
Abstract
Rubberwood is widely planted for latex production. At the cessation of latex yield it becomes a viable timber source in the wood industry. While good bonding performance of rubberwood has been reported, quantitative information to support this statement is missing. In this study, the tensile shear strength (TSS) and wood failure percentage (WFP) of unmodified and acetylated rubberwood in both wet and dry conditions were examined. Three frequently used adhesives were selected: one-component polyurethane (1C PUR), melamine-urea-formaldehyde (MUF), and phenol-resorcinol-formaldehyde (PRF). Furthermore, fatigue behaviour was analysed for PRF-bonded samples by cyclic loading. Results showed that in dry state, the TSS and WFP of acetylated rubberwood is comparable to the unmodified samples for all adhesives. In wet condition, the performance of bonded rubberwood was improved by acetylation. Cyclic loading revealed comparable fatigue behaviour of bonded unmodified and acetylated rubberwood. This investigation provides first quantitative information on the performance of bonded rubberwood, which can be a valuable input for the production of laminated timber products for structural purposes.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Rubberwood is a hardwood species that has been known initially as an agricultural product established mainly for latex production. As the latex production declines or ceases, rubberwood is used as timber due to its good woodworking properties such as machining, sawing, or turning, and appealing aesthetics. It is well favored for furniture making (Teoh et al. 2011). In some cases, rubber trees may be abandoned or felled for fuelwood production or left to rot in the field. As a result, rubberwood is readily available and could serve as a replacement for overexploited wood species expanding timber resource and increasing resource efficiency (Krackler and Niemz 2011). The efficient use of rubberwood is only possible if its properties are well understood. In this regard, the mechanical properties of rubberwood have been investigated in previous studies (de Junior et al. 2015; Mohd Shukari 1999; Naji et al. 2014). However, the use of rubberwood has some drawbacks such as dimensional instability and low durability due to insects and fungi (Ho 1999; Teoh et al. 2011). Rubberwood has been classified into durability class 4 (EN350:2016 2016) as mentioned in Wagenführ (2007).The durability issue has previously been tackled by acetylation (Chauhan et al. 2001; Hassan et al. 2017; Hisham et al. 2018). However, the effect of acetylation on mechanical properties of rubberwood has only been investigated in a previous study by Olaniran et al. (2019). It was shown that acetylation is a valuable treatment for outdoor use of rubberwood, as it slows down the impact of weathering on the mechanical properties of rubberwood. For wider applicability of rubberwood, especially for structural purposes, bonding of the wood is necessary (Tjeerdsma and Bongers 2009). Yet, there is currently no quantitative information on the performance of bonded rubberwood available, neither in unmodified nor in acetylated state.
Quite a number of studies exist on the bondline performance of both unmodified and acetylated bonded wood of other species. Recently, Konnerth et al. (2016) investigated the bonding properties of nine European softwood and hardwood species with commonly used commercial adhesive systems such as one component polyurethane (1C PUR), melamine-urea-formaldehyde (MUF), and phenol-resorcinol-formaldehyde (PRF). Efforts have been made to increase wood failure percentage (WFP) of unmodified beech and Douglas fir bonded with PUR and the use of dimethylformamide (DMF) at different concentrations (Kläusler et al. 2014a). DMF in this respect was used as a formaldehyde-free organic solvent, which leads to strong swelling of wood and, thus, to a better accessibility of OH-groups for reacting with PUR. The bonding of acetylated wood has been investigated in previous studies to determine the factors that affect the formation of durable bonds with different adhesives. An extensive study was carried out by Vick and Rowell (1990) to measure the performance of 18 adhesives with different levels of weight percent gain (WPG) from acetylation of yellow poplar. It was found that in some cases, in dry condition, bonding strength decreased with increasing levels of acetylation. Adhesives such as PUR, MUF and PRF were capable of forming strong and durable bonds with acetylated wood, showing no change compared to the performance of unmodified wood. In wet condition, PUR, MUF and PRF performed better with increasing level of acetylation. Bongers et al. (2016) evaluated the performance of six one-component PUR adhesives as well as MUF and polyvinyl acetate (PVAc). They found that for all types of PUR adhesives, acetylated wood performed better when compared to unmodified wood in dry and wet conditions. However, the WFP of unmodified and acetylated wood bonded with PUR has been reported to be low in wet condition (Bongers et al. 2016; Vick and Rowell 1990). Bonded acetylated wood also performed well with the use of resorcinol-formaldehyde adhesive for both planed and un-planed surfaces, while epoxy adhesives performed better with unplaned acetylated wood surfaces in both dry and wet conditions (Frihart et al. 2017).
In this study, quantitative information on the tensile shear strength (TSS) of bonded unmodified and acetylated rubberwood in quasi-static load situation as well as in cyclic loading (fatigue tests) by lap-shear tests is provided. For the study, a reduced sample size was used compared to the standard test specimens (EN302-1:2013 2013). Down-scaling was necessary because of size limitations for acetylation. In quasi-static loading, performance was evaluated for the three types of adhesives PUR, MUF, and PRF in dry and wet conditions representing A1 and A2 conditions according to EN 302-1:2013. Due to the limitation in sample number and size, neither harsher conditions nor delamination tests, which would be required for a complete characterization of bonding performance (EN302-2:2017 2017), especially for structural purposes, could be performed in the present study. Structurally load bearing wood and bonded wood is subjected to cyclic loading in many types of applications, such as bridges, floors, and ceilings. The response of bonded wood in cyclic load situations has been considered marginally only. While wood is sensible to fatigue loading (the strength decreases with increasing number of loading cycles), the behaviour of bonded wood is still a discussed topic. Based on flexural fatigue results, Tsai and Ansell (1990) concluded that solid wood and laminated wood do not fundamentally differ in fatigue behaviour. This point is however discussed by Sterr (1963), who observed that the fatigue strength of laminated beams is 23% higher than solid beams. In addition, modification of surface properties may not only significantly influence the load bearing capacity in static loading condition, but also fatigue behaviour. Fatigue behavior was tested in cyclic loading in dry condition for PRF. The restriction to one type of adhesive was mainly driven by the time-consuming nature of the cyclic tests. With this study on bonded rubberwood, the resource base for timber may be expanded, and dependence on non-renewable natural forest for timber supply will be reduced, since planted species such as rubberwood can be utilized. Quantification of bonding performance presented in this work will open a variety of opportunities in the utilization of acetylated rubberwood for structural applications. The study on fatigue of bonded, modified rubberwood contributes to the slowly increasing database on fatigue behavior of bonded wood.
2 Materials and methods
2.1 Sample preparation
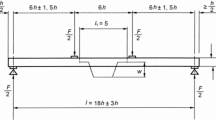
Rubberwood was obtained from a private plantation at Legbogbo village, Ode-Irele Ondo State Nigeria (Lat. 06.59308° N, Long. 004.89078° E), shipped to Switzerland and further processed as described in Olaniran et al. (2019). By the time of harvesting one tree (April 2017), the trees of the plantation were well over 30 years old and latex production had ceased. The wood was taken from the region at breast height and cut into boards of 550 mm × 120 mm × 40 mm, pre-dried and shipped to ETH Zurich, Switzerland. There, the boards were conditioned at 65% relative humidity (RH) and 20 °C for at least 6 months before starting the experiments. A total of 360 individual wood samples (180 bonded sample pairs) were prepared for lap shear tests with the geometry and dimensions shown in Fig. 1 as “downscaled dimension”. Standard dimension hereby refers to lap shear samples prepared according to EN 302-1:2013. The different treatments, i.e. three adhesive types, three modification conditions (reference = Ref; low level of acetylation = LowAcet and high level of acetylation = HighAcet), and two testing conditions (dry and wet) lead to a total of 18 configurations with ten bonded sample pairs (20 wood samples) each. Downscaling was required for facilitating homogeneous acetylation of a sufficiently high number of samples at the same time.

[Sketch modified from Bachtiar et al. (2017a)]
Sketch of bonded wood samples for lap shear tests in standard and downscaled configuration. The arrow indicates longitudinal (fibre) direction. Preparation according to EN 302-1:2013 for both configurations
For comparing the performance of downscaled samples with standard-size samples, additionally, three sample sets (each with fifteen samples) were prepared according to Fig. 1: (i) standard-sized beech samples, (ii) down-scaled beech samples, and (iii) down-scaled rubberwood samples.
2.2 Acetylation of rubberwood
The procedure for acetylation in this study was reported in a previous study (Olaniran et al. 2019). Prior to chemical modification, the individual rubberwood samples were oven-dried at 103 °C for 24 h until a constant weight was achieved. The samples were placed in a flask containing dimethylformamide (DMF) and acetic anhydride (50v/v %). Vacuum was applied for 18 h to impregnate the samples with the solvent mixtures (reagents). Thereafter, the mixture was heated to 70 °C under reflux for 8 h and 48 h respectively to obtain the two different levels of acetylation (LowAcet and HighAcet). At the end of the reaction, acetylated wood was withdrawn and washed in acetone for 5 days. During the 5-day washing, acetone was changed twice a day to ensure that excess acetic acid was removed from the wood. After washing, samples were oven-dried for 24 h at 103 °C.
WPG due to acetylation was calculated from the dry weight of acetylated wood (Wt) and dry weight of wood prior to acetylation (Wo) as:
2.3 Bonding of wood samples
The individual rubberwood samples were bonded in pairs according to either one of the three following types of adhesive and related procedures: (i) one component polyurethane (Loctite HB S309 by Henkel & Cie. AG, Sempach, Switzerland), with 30 min assembly time and 90 min curing time; (ii) with melamine-urea-formaldehyde (MUF, Kauramin, Türmerleim AG, Switzerland, resin no. 683 and hardener no. 688). Adhesive mixture with a ratio of 1:1 for MUF resin and hardener; (iii) phenol-resorcinol-formaldehyde, (PRF Aerodux 185, Dynea AS, Lillestrom, Norway), with resin no. 185 and hardener HRP no. 155. Adhesive mixing ratio for PRF is 1:0.2 of resin to hardener.
Bonding was conducted in a template prepared to bond multiple pairs of wood at the same time. Surfaces were prepared by sanding. Due to the small surface area of the individual samples, an approximate weight of glue spread of 200 g/m2 was calculated for each glued pair. This amount of glue represents the upper limit of the recommended range for MUF and PRF, but exceeds that for PUR. However, for these small samples, any excess of glue was squeezed out during pressing. Following assembly of samples, they were pressed at 0.4–0.5 MPa. Pressing time varies depending on manufacturer’s instructions: 1.5 h for PUR, and 3 h for MUF and PRF. The glued samples were stored at 65%RH/20 °C for 2 weeks prior to testing.
2.4 Lap shear test
Quasi-static loading
A quasi-static tensile lap shear test was carried out according to EN 302-1:2013. For samples tested in dry condition, tests were performed at 65%RH/20 °C (designated as A1 in the standard). Samples tested in wet states were soaked in cold water (20 °C) for 4 days (designated as A2 in the standard). These tests were carried out on a Zwick/Roell (Z010) universal testing machine (Zwick/Roell Group, Ulm, Germany) using a 10 kN load cell. The cross-head displacement control rate was 1 mm/min. With F as the applied load and As as the bonded area (approximately 100 mm2), tensile shear strength (TSS) was determined as the maximum stress at the breaking point of the material, defined as:
Wood failure percentage (WFP) was visually estimated to the nearest 10% (as 0%, 10%,……,100%).
Cyclic loading: fatigue
Samples glued with PRF were also tested for fatigue by cyclic loading. These tests were performed on a servo-hydraulic test machine (Instron 1273) under load control with a load cell of 10 kN. The test frequency was 1 Hz with a sinusoidal load signal and an R-ratio (stress-ratio) of 0.1. Four different levels of maximum load were tested: 300 N, 500 N, 700 N, and 800 N. This range was chosen in accordance with a mean maximum load of around 1 kN obtained in the quasi-static tests resulting in testing at relative strengths of 0.3, 0.5, 0.7 and 0.8. The relative strength of 0.7 was chosen as maximum load level after very quick failures had been observed at 0.8 for the first few samples. Samples were conditioned and tested at 23 °C and 50% RH. The samples were mounted in servo-hydraulic grips (clamping pressure of about 8 bar), with aluminum tabs (thickness of 0.5 mm, i.e., total sample thickness around 6.1 mm). In addition, aluminum spacers (5.1 mm thick) were placed alongside the samples in the grips for limiting the compressive deformation. The number N of cycles to failure was recorded and the samples were visually inspected for the mode of failure. A general run-out limit Nmax of 106 cycles was set to limit the overall duration of the study. Hereby, the values of Nmax of individual tests exceeding this general limit slightly varied due to manual stopping of the experiment during day-time hours outside weekends.
Cyclic fatigue load data are often presented as so-called Wöhler- or stress (S) versus cycle number (N) curves. Here, the maximum load level (P max) of the fatigue load cycle versus number of cycles (N) is used instead of the stress level and this is fitted to a power law model (P max = bN a ). The main reason is that the tests were performed under load control, i.e., P max was more accurately determined than the stress that depends on the exact geometry of each specimen. Please note that these curves are labelled as “simplified S–N-curves” in the remainder of the text.
2.5 Statistical analysis
The level of significance of the WPG and TSS after acetylation was determined by one-way ANOVA test with the statistical package for social scientists (IBM SPSS version 22).
3 Results and discussion
3.1 Effect of reduced shear area on tensile shear strength
As in the present study, a reduced sample size is used for testing lap shear strength in contrast to the dimensions specified by EN 302-1:2013, the effect of downscaling the sample size on TSS was tested with beech wood using 1C PUR. The downscaled samples have a glue joint area half as large as that of the standardized test samples. According to previous studies, the length of a bond line (parallel to test direction) as well as the thickness of the sample has an influence on the stress distribution in case of mechanical loading, which likely influences TSS (Gindl-Altmutter et al. 2012). An average TSS of 13.7 ± 1.03 MPa was obtained for standard beech samples, which is not significantly different from the TSS obtained for the downscaled beech samples with a value of 13.3 ± 1.19 MPa (Fig. 2). The TSS values for both standard and downscaled beech samples are comparable to values reported in previous studies (Kläusler et al. 2014a, b). Apparently, the effect of glue area and sample thickness was too low to result in a statistically significant difference in the present case. The mean TSS for rubberwood is 10.2 ± 0.73 MPa, which is lower compared to both standard and downscaled beech wood samples (Figs. 2, 4). The higher TSS of beech compared to rubberwood can be explained by the differences in density of both species. Konnerth et al. (2016) investigated the TSS of nine different softwood and hardwood species and found a good correlation between density and tensile shear strength. The values obtained for the density and the TSS of bonded beech and rubberwood in the present comparative measurements are well within this range. Furthermore, the tensile shear strength of solid wood (shear parallel to the grain) limits the shear strength of bonded woods (Konnerth et al. 2016). The TSS of rubberwood has been previously measured to be around 10–11 MPa (Balsiger et al. 2000; Kadir and Jantan 2016), which is very close to the TSS of bonded rubberwood of 10.2 MPa obtained in the present study. The results of the lap shear tests with beech wood of different sizes showed that downsized samples can be taken for comparative analysis of TSS.

Tensile shear strength of bonded beech of standard (std) and downscaled (red = reduced) dimension and rubberwood of downscaled dimension according to Fig. 1. Standard dimension is in accordance with EN 302-1:2013; The interpretation of the box plot is as follows: center line = median, open square = mean, box length = 25th–75th percentile, whiskers = 5th–95th percentile; *significant difference (p ≤ 0.05)

Average weight percent gain of acetylated rubberwood (*treatment is significantly different at p ≤ 0.05). Interpretation of box plots as described in Fig. 2
3.2 Weight percent gain of acetylated rubberwood
The WPG obtained after 8 h and 48 h acetylation treatment are about 7% (low acetyl) and 10% (high acetyl), respectively (Fig. 3). The equilibrium moisture content of rubberwood at 65% RH/20 °C was reduced from about 11% to about 5.8%. Similar values have previously been reported for acetylated rubberwood for similar WPG (Olaniran et al. 2019). In the following, the effects of acetylation of rubberwood on TSS and WFP of respective adhesives is examined.

Comparison of the effects of the level of acetylation on tensile shear strength (a, c, e) and wood failure percentage (b, d, f) of rubberwood bonded with PUR (a, b), MUF (c, d), and PRF (e, f) during test in dry (A1) and wet (A2) conditions. For wood failure (b, d, f), the individual data points are shown in addition to the box plots for clarity. Asterisks mark significant differences within each group (p ≤ 0.05), interpretation of box plots as described in Fig. 2
3.3 Tensile shear strength and wood failure percentage of bonded acetylated rubberwood
The TSS of both dry and wet samples are presented in Fig. 4. The values of TSS obtained for the unmodified rubberwood bonded with PUR is 10.2 ± 1.05 MPa (Fig. 4a), which is not significantly different from the TSS obtained for the first test on the downscaled test bonded only with PUR (10.2 ± 0.73 MPa; Fig. 2). For MUF and PRF, a TSS of 9.4 ± 1.15 MPa (Fig. 4c) and 10.2 ± 0.68 MPa (Fig. 4e) was obtained, respectively, which is not significantly different from the value obtained for PUR. Thus, in dry condition, the TSS and WFP of polyurethane being a pre-polymerized adhesive is comparable to the in-situ polymerized adhesives MUF and PRF and in agreement with previous reports in the literature (Vick and Rowell 1990; Vick and Okkonen 2000). The TSS and the WFP percentages of (nearly) 100% (Fig. 4b, d, f) for all three adhesives are strong indications that the shear strength of rubberwood represents the limiting factor and that the adhesives perform well with rubberwood in these conditions. The tests on acetylated samples in dry conditions did not reveal any significant differences neither in TSS nor in WFP to the values of the unmodified samples for any of the three tested adhesives. For PUR, which requires a minimum moisture content of about 6–8% for good bonding performance (Beaud et al. 2006), the lower moisture sorption of acetylated rubberwood did not impair the bonding performance tested in dry conditions, which is in agreement with previous studies (Bongers et al. 2016; Vick et al. 1993). Therefore, the bonding performance of the tested adhesives and of wood is not influenced by acetylation in dry condition (Vick and Rowell 1990). All three adhesives performed well with acetylated rubberwood in dry condition. However, there may be a few exceptions as shown by Vick and Rowell (1990) and Frihart et al. (2017), who reported a decrease in TSS of some adhesives such as emulsion polymer isocyanates (EPI), urea formaldehyde (UF), and epoxy-polyamide adhesive even in dry conditions.
Compared to the values obtained in dry conditions, the TSS values of unmodified rubberwood in wet condition are generally reduced yielding values in the range of 6 ± 0.44 MPa for PUR, 6.6 ± 0.59 MPa for MUF and 6.9 ± 0.65 MPa for PRF (Fig. 4a, c, e). Although the values are in the same range, a different failure mechanism among the adhesives is visible. For PUR, a very low WFP indicates adhesive failure in the presence of high moisture. However, the WFP improved with acetylation. MUF and PRF on the other hand retained strong adhesion in wet conditions, and the wood fails in wet condition leading to a higher WFP compared to PUR bonded samples. These results are comparable with previous studies on other wood species where the WFP of wood bonded with PUR is low (Bongers et al. 2016; Kläusler et al. 2014a), but high for MUF and PRF in wet condition. However, the WFP of PUR bonded wood in wet condition seems to vary with different wood species (Konnerth et al. 2016).
The TSS of acetylated wood tested in wet condition is higher compared to the unmodified wood but generally lower compared to TSS values in dry condition. The TSS values of 7.3 ± 0.49 and 8 ± 0.47 MPa were recorded for PUR (Fig. 4a), showing significant differences with increasing level of acetylation, whereas, for MUF and PRF, the level of acetylation had no significant effect on TSS (Fig. 4c, e). For PUR, there is an increase in WFP with the levels of acetylation, although with a high variability (Fig. 4b). The WFP of PRF bonded samples is in the same range as that of PUR, also increased with the level of acetylation and with a high variability (Fig. 4d). The WFP of MUF bonded wood tested in wet state is not significantly different for the unmodified wood and acetylated wood and close to 100% (Fig. 4f).
The increase in TSS of the acetylated samples with all the adhesives in wet condition could be an indication of a reduced fibre saturation point as acetylation limits moisture uptake by reducing the availability of hydroxyl groups for moisture sorption (Frihart et al. 2017). The TSS of wood decreases as a function of increasing moisture content. Therefore, the TSS of bonded acetylated wood in wet condition is higher compared to the bonded unmodified wood. Acetylated wood is also dimensionally more stable compared to unmodified wood, which may have led to lower internal stresses on bond lines yielding a higher TSS for the acetylated wood compared to the unmodified wood. For PUR, next to the significant increase in TSS, pronounced increase in WFP is visible for the acetylated samples, indicating that for the acetylated samples, the reduced fibre saturation point led to wood failure instead of glue failure. This result differs from the report by Vick and Rowell (1990), which showed a low wood percent failure with increasing level of acetylation.
A similar improvement in TSS and WFP of PUR in wet condition was found by Kläusler et al. (2014a) with the use of solvents such as DMF as a primer for unmodified wood of beech and Douglas fir. Hereby, DMF leads to pronounced swelling of wood, which is thought to make more OH-groups of wood accessible to the glue, leading to higher adhesion of the glue to wood. The acetylation process in this study included the use of DMF, contrary to previous studies on bonding of acetylated wood, where treatment with acetic anhydride was performed without the use of solvents (Bongers et al. 2016; Brandon et al. 2005; Vick and Rowell 1990). In these studies, the WFP was not improved for PUR bonded wood. In the present study, DMF was used for swelling wood in the acetylation process. While samples were washed at the end of the acetylation process, some DMF may have remained. The remaining swollen state may have contributed to the increase in WFP and TSS in case of PUR bonded samples tested in wet condition. This enhancement effect may be inseparable from that of acetylation in the present study.
The WFP of MUF bonded samples is close to 100% with less variability compared to PUR and PRF. Comparing the WFP of different wood species, Konnerth et al. (2016) showed that in wet condition (A2), MUF had higher values for most species compared to PRF, while both adhesives performed better compared to PUR. However, in the present study, acetylation to higher WPG at 48 h led to a low WFP in PRF tested in wet condition compared to MUF and PUR bonded samples.
This study provides a quantification of bonding performance of acetylated rubberwood in terms of TSS and fracture mode for dry and wet conditions (A1, A2). Further conditions could not be taken into account due to limitations in sample number. Furthermore, the restriction in sample dimensions did not allow for delamination tests, which would be needed for a complete characterisation of bonding performance for structural purposes.
3.4 Fatigue of acetylated rubberwood
Next to strength and fracture mode in quasi-static loading, fatigue behaviour of bonded wood is important for dimensional design of load bearing structures exhibiting cyclic loading. The latter type of performance test has been addressed marginally only so far. Here, fatigue behaviour of unmodified and acetylated rubberwood bonded with PRF was studied. Figure 5 shows the fatigue behaviour in terms of cycle number to failure as a function of repetitive loading up to different force values (relative strength values). Whenever two or more replicates were tested for one relative strength level, a large scatter of the values was recorded for both unmodified and acetylated samples with up to four orders of magnitude difference in cycle numbers until failure. Values for 700 N (relative strength of 0.7) are in the range of 1–104 cycles, whereas for 500 N (0.5) 103–106 cycles have been recorded. One sample of each configuration was tested at 800 N (0.8) resulting in very low (1–80) cycle numbers. For the lowermost tested relative strength level of 0.3 (300 N), all samples exceeded the run-out limit, which had been set to 106 cycles. This large scattering for one relative strength value has already been observed in the few previous studies on dynamic loading of wood and bonded wood (Bachtiar et al. 2017b; Clerc et al. 2020).

Simplified S–N curves for Ref, LowAcetylated and HighAcetylated samples bonded with PRF. These S–N curves are obtained according to a power model (Pmax=bNa), with a run-out samples being considered as fractured samples and included in the regression to obtain the simplified S–N curves and b excluding the run-out samples from regression analysis. The cycles axis is shown in logarithmic scale for better visibility. The respective coefficients of the power models are given in Table 1
For the relative strength of 0.7 (700 N) and 0.5 (500 N), cycle numbers to failure for acetylated rubberwood are within the range of those of unmodified rubberwood with overall larger cycle numbers for lower relative strength levels. Based on these experimental results with low sample numbers and large scattering, no statistically significant difference can be assigned between unmodified and acetylated samples for the cyclic loading. The number of cycles until failure for relative strengths of 0.5 and 0.7 are comparable to those obtained by Bachtiar et al. (2017b) for bonded beech wood with sample geometry according to EN 302-1:2013 and the same three adhesives MUF, PUR and PRF.
The applied power model (Pmax = bNa), in Fig. 5 allows for a description of cycle number to failure as a function of force. In Fig. 5a, the run-outs are considered as fractured samples, i.e. supposing that the samples failed at the run-outs limit. In Fig. 5b, the run-outs were not taken into account for the fits. In both cases, the reference samples sustain a higher number of load cycles at the same force compared to the acetylated samples, regardless of the level of acetylation. Due to the low number of samples, it is difficult to describe the influence of the treatment at low force. Other models exist such as presented by Clerc et al. (2020) but were not applied here due to the low number of samples and the large scatter in the data. However, comparing the two extremes (considering the run-outs as fractured samples and neglecting them for the analysis) shows the same ranking in the order of the simplified S–N curves. It can, therefore, be supposed that the influence of the acetylation is consistent at low stress values.
Cyclic loading and, thus, fatigue behaviour has largely been neglected for wood, especially for bonded wood. While this may be due to a (most likely) false assumption of minor relevance in the application of wood and bonded wood, further challenges and limitations have become obvious in the few previous studies as well as in the current study. The experiments are very time-consuming as in most cases only one test setup is available, limiting the number of samples to be tested within a reasonable amount of time. The accumulated cyclic fatigue testing time in the present case was several months. Furthermore, large scatter in the data requires a significantly larger number of samples for any robust statistical analysis and a possible discrimination of the performance of different configurations, limiting the discrimination power between the different configurations of any model.
4 Conclusion
In this study, the tensile shear strength and wood failure percentage of bonded rubberwood were analyzed for three commonly used wood adhesives for structural applications. In dry condition for all three adhesives, the strength of the bond was very close to and limited by the shear strength of the solid wood. Furthermore, it was shown that acetylation did not impair the shear strength in dry condition with wood failure percentage not being different for acetylated bonded rubberwood. In wet condition, acetylation has a beneficial effect on the bonding of rubberwood with increased tensile shear strength for all three adhesives. For polyurethane bonded unmodified samples tested under wet condition, bond line failure was observed, whereas for acetylated samples wood failure was also observed. This improvement in wet condition may be due to the very low moisture uptake of acetylated wood, which lowers stresses induced on the bond line due to dimensional changes. For a full characterization of bondline performance, future studies would need to address performance in harsher conditions and delamination tests. The fatigue analysis was restricted to low number of samples, and scattering of the data was high, as already observed in previous studies. More specifically, the fatigue behavior at low stress level should be studied in more detail with a larger number of samples to estimate more accurately the endurance limit and differentiate the effect of the acetylation for long loading time. In this matter, a probabilistic model such as described by Castillo and Fernandez-Canteli (2009) can be successfully used to estimate the long-term behavior, as shown by Clerc et al. (2020) on glued shear samples.
References
Bachtiar EV, Clerc G, Brunner AJ, Kaliske M, Niemz P (2017a) Static and dynamic tensile shear test of glued lap wooden joint with four different types of adhesives. Holzforschung 71:391–396
Bachtiar EV, Clerc G, Brunner Andreas J, Kaliske M, Niemz P (2017b) Static and dynamic tensile shear test of glued lap wooden joint with four different types of adhesives. Holzforschung 71(5):391–396. https://doi.org/10.1515/hf-2016-0154
Balsiger J, Bahdon J, Whiteman A (2000) The utilization, processing and demand for rubberwood as a source of wood supply. Asia–Pacific Forestry Sector Outlook Study Working Paper Series No: 50, Forestry Policy and Planning Division Rome, p 78
Beaud F, Niemz P, Pizzi A (2006) Structure–property relationships in one-component polyurethane adhesives for wood: sensitivity to low moisture content. J Appl Polym Sci 101:4181–4192
Bongers F, Meijerink T, Lütkemeier B, Lankveld C, Alexander J, Militz H, Lehringer C (2016) Bonding of acetylated wood. Int Wood Prod J 7:102–106
Brandon R, Ibach RE, Frihart CR (2005) Effects of chemically modified wood on bond durability. In: Frihart CR (ed) Wood adhesives 2005. Forest Products Society, Madison, WI, pp 111–114
Castillo E, Fernandez-Canteli A (2009) A unified statistical methodology for modeling fatigue damage. Springer, Dordrecht
Chauhan S, Aggarwal P, Karmarkar A, Pandey K (2001) Moisture adsorption behaviour of esterified rubberwood (Hevea brasiliensis). Holz Roh Werkst 59:250–253
Clerc G, Lüthi T, Niemz P, Van de Kuilen Jan Willem G (2020) Reaction kinetics investigation in relation to the influence of humidity on fatigue behavior of wood lap joints. Holzforschung 74(9):865–880. https://doi.org/10.1515/hf-2019-0136
de Junior JE, Ohto H, da Silva JM, Palma LL, Ballarin HAL (2015) Potential of rubberwood (Hevea brasiliensis) for structural use after the period of latex extraction: a case study in Brazil. J Wood Sci 61:384–390
EN302-1:2013 (2013) Adhesives for load-bearing timber structures-test methods-part 1: determination of longitudinal tensile shear strength. European Commitee for Standardization, Berlin
EN302-2:2017 (2017) Adhesives for loadbearing timber structures–test methods–part 2: determination of resistance to delamination. European Commitee for Standardization, Berlin
EN350:2016 (2016) Durability of wood and wood-based products–testing and classification of the durability to biological agents of wood and wood-based materials. European Commitee for Standardization, Berlin
Frihart CR, Brandon R, Beecher JF, Ibach RE (2017) Adhesives for achieving durable bonds with acetylated wood. Polymers 9(12):731
Gindl-Altmutter W, Müller U, Konnerth J (2012) The significance of lap-shear testing of wood adhesive bonds by means of Volkersen’s shear lag model. Eur J Wood Prod 70(6):903–905
Hassan N, Hamid NH, Jawaid M, Tahir PM, Ujang S (2017) Decay resistance of acetic, propionic, and butyric anhydrides modified rubberwood against brown rot (Coniophora puteana). BioResources 12:4527–4546
Hisham H, Nuraishah H, Fitri-Yazid Z, Paridah M, Salmiah U (2018) Decay resistance of acetic, propionic and butyric anhydrides modified rubberwood against white rot (Trametes versicolor). J Trop For Sci 30:163–174
Ho K (1999) Harvesting and log characteristics of rubberwood. In: Hong LT, Sim HC (eds) Rubberwood – processing and utilization. Forest Research Institute Malaysia (FRIM), Kepong, pp 57–65
Kadir R, Jantan MD (2016) Enhancement of Hevea brasiliensis properties through chemical application. Anais da Academia Brasileira de Ciências 88:2081–2092
Kläusler O, Hass P, Amen C, Schlegel S, Niemz P (2014a) Improvement of tensile shear strength and wood failure percentage of 1C PUR bonded wooden joints at wet stage by means of DMF priming. Eur J Wood Prod 72:343–354
Kläusler O, Rehm K, Elstermann F, Niemz P (2014b) Influence of wood machining on tensile shear strength and wood failure percentage of one-component polyurethane bonded wooden joints after wetting. Int Wood Prod J 5:18–26
Konnerth J, Kluge M, Schweizer G, Miljković M, Gindl-Altmutter W (2016) Survey of selected adhesive bonding properties of nine European softwood and hardwood species. Eur J Wood Prod 74:809–819
Krackler V, Niemz P (2011) Schwierigkeiten und Chancen in der Laubholzverarbeitung: Teil 1: Bestandssituation, Eigenschaften und Verarbeitung von Laubholz am Beispiel der Schweiz (Challenges and chances of processing hardwood, part 1: situation, properties and processing of hardwood in Switzerland). Holztechnologie 52:5–11
Mohd Shukari M (1999) Physical and mechanical properties of rubberwood. In: Hong LT, Sim HC (eds) Rubberwood — processing and utilisation. Forest Research Institute Malaysia (FRIM), Kepong, pp 33–42
Naji H, Bakar E, Sahri M, Soltani M, Hamid HA, Ebadi S (2014) Variation in mechanical properties of two rubberwood clones in relation to planting density. J Trop For Sci 26(4):503–512
Olaniran SO, Etienne C, Keplinger T, Olufemi B, Rüggeberg M (2019) Mechanical behaviour of acetylated rubber wood subjected to artificial weathering. Holzforschung 73:1005. https://doi.org/10.1515/hf-2018-0274
Sterr R (1963) Untersuchungen zur Dauerfestigkeit von Schichtholzbalken. (Investigations on the fatigue resistance of laminated wood beams). Holz Roh Werkst 21:47–61. https://doi.org/10.1007/BF02609715
Teoh YP, Don MM, Ujang S (2011) Assessment of the properties, utilization, and preservation of rubberwood (Hevea brasiliensis): a case study in Malaysia. J Wood Sci 57:255–266
Tjeerdsma B, Bongers F (2009) The making of a traffic timber bridge of acetylated Radiata pine. In: Proceedings of the forth European conference on wood modification, pp 15–22
Tsai KT, Ansell MP (1990) The fatigue properties of wood in flexure. J Mater Sci 25:865–878. https://doi.org/10.1007/BF03372174
Vick C, Rowell R (1990) Adhesive bonding of acetylated wood. Int J Adhes Adhes 10:263–272
Vick CB, Okkonen EA (2000) Durability of one-part polyurethane bonds to wood improved by HMR coupling agent. For Prod J 50(10):69–75
Vick C, Larsson PC, Mahlberg R, Simonson R, Rowell R (1993) Structural bonding of acetylated Scandinavian softwoods for exterior lumber laminates. Int J Adhes Adhes 13:139–149
Wagenführ R (2007) Wood atlas, 6th edn. Carl Hanser Verlag, Munich
Acknowledgements
S. O. Olaniran acknowledges the Swiss Government Excellence Scholarship, through the Federal Commission for Scholarships for Foreign Students for the financial support provided for this doctoral study. The efforts of Mr Olonisakin Kehinde are appreciated for organizing the procurement of rubberwood from Nigeria. Furthermore, we acknowledge the support of Mr Daniel Völki with the dynamic lap shear tests and the help of Thomas Schnider with sample preparation. Dr Philip Hass, Dr Oliver Kläusler, and Dr Philippe Grönquist are thanked for valuable discussions.
Funding
Open access funding provided by Swiss Federal Institute of Technology Zurich.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Olaniran, S.O., Clerc, G., Cabane, E. et al. Quasi-static and fatigue performance of bonded acetylated rubberwood (Hevea brasiliensis, Müll. Arg.). Eur. J. Wood Prod. 79, 49–58 (2021). https://doi.org/10.1007/s00107-020-01610-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00107-020-01610-0