
Abstract
Recent years have witnessed an increasing interest in man-made cellulosic fibers, whose production generally requires cellulose dissolution and regeneration. Cellulosic fibers are difficult to dissolve. Thus, the recalcitrance of wood pulp can be an estimate of its reactivity. Pulp reactivity is usually assessed via complex and time-consuming laboratory simulations of the viscose process. This study proposes a faster and more convenient approach. The dissolution-based torque reactivity (DTR) test measures the evolution of the rheological properties of a pulp suspension under dissolution in cupriethylenediamine. Reactivity is quantified in terms of initial dissolution rates (IDR) and dissolution times (DT). This study describes the measurement protocol for the DTR test and its application to some commercial pulps and a series of pulps hornified to different extents. The IDR and DT values were compared with other pulp features, including degree of polymerization, molecular weight distribution, specific surface area and water retention value. The DTR test proved to be reasonably precise and fast to carry out.
Graphic abstract

Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Across a number of industries, there is intense interest to increase the share of products from renewable raw materials. A range of commercial and developmental products utilize modified cellulosic materials in which wood pulp fibers are dissolved, swollen or defibrillated prior to functionalization. Production of viscose and lyocell from wood pulp as a replacement for high water footprint cotton is a common example of this trend. In case of regenerated fibers, the ease with which a feed pulp can be dissolved is often called “pulp reactivity”. The reactivity of a pulp will have a direct bearing on the efficiency of downstream processes and the quality of the finished products.
Pulp reactivity has different meanings according to the particular application (Fischer et al. 2009; Strunk 2012). It can mean the ability of the hydroxyl groups to react with chemicals, the yield, or even the time of pulp pre-aging (Sjöström 1993; Christoffersson et al. 2002; Engström et al. 2006; Sixta 2006; Strunk 2012). In many cases, reactivity depends on the physical accessibility of chemical molecules to the reactive groups (Ciolacu and Popa 2010). This accessibility depends on several factors, such as the molecular size of the reagents, the structure of the substituent groups, the degree of cellulose crystallinity, the fiber swelling, the morphology of the fibers, and the pore structure (Sjöström 1993; Ciolacu and Popa 2010; Strunk 2012). In particular, accessibility is higher when cellulose crystallinity is lower and the specific surface area is larger (Ciolacu and Popa 2010; Strunk 2012).
An appropriate assessment of pulp reactivity is useful for predicting downstream production problems (Fischer et al. 2009). Among the several indirect reactivity measurements that have been proposed, the main measuring tests for pulp reactivity can be classified into three different categories.
The first category estimates pulp reactivity using the positive correlation between accessibility and reactivity. The benefit of this approach is that accessibility can be estimated by already established tests, such as swelling, porosity, and vapor sorption tests (Maloney et al. 1999; Väisänen et al. 2018). This approach is sometimes used for the viscous production, where a general estimation of pulp reactivity is based on the swelling in sodium hydroxide, impurities, and degree of polymerization. Even if this approach yields convenient metrics on pulp quality, accessibility measurements may not necessarily correlate with the viscose processing efficiency (Fischer et al. 2009).
Both the second and the third categories of tests estimate the reactivity of pulp accordingly to its behavior under dissolution. However, they address the efficiency of the dissolution by different means. The tests of the second category measure the dissolution yield, while those of the third track the dimensional variations of fibers exposed to solvents.
The second category tests include the gamma number, the Treiber test, and the Fock test (Fock 1959; Christoffersson et al. 2002; Gehmayr et al. 2012; Arnoul-Jarriault et al. 2016). The gamma number is part of the traditional analyses of dissolving pulp. It expresses the degree of substitution of cellulose derivatives, and it is defined as the number of xanthogenate groups for 100 anhydroglucose units (AGU) (Strunk 2012). On the other hand, both Treiber and Fock’s tests closely mimic the conditions of viscose production. In the Treiber test, there are eight consecutive laboratory steps: steeping, pressing, shredding, pre-aging, xanthation, dissolution, ripening, and filtration. Finally, pulp reactivity is expressed in terms of “filtration value” (Fw) and “filter clogging value” (Kw). The former represents the total grams of viscose passing through a given filter area under a certain pressure until total blockage occurs, while the latter is the reciprocal value of the filtration value (Treiber 1961). A higher Kw means a lower reactivity. Differently, the Fock test measures pulp reactivity as the amount of cellulose that reacts with carbon disulfide, expressed as a percentage. The test starts with the reaction of pulp with sodium hydroxide and carbon disulfide. Then, the mixture is diluted with deionized water, shaken, and centrifuged. The supernatant is neutralized with sulfuric acid, made to react first with potassium dichromate and then with potassium iodide, and finally the resulting iodine is titrated with sodium thiosulfate with a starch indicator. Reactivity is calculated taking into account the amount of oxidized cellulose, the transformation from dichromate to cellulose, and the dry weight of pulp (Östberg 2012). Of the two tests, the Treiber is generally considered a more meaningful characterization of pulp reactivity in the viscose process. Both Treiber and Fock’s tests are laborious and time consuming. A test may require two or even three working days.
The third category of measuring tests utilize microscopic analyses and fiber analyzers (Chaudemanche and Navard 2011; Gehmayr et al. 2012; Arnoul-Jarriault et al. 2016). Under microscope, pulp reactivity can be estimated as the time necessary to complete the dissolution of individual pulp fibers in a specific solvent. Each fiber dissolves within a few minutes. The advantage of the microscopy-based approach is the direct visualization of fiber dissolution, which can give information on the role played by the different morphological structures. However, a significant disadvantage is that numerous individual measurements are necessary to statistically describe the reactivity of a pulp. Thus, the overall analysis is time-consuming and not necessarily representing the reactivity of the bulk sample.
In the present study, it is described a test for measuring the dissolution rate and time of a bulk pulp sample in a defined solvent system. The rheological properties of a pulp suspension are analyzed during its dissolution. Thus, the goal of the new test is to determine the overall dissolution time, the instantaneous dissolution rate as well as other information related to the pulp viscosity. The test was named dissolution-based torque reactivity (DTR) test.
The DTR test builds on previous works (Petrovan et al. 2001; Frey et al. 2006) which used rheology to monitor the dissolution of microcrystalline cellulose and dissolving pulp in EDA/KSCN solvent systems or N-methylmorpholine oxide monohydrate. The authors performed the dissolution within a parallel plate geometry, generating a characteristic viscosity curve able to identify the dissolution time of the pulp.
In the DTR test, pulp is dissolved in bis(ethylenediamine) copper(II) hydroxide solution (CED), which is often used by other tests (Mueller and Rogers 1953; Nisser and Brecht 1963; Norkus et al. 2002; Arnoul-Jarriault et al. 2016). The solvent is injected into a suspension of fibers that are continuously mixed with a rotating stirrer. The dissolution is tracked by measuring the torque of the rotating stirrer. When torque stabilizes, the dissolution is completed. Altogether, data acquisition and analysis last maximum 1.5 h.
This study presents an updated version of the DTR test published elsewhere (Ceccherini and Maloney 2017). Here, the measuring conditions necessary to achieve reliable and repeatable torque profiles are determined. Using the optimized conditions, the utility of the DTR test was verified on differently reactive pulps. These included commercial Kraft and dissolving pulps as well as some laboratory-hornified pulps. In some industrial processes, such as viscous production, the low DP and the low hemicellulose content of dissolving pulps lead to a higher reactivity compared to Kraft pulps. On the other hand, dried and rewetted pulps are known to be less reactive than never-dried pulps because affected by hornification. Hornification is a phenomenon caused by drying or water removal (Fernandes Diniz et al. 2004). It includes the aggregation of the fibrillar elements of fibers, the stiffening of their polymer structure (Fernandes Diniz et al. 2004; Röder and Sixta 2004), and the collapse of pores in low-yield pulps (Maloney and Paulapuro 1999). Higher temperatures and more severe drying conditions tend to increase the degree of hornification. Hornification decreases pulp swelling ability, accessibility, and reactivity. Röder and Sixta (2004) investigated the effects of thermal treatments with temperatures up to 160 °C, which led to both hornification and thermal degradation. The hornified pulps had a lower viscosity, a lower degree of polymerization, a smaller amount of hydroxyl groups, and a higher amount of carboxyl groups. The more hornified pulps had a lower Treiber’s filtration value indicting a lower reactivity.
Materials and methods
Pulps
The following commercial pulps were used: a machine-dried dissolving grade birch prehydrolyzed kraft pulp (MDHD-REF), a never-dried bleached birch kraft pulp (NDHK-REF), and a machine-dried bleached birch kraft pulp (MDHK-REF). A series of hornified pulps was produced from the NDHK-REF as follows. The pulp was adjusted to 11% solids. Then, a sample was air dried in a room at 23 °C and 50% relative humidity, while the other samples were dried in oven at 40, 60, 100, 120, 140, and 160 °C overnight. After drying, the pulps were cold disintegrated in deionized water and stored in refrigerated conditions.
Pulp characterization
Molar mass distribution (MMD)
Molar mass distributions were determined by gel permeation liquid chromatography (GPC). For each sample, a mass of 50 ± 5 mg pulp (oven-dry basis) was activated with 4 mL distilled water. After 6–12 h, the sample was drained by vacuum and exposed to three solvent-exchanges. In order, it was added twice 4 mL of acetone and then 4 mL of N,N-dimethylacetamide (DMAc). In between, the sample was vacuumed. Finally, the sample was dissolved under gentle stirring in 90 g/L lithium chloride (LiCl) containing DMAc at room temperature.
After dissolution, 0.50 mL of sample were first diluted with 4.5 mL of pure DMAc and then injected into the GPC vials using a syringe equipped with a 0.2 µm filter. Finally, the vials were fed to a Dionex Ultimate 3000 system equipped with four PLgel MIXED-A 7.5 × 300 mm columns, refractive index detector Shodex RI-101, and using LiCl/DMAc as eluent. Pullulan standards (343 Da–708 kDa, Polymer Standard Service GmbH, Mainz, Germany, and 1600 kDa, Fluka GmbH, Germany) were used to calibrate the system. The molar masses of pullulan standards were converted to correspond to those of cellulose, using the equation developed by Berggren et al. (2003):
Degree of polymerization (DPCED)
The DP of the pulps was determined according to SCAN-CM 15:88. First, it was measured the limiting viscosity number ([η]) of pulp in dilute cupriethylenediamine (CED) solution. Then, the DP was calculated applying Mark–Houwink equation (Eq. 2).
Carbohydrate determination
Pulp carbohydrates were determined according to NREL/TP-510-42618 standard (Sluiter et al. 2012). The monosaccharides were analyzed by high performance anion exchange chromatography with pulsed amperometric detection (HPAEC-PAD) in a Dionex ICS-3000 system, equipped with a CarboPac PA20 column. The cellulose and hemicelluloses content was determined applying the Janson formula (Janson 1970).
Specific surface area (SSA)
Specific surface area was estimated by N2 sorption technique on critically point dried (CPD) samples. Critical point drying helps preserving the wet pore structure, which would otherwise collapse when the fibers are dried from water. The CPD process involves the exchange of water to acetone, followed by the exchange to liquid CO2. Finally, CO2 is evaporated above its critical point where surface tension is near zero.
In this study, 0.3–0.4 g (oven-dry basis) pulp was placed in a cellulose thimble and exchanged with > 99.5% acetone in a Soxhlet apparatus for 2 h. Then, the pulp was moved into a 50 kDa molecular weight cut-off regenerated cellulose membrane tubing with ca. 2 mL > 99.5% acetone. Care was taken to avoid the formation of air bubbles in the tubing. The samples were placed in > 99.5% acetone for ca. 1 h. The samples were then moved into a LEICA EM CPD300 critical point drier, which exchanged acetone to liquid carbon dioxide over 25 cycles. The supercritical state of CO2 was achieved at 35 °C under ca. 75 bar pressure. Finally, the SSA of the dried pulps was measured in a Micrometrics Tristar II N2 sorption device. Each measurement used ca. 100-120 mg of dry pulp.
Water retention value (WRV)
Water retention value describes the swelling capacity of pulp, which is another facet of pulp accessibility. The WRV was measured in duplicates according to standard SCAN-C 102 XE with some small variations. Before the measurement, the pulps were adjusted to 12% ± 1% solid content. Then, 1.54 g (oven-dry basis) was placed in a sample holder and gently pressed to form an even pad. This is equivalent to a pad grammage of 1700 g/m2. The samples were centrifuged at 3000 g for 15 min and 25 °C with a Thermo Scientific SL 40 FR centrifuge and finally dried over night at 105 °C. The water retention value was calculated according to Eq. 3.
where m0 and m1 are the masses of the centrifuged test pad at the wet and the dry state, respectively.
DTR measurement
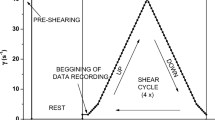
The tuning of the DTR test led to the following standard measuring conditions, which were applied to all the measurements reported in “Application of the DTR test” section. An amount of 12.5 mL pulp was adjusted at 1.5% solid content, shaken for ca. 15 min, and then transferred into a vane-and-basket geometry of a Physica MCR 300 rheometer, which served as both a mixer and a probe to measure torque. A four-bladed vane spindle was used. Each blade was 40 mm long with a 22 mm diameter. The inner diameter of the cylindrical cup measured 28.9 mm. For the duration of the mixing and the measuring, the geometry was set at 23 °C. Pulp was stirred at constant 200 s−1 shear rate for 5 min, after which the solvent was quickly injected into the cup. The solvent was 12.5 mL of 1 M CED (Sigma Aldrich). The dissolution was tracked acquiring a torque value each 5 s. The measurement could be stopped only when the plateau becomes regular and stable. A 55 min acquisition time was sufficient for all the pulps under analysis. A schematic representation of the DTR test is illustrated in Fig. 1.
During the dissolution, torque was recorded as a function of time. Torque profiles were characterized by four phases (Fig. 2a). In the first phase, the torque decreases, because the CED injection dilutes the system. As cellulose dissolves, the torque starts to increase. Torque increases first linearly (second phase) and then non-linearly (third phase). Finally, when the dissolution ends, torque settles in a plateau. The time from the beginning of torque increase up to its stabilization corresponds to the dissolution time (DT).

Schematic representation of the DTR test

Examples of DTR curves. a Torque profile. The four phases are highlighted in different patterns. The slope of the second phase is marked by a dash line, and it represents the IDR. The dissolution time starts with the beginning of the second phase and finishes with the third phase. b The corresponding dissolution rate profile
In the second phase, the dissolution rate reaches its maximum, which was named initial dissolution rate (IDR). From then on, the rate progressively decreases down to ca. zero (Fig. 2b). However, the precise beginning of the plateau is difficult to detect because of torque fluctuations. For this reason, torque data needed to be smoothened, and each profile was expressed in terms of dissolution rate-versus-time. The DT values were calculated as the time corresponding to 1% dissolution rate variation.
The amount of undissolved material at the end of the DTR measurement was checked filtering the dissolved solution through 0.1 µm Supor® Membrane Disc Filters (Pall Corporation). Residual fibers were observed with both optical microscope (Leica ICC50 HD) and scanning electron microscope (Zeiss Sigma VP SEM). Less than 10 undissolved fibers were typically observed, indicating nearly complete dissolution took place in the DTR test.
Results and discussion
Optimized DTR test conditions
The conditions of the DTR test were optimized to guarantee the readability and the repeatability of the curves. Here, our objective was to find test conditions able to produce repeatable and stable rheograms while dissolving the fibers almost fully.
Shear rate
The DTR test requires the dissolution of pulp fibers under constant shear rate. This section compares the torque profiles of sample MDHD-REF measured at 10, 50, 100, and 200 s−1 shear rate. Each test measured the dissolution of 12.5 mL of pulp at 1.5% solid content with 12.5 mL of CED 1 M.
As shown in Fig. 3 and Table 1, the shear rate affects the dissolution rate and the achievement of a clear plateau. The 200 s−1 shear rate was the only condition able to guarantee a stable plateau for both the MDHD-REF and MDHK-REF samples. At higher shear rates, the DTR profiles showed steeper initial dissolution rates, higher torque values, and faster dissolution times. Moreover, the shear rate at 200 s−1 reduced the episodes of torque jumps. Torque jumps are high torque fluctuations which cause the profile to be unrepeatable. Because of the much faster dissolution time, the smaller standard deviation of the DTR parameters, and the lower frequency of torque irregular jumps, the 200 s−1 shear rate was selected as standard condition for the test.

Effect of increasing shear rate on a MDHD-REF and b MDHK-REF torque profile. Profiles at 200 s−1 allow to achieve a stable plateau in a relatively short time
Solid content of the pulp
In this experiment, it was investigated the effect of pulp solids content on the dissolution torque profile. In each measurement, 12.5 mL of pulp and 12.5 mL of solvent were used.
Figure 4 shows the dissolution behavior of sample MDHD-REF at different solid contents. The torque profiles at 1.5 and 2% solid content were acceptable. At 3% solid content, the torque profile became unstable, and the repeatability suffered. This could be due to a high fiber flocculation in the higher concentration suspension. Based on these results, the solids content of the DTR test was standardized at 1.5%.

Effect of pulp solid content (C) on MDHD-REF torque profile. Higher solids contents implicate higher torque plateaus. Above 2% solid content, the torque profile is highly irregular
CED concentration
The solvent concentration affects the dissolution rate, and therefore it determines whether a full dissolution can be achieved in a reasonable time. Accordingly, DTR tests performed with different solvent concentrations produce different torque profiles. At a CED concentration of 0.5 and 0.75 M (Fig. 5), the profiles showed a torque maximum. The decrease after the maximum was slight for CED 0.75 M and dramatic for CED 0.5 M. On the other hand, CED 1 M gave a stable plateau. A stable plateau demands a nearly complete dissolution. Filtering the final product of the dissolution, it was determined that the amount of undissolved material decreased at increasing the solvent concentration. Typically, the filtration revealed less than 10 fiber fragments with CED 1 M, while bundles of partly dissolved fibers with CED 0.5 M. CED 1 M was selected as standard condition for the test.

Effect of CED concentration on the torque profile of MDHD-REF. Only the profile produced with CED 1 M (solid line) reached a stable plateau
Application of the DTR test
The initial dissolution rate, the dissolution time, and the plateau provide different information about the dissolution process and pulp reactivity. According to one of the latest models (Ghasemi et al. 2018), the dissolution of pulp happens in three phases: diffusion of the solvent into the fibers, cellulose decrystallization connected to fiber swelling, and disentanglement of cellulose chains followed by their diffusion towards the bulk solution. The dissolution ends when all the chains are into the bulk solution. In the DTR test, dissolution is complete when a stable plateau is reached. This is analogous to earlier studies (Petrovan et al. 2001; Frey et al. 2006).
In this experiment, the DTR parameters for some commercial pulps as well as hornified pulps are compared to some of their relevant fiber properties. The results are shown in Fig. 6 and Table 2.

Summary of the DTR results. a Torque profiles of the reference pulps: machine dried dissolving pulp (dashed line), machine dried kraft pulp (dotted line), and never dried kraft pulp (solid line). b Torque profiles of the laboratory-dried kraft pulps
Typical results of the DTR test can be seen by comparing the three commercial reference pulps. The dissolving pulp showed a low initial dissolution rate followed by a short dissolution time and a low plateau. On the other hand, the kraft pulps revealed a high initial dissolution rate followed by a long dissolution time and a high plateau. The IDR for the commercial never-dried kraft pulps was 7–8 times higher than for the dissolving pulp. Primarily, this may be related to the higher surface area and swelling ability of the never dried Kraft pulp. Note that the surface area of the commercial machine-dried kraft sample was 2 times higher than for the dissolving pulp, while the never dried sample was 3 times higher. Kraft pulps also have higher hemicellulose content than dissolving pulp. Compared to cellulose, hemicelluloses are easier to dissolve, because they are branched and amorphous. Therefore, their presence increases the initial rate of dissolution, even if this increase is not due to an increase in reactivity. Reacting with the solvent, hemicelluloses reduce the reactivity of cellulose, contributing to extend the dissolution time of kraft pulps.
The relatively short dissolution time of the dissolving pulp is probably promoted by its Mw, which is much lower than that of the kraft pulps. Similarly, also the height of the plateau seems related to the Mw and the DP of the pulps. Higher Mw and DP values corresponded to higher plateaus.
The effect of hornification on the DTR curves was further investigated by preparing a laboratory-dried series with increasing hornification levels. Increased drying temperature causes more irreversible hydrogen bonds between fibrils. This leads to larger and more stable fibril aggregates and consequently to higher pore closure, lower surface area, and lower swelling of the fibers. Consequently, the extent of hornification can be assessed by WRV.
Figure 7 shows the DTR parameters versus the WRV. As the WRV decreases, the initial dissolution rate decreases and the dissolution time increases. In practice, hornification impedes the ability of the solvent to penetrate into the cell wall and liberate cellulose chains from crystalline matrix. Thus, low swelling correlates with long dissolution times and low initial dissolution rates.

IDR, DT, and plateau values of laboratory-dried samples as a function of WRV
The change that hornification caused in the plateau was surprising. The plateau remained practically unaltered after air-drying, while it gradually decreased over the hornification range caused by increasing temperature in oven drying. Surprisingly, most of the change occurred at lower drying temperatures. Although a lower plateau could be caused by a reduction of cellulose DP, low temperature drying was not expected to hydrolyze cellulose.
DPCED and MMD were measured to verify whether the samples were hydrolyzed. DPCED decreased with increasing drying temperature, while MW and PDI remained about constant over the whole drying temperature range (Table 2). The GPC analysis revealed minimum signs of degradation only at very high drying temperatures. Both the DPCED and MMD results agreed with the hornification-induced degradation trends previously reported by Röder and Sixta (2004).
The discrepancy between MMD and DPCED may be due to the sample preparation required for GPC and viscometry. GPC analyses require a few solvent exchanges, minimizing possible secondary hornification effects. On the other hand, the viscometric evaluation of the DP demands to oven dry the sample. Therefore, the apparent decrease in DPCED could be explained as the result of a more incomplete dissolution caused by this further hornification.
Both the plateau and the DPCED relate to the viscosity after dissolution, which depends on several variables. Any factor that affects the extent of dissolved cellulose and hemicellulose chains will affect the solution viscosity and corresponding plateau value. Thus, cellulose chains that are aggregated or cell wall fragments that have not dissolved can be expected to lower the plateau level. This is highly relevant to pulp reactivity, since complete molecular dissolution is a prerequisite for the highest reactivity and performance in many applications. It appears from this data that hornification has aggregated the cell wall polymers in such a way that they do not completely dissolve and disperse even after equilibrium is reached.
These experiments outline that each of the DTR parameters indicates a different aspect of pulp performance in dissolution, and these aspects relate to reactivity. DT is probably the most straightforward parameter to measure reactivity: pulps that take longer to dissolve are less reactive. The IDR may give additional information about pulp accessibility to solvent in the early stages of dissolution. Moreover, in cases where pulps with similar Mw are compared, the plateau level may give information about the completeness of dissolution and the presence of aggregated polymeric material. Thus, the DTR test yields at least two and possibly three independent parameters related to pulp reactivity.
Conclusions
The DTR test describes different facets of the reactivity of pulp under dissolution. At standard conditions, the dissolution generates repeatable torque-versus-time curves. From these curves, it is possible to determine the dissolution rate and the dissolution time of the pulp. Moreover, the plateau value can provide further information about the quality of the dissolution.
The initial dissolution rate correlates with the accessibility of pulp to the solvent. Higher surface area and swelling ability favor the beginning of the dissolution, and therefore produce steeper initial dissolution rates. After a few seconds, the dissolution rate starts decreasing, and finally the torque stabilizes in a plateau. When the plateau is stable, the dissolution is over. Pulps that reach earlier a stable plateau are more reactive. For instance, the commercial dissolving pulp dissolved much faster than the Kraft pulps. However, the dissolution time may be insufficient to assess reactivity, if the dissolution is not complete.
The plateau level strongly depends on the Mw of the cell wall polymers and the factors that inhibit the complete dissolution of the cell wall. In case of pulps with constant Mw, the plateau level may give useful information about the completeness of the dissolution, which is a highly relevant factor for pulp reactivity.
The DTR test is much faster than the existing reactivity tests and not particularly laborious. However, this assessment of pulp reactivity is unconventional, because it does not directly refer to the undissolved matter. A natural progression of this work could be to compare the DTR test with a traditional test, such as the Treiber test. This study would shed further light on the influence of undissolved and aggregated matter on the plateau.
References
Arnoul-Jarriault B, Passas R, Lachenal D, Chirat C (2016) Characterization of dissolving pulp by fibre swelling in dilute cupriethylenediamine (CUEN) solution in a MorFi analyser. Holzforschung 70:611–617. https://doi.org/10.1515/hf-2015-0167
Berggren R, Berthold F, Sjöholm E, Lindström M (2003) Improved methods for evaluating the molar mass distributions of cellulose in kraft pulp. J Appl Polym Sci 88:1170–1179. https://doi.org/10.1002/app.11767
Ceccherini S, Maloney TC (2017) Novel CED-based rheological test to evaluate pulp reactivity. In: Batchelor W, Söderberg D (eds) Advances in pulp and paper research. FRC, Oxford, pp 909–926
Chaudemanche C, Navard P (2011) Swelling and dissolution mechanisms of regenerated lyocell cellulose fibers. Cellulose 18:1–15. https://doi.org/10.1007/s10570-010-9460-4
Christoffersson KE, Sjöström M, Edlund U (2002) Reactivity of dissolving pulp: characterisation using chemical properties, NMR spectroscopy and multivariate data analysis. Cellulose 9:159–170
Ciolacu D, Popa VI (2010) Reactivity of cellulose. In: Cellulose allomorphs: structure, accessibility and reactivity. Nova Science Publishers, New York, pp 43–45
Engström A, Ek M, Henriksson G (2006) Improved accessibility and reactivity of dissolving pulp for the viscose process: pretreatment with monocomponent endoglucanase. Biomacromol 7:2027–2031
Fernandes Diniz JMB, Gil MH, Castro JAAM (2004) Hornification—its origin and interpretation in wood pulps. Wood Sci Technol 37:489–494. https://doi.org/10.1007/s00226-003-0216-2
Fischer K, Schmidt I, Fischer S (2009) Reactivity of dissolving pulp for processing viscose. Macromol Symp 280:54–59. https://doi.org/10.1002/masy.200950607
Fock W (1959) Eine modifizierte method zur bestimmung der reaktivität von zellstoffen für die viskoseherstellung. Das Pap 13:92–95
Frey MW, Li L, Xiao M, Gould T (2006) Dissolution of cellulose in ethylene diamine/salt solvent systems. Cellulose 13:147–155. https://doi.org/10.1007/s10570-006-9062-3
Gehmayr V, Potthast A, Sixta H (2012) Reactivity of dissolving pulps modified by TEMPO-mediated oxidation. Cellulose 19:1125–1134. https://doi.org/10.1007/s10570-012-9729-x
Ghasemi M, Alexandridis P, Tsianou M (2018) Dissolution of cellulosic fibers: impact of crystallinity and fiber diameter. Biomacromol 19:640–651. https://doi.org/10.1021/acs.biomac.7b01745
Janson J (1970) Calculation of the polysaccharide composition of wood and pulp. Pap ja puu 52:323–329
Maloney TC, Paulapuro H (1999) The formation of pores in the cell wall. J Pulp Pap Sci 25:430–436
Maloney TC, Laine J, Paulapuro H (1999) Comments on the measurement of cell wall water. Tappi J 82:125–127
Mueller WA, Rogers LN (1953) Summative cupriethylenediamine fractionation of cellulose. Ind Eng Chem 45:2522–2526
Nisser VH, Brecht W (1963) Zwei neue Messkriterien von aufgeschwemmten Fasern zur Beurteilung der Blattfestigkeit. Sven Papperstidning 66:37–41
Norkus E, Vaiciuniene J, Virbalytë D et al (2002) Interaction of copper (II) with cellulose pulp. Chemija 13:75–84
Östberg L (2012) Some aspects on pulp pre-treatment prior to viscose preparation. Karlstad University Studies, Karlstad
Petrovan S, Collier JR, Negulescu II (2001) Rheology of cellulosic N-methylmorpholine oxide monohydrate solutions of different degrees of polymerization. J Appl Polym Sci 79:396–405. https://doi.org/10.1002/1097-4628(20010118)79:3%3c396:AID-APP20%3e3.0.CO;2-E
Röder T, Sixta H (2004) Thermal treatment of cellulose pulps and its influence to cellulose reactivity. Lenzing Ber 83:5
Sixta H (2006) Handbook of pulp, 1st edn. Wiley, Weinheim
Sjöström E (1993) Reactivity and accessibility of cellulose. In: Wood chemistry: fundamentals and applications, 2nd edn. Academic Press, NewYork, pp 204–205
Sluiter A, Hames B, Ruiz R, et al (2012) NREL/TP-510-42618 analytical procedure—determination of structural carbohydrates and lignin in Biomass. Laboratory analytical procedure 17, NREL/TP-510-42618
Strunk P (2012) Characterization of cellulose pulps and the influence of their properties on the process and production of viscose and cellulose ethers. Dissertation, Umeå University
Treiber E (1961) The state of solution of technical viscose. J Polym Sci 51:297–315. https://doi.org/10.1002/pol.1961.1205115518
Väisänen S, Pönni R, Hämäläinen A, Vuorinen T (2018) Quantification of accessible hydroxyl groups in cellulosic pulps by dynamic vapor sorption with deuterium exchange. Cellulose 25:6923–6934. https://doi.org/10.1007/s10570-018-2064-0
Acknowledgments
Open access funding provided by Aalto University.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Ceccherini, S., Maloney, T. Assessing wood pulp reactivity through its rheological behavior under dissolution. Cellulose 26, 9877–9888 (2019). https://doi.org/10.1007/s10570-019-02750-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-019-02750-0