
Abstract
Physical property test fuel rod is used for the engineering test and thermal comprehensive experimental verification of lead-cooled reactors. Preliminary electron beam welding (EBW) trials showed that the welding quality of coated 15-15Ti tube and 316L end plug were significantly affected by welding defects. By studying the welding defects with optical microscopy (OM) and scanning electron microscopy (SEM), it is showed that the inclusions in the coating of the cladding tube enter the welding line during EBW, increasing the tendency to form cracks and leading to welding cracks; the excessively long mating surface between the cladding tube and end plug results in welding gas expansion. Through the design of orthogonal tests with influential parameters including the length of the mating surface of the end plug, the removal amount of the inner wall of the cladding tube and the interference amount on the quality characteristics, the comprehensive effects of these parameters were studied and the best matching structure was determined, which breaks through the difficulty in the welding between 316L end plug and coated 15-15Ti tube, and the welding qualification has been verified to be improved.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others

Keywords
- fuel rod
- electron beam welding (EBW)
- welding with coating material
- welding defect
- orthogonal experiment qualification control
- 15-15Ti cladding tube
1 Introduction
The lead-based reactor is one of six fourth-generation reactors recommended by the International Forum on Energy Systems (GIF), it has significant advantage in safety, miniaturization and feasibility. Therefore, the research on Physical property test fuel rod promotes the progress of ADS transmutation system and related technology of lead based reactor, and lays a solid foundation for the engineering of lead based reactor in China. Physical characteristics fuel rod welding is completed by ring welding of upper end plug, lower end plug and clad tube. The upper and lower end plugs are machined from 316L stainless steel and the coated tube is 15-15Ti material.
The main defects of fuel rod welding are incomplete penetration, porosity, gas expansion and crack, etc. Porosity is one of the commonly occurring welding defects in welding, it exists inside or on the surface of the weld metal, and its defect form is round porosity, columnar porosity and round dense porosity. The harmfulness of porosity is mainly manifested as a reduction in the load-bearing capacity of the welded joints, resulting in increased probability of local corrosion perforation. Incomplete penetration is the incompletely penetration of root or interlayer of the joint during welding. Stress concentration is easily generated at the incomplete ends and gaps, which may lead to cracking under external forces. Cracks are gaps that exist inside or on the surface of the weld or heat-affected zone, and there is a significant stress concentration at the sharp root. When the stress level exceeds the strength limit of the sharp root, the crack will expand, which will aggravate fatigue failure and stress corrosion failure.
2 Statistics and Analysis of Welding Defects
2.1 Statistics of Qualification Rate
According to the statistics of welding test results in the early stage of the test, the average welding qualification rate was 81.9%, and the batch welding qualification rate was shown in Fig. 1. The welding defects leading to unqualified fuel rods in the above experimental batches include gas expansion, crack, incomplete penetration, porosity, non-fusion and unqualified appearance, as shown in Fig. 2.

Fuel rod welding batch pass rate statistics during the experimental phase Statistics

Experimental phase fuel rod welding failure statistics
Analysis of the arrangement in Fig. 2 shown that the cause of the passing rate plummeting is the generation of gass expansion and cracks; By the statistical date, it was found that gas expansion and cracking accounted for 79.5% of the total number of defects, through the theoretical calculations, if we reduce the number of gas expansion and cracking defects of 85.1%; Though the analysis of two kinds of defects, take the corresponding control measures, and improve the welding pass rate.
2.2 Defect 1-Crack Analysis
In the welding experiments, the fuel rods that are not qualified in NDT were examined by means of penetration test, metallurgical inspection, scanning electron microscopy and energy spectrum analysis, and the welds were further analyzed.

Penetration testing-crack

Metallographic testing-crack
For the analysis of the test welded fuel rods for the experimental process generated by the X-ray inspection failed fuel rods, and targeted further destructive testing of the welding seam is carried out to analyze the root cause of its generation. Figure 3 shows the penetration test, and the test results shown that there was a crack about 5 mm in the lower plug ring welding area on the left side of the fuel rod, and there was a crack about 2 mm in the upper plug ring welding area on the right side of the fuel rod. The metallographic test specimens were prepared for the penetration detection cracks; Fig. 4 shown the metallographic test at the corresponding cracks, and the figure shown that the cracks were found in the metallographic test corresponding to the welding cracks of the fuel rod on the left, and no cracks were found at the welding cracks of the fuel rod on the, right, but one crack was found in the cladding matrix material.

The results of electron microscopy detection crack at the welding scanning

The results of scanning electron microscopy at the matrix crack
Figure 5 shown the scanning electron microscopy analysis of the crack at the welding, combined with the energy spectrum analysis can be obtained, the crack is mainly composed of C, O and Si elements, and the C is the highest content of elements. Figure 6 shown the scanning electron microscopy analysis of the crack at the substrate, combined with the energy spectrum analysis, it can be seen that in addition to the high content of C and O elements, Ti, Mn and Cr elements with high composition were been detected (Fig. 7).

The scanning electron microscopy detection results of cladding coating
In view of the metallographic results founded cracks from the cladding matrix, though the cladding analysis, it is founded that the fuel rod cladding is a kind of coated 15-15Ti cladding tube, combined with the analysis about scanning electron microscopy and energy spectrum of cladding tube coating in Fig. 9, it was obtained the inner wall coating C, O, Ti, Mn, Cr elements on the high side. It is inferred that the inner wall coating of the tube is mainly composed of oxides and carbides of Mn, Ti and Cr etc.
Referred to the relevant literatures, it was known that the cracking mechanism can be divided into hot cracks and cold cracks; Hot cracking is generated during the transition of the weld metal from liquid to solid state, such as sulfur and phosphorus in the weld is prone to thermal cracking. Cold cracking is generated during the cooling process of the weld, such as higher carbon content or more alloy elements is prone to cold cracking. When the carbon equivalent of the material is less than 0.4%, the basic will not produce cracks, while the carbon equivalent of the material is greater than 0.6%, it is difficult to completely avoid the cracks.
Combined with the analysis of the above test results could be obtained, the inclusions of inner coating lead to the cracks; the oxides and carbides of inner coating enter the weld increases the cracking tendency during the welding, so that the cracks were occured to some welds, at the same time, the high content of C elements in the coating can lead to the formation of saturation at the grain boundaries, further formation of carbon precipitation, increased the cracking tendency of the weld.
2.3 Defect 2-Gas Expansion Analysis

The defect of gas expansion
Selected X-ray detection of the failed fuel rod, the further analysis of metallurgical testing about the weld, the results were shown in Fig. 8, the cavity between the weld and the substrate is the gas expansion.
Reference to the relevant literatures [4] can be seen, gas expansion mainly occurs in the heat-affected zone close to the fusion zone, a slight gas expansion lead to the mating surface of the end plug and the inner wall to form a small gap along the circumferential direction of the clad tube, a serious gas expansion can make the wall thickness of the clad tube thinning.
During the vacuum electron beam welding process, Due to the rapid crystallization of metal, electron beam welding seam is usually very narrow, rapid cooling and solidification, litter chance of gas overflow from the weld, thus increased the possibility of porosity and gas expansion. The analysis of gas expansion in electron beam welding was complicated, the main reasons include: 1) the cleanliness of workpiece is not enough; 2) The coating tube and the end plug are not properly matched; 3) The gas generated during the welding process without drainage channels; 4) Excessive heat input during welding.
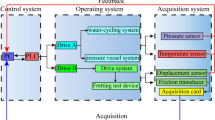
Through the observation of a lot of X-ray photos found that gas expansion has the following characteristics: 1) the gas expansion and porosity produced at the same time, different batches of ring welds, the probability and size of gas expansion and porosity fluctuates greatly; 2) the location of gas expansion is fixed, it is that the fusion zone near the end plug side, the end plug and the clad tube with the gap area, as shown as Fig. 9.

Schematic diagram of fuel rod gas expansion defect
In view of relevant research and tests has been carried out in the experimental stage, the best welding parameters had been developed, and the welding heat input could be well controlled; In order to eliminate the porosity and gas expansion, the measures were be taken as followed: Strictly cleaning into and drying for the clad tube and end plug before welding, maintaining the cleanliness of the welding area; Choose a qualified end plug interference structure to reduce the residual gas in the mating gap.
3 Test Program
Summarize above statistics can be shown that the main reason for the low welding pass rate is cracks and gas expansion, the main reason affecting the generation of cracks in the weld is the inner wall coating of the casing tube; The gas expansion during the welding process is caused by the longer surface between the end plug and the casing tube contact.
Therefore, the impact of welding defects is the inner wall removal amount of cladding tube, end plug and clad mating surface length., The amount of interference fit between them will be changed, when the clad and end plug structure changes at the same time.
Select orthogonal table of L9(34), makes the factor level Table 1.
According to the above three influencing factors, orthogonal experiments were designed, and 10 fuel rod welding tests were carried out according to different test groups. As the X-ray inspection, penetration detection and weld appearance detection results for judge reference, it was shown in Table 2.
Analysis of test data can be obtained, the crack defects could been effectively controlled by removed the internal coating, the generation of gas expansion defects could been effectively suppressed for the length about 0.8 mm of mating surface. The best test scheme is to remove the internal coating of the cladding tube about 0.04 mm, the mating surface length between the cladding tube and end plug is 0.8 mm, and the interference fitting amount of the cladding tube and end plug is 0.03 mm.
4 Verification of Process Parameters
4.1 Experimental Data Verification
In order to further verify the feasibility of the orthogonal test results, experimental verification was carried out for the above parameters. The cladding tube with 0.04 mm removal of the inner wall coating, re-processed the end plug contact surface with 0.8 mm, and the interference amount of 0.03 mm were used to carry out welding tests, The welding of 10 fuel rods were completed, and the helium leak detection of welding seam, X-ray inspection, metallographic testing and penetration testing were carried out.
The helium leak detection results were all passed, the test results of X-ray inspection of the weld shown that 9 roots qualified, while one root had small pores, Which may be caused by the uncleaned pores before welding; Combined with the analysis of the results of metallographic testing and penetration testing, it can be found that there is no welding cracks. Figure 10 shown the metallographic testing results of a few randomly selected welds, metallographic testing results shown that no cracks and no gas expansion; Fig. 11 shown the results of penetration testing of the weld, It was could be seen no cracks from the figure.

Weld metallographic result

Weld penetration result
In order to further confirm whether there were cracks in the above-mentioned weld seam with qualified test results, 1 fuel rod with qualified test results was randomly selected for metallographic layer grinding test, and the grinding was carried out and photographed according to the grinding volume of 0.15 mm each time, and the test results were shown in Fig. 11. Through the layer grinding metallographic inspection photos can be seen, there was no cracks in the welding area (Fig. 12).

Layer grinding test metallographic test results
4.2 Production Data Verification
The process program was carried out to subsequent welding work, the welding about 876 fuel rods had no helium leak detection and penetration testing failed fuel rods. The quality data of the production phase was analyzed, the qualification rate of fuel rods reached 94.1%, and the qualification rate statistics were shown in Fig. 13. IF the influence of fuel rod surface non-quality (pitting, scratching, etc.)was excluded, the fuel rod welding pass rate would be reach 95.9%.

Fuel rod batch pass rate
The non-conforming products was counted during the welding process, and the quality trends, were shown in Fig. 14, the distribution of non-conforming product types shown, that no gas expansion defects caused by the award of the scrap, and the crack award of the fuel rod occupied a very small proportion of the scrap, achieved a better result.

Welding seam failed to award the statistical trend chart
5 Conclusions
-
(1)
Cracking and gas expansion is the root cause of the fuel rod welding quality degradation on the welding between 316L end plug and coated 15-15Ti tube, the inner wall coating of the clad tube is the root cause of cracking, end plug mating surface length is the root cause of gas expansion.
-
(2)
The best process parameters for the inner wall coating removal amount of 0.04 mm, end plug mating surface length with 0.8 mm and the amount of overfill is 0.03 mm. It could effectively reduce the generation of cracks and gas expansion defects, the pass rate of fuel rod welding increase to 95.9%.
References
Yang, J.: Exploring the defects and prevention measures in the welding press of metallic materials. Management and others 125–126 (2021)
Jia, Z., Jiang, Z., Li, Y., Wang, F.: Analysis of welding defects and prevention of austenitic stainless steel tubes. Weld. Technol. 47(9), 26–29 (2018)
ASTM Technical Committee: ASTM B338. Standard Specification for Seamless and Welded Titanium and Titanium Alloy Tubes for Condensers and Heat Exchangers. ASTM International, United States (2010)
Ma, C.: Analysis of welding defects and prevention measures of austenitic stainless steel. Heat Process. Technol. 44(17), 243–246 (2015)
Liu, Y.: Using orthogonal tests to optimize the welding process parameters of Gr2 titanium tube (T0.5 mm). 05, 8 (2014)
Zhang, J.: Selection of welding parameters for the bottom frame floor based on the orthogonal test method. Des. Res. 43(04), 12–16 (2016)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2023 The Author(s)
About this paper

Cite this paper
Han, J., Ren, G., Peng, L., Tian, H., Ji, P. (2023). Analysis and Qualification Control of Welding Defects of Coated 15-15Ti Cladding Tube. In: Liu, C. (eds) Proceedings of the 23rd Pacific Basin Nuclear Conference, Volume 1. PBNC 2022. Springer Proceedings in Physics, vol 283. Springer, Singapore. https://doi.org/10.1007/978-981-99-1023-6_73
Download citation
DOI: https://doi.org/10.1007/978-981-99-1023-6_73
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-99-1022-9
Online ISBN: 978-981-99-1023-6
eBook Packages: Physics and AstronomyPhysics and Astronomy (R0)