
Abstract
Regarding mechanics, wood is one of the most efficient materials available. Due to its unique combination of composite and cellular microstructure, it exhibits superb specific mechanical properties which exceed many man-made materials. However, concerning absolute mechanical properties, wood is often inferior to metals and novel engineered composites. Since many wood properties are strongly correlated with its density, densification is a promising pathway towards improved absolute mechanics. Spruce, beech and poplar wood were densified in a two-step process. First, amorphous wood polymers were partially extracted according to an alkaline (AL) and an organosolv (OS) protocol. Subsequently, partially delignified veneers were densified by hot pressing in tangential direction. After densification, average densities increased to 1.00–1.20 g cm−3. FTIR analysis confirmed chemical changes, mostly in the bands attributed to hemicelluloses and lignin, of chemically treated and hot-pressed veneers. To evaluate the modification process regarding mechanics, tensile and bending properties were characterized and revealed promising results. Compared to untreated control specimens, stiffness and strength tested in tension and bending improved, regardless of wood species and pretreatment. Regarding average tensile properties, the OS treatment improved stiffness, up to 40 GPa, whereas the AL treatment improved strength, up to 300 MPa. Set-recovery tests showed, that chemically treated and densified samples exhibited a better dimensional stability compared to H2O-soaked and compressed specimens. However, 24 h water soaking resulted in excessive thickness swelling. This might be a major drawback of partially delignified and densified wood and should be considered in a material selection process.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Same as virtually all natural materials, wood can be considered as a composite material. The walls of its hollow, prismatic fiber cells consist of cellulose microfibrils embedded in a matrix of hemicelluloses and lignin. In this composition, the cellulose is primarily responsible for strength, while the hemicelluloses and lignin act similar to a specific coupling agent and adhesive, respectively. Lignin is not only a cementing agent providing rigidity to the cell wall, but also bonds neighboring cells together (Gibson et al. 1997; Wegst and Ashby 2004; Winandy and Rowell 2005). Due to strength parallel to grain similar to that of reinforced concrete and its stiffness-to-weight and strength-to-weight ratios similar to steel, wood is one of three popular structural materials currently used in the construction of large structures. These favorable properties make it an ideal sustainable building material for all types of structures that have a high proportion of self-bearing weight in the total loads to be supported (Asdrubali et al. 2017; Ramage et al. 2017). However, since the absolute mechanical performance of wood is significantly inferior to other engineering materials (Ashby et al. 1995), reintroducing wood into volume-limited applications, such as automotive or aircrafts, is difficult.
Due to the cellular structure of wood, its mechanical properties are strongly correlated with its density (Niemz and Sonderegger 2003), resulting in a wide variety of tensile performance parallel to the grain from 6 to 22 GPa and 60 to 220 MPa regarding stiffness and strength, respectively, at a given density of 0.1–1.2 g cm−3. This performance-increasing effect of the bulk density is due to the fact that the acting force is transferred to an effectively larger, load-bearing cross-section with increasing density (Niemz and Sonderegger 2017). Therefore, since the last century, various processes have been developed for increasing the density of wood in order to improve its absolute mechanical performance, which can be generally grouped into three main methods. First, by the impregnation of the porous structure with synthetic resins or by molten natural resins, waxes, sulfur or even low fusion metals. Second, by compression by means of an applied pressure which leads to the closure of the void structure. Third, by the combination of impregnation and compression (Kollmann et al. 1975). When wood is densified by compression, the viscoelastic properties of wood can be exploited which enables a softening of the wood polymers due to heat and/or moisture (Hillis and Rozsa 1978; Uhmeier et al. 1998). Thus, over the last decades, the suitability of a variety of different processes, like thermo-mechanical (TM) (Anshari et al. 2011; Namari et al. 2021; Stamm et al. 1948), thermo-hydro-mechanical (THM) (Navi and Girardet 2000; Skyba et al. 2009) and viscoelastic-thermal-compression (VTC) (Kamke and Sizemore 2008; Kutnar et al. 2008a, b), have been investigated in respect of improving mechanical and physical properties by simultaneous minimization of the well-known drawbacks spring-back, compression set-recovery and swelling. The impregnation with plasticizers is another way of wood cell wall softening. In the course of this, especially phenolic resins have not only proved to be good plasticizers during compression, but also proved to result in improved mechanics and improved dimensional stability after compression and curing (Schwarzkopf 2020; Shams et al. 2004; Stamm and Seborg 1941). At the beginning of this century, the group of Yano (Shams and Yano 2009; Yano 2001; Yano et al. 2001) pursued the idea of substituting phenol–formaldehyde resins for hemicelluloses and lignin before compression. By doing so, high-performance materials with impressive mechanical and physical properties were prepared. Recently, various research groups have been increasingly working on partially/completely delignified and densified wood with and without impregnation, and obtained exceptional results (Chen et al. 2020; Frey et al. 2018, 2019; Liu et al. 2019; Song et al. 2018; Wang et al. 2020). In a recently published study (Jakob et al. 2020b), high-strength plywood was prepared from partially delignified and densified spruce wood. Therein, partial extraction of amorphous wood polymers was carried out by means of an alkaline (AL) (Song et al. 2018), and an organosolv (OS) process. The mechanical characterization of the treated veneers by longitudinal tensile tests exhibited excellent results regarding stiffness as well as strength for both applied variants of delignification treatment. While the previous study focused on spruce wood exclusively, the objective of the present paper was to compare the suitability of the applied processes on three domestic wood species. For this purpose, specimens of untreated, H2O-soaked and densified, and chemically treated and densified spruce, beech and poplar were subjected to physical and mechanical tests. The obtained results were subsequently compared within and between species.
2 Materials and methods
2.1 Delignification protocols
Industrially available sliced veneer sheets of domestic spruce and beech wood and in-house sawn poplar wood veneers with a nominal thickness of 1.4, 1.3 and 1.55 mm (tangential) and an oven dry density of ~ 0.36, ~ 0.59 and ~ 0.37 g cm−3, respectively, were used as raw material and also served as reference samples (Ref). Veneer sheets were cut to the dimensions of 100 × 50 mm (axial × radial) and were then stored at 20 °C and 65% rel. humidity for at least two weeks to achieve an equilibrium moisture content of ~ 10% before being chemically treated. Two different delignification protocols were applied to the veneers in the present study. To examine the effect of partial delignification prior to compression, a set of veneers was also exclusively soaked in deionized water (DW) prior to hot pressing.
2.1.1 Alkaline treatment
In the alkaline (AL) protocol, the wood samples were first placed into a desiccator and subsequently submerged in DW. A vacuum was applied and the specimens were left at room temperature (RT) overnight until they were completely water saturated. Thereafter, batches of 20 veneers were put into a customary stainless steel pressure cooker (Sicomatic® classic, WMF Group GmbH, Geislingen/Steige, Germany) and were immersed in 1 L of an aqueous solution of 0.4 mol L−1 sodium sulphite (Na2SO3) (Carl Roth GmbH + Co. KG, Karlsruhe, Germany) and 2.5 mol L−1 sodium hydroxide (NaOH) (Carl Roth GmbH + Co. KG, Karlsruhe, Germany), as described by Song et al. (2018). To reduce overlapping and thus ensuring full contact between solution and veneer surface, veneers were equally divided into 4 floors by means of stainless steel meshes. AL treatment took place under the same conditions as used in a previous publication, i.e. at ~ 119 °C and a pressure of ~ 1.9 bar for 240 min (Jakob et al. 2020a).
2.1.2 Organosolv treatment
In the organosolv (OS) protocol, the specimens were first prepared according to Jakob et al. (2020b). Veneers were again placed into a desiccator and subsequently a 2:1 (v/v) mixture of ethanol (EtOH) (Carl Roth GmbH + Co. KG, Karlsruhe, Germany) and DW was poured into the desiccator. Vacuum was applied and specimens were left at RT overnight until they were drowned. Afterwards, 10 specimens were placed into a 5 L pressure reactor (Büchiglas, Uster, Switzerland) and 3 L of a 2:1 (v/v) mixture of EtOH and DW, containing 1.5% (v/v) acetic acid (HAc) (Carl Roth GmbH + Co. KG, Karlsruhe, Germany) were poured into the reactor. Contrary to Jakob et al. (2020b) the temperature and the pressure of the present OS process were increased to 180 °C and 16 bar, respectively. The treatment period of 405 min consisted of 90 min heating-up, 180 min at process temperature and 135 min cooling-down. No stirring was performed in order to avoid damage to the specimens.
After chemical treatments, samples were washed repeatedly in DW until the washing water reached a stable pH of ~ 7 and subsequently stored in DW at 5 °C until further use.
2.1.3 Water treatment
In the water (H2O) protocol, specimens were exclusively soaked in DW without any further chemical treatment prior to densification. It has to be mentioned that these experiments were conducted post hoc. Since poplar veneers were individually sawn, veneers for H2O experiments were slightly thinner (1.41 mm) compared to veneers used for Ref, AL and OS experiment (1.54 mm).
2.2 Densification protocol
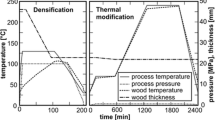
Densification of washed and fully water saturated specimens, regardless of pretreatment, was carried out in a hydraulic hot press (Langzauner Gesellschaft m.B.H., Lambrecht, Austria) following the process described in a previous publication (Jakob et al. 2020a). The detailed process schedule is shown in Table 1. The aim was to achieve the maximum possible density of wood. Therefore, no target thickness was set and veneers were compressed at 120 °C and a maximum pressure of 35 MPa was built-up step-wise during 7.5 min. After hot pressing, a subsequent cooling step to a final temperature of 60 °C was carried out in order to minimize spring back and warping. During this step, pressure was maintained at 35 MPa.
To ensure that dimension changes during compression were limited to tangential direction and to avoid extensive damage due to cracking, an aluminum press form with notches apposite to the veneer dimensions was used (Fig. 1). To ensure sufficient water evaporation, press form components were fastened together with screws. This left small gaps between the individual components and water vapor was not hindered from flowing out of the press form. In addition, compression pressure was relieved for 5 s between densification phases. After densification, the specimens were finally stored in a climate chamber kept at 20 °C and 65% rel. humidity until further use.

Aluminum press form with native spruce veneer (left), and chemically treated and hot-pressed spruce veneer (right)
2.3 Characterization
2.3.1 Determination of mass and dimension changes
The mass loss of the chemically treated and densified specimens was calculated as:
where \(ML\) is the mass loss of the densified specimens, \(m_{un}\) and \(m_{tr}\) is the mass of oven-dried untreated and densified specimens, respectively.
The degree of compression can be defined based on the below equation:
where \(DoC\) is the degree of compression of the densified specimens, \(T_{un}\) is the thickness of oven-dried untreated specimens and \(T_{tr}\) is the thickness of oven-dried densified specimens.
2.3.2 Determination of Klason lignin content changes
The acid insoluble lignin content was determined according to a modification of the TAPPI standard T 222 om-02 by Nicholson et al. (2014) with the exception that no Soxhlet extraction was conducted. Measurements were performed on untreated and uncompressed chemically treated specimens.
2.3.3 Fourier transform infrared spectroscopy (FTIR)
Changes in the chemistry of wood species due to AL and OS extraction combined with hot pressing were analyzed on solid veneer samples by means of Fourier transform infrared spectroscopy (FTIR) and compared with untreated veneers. Therefore, veneers were placed on the ATR crystal (Zn/Se) of a PerkinElmer Frontier FTIR spectrometer (Perkin Elmer Frontier, Waltham, MA, United States). For each treatment and wood species, spectra were recorded at the radial section on two samples. On each sample, three spectra were recorded near the ends and three in the middle of the veneer. Therefore, 12 spectra were collected for each wood species and treatment. Each measuring point was scanned four times covering a spectral range of 2000–800 cm−1 with a resolution of 1 cm−1 after which an average spectrum was calculated. Subsequently, the 12 spectra for each wood species and treatment were averaged using Microsoft Excel (2016). Averaged spectra were then smoothed by applying a Savitzky-Golay filter, adjusted to the same baseline (2000–1800 cm−1) and normalized to the peak at about 1030 cm−1 using the software Spectragryph (F. Menges "Spectragryph—optical spectroscopy software", Version 1.2.15, 2020, http://www.effemm2.de/spectragryph/).
2.3.4 Microscopic examination
For incident light microscopy (Olympus digital microscope DSX 1000, Shinjuku, Tokyo, Japan), untreated, H2O-soaked and densified, and chemically treated and densified specimens were embedded in epoxy resin (Agar Low Viscosity Resin Kit, Agar Scientific Ltd, Stansted, United Kingdom) and subsequently sectioned using a diamond knife (trim 45, Diatome Ltd, Nidau, Switzerland).
2.3.5 Tensile testing
For tensile tests, conditioned veneers (20 °C, 65% rel. humidity) were cut to a length (axial) of 100 mm and a width (radial) of 10 mm using a paper cutter. To avoid damaging by clamping, the clamping area of the test samples was additionally reinforced with 1.4 mm thick spruce veneers. Tensile testing was performed along the grain direction of the specimens using a universal testing machine (Zwick-Roell 100 kN, ZwickRoell, Ulm, Germany) equipped with a 5 kN load cell (ZwickRoell, Ulm, Germany). The initial clamp distance was 35 mm and the specimens were loaded at a constant crosshead speed of 1 mm min−1 until failure. The displacement was measured with a contact extensimeter with an initial distance set to 15 mm. The tensile modulus of elasticity and strength were calculated based on the slope between 10 and 40% of Fmax and on Fmax, respectively.
2.3.6 Bending testing
For the three-point bending tests, conditioned samples (20 °C, 65% rel. humidity) were cut to a length (axial) of 100 mm and a width (radial) of 15 mm using a paper cutter. The bending properties were determined parallel to the fiber direction of the specimens using a universal testing machine (Zwick-Roell 100 kN, ZwickRoell, Ulm, Germany) equipped with a 5 kN load cell (ZwickRoell, Ulm, Germany). The span was set to 21 mm and the deformation rate was 10 mm min−1. Displacement was measured via the crossbeam travel. The bending modulus of elasticity and strength were calculated based on the slope between 20 and 40% of Fmax and on Fmax, respectively.
2.3.7 Thickness swelling and set-recovery
The thickness swelling of the specimens in the presence of water was determined in the tangential direction by means of complete immersion in 20 °C DW for 24 h and calculated as:
where \(TS\) is the thickness swelling, \(T_{s}\) the thickness of the specimens after soaking and \(T_{0}\) the thickness of oven-dry reference or densified specimens.
The set-recovery was determined in the direction of compression. Therefore, specimens underwent a cyclical treatment of oven drying (103 °C), followed by water impregnation in 20 °C DW for 24 h and oven drying (103 °C) after soaking. After one cycle, the set-recovery was calculated according to the equation used by Ito et al. (1998):
where SR is the set-recovery, \(T_{od}\) the thickness of compressed samples after soaking and re-drying cycle, \(T_{0}\) the thickness of oven-dry densified specimens and \(T_{{{\text{in}}}}\) the initial thickness before densification.
2.4 Statistical analysis
Data were analyzed using the statistical software SPSS (IBM SPSS Statistics, version 26, IBM Corporation, New York, USA). A one-way analysis of variance (ANOVA) was conducted using a 5% α-level of significance. To reveal specific disparities, Games-Howell post-hoc tests were performed due to heterogeneity of variances. For “specific tensile modulus”, Tukey post-hoc test was performed due to homogeneity of variances.
3 Results and discussion
3.1 Physical properties and Klason lignin content change
To make wood stronger and stiffer without destroying its beneficial structural directionality, veneers were first chemically treated in a solution containing NaOH and Na2SO3, or a mixture of EtOH, DW and HAc, and subsequently compressed in a hot press. During these treatments, part of the lignocellulosic components was removed from the cell walls, which was indicated by a distinct dry mass loss. Average dry mass loss differed depending on the wood species as well as the chemical treatment, ranging from 23.7 to 44.6%, as shown in Table 2. On average, spruce wood lost 23.7 and 32.4 wt% after it was treated according to the AL and OS treatment, respectively, and densified by hot pressing. Compared to the hardwood species, spruce exhibited the lowest mean dry mass loss of the examined species. The mean dry mass of beech wood was reduced by 41.1 and 44.6% after partial delignification according to the AL and OS procedure, respectively, and hot pressing. Beech was therefore the species which showed the highest average dry mass loss. A chemical treatment in combination with hot pressing on poplar, the second hardwood species determined in this study, led to mean dry mass losses of 33.6% after AL treatment, and 38.7% after OS treatment. The statistical analysis of the presented results demonstrates two trends. Firstly, within a species, OS-treated wood samples lost more dry mass compared to samples which were treated according to the AL protocol. This trend can be explained by the different process parameters. While the temperature and thus the resulting pressure of the presented OS protocol were in an optimized range for delignification [180–210 °C (Behr and Seidensticker 2018)], the temperature and thus also the pressure during AL treatment were clearly below literature standards [160–180 °C (Sjostrom 1993)]. Secondly, the extraction of lignocellulosic components within the treatments (AL & OS) differed significantly among the wood species. Thereby, hardwood species seemed to be easier to extract, compared to softwood species (spruce). This trend is not surprising, since, in general, hardwoods are delignified faster and more selectively than softwoods (Lehto et al. 2018; McDonough 1993). Although H2O-soaked and densified spruce and beech veneers exhibited a slight mass loss, it will not be further discussed, since the losses were negligibly small and did not differ significantly between species. Compared to previous results (Jakob et al. 2020b), the average dry mass loss of AL-treated and densified spruce wood increased from 18.4 to 23.7% by elevating the process temperature from ~ 98.5 to ~ 119 °C. The elevation of the OS process temperature from 170 to 180 °C resulted in an increase in mean dry mass loss from 26.3 to 32.4%. Thus, as expected, it was possible to extract a higher amount of lignocellulosic components of spruce wood by elevating the process temperature, regardless of the applied treatment. Apart from differences in average dry mass loss, the two delignification processes used in the present study resulted in distinctly different Klason lignin content changes within as well as among species, as shown in Table 2. Based on these results, it can be assumed, that the OS protocol removed lignin to a higher extent, compared to the AL process. This becomes particularly evident when the results of OS-treated hardwood species are considered. According to that, an applied OS treatment decreased the relative Klason lignin content to approximately 4%, while an AL treatment on hardwood species diminished the relative content only slightly or even increased it in the case of beech. This led us to the presumption, that the mass loss due to alkaline cooking in this study is highly attributable to the removal of hemicelluloses. In parallel with the changes in Klason lignin content, the slight decrease in equilibrium moisture content at 20 °C and 65% rel. humidity also indicates a change in chemical composition due to pretreatments. However, since the Klason lignin and the equilibrium moisture content at 20 °C and 65% rel. humidity were determined on a sample size of n = 1, without replications, the validity of this value is limited.
The thickness values along with DoC and oven-dry density of the native, H2O-soaked and densified, and chemically treated and compressed veneer samples are presented in Table 3. Average initial thickness of spruce, beech and poplar veneers was 1.41, 1.30 and 1.54 (1.41) mm, respectively. After storage in a climate chamber (20 °C, 65% rel. humidity) average thickness of H2O-soaked and densified spruce, beech and poplar wood was 0.51, 0.69 and 0.53 mm, respectively. Spruce, beech and poplar wood exhibited an average thickness of 0.35, 0.47 and 0.33 mm, respectively, after AL treatment and densification, and 0.32, 0.37 and 0.29 mm, respectively, after OS treatment and densification. The statistical analysis revealed that the final thicknesses differ significantly within poplar and beech, regardless of treatment. For spruce, no significant differences were found between AL- and OS-treated specimens. However, compared to H2O-soaked and compressed samples, chemically treated and densified veneers significantly differed. Since the initial thickness differed between species, the DoC was calculated using Eq. 2 for better comparability. DoCs varied between 46 and 82% depending on species and pretreatment adopted. Specimens hot-pressed without prior chemical treatment (H2O) exhibited a distinctly lower DoC compared to their chemically treated and compressed equivalents (AL and OS). Due to the fact, that the hot-pressing protocol was the same for all samples, it is suggested, that the extraction of amorphous wood polymers (hemicelluloses and lignin) reduced the stiffness of the cell walls and therefore facilitated compression. Moreover, it is assumed, that the extraction increased the volume of nano- and micropores within the cell walls, which in turn could be subsequently closed by compression. A second trend which could be noted was the higher DoC of spruce and poplar wood after treatments compared to beech wood. This can be attributed to the differences in initial density among the species. Since wood density correlates with the thickness of the cell walls, higher density accompanies smaller compressible voids. Since the initial density of beech wood was clearly higher compared to those of spruce and poplar, cell closure appeared already at a lower DoC. These two hypotheses are additionally supported by a closer look on spruce and poplar wood. Both species exhibited fairly similar initial density as well as DoC after H2O pretreatment and densification. AL- and OS-treated and compressed poplar wood exhibited a slightly higher mass loss (Table 2) as well as DoC compared to its spruce equivalents. Moreover, if OS-treated and hot-pressed spruce samples are compared with AL-treated and hot-pressed poplar, the mass loss as well as DoC are rather similar. Although the different treatments resulted in different mean mass losses and DoCs, the final average oven-dry density after densification did not significantly differ among specimens and leveled off at 1.00 – 1.20 g cm−3 regardless of the species and treatment used.
3.2 FTIR analysis
Figure 2a–c presents the averaged FTIR spectra of spruce, beech and poplar, respectively, without treatment, and after chemical extraction plus hot pressing. The spectra of AL- and OS-treated and compressed wood obviously differed compared to untreated wood spectra, confirming the assumption of chemical chances due to chemical extraction and hot pressing. Moreover, compositional differences between the two treatments could be easily detected when the spectra were compared. In the spectra of AL-treated and compressed samples, regardless of species, the absence of the peak around 1730 cm−1 could be noticed. This band is attributed to the C=O stretching vibration in the O=C–OH group of the glucuronic acid units, which is associated with hemicelluloses (Cheng et al. 2016; Stevanic and Salmén 2009). Zhao et al. (2020) who extracted amorphous wood polymers with similar chemicals, observed an identical disappearance of the band near 1740 cm−1. In the spectra of OS-treated and hot-pressed spruce and beech, the band near 1730 cm−1 slightly decreased, but it did not disappear completely. The absence and decrease might be due to the breaking of acetyl or acetoxy groups in xylan (Esteves et al. 2013). Interestingly, OS-treated and compressed poplar showed no such changes. To detect changes regarding lignin, the authors focused on 4 peaks in the vicinity of 1593–1605 cm−1 attributed to aromatic skeletal vibration plus C=O stretch, 1505–1515 cm−1 attributed to aromatic skeletal vibration, 1266–1270 cm−1 attributed to guaiacyl ring plus C=O stretch and 1221–1230 cm−1 attributed to C–C plus C–O plus C=O stretch (Faix 1991). The AL treatment in combination with hot pressing resulted in a different extent of lignin reduction mainly dependent on the wood species. In the FTIR spectra of spruce, treated according to the AL protocol, no obvious intensity changes occurred near the 1595 and 1508 cm−1 bands. The band near 1264 cm−1 and the band near 1230 cm−1 exhibited a slight reduction in intensity. By contrast, the effect of an AL treatment with a subsequent hot-pressing process on beech wood was clearer, as the peaks at 1593 and 1235 cm−1 obviously decreased. Different to beech, an AL treatment combined with compression on poplar veneers caused a slight increase at 1593 and 1505 cm−1. Nevertheless, the bands near 1228 cm−1 exhibited a slight decrease in intensity. It is well known that soft- and hardwoods exhibit different spectra, mainly due to differences in the composition of lignin present (Evans 1991). Softwood lignin is mainly composed of guaiacyl units, while in hardwoods the guaiacyl-syringyl-type lignin dominates. This difference is characterized, among other things, by the intensity of the bands near 1270 and 1235 cm−1. While in softwoods, the two bands are easily distinguished, with the band near 1270 cm−1 showing a higher intensity, in hardwoods the bands are not obviously separated (Evans 1991; Faix 1991). Since β-O-4 bond of syringyl lignin is more prone to an alkaline-induced cleavage than that of guaiacyl lignin, the band near 1235 cm−1, attributed to syringyl lignin, in hardwood FTIR spectra decreased clearly, while the band at 1264 cm−1, attributed to guaiacyl lignin, decreased slightly (Lehto et al. 2018). However, the band around 1235 cm−1 is also attributed to xylan’s C–O stretching in the O=C–O group (Stevanic and Salmén 2009). Therefore, it is difficult to make an exact statement which reactions were responsible for the decrease in intensity. Contrary to AL-treated samples, OS-treated and densified wood, regardless of species, exhibited distinct reduction in signal intensity of bands attributed to lignin. In all three species, the bands near 1595/1593 and 1508/1505 cm−1 recorded a distinct reduction in intensity, suggesting an extensive dissolution of lignin. Moreover, the OS treatment combined with hot pressing also affected bands near 1270 and 1235 cm−1. In summary, the interpretation of AL-treated and hot pressed FTIR spectra indicates a distinct loss in hemicelluloses, whereas lignin is seemingly mostly unaffected. In contrast to that, the OS treatment combined with hot pressing indicates a loss of both components, hemicelluloses and lignin. Therefore, the results of the FTIR analysis are in good compliance with the results of the Klason lignin analysis, seen in Table 2.

Comparison of FTIR spectra of native (Ref), densified alkaline-treated (AL) and densified organosolv-treated (OS) spruce (a), beech (b) and poplar (c) veneers
3.3 Microscopic analysis
Figures 3, 4 and 5 present micrographs of the cross section of untreated, H2O-soaked and densified, and chemically treated and densified spruce, beech and poplar wood, respectively. A comparison between Ref and densified specimens revealed significant changes in the cellular structure of all three species caused by the different treatments. These changes were distinguished by the partial collapse of the wood’s porous structure, originating from tracheids in softwood, and vessels and fiber cells in hardwoods. Spruce samples, regardless of treatment, exhibited similar compression patterns, as seen in Fig. 3. Inserts are showing the complete closure of cells in the latewood regions, while earlywood cells were not totally closed. Moreover, the insert of OS-treated and densified spruce indicates partial cell separation, probably caused by shear stresses. These collapsing patterns coincide well with findings of previous studies (Jakob et al. 2020a, b). Figure 4 shows the micrographs of beech before and after different treatments. By comparing these, it may be seen that the compression after an exclusive bath in H2O did not lead to extensive cell closure. Fiber cells, vessel cells and wood rays, shown in the insert of H2O-soaked and compressed specimens, remained partially open. In Fig. 4 AL and OS it can be seen, that fiber cells of chemically treated and densified beech were completely closed after hot pressing. Notably, contrary to fiber cells, vessels tend to remain partially open after compression. Poplar samples exhibited a roughly similar behavior to beech, as shown in Fig. 5. Fiber cells as well as vessels were not entirely closed after H2O-soaking and densification. Nevertheless, since poplar exhibits a distinctly lower density and therefore thinner cell walls and lower mechanics, compression occurred to a higher degree, also indicated by the higher DoC compared to beech, as already shown in Table 3. In analogy to beech samples, a chemical treatment prior to hot pressing resulted in a more pronounced compression, as indicated by a complete closure of the fiber cells. However, again, vessels tended to remain partially open. Navi and Girardet (2000) detected similar cell structures when they compared TM and THM densified spruce and beech wood. The authors observed that latewood regions in spruce and fiber cells in beech wood were closed after THM compression, while earlywood regions and vessels in spruce and beech wood, respectively, remained partially open. They assumed that earlywood cells and vessels were filled with pressurized water during compression, causing them to remain open. The same might hold true for the present investigation. Since specimens were fully water saturated before they were put into the hot press, it seems highly possible that pressurized water caused earlywood cells and vessels to remain partially open.

Representative incident light microscopy of untreated reference (Ref), water-treated and densified (H2O), alkaline-treated and densified (AL), and organosolv-treated and densified (OS) spruce veneers. Insets show complete collapse of latewood regions

Representative incident light microscopy of untreated reference (Ref), water-treated and densified (H2O), alkaline-treated and densified (AL), and organosolv-treated and densified (OS) beech veneers. Inset shows incomplete collapse of a ray

Representative incident light microscopy of untreated reference (Ref), water-treated and densified (H2O), alkaline-treated and densified (AL), and organosolv-treated and densified (OS) poplar veneers. Inset shows incomplete collapse of wood cells
3.4 Tensile properties
Mechanical characterization by tensile tests of AL- and OS-treated and densified samples and two control samples for comparison, including untreated and H2O-soaked and compressed veneers was conducted first. Obtained results are plotted as boxplots in Fig. 6 and additionally, the mean values together with standard deviation are listed in Table 4. To emphasize at the beginning, the densification of the studied wood species resulted in significant improvement in absolute tensile stiffness and strength within the species, regardless of the pretreatment applied. A comparison of the elastic moduli of the samples indicates that the combination OS pretreatment and subsequent hot pressing resulted in the best mean values among each species. As a consequence, the mean moduli increased by the factors ~ 3– to .5 and hence, superior maximum values of 37–50 GPa were achieved. The statistical analysis revealed, that within beech and poplar, OS-treated and compressed specimens were significantly different compared to the rest, whereas, within spruce, no significant differences were found between AL- and OS-treated samples. Within a treatment, there were no significant differences of the elastic moduli among species. Contrary to that, a comparison of the strength shows, that the average strength values of OS-treated and compressed samples did not obviously differ from their H2O-soaked and densified equivalents. Regarding tensile strength, the best mean values were achieved by a partial extraction of amorphous wood polymers according to the AL protocol combined with hot pressing. By this method, improvement factors between ~ 2.5 and 4.5 were obtained and the average strength raised to ~ 285 to 305 MPa, which is in good consensus with other publications (Frey et al. 2018; Jakob et al. 2020b). However, the statistical analysis revealed, that within spruce, OS-treated and compressed specimens did not significantly differ from H2O-soaked or AL-treated and densified samples, whereas H2O and AL samples did significantly differ from each other. Within beech, AL-treated and densified specimens significantly differ from H2O and OS samples, while both did not significantly differ from each other. Among densified poplar specimens, there are no significant differences between treatments. Similar to the modulus of elasticity, there were no significant differences of the tensile strength among species within treatments. The different increase in mechanical properties depending on the applied process is of high interest. As can be seen from Table 2 and 3, OS-treated samples exhibited higher average mass losses and DoCs compared to AL-treated veneers. For beech and poplar, it seems as if a distinct mass loss and DoC are exceeded, an optimization towards improved tensile stiffness is favored due to the OS treatment. On the other hand, this did not hold true for spruce. However, contrary to hardwood species, spruce exhibited a distinct lower mass loss due to OS treatment. Unexpectedly, the improvement in tensile strength seemed to be less favored due to one specific chemical treatment, except for beech. Since Song et al. (2018) detected a reversal of the constant increase in strength and density of partially delignified and densified wood beyond a lignin removal of 45%, which led to results even inferior to those of the raw material, it was expected that, at least for both hardwood species, the OS treatment resulted in a distinct reduction in tensile strength. On the other hand, Frey et al. (2018), showed that a complete extraction of lignin in combination with densification can result in samples whose tensile strength exceeds that of reference samples by a factor of three. However, it must be mentioned that in that study a specific shear assisted densification process was applied to the cellulose bulk, resulting in an interlocking of neighboring cells. This might be the reason why tensile stiffness and strength were improved even though a complete removal of lignin was achieved. However, these explanations might explain the significant differences in tensile strength between AL- and OS-treated and densified beech, but do not explain the fact, that there are no significant differences between AL and OS spruce and poplar. Another factor influencing tensile properties of densified wood is the occurrence of microcracks as revealed in a previous publication (Jakob et al. 2020a). Compression in tangential direction, as conducted in the referred and present study, induces shear stresses and thus can lead to microcracks within the wood structure, particularly in softwoods, where significant differences in density are found across an annual ring. These microcracks were responsible for a steep reduction in mechanical properties, especially when off-axis performance was tested (Jakob et al. 2020a). Nevertheless, mechanics parallel to the fiber are also influenced by wood failures. Since OS-treated samples exhibited the highest DoC, a more frequent presence of microcracks might seem plausible and would hence explain smaller mean improvements in strength, although they are only significant in the case of treated beech. Regarding modulus of elasticity, Jakob et al. (2020a) observed that microcracks have a less pronounced impact on stiffness compared to the impact on strength. This was explained by the fact that the elastic modulus is measured at low strain, in which range possible damages have a minor influence. With this in mind and under the assumption that the relative cellulose content in OS-treated samples is higher compared to AL-treated samples, the bigger mean increase in stiffness for OS specimens can be explained. On the other hand, the presence of microcracks within AL- as well as OS-treated and compressed specimens would explain the rather similar strength properties. Already a single crack exhibits the weakest link within the sample, leveling off the tensile strength to rather similar values, regardless of treatment. However, it also has to be mentioned, that only 10 samples per treatment were tested. A higher number of replicates would favor the more exact analysis.

Mechanical characterization of untreated reference (Ref), water-treated and densified (H2O), alkaline-treated and densified (AL), and organosolv-treated and densified (OS) spruce, beech and poplar wood samples conditioned at 20 °C and 65% relative humidity by longitudinal tensile tests: Modulus (a); Strength (b); Specific modulus (c); Specific strength (d). (n = 10 for each species and treatment)
Since wood is a porous material, its mechanics are strongly correlated with its density (Niemz and Sonderegger 2003). The calculation of performance indices such as specific tensile properties by dividing absolute mechanical values of a material by its density eliminates this dependency and thereby makes materials better comparable among themselves. In general, the larger a specific property, the less weight is required to obtain a given mechanical performance (Ashby et al. 1995). A comparison of the specific tensile modulus of elasticity and the specific tensile strength is shown in Fig. 6 and Table 4. From the data in Fig. 6c, it is apparent that an OS treatment combined with compression also results in higher mean specific stiffness compared to untreated, and differently treated and hot-pressed samples. The statistical analysis reveals, that within spruce and beech, OS-treated and densified samples significantly differ from the rest. Within poplar, no significant differences were found between samples. Within references, H2O-soaked and densified, and AL-treated and compressed specimens, there were no significant differences of the specific elastic moduli among species. Within OS-treated and hot-pressed samples, no significant differences were found between spruce and beech, but both significantly differ from poplar. These findings revealed that for spruce and beech the improvement in stiffness of OS-treated and densified samples is not exclusively depending on the increase in density. Similar to absolute strength, AL-treated and compressed samples exhibited the highest average specific tensile strength for all species. The statistical analysis revealed, that for spruce and beech only AL-treated and densified samples significantly differ from references. Contrary to that, within poplar no significant differences appear among treatments. Within treatments, there were no significant differences found between species. These findings revealed that for spruce and beech the improvement in strength of AL-treated and densified samples is not exclusively depending on the increase in density.
3.5 Bending properties
Since wood is mostly used in applications bearing bending loads, the bending properties of native and densified wood were tested. Figure 7 and Table 5 compare absolute and specific bending stiffness and strength of untreated, H2O-soaked and densified, and chemically treated and densified spruce, beech and poplar veneers. Similar to absolute tensile properties, an increase in density had a significantly positive influence on the absolute bending properties for each species presented in this study. The highest mean elastic moduli were again recorded for all densified samples which were treated according to the OS protocol. By applying this treatment, improvement factors between ~ 3.5 and 5.5 were achieved, and thus mean stiffness increased to ~ 30 GPa. However, the statistical analysis revealed, that within spruce and poplar there are indeed significant differences between H2O-soaked and compressed specimens, and AL- and OS- treated and densified samples, but that latter did not significantly differ from each other. Contrary to that, within beech, all specimens significantly differ from each other. Considering bending strength, AL-treated and densified samples presented the highest improvement with mean values of ~ 215 to 235 MPa. However, contrary to tensile strength, average bending strength of AL-treated and compressed samples was not clearly better compared to OS-treated and compressed, and H2O-treated and hot-pressed samples. Thus, similar mean values of ~ 195 –to 210 MPa and ~ 190 to 220 MPa, respectively, were achieved. This is also confirmed by the statistical analysis as no significant differences were found between treatments within one species. The same holds true if treatments are compared between species. Therefore, no significant differences appeared within treatments among species. These findings are of high interest due to the fact that the upper side of the specimen is subjected to compression and the lower side to tension during bending stress. Although the tensile strength of some of the examined samples exhibited different improvements within specimens, all samples exhibited a rather similar bending strength, regardless of wood species and treatment. Therefore, it is suggested that other factors were limiting the improvements of bending strength. Such differences regarding improvement factors of tensile and bending properties after densification by compression can also be seen in previous literature. Haller and Wehsener (2004) carried out an extensive test series on TM densified spruce wood. Bending strength was improved by the factor 2, whereas the tensile strength was improved by the factor 2.5. A comparison of the results of Song et al. (2018) showed even more obvious differences. While tensile strength was improved by the factor 12, bending strength was improved by the factor 7.4. Zhao et al. (2020) recognized a decrease in bending strength of their specimens, when a certain treatment duration was exceeded. They suggested that an excessive removal of hemicelluloses and lignin might cause this decrease, as these components act as the binder of cellulose nanofibers. This hypothesis might be important, since samples are also subjected to shear stress during bending test. However, this does not fully explain the rather similar bending strength of densified veneers with and without prior extraction. It is assumed that a reduced compression strength due to microcracks is the limiting factor regarding bending strength. In the study of Frey et al. (2019), tensile strength of completely delignified and densified wood improved by the factor 2.8, while bending strength was improved merely by the factor 1.1. They noticed that specimens which were completely delignified and densified mainly failed in compression. However, when specimens were impregnated with a polymer, the matrix helped resisting compression failure and an improvement factor of 5.4 was achieved when bending strength was evaluated. A possible reason for reduced compression strength might be damages during densification. Cell wall crushing and checking during compression is well-known and stated as reason for strength increasing less than density, when wood is densified by compression (Blomberg et al. 2005; Perkitny and Jablonsky 1984). This phenomenon might be even more pronounced in the present study, since here, contrary to most literature, wood compression was examined in tangential direction. As explained in a former article, it is assumed, that density differences among earlywood and latewood lead to rupture of the wood structure at the interface between adjacent cells, when wood is densified in tangential direction (Jakob et al. 2020a).

Mechanical characterization of untreated reference (Ref), water-treated and densified (H2O), alkaline-treated and densified (AL), and organosolv-treated and densified (OS) spruce, beech and poplar wood samples conditioned at 20 °C and 65% relative humidity by 3-point bending tests: Modulus (a); Strength (b); Specific modulus (c); Specific strength (d). n = 8 for each species and treatment
Again, the influence of density was eliminated by calculating performance indices, such as described by Ashby et al. (1995). The performance of the veneers loaded in bending was thus measured by the indices E1/2/ρ regarding specific bending modulus (Fig. 7c) and σ2/3/ρ regarding specific bending strength (Fig. 7d), where E indicates the modulus of elasticity, σ the bending strength and ρ the density. Contrary to specific tensile properties, where chemically treated and densified veneers exhibited better or at least rather similar performance compared to reference samples, results in Fig. 7c, d show that both bending performance indices significantly decreased if wood samples were densified, regardless of species and pretreatment. Reference beech, and OS-treated and densified beech form an exception regarding specific modulus of elasticity, as they did not significantly differ. These results were to be expected, since the mechanical efficiency of the wood in bending results not only from its chemical composition, but to a large extent from its cellular microstructure. The honeycomb-like arrangement of parallel prismatic cells enables the wood to provide a higher performance index in bending than the solid cell wall from which it is made of. Thus, wood exhibits excellent bending properties at comparably low mass. Moreover, it is even suggested, that the mechanical efficiency in bending of wood can be improved by reducing its density (Gibson et al. 1997; Huang and Gibson 1995). Consequently, it can be assumed, that the mechanical efficiency in bending diminishes, if wood is densified by compression.
3.6 Dimensional stability
As wood is a hygroscopic material, it takes up water from air or liquid which results in a dimensional change. The most outstanding drawbacks of densified wood are excessive thickness swelling and set-recovery when exposed to high humidity. Table 6 shows the tangential swelling and recovery behavior of untreated, H2O-soaked and densified, and chemically treated and densified spruce, beech and poplar wood. Although beech is known to have the greatest swelling potential among the present species in the presence of water, it was the species with the lowest potential of swelling among H2O-soaked and densified specimens. This can be explained by the low DoC. Since H2O beech had the lowest compression ratio, it was foreseeable that it would also have the lowest potential for swelling. Nevertheless, at a closer look, it can be seen, that H2O-soaked and densified beech nearly returned to its initial dry thickness after 24 h water soaking. H2O-soaked and densified spruce and poplar specimens, which had rather similar DoCs, also exhibited quite similar thickness swelling, with no statistically significant differences. To complete the statistical analysis, it has to be mentioned, that there were no significant differences between H2O-soaked and densified beech and poplar. However, contrary to H2O-soaked and compressed beech, H2O-soaked and densified poplar did not almost exceed its initial dry thickness after 24 h soaking. Comparing the mean values within species, OS-treated and densified samples seemed to be the most stable samples under water attack. OS-treated and hot-pressed samples also were those with the highest mass loss. Since all three main cell wall components (cellulose, hemicelluloses and lignin) contain accessible OH-groups, responsible for the absorption of moisture (Hill 2006), it is suggested, that a reduction of these also implicated a reduction in potential H2O uptake. However, the statistical analysis revealed, that there are no significant differences between AL-treated and OS-treated and densified samples, regardless of species.
When densified wood was subjected to a soaking-drying cycle, H2O-soaked and hot-pressed samples exhibited distinct recovery regardless of wood species. H2O-soaked and compressed beech wood recovered by 75%, indicating almost complete recovery of the original dry thickness. H2O-soaked and densified spruce and poplar recovered by ~ 45 and 40%, respectively. In contrast, both AL and OS treatment prior to densification significantly reduced set-recovery, with mean values ranging from ~ 3 to 7%. While OS-treated and hot-pressed spruce and poplar samples had the lowest mean values, beech samples showed the lowest recovery when treated after the AL treatment. This is interesting because the authors expected OS-treated and densified specimens to have the lowest set-recovery, regardless of species, due to the higher mass loss. However, statistical analysis did not reveal statistically significant differences between AL-treated and OS-treated and densified specimens within a species. Moreover, among species, there were no statistically significant differences within AL- and OS treatment. These results show that the applied chemical treatments effectively reduced the set-recovery compared to untreated compressed specimens.
4 Conclusion
As revealed by mechanical testing, absolute tensile and bending properties of examined wood species were successfully improved using stepwise densification processes consisting of partial extraction of amorphous wood polymers and subsequent heat-assisted compression in tangential direction. A comparison of the two different extraction protocols, AL and OS, showed, that a partial delignification according to the OS protocol seemed to favor improvements in stiffness for hardwood species. Regarding strength, no significant differences were found between AL and OS samples, except for beech wood. For scattered instances, average specific tensile modulus of OS-treated, and strength of AL-treated and densified spruce and beech were higher than of untreated specimens, indicating an increase in absolute properties beyond the mere scaling of densification. Regarding bending performance indices, densified wood samples were inferior to untreated wood. However, due to the higher absolute values, the authors still see a high potential of densified wood, particularly concerning sandwich materials and in areas where usable volume is limited. After it became apparent that wood species reacted differently to the applied treatments, further investigation regarding optimized extraction conditions seems to be required. Moreover, it is suggested, that compression in radial direction can be a path towards even higher improvement factors, especially for wood species with distinct anatomical differences between earlywood and latewood as spruce wood has. Beside extraction optimization, further work should also focus on the thickness swelling in the presence of water.
References
Anshari B, Guan ZW, Kitamori A, Jung K, Hassel I, Komatsu K (2011) Mechanical and moisture-dependent swelling properties of compressed Japanese cedar. Constr Build Mater 25:1718–1725. https://doi.org/10.1016/j.conbuildmat.2010.11.095
Asdrubali F, Ferracuti B, Lombardi L, Guattari C, Evangelisti L, Grazieschi G (2017) A review of structural, thermo-physical, acoustical, and environmental properties of wooden materials for building applications. Build Environ 114:307–332. https://doi.org/10.1016/j.buildenv.2016.12.033
Ashby M, Gibson L, Wegst U, Olive R (1995) The mechanical properties of natural materials. I. Material property charts. Proc R Soc A Math Phys 450:123–140. https://doi.org/10.1098/rspa.1995.0075
Behr A, Seidensticker T (2018) Einführung in die Chemie nachwachsender Rohstoffe. In: Vorkommen, Konversion, Verwendung (Introduction to the chemistry of renewable raw materials. Occurrence, conversion, utilization). Springer Spektrum, Heidelberg,
Blomberg J, Persson B, Blomberg A (2005) Effects of semi-isostatic densification of wood on the variation in strength properties with density. Wood Sci Technol 39:339–350. https://doi.org/10.1007/s00226-005-0290-8
Chen G, Chen C, Pei Y, He S, Liu Y, Jiang B, Jiao M, Gan W, Liu D, Yang B, Hu L (2020) A strong, flame-retardant, and thermally insulating wood laminate. Chem Eng J 383:123109. https://doi.org/10.1016/j.cej.2019.123109
Cheng S, Huang A, Wang S, Zhang Q (2016) Effect of different heat treatment temperatures on the chemical composition and structure of Chinese fir wood. BioResources 11(2):4006–4016. https://doi.org/10.15376/biores.11.2.4006-4016
Esteves B, Velez Marques A, Domingos I, Pereira H (2013) Chemical changes of heat treated pine and eucalypt wood monitored by FTIR. Maderas-Cienc Tecnol. 15(2):245–258. https://doi.org/10.4067/s0718-221x2013005000020
Evans PA (1991) Differentiating hard from soft woods using Fourier transform infrared and Fourier transform Raman spectroscopy. Spectrochim Acta A 47:1441–1447. https://doi.org/10.1016/0584-8539(91)80235-B
Faix O (1991) Classification of lignins from different botanical origins by FT-IR spectroscopy. Holzforschung 45:21–28. https://doi.org/10.1515/hfsg.1991.45.s1.21
Frey M, Widner D, Segmehl JS, Casdorff K, Keplinger T, Burgert I (2018) Delignified and densified cellulose bulk materials with excellent tensile properties for sustainable engineering. ACS Appl Mater Inter 10:5030–5037. https://doi.org/10.1021/acsami.7b18646
Frey M, Schneider L, Masania K, Keplinger T, Burgert I (2019) Delignified wood-polymer interpenetrating composites exceeding the rule of mixtures. ACS Appl Mater Interfaces 11:35305–35311. https://doi.org/10.1021/acsami.9b11105
Gibson LJ, Ashby MF, Karam GN, Wegst U, Shercliff HR (1997) The mechanical properties of natural materials. II. Microstructures for mechanical efficiency. Proc R Soc Lond A Mat 450:141–162. https://doi.org/10.1098/rspa.1995.0076
Haller P, Wehsener J (2004) Festigkeitsuntersuchungen an Fichtenpressholz (FPH) (Mechanical tests on densified spruce wood). Holz Roh Werkst 62:452–454. https://doi.org/10.1007/s00107-004-0516-8
Hill CA (2006) Wood modification: chemical, thermal and other processes. Wiley, Chichester
Hillis WE, Rozsa AN (1978) The softening temperatures of wood. Holzforschung 32:68–73. https://doi.org/10.1515/hfsg.1978.32.2.68
Huang JS, Gibson LJ (1995) Microstructural design of cellular materials—I: honeycomb beams and plates. Acta Metall Mater 43:1643–1650. https://doi.org/10.1016/0956-7151(94)00358-O
Ito Y, Tanahashi M, Shigematsu M, Shinoda Y, Ohta C (1998) Compressive-molding of wood by high-pressure steam-treatment: Part 1. Development of compressively molded squares from thinnings. Holzforschung 52:211–216. https://doi.org/10.1515/hfsg.1998.52.2.211
Jakob M, Gaugeler J, Gindl-Altmutter W (2020a) Effects of fiber angle on the tensile properties of partially delignified and densified wood. Materials 13(23):5405. https://doi.org/10.3390/ma13235405
Jakob M, Stemmer G, Czabany I, Müller U, Gindl-Altmutter W (2020b) Preparation of high strength plywood from partially delignified densified wood. Polymers 12(8):1796. https://doi.org/10.3390/polym12081796
Kamke FA, Sizemore H (2008) Viscoelastic thermal compression of wood. U. S. Patent patent application 7,404,422
Kollmann FFP, Kuenzi EW, Stamm AJ (1975) Principles of wood science and technology II: wood based materials. Springer-Verlag, Berlin
Kutnar A, Kamke F, Sernek M (2008a) The mechanical properties of densified VTC wood relevant for structural composites. Holz Roh Werkst 66:439–446. https://doi.org/10.1007/s00107-008-0259-z
Kutnar A, Kamke FA, Sernek M (2008b) Density profile and morphology of viscoelastic thermal compressed wood. Wood Sci Technol 43:57–68. https://doi.org/10.1007/s00226-008-0198-1
Lehto J, Louhelainen J, Kłosińska T, Drożdżek M, Alén R (2018) Characterization of alkali-extracted wood by FTIR-ATR spectroscopy. Biomass Convers Bior 8:847–855. https://doi.org/10.1007/s13399-018-0327-5
Liu Y, Li B, Mao W, Hu W, Chen G, Liu Y, Fang Z (2019) Strong cellulose-based materials by coupling sodium hydroxide-anthraquinone (NaOH-AQ) pulping with hot pressing from wood. ACS Omega 4:7861–7865. https://doi.org/10.1021/acsomega.9b00411
McDonough TJ (1993) The chemistry of organosolv delignification. Tappi J 76:186–193
Namari S, Drosky L, Pudlitz B, Haller P, Sotayo A, Bradley D, Mehra S, O’ceallaigh C, Harte AM, El-Houjeyri I, Oudjene M, Guan Z (2021) Mechanical properties of compressed wood. Constr Build Mater 301:124269. https://doi.org/10.1016/j.conbuildmat.2021.124269
Navi P, Girardet F (2000) Effects of thermo-hydro-mechanical treatment on the structure and properties of wood. Holzforschung 54:287–293. https://doi.org/10.1515/Hf.2000.048
Nicholson DJ, Leavitt AT, Francis RC (2014) A three-stage Klason method for more accurate determinations of hardwood lignin content. Cell Chem Technol 48:53–59
Niemz P, Sonderegger W (2003) Untersuchungen zur Korrelation ausgewählter Holzeigenschaften untereinander und mit der Rohdichte unter Verwendung von 103 Holzarten (Analysis of the correlation between selected wood properties among each other and the density of 103 wood species). Schweiz Z Forstwes 154:489–493. https://doi.org/10.3188/szf.2003.0489
Niemz P, Sonderegger W (2017) Holzphysik: Physik des Holzes und der Holzwerkstoffe (Wood physics: physics of wood and wood-based materials). Carl Hanser Verlag GmbH & Company KG, Munich
Perkitny T, Jablonsky W (1984) Zur Beurteilung der mechanischen Eigenschaften von Preßvollholz (On the assessment of mechanical properties of densified wood). Holz Roh Werkst 42:81–84
Ramage MH, Burridge HC, Busse-Wicher M, Fereday G, Reynolds T, Shah DU, Wu GL, Yu L, Fleming P, Densley-Tingley D, Allwood J, Dupree P, Linden PF, Scherman O (2017) The wood from the trees: The use of timber in construction. Renew Sust Energ Rev 68:333–359. https://doi.org/10.1016/j.rser.2016.09.107
Schwarzkopf M (2020) Densified wood impregnated with phenol resin for reduced set-recovery. Wood Mater Sci Eng. https://doi.org/10.1080/17480272.2020.1729236
Shams MI, Yano H (2009) A new method for obtaining high strength phenol formaldehyde resin-impregnated wood composites at low pressing pressure. J Trop for Sci 21:175–180
Shams I, Yano H, Endou K (2004) Compressive deformation of wood impregnated with low molecular weight phenol formaldehyde (PF) resin I: effects of pressing pressure and pressure holding. J Wood Sci 50:337–342. https://doi.org/10.1007/s10086-003-0570-6
Sjostrom E (1993) Wood chemistry: fundamentals and applications. Academic Press Inc., San Diego
Skyba O, Schwarze FWMR, Niemz P (2009) Physical and mechanical properties of thermo-hygro-mechanically (Thm)—densified wood. Wood Res 54:1–18
Song J, Chen C, Zhu S, Zhu M, Dai J, Ray U, Li Y, Kuang Y, Li Y, Quispe N, Yao Y, Gong A, Leiste UH, Bruck HA, Zhu JY, Vellore A, Li H, Minus ML, Jia Z, Martini A, Li T, Hu L (2018) Processing bulk natural wood into a high-performance structural material. Nature 554:224–228. https://doi.org/10.1038/nature25476
Stamm AJ, Seborg RM (1941) Resin-treated, laminated, compressed wood. T Am Inst Chem Eng 37:0385–0398
Stamm AJ, Seborg RM, Millett MA (1948) Method of forming compressed wood structures. U. S. Patent patent application 2,453,679
Stevanic JS, Salmén L (2009) Orientation of the wood polymers in the cell wall of spruce wood fibres. Holzforschung. https://doi.org/10.1515/hf.2009.094
Uhmeier A, Morooka T, Norimoto M (1998) Influence of thermal softening and degradation on the radial compression behavior of wet spruce. Holzforschung 52:77–81. https://doi.org/10.1515/hfsg.1998.52.1.77
Wang J, Fishwild SJ, Begel M, Zhu JY (2020) Properties of densified poplar wood through partial delignification with alkali and acid pretreatment. J Mater Sci 55:14664–14676. https://doi.org/10.1007/s10853-020-05034-2
Wegst UGK, Ashby MF (2004) The mechanical efficiency of natural materials. Philos Mag 84:2167–2181. https://doi.org/10.1080/14786430410001680935
Winandy JE, Rowell RM (2005) Chemistry of wood strength. In: Rowell RM (ed) Handbook of wood chemistry and wood composites, 1st edn. CRC Press LLC, Boca Raton, pp 303–347
Yano H (2001) Potential strength for resin-impregnated compressed wood. J Mater Sci Lett 20:1127–1129. https://doi.org/10.1023/A:1010996424453
Yano H, Hirose A, Collins PJ, Yazaki Y (2001) Effects of the removal of matrix substances as a pretreatment in the production of high strength resin impregnated wood based materials. J Mater Sci Lett 20:1125–1126. https://doi.org/10.1023/A:1010992307614
Zhao YP, Qu DM, Yu T, Xie XY, He CJ, Ge DT, Yang LL (2020) Frost-resistant high-performance wood via synergetic building of omni-surface hydrophobicity. Chem Eng J 385:123860. https://doi.org/10.1016/j.cej.2019.123860
Acknowledgements
Open access funding provided by University of Natural Resources and Life Sciences, Vienna (BOKU).
Funding
Open access funding provided by University of Natural Resources and Life Sciences Vienna (BOKU). Part of this work was financed in the framework of the project “Strong Composite” supported under the umbrella of ERANET Cofund ForestValue by Innosuisse, AKA, Business Finland, Vinnova, BMLFUW. ForestValue has received funding from the European Union’s Horizon 2020 research and innovation programme under Grant Agreement 773324. In addition, the authors are grateful for research funding from the Federal Ministries BMK and BMDW as well as the Province of Styria within the COMET—Competence Centers for Excellent Technologies programme, as well as funding from the companies ACstyria Mobilitätscluster GmbH, Collano AG, IB STEINER, DYNAmore Gesellschaft für FEM Ingenieurdienstleistungen mbH, EJOT Austria GmbH & Co KG, Forst-Holz-Papier, Fill Gesellschaft m. b.H, Glanzstoff Management Consulting GmbH, Holzcluster Steiermark GmbH, Klumpp Coatings GmbH, LEAN Management Consulting GmbH, Volkswagen AG and Weitzer Wood Solutions GmbH. The COMET programme is administered by the Austrian Research Promotion Agency (FFG 882.509) and the Styrian Business Promotion Agency (SFG 1.000.065.896).
Author information
Authors and Affiliations
Contributions
All authors contributed to the study conception and design. Material preparation, data collection and analysis were performed by MJ, IC and SV. The study was supervised by WG-A and UM. The first draft of the manuscript was written by MJ and WG-A commented on previous versions of the manuscript. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors have no conflicts of interest to declare that are relevant to the content of this article.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Jakob, M., Czabany, I., Veigel, S. et al. Comparing the suitability of domestic spruce, beech, and poplar wood for high-strength densified wood. Eur. J. Wood Prod. 80, 859–876 (2022). https://doi.org/10.1007/s00107-022-01828-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00107-022-01828-0