480272.2022.2155565
Jorissen, AJM, Luning E (2010) Wood modification in relation to bridge design in the Netherlands. In: Proceedings of the World Conference on Timber Engieering. Trentino, Italy, pp 1–9
Laine K, Segerholm K, Wålinder M, Rautkari L, Hughes M, Lankveld C (2016) Surface densification of acetylated wood. Eur J Wood Prod 74:829–835. https://doi.org/10.1007/s00107-016-1077-3
Lehringer C, Gabriel J (2014) Review of recent research activities on one-component PUR-adhesives for engineered wood products. In: Aicher S, Reinhardt H-W, Garrecht H (eds) Materials and joints in timber structures. Springer, Netherlands, pp 405–420. https://doi.org/10.1007/978-94-007-7811-5_37
Luedtke J, Amen C, van Ofen A, Lehringer C (2015) 1C-PUR-bonded hardwoods for engineered wood products: influence of selected processing parameters. Eur J Wood Prod 73:167–178. https://doi.org/10.1007/s00107-014-0875-8
Lütkemeier B (2018) Kleben von modifiziertem Vollholz: Gestaltung des Grenzbereichs zur Steuerung von Verklebungsmechanismen [Bonding of modified solid wood: Designing the boundary area to control bonding mechanisms] (Dissertation). Georg-August-Universität Göttingen, Göttingen
Lütkemeier B, Konnerth J, Militz H (2018) Distinctive impact of processing techniques on bonding surfaces of acetylated and heat-treated beech wood and its relation to bonding strength. Forest Prod J 68:372–382. https://doi.org/10.13073/FPJ-D-17-00077
Militz H (1991) Die Verbesserung des Schwind- und Quellverhaltens und der Dauerhaftigkeit von Holz mittels Behandlung mit unkatalysiertem Essigsäureanhydrid [The improvement of shrinking and swelling behavior and wood durability by treatment with uncatalyzed acetic anhydride]. Holz Roh Werkst 49:147–152. https://doi.org/10.1007/BF02607895
Niemz P, Sonderegger WU (2017) Holzphysik: Physik des Holzes und der Holzwerkstoffe: mit zahlreichen Bildern und Tabellen [Wood physics: Physics of wood and wood-based materials: with numerous images and tables]. Fachbuchverlag Leipzig im Carl Hanser Verlag, München
Olaniran SO, Clerc G, Cabane E, Brunner AJ, Rüggeberg M (2021) Quasi-static and fatigue performance of bonded acetylated rubberwood (Hevea brasiliensis, Müll. Arg.). Eur J Wood Prod 79:49–58. https://doi.org/10.1007/s00107-020-01610-0
Papadopoulos AN (2008) The effect of acetylation on bending strength of finger jointed beech wood (Fagus sylvatica L.). Holz Roh Werkst 66:309–310
RStudio Team (2022) RStudio: integrated development environment for R. Posit Software. PBC formerly RStudio, PBC, Boston
Sandak A, Földvári-Nagy E, Poohphajai F, Diaz RH, Gordobil O, Sajinčič N, Ponnuchamy V, Sandak J (2021) Hybrid approach for wood modification: characterization and evaluation of weathering resistance of coatings on acetylated wood. Coatings 11:658. https://doi.org/10.3390/coatings11060658
Serrano E (2000) Adhesive joints in timber engineering: modelling and testing of fracture properties (Dissertation). Lund, Sweden
Slabohm M, Brischke C, Militz H (2023) The durability of acetylated beech (Fagus sylvatica L.) laminated veneer lumber (LVL) against wood-destroying basidiomycetes. Eur J Wood Prod. https://doi.org/10.1007/s00107-023-01962-3
Slabohm M, Mai C, Militz H (2022a) Bonding acetylated veneer for engineered wood products—a review. Materials 15:3665. https://doi.org/10.3390/ma15103665
Slabohm M, Mayer AK, Militz H (2022b) Compression of acetylated beech (Fagus sylvatica L.) laminated veneer lumber (LVL). Forests 13:1122. https://doi.org/10.3390/f13071122
Slabohm M, Militz H (2022a) Bonding performance of hot-bonded acetylated beech (Fagus sylvatica L.) laminated veneer lumber (LVL). Wood Mater Sci Eng. https://doi.org/10.1080/17480272.2022.2124544
Slabohm M, Militz H (2022b) Improving durability and dimensional stability of beech (Fagus sylvatica L.) LVL by acetylation with acetic anhydride. In: Proceedings of 10th European conference on wood modification. Presented at the 10th European conference on wood modification, Nancy, France, pp 217–225
Tjeerdsma B, Bongers F (2009) The making of a traffic timber bridge of acetylated Radiata pine. In: Proceedings of the forth European conference on wood modification, Stockholm, Sweden, pp 15–22
Treu A, Bredesen R, Bongers F (2020) Enhanced bonding of acetylated wood with an MUF-based adhesive and a resorcinol-formaldehyde-based primer. Holzforschung 74:382–390. https://doi.org/10.1515/hf-2019-0056
Vick CB, Rowell RM (1990) Adhesive bonding of acetylated wood. Int J Adhes Adhes 10:263–272. https://doi.org/10.1016/0143-7496(90)90044-X
Wålinder M, Brelid PL, Segerholm K, Long CJ II, Dickerson JP (2013) Wettability of acetylated Southern yellow pine. Int Wood Prod J 4:197–203. https://doi.org/10.1179/2042645313Y.0000000045
Wang Y, Wang T, Crocetti R, Wålinder M (2021) Mechanical properties of acetylated birch plywood loaded parallel to the face grain. Santiago, Chile
Wang T, Wang Y, Crocetti R, Wålinder M (2022a) The embedment behavior of acetylated and unmodified birch plywood. Presented at the 10th European conference on wood modification, Nancy, France, pp 400–406
Wang Y, Wang T, Crocetti R, Wålinder M (2022b) Experimental investigation on mechanical properties of acetylated birch plywood and its angle-dependence. Constr Build Mater 344:128277. https://doi.org/10.1016/j.conbuildmat.2022.128277
Wincrantz C (2018) Finger-jointing of acetylated Scots pine using a conventional MUF resin (MSc thesis). KTH Royal Institute of Technology, School of Architecture and the Built Environment, Stockholm
Zeller L, Ammer Ch, Annighöfer P, Biber P, Marshall J, Schütze G, del Río Gaztelurrutia M, Pretzsch H (2017) Tree ring wood density of Scots pine and European beech lower in mixed-species stands compared with monocultures. For Ecol Manag 400:363–374. https://doi.org/10.1016/j.foreco.2017.06.018
Acknowledgements
This research was funded by Fachagentur Nachwachsende Rohstoffe e. V. (Grant ID 2220HV049B). We want to acknowledgement our industry partners Accsys Technologies (Arnhem, The Netherlands) and Deutsche Holzveredelung Schmeing GmbH & Co., KG (Kirchhundem, Germany) for supplying the veneers and its acetylation. The finger-jointing line and technical assistance were provided by Weinig Grecon GmbH & Co. KG in Alfeld, Germany, and are deeply appreciated by the authors. Salomé Raskop and Jan-Oliver Haase are also to be thanked for performing the TSS tests and the density and MC measurements, respectively. Also, a big thank you to Lukas Emmerich, Christoph Hötte, and Katarzyna Kurkowiak for their assistance in editing the manuscript.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Contributions
M.S. and H.S were in charge of the conceptualization, fabrication of LVL and data collection. M.S. was responsible for the formal analysis, visualization, and writing of the original draft. The manuscript has been reviewed and edited by all authors. H.M. supervised this reserach.
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Slabohm, M., Stolze, H. & Militz, H. Evaluation of wet tensile shear strength and surface properties of finger-jointed acetylated beech (Fagus sylvatica L.) laminated veneer lumber. Eur. J. Wood Prod. 81, 1403–1411 (2023). https://doi.org/10.1007/s00107-023-01970-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00107-023-01970-3