
Abstract
Excessive gamma-rays will be emitted when a nuclear power plant is under the refueling overhaul, leading to a certain number of hotspots. To meet the shielding requirements of these hotspots of complex components, a nylon-tungsten shielding composite material was developed by laser selective sintering 3D printing technology. The effects to shielding performance of 3D printing shielding materials were emphatically studied for two preparation processes (including mechanical mixing method and coating method) of 3D printing composite powders. Experimental results show that the nylon-tungsten shielding composite material with tungsten content of 70–85% was obtained by 3D printing technology, which realizes the manufacture of mold-free customized and bonded shielding materials. The shielding material prepared by 3D printing technology by coating method is better than that by mechanical mixing method in shielding performance. When the mass ratio of tungsten powders is 80%, the linear attenuation coefficient can reach 0.32, which is the best formula of the composite material and can be used for shielding of complex components. All these results lay a theoretical foundation for the engineering application of 3D printing shielding materials.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
During the operation of a PWR nuclear power plant, many radiation hotspots may appear on different operating pipelines and equipments in the control area. Therefore, it is necessary to adopt certain radiation shielding measures to reduce the external dose for working staff near the radiation hotspots.
At present, it is common to use sheet lead or lead apron for radiation shielding in the domestic nuclear power plants [1, 2], but there are many problems for this shielding way. Sheet lead is messy and difficult to clean. Sheet lead and lead apron are soft, which is easy to cause deformation and affect the stability of radiation protection. This shielding method does not meet the seismic performance requirements of nuclear power plants, and hinders the operation and maintenance of instruments and valves. In addition, most of the wrapped shielding sheet lead and lead apron need to be removed when the refueling overhaul is finished for the nuclear power plant. Repeating installations and removals not only consumes a lot of sheet lead and lead apron, but also causes high dose on the working staff. According to the management requirements of the control area of nuclear power plants, it is necessary to develop a new shielding composite material which is customized and completely fitting with the component, and innovate the traditional shielding mode of nuclear power plants.
At present, research on the new type of shielding materials has aroused more and more attention. Shin et al. [3] developed a BN/high-density polyethylene composite material with good neutron shielding performance; A kind of rubber-based flexible shielding materials has been developed by British ITW Company for radiation shielding in nuclear industry and the nondestructive testing field, which has been applied in the Size-well B nuclear power plant in Britain; Fu Ming et al. [4] developed a flexible shielding material with styrene butadiene rubber (SBR) for matrix; Zhuo Mingchuan et al. prepared PA6-tungsten shielding composites with different densities by melt extrusion method [5]; Ahmed et al. Studied the gamma-ray shielding characteristics of tungsten-silicone rubber composites, which can be used as manufacturing materials for protective clothing such as gloves and jackets [6]; Samantha et al. used 3D printing technology to prepare resin-based neutron and gamma-ray shielding materials, of which the content of functional filler Bi can reach 40% or the content of 10B can reach 60% [7].
It is complex and diverse for equipment structure at radiation hotspots in nuclear power plants. Radiation protection composite materials based on polymer materials are generally produced by injection molding or compression molding. There are many disadvantages for preparing shielding materials with complex structures by traditional manufacturing method, such as a long manufacturing cycle, high mold cost, low mold utilization rate and easy to cause lead pollution. Therefore, it is necessary to develop a new gamma-ray shielding composite material based on advanced manufacturing technology, in order to meet the requirements of customized coated shielding materials for complex equipments in nuclear power plants.
3D printing technology is an additive manufacturing technology, which was born in 1980s. With this technology, rapid and free molding can be realized, and polymer materials with complex structure can be manufactured conveniently, quickly and at low cost. In this paper, a new type of nylon-tungsten shielding composite materials is prepared by 3D printing technology, in which thermoplastic nylon is used as matrix material, and tungsten is used as functional filler. Through the research of powder mixing process and shielding performance, the best material formula is obtained, and the shielding protection problem of complex components in nuclear power site is solved effectively.
2 3D Printing Radiation Protection Material Design
3D printing is a new type of additive manufacturing technologies compared with the current traditional manufacturing technologies (such as turning, milling, planning, grinding, etc.). This technology is a rapid manufacturing technology by which materials can be fusioned in one-time. Based on digital model files, it uses powdery metal or plastic and other bindable materials to construct three-dimensional objects by printing layer by layer and superimposing different shapes [8]. Compared with traditional manufacturing process, 3D printing has some advantages as followed: (1) Rapid free forming without mold; (2) Short manufacturing cycle and low cost; (3) near net shape and even net shape of complex structure; (4) Full digitalization; (5) multi-materials arbitrary composite manufacturing.
At present, the most widely used radiation protection materials are those containing the elements with high atomic numbers such as lead and tungsten. Lead is toxic and has a “Pb weak absorption zone” for rays with energy between 40–88 keV, which is easy to produce secondary bremsstrahlung radiation. In addition, lead has poor structural strength and is not resistant to high temperature. It is commonly used as lead containers, movable screens, lead bricks, etc. Tungsten has high density and atomic number. As an ideal shielding material, it has many advantages, such as good ray shielding effect and no secondary electron radiation produced [9]. It is an environmentally friendly radiation protection material with the strong ability of ray protection. However, tungsten has the characteristics of high melting temperature, high strength, poor plasticity and toughness, so it is difficult to process it into parts with complex shapes. Nylon is one of the engineering materials with the characteristics of excellent mechanical properties, low cost, easy processing and widely used, especially commonly used as one kind of 3D printing materials. It is a practical and effective way to solve the above problems by using nylon powders as substrate and the filler of tungsten powders to prepare nylon-tungsten composite products with complex shapes, which is based on 3D printing technology. Nylon-tungsten composites belong to the environmentally friendly materials. It is particularly important that the parts with complex shapes, which are difficult to be formed with pure tungsten, can be easily produced by using 3D printing technology with nylon-tungsten composites. Based on the above analysis, a new nylon-tungsten gamma-ray shielding composite was prepared by using 3D printing technology with thermoplastic nylon as the matrix and tungsten powders as the functional filler, which can meet the customized shielding requirements of the complex components in the control area of nuclear power plant.
3 Materials and Method
3.1 Raw Materials and Forming Process
The median particle size of tungsten particles with 99.99% pure is 15–20 μm, while the median particle size of nylon powders is 50–55 μm.
Composite materials are composed of polymer materials and metal materials. 3D printing technology that can both print nonmetallic materials and metal materials mainly includes fused deposition modeling (FDM), stereo lithography apparatus (SLA) and selective laser sintering (SLS). Table 1 shows the comparison of three process types of 3D printing technology. Compared with SLA and FDM, SLS has the following advantages: (1) SLS process is applicable to a wide range of materials, and the powder laying process adopted by SLS process is more suitable for mixed materials printing with great different density such as nylon powder and tungsten powder, which can ensure the dispersion and distribution of tungsten powder particles in nylon matrix; (2) SLS process is better than SLA and FDM process in forming precision and forming speed; (3) The SLS printing environment is generally a sealed space with inert gases such as argon as the protective gas. There is no risk of toxic and harmful substances being released during the printing process; (4) SLS does not need supporting materials, and is more suitable for the preparation of complex structural parts. Comprehensively considering material applicability, precision, forming efficiency and other factors, SLS printing process is chosen as the best one of the 3D printing process of shielding composite materials.
Figure 1 shows the molding principle of the SLS process of shielding composite materials. When the laser acts on the mixed powder of nylon and tungsten, the mixed powder absorbs heat, and its temperature gradually increases. When the temperature reaches the melting temperature (TR) of nylon powder, the nylon powder changes from a solid state at room temperature to a liquid viscous flow state. As the temperature increases, the viscosity of the melt decreases, but its fluidity increases. It is easy to contact with the surrounding particles of tungsten powders. After cooling, the melt nylon powder solidifies and binds together. The particles of tungsten powders are uniformly dispersed in the nylon matrix without any change. The parts of the shielding material which are molded by laser selective sintering, mainly bond tungsten powder particles together through the adhesion of nylon. The adhesion value is determined by the cohesion and adhesion force of liquid nylon. Cohesion force refers to the force between the molecules of nylon binder itself, that is, the strength of nylon. Adhesion force is the force between the particles of nylon and tungsten powders, that is, the force of nylon adhering to the surface of tungsten powders.

SLS Forming Principle of Shielding Composites Material
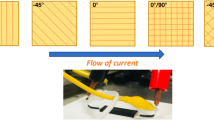
Figure 2 shows the process flow of the shielding material prepared by 3D printing. The specific preparation process is as follows: Firstly, a certain quality of nylon powder and tungsten powder are mixed according to the design ratio by the mixing process; Secondly, the fully mixed nylon and tungsten powders were put into the laser selective sintering 3D printing equipment. After preheating the mixture and parameter settings, including laser power, scanning speed, scanning spacing and scanning mode, researchers input the model size of the printing part, and start printing; Finally, the sample was taken out for post-treatment. The powder adhered to the sample surface was removed, and then the sample was polished to make its surface bright, as shown in Fig. 3. During the preparation of 3D printing composite shielding materials, the batching design, mixing process and SLS sintering process are the most important factors, which affect the shielding performance, mechanical properties and forming accuracy of the shielding material.

3D Printing Shielding Material Preparation Process

3D Printing Nylon-Tungsten Composite Shielding Material
3.2 Test and Analysis
The gamma shielding performance test of radiation protection composite materials was conducted with 137Cs (0.662 meV). The radiation decay rate of the sample was tested by standard device of γ-ray radiation amount (protection level) and dosimeter, according to GBZT 147-2002.
4 Results and Discussion
4.1 Composite Powder Mixing Process
At present, there are two main methods for preparing composite powders suitable for SLS printing, including the mechanical mixing method and the film coating method.
4.1.1 Mechanical Mixing Method
Mechanical mixing method is to mix polymer powders and filler powders mechanically in the mixer for three-dimensional movement, high speed kneading machine and other mixing equipments. The tungsten powder and nylon powder with a certain mass ratio were put into the double-motion mixer and mixed for 30 min. The surface appearance of the composite powder is shown in Fig. 4 (a). The mechanical mixing method is simple in process, low in equipment requirements, and economical. However, when the particle size of filler powders is very small (for example, less than 10 microns), or when the proportion of the filler powders (for example, metal powders) is much larger than that of polymer, it is difficult to disperse inorganic filler particles evenly in the polymer matrix by mechanical mixing method. The powder particles are easy to segregate during transportation and SLS powder laying, which leads to the existence of non-uniform distribution of filler particle aggregates in SLS formed parts, resulting in the decrease of capability of the products.
4.1.2 Film Covering Method
The coating method is to coat the polymer material on the outer surface of the filler powders to form a kind of composite powders with a polymer coating. The steps of preparing the shielding composite material powder by the film coating method are as follows: putting nylon powders, tungsten powders, coupling agent, leveling assistant into a stainless steel reaction kettle in a certain proportion, sealing and injecting nitrogen for protection, slowly heating up to about 150 ℃, so that nylon powders are completely dissolved in solvent, then cooling the kettle to room temperature at a certain rate under vigorous stirring, and solid-liquid separation is carried out to obtain precipitated coated composite powders. After vacuum drying, crushing and sieving the obtained aggregates, the composite material containing nylon coated tungsten powders with suitable particle size distribution can be obtained. The surface appearance of the powder is shown in Fig. 4(b). In the coated powder, the filler and polymer matrix are mixed evenly without the segregation phenomenon in the process of transportation and powder spreading.

Nylon-tungsten composite powder
According to the characteristics of the two composite powder mixing processes, nylon can be coated on the surface of tungsten powders uniformly by coating method. The particle size of the nylon is significantly reduced during melting, coating on the surface of tungsten powder particles to achieve adhesion effect, so that the dispersion of tungsten powders in nylon matrix is more uniform.
4.2 Shielding Performance Research
4.2.1 Theoretical Shielding Efficiency of Composites
In the study of γ-ray shielding materials, the shielding performance of the materials was simulated in advance, which facilitated formulation design and adjustment. WPA1, WPA2, WPA3, WPA4, WPA5 and WPA6 were defined as different proportions of tungsten and nylon. The material proportions are listed in Table 2. The simulation of 90% (mass ratio) of tungsten powder ratio was not carried out because the sample could not be formed in the machine.
The linear attenuation coefficient model of the shielding composites was established. The theoretical shielding coefficients of the composites were calculated by MCNP (Monte Carlo N Particle Transport Code) program. MCNP is a general software package developed by Los Alamos National Laboratory (LANL) based on Monte Carlo method for computing neutrons, photons, electrons or coupled neutrons, photons, electrons transport problems in complex three-dimensional geometry. It can greatly save research funds and time by simulating shielding performance of materials with MCNP. The calculation model is shown in Fig. 5. The source is a unidirectional point source, which is 1m away from the detection point and 0.46 m away from the material surface. The material size is 20 cm (length) × 20 cm (width) × 1 cm (thickness). The attenuation of the material to 137Cs source was simulated, and the source energy was 0.662 meV. The radiation intensity before and after the material was recorded by F1 card. The linear attenuation coefficient μ of the composite material was obtained according to the formula (2).

Calculation model of linear attenuation coefficients of composite materials
All the test results were converted into linear attenuation coefficients in order to compare the test results of different formulations. The attenuation rate and linear attenuation coefficient were calculated as follows:
When gamma-rays pass through the shielding material, they will not be completely absorbed, but attenuated (intensity decreases). The attenuation relationship is shown in Eq. (1):
where Rx is the dose rate after passing through a certain thickness x of shielding material;
R0 is the dose rate before shielding;
X is the thickness of the shielding material;
and μ is the linear attenuation coefficient of the shielding material.
Formula (1) is converted to the following Eq. (2):
The simulation values of linear attenuation coefficients of the shielding composites with different formulas were calculated by formula (2), which are shown in Fig. 6. The γ-ray shielding performance of composites increases exponentially with the increase of tungsten powder content. When the proportion of tungsten powders is low (<70%), the theoretical linear attenuation coefficient of the composite is low. Thus the ingredients with tungsten powder ratio between 70 and 85% were selected for 3D printing experiment.

Analog value of linear attenuation coefficients of composites without formula
4.2.2 Effect of Powder Ratio on Shielding Performance of Composites
According to the simulation results of linear attenuation coefficients of composite materials in Fig. 6 and combined with the powder mixing process of composite materials, the sample preparation and testing schemes of different formulas are set in Table 3. The linear attenuation coefficients of the samples with different formulas are obtained through shielding performance tests and conversion results by formula (2).
The shielding effect of the samples with different contents of tungsten powders was tested. The results are shown in Fig. 7: (1) The shielding performance of the composite is obviously improved when the mass fraction of tungsten powders increases from 70% to 80%. When the mass fraction of tungsten powders increases from 80% to 85%, the shielding performance of the composite decreases. When the mass fraction of tungsten powders increases from 70% to 80%, the laser selective sintering of composites is in good condition, and there is no obvious defect in the samples. When the mass fraction of tungsten powders increases from 80% to 85%, due to the nylon content of the composite material is only 15%, cracks and warping occur in some areas of the sample during laser selective sintering, resulting in the final measured shielding performance of the composite material being lower than that of the composite material with the mass fraction of tungsten powders of 80%. (2) For mechanical mixing process, the linear attenuation coefficient of tungsten powders with 80% mass fraction is obviously lower than that of coated tungsten powders with 80% mass fraction. (3) The linear attenuation coefficient of the sample coated with film is lower than the simulation value of Monte Carlo under any tungsten powder mass ratio, which shows that there is still much room for improvement in the 3D printing process, and the uniform dispersion of tungsten powders in the matrix needs further improvement. When using the film covered mixing process, the best formula is that the mass fraction of tungsten powders and nylon matrix are 80% and 20% respectively.

Comparison of shielding capability of 3D printing shielding materials with different formulas
The main factor affecting the shielding performance of the shielding composite is the content of tungsten powders in the composite, followed by the dispersion of tungsten powders in the matrix. According to the above results, the higher the content of tungsten powders, the better the shielding performance of qualified samples. Under the condition of same mass fraction, the more uniform the dispersion of tungsten powders in matrix, the better the shielding performance of the material. The mixing process of composite powders has a great influence on the dispersion of tungsten powders in matrix.
4.2.3 Effect of Powder Mixing Process on Shielding Performance of Composite Materials
In order to further explore the reasons for the difference of shielding performance of samples under the two mixing process conditions, SEM-scan of 3D printing products of mechanical mixing and coated mixing was carried out, as shown in Fig. 8. It can be found that the macroscopic fracture surface of mechanical mixture presents obvious lines, showing typical characteristics of brittle fracture, while the microscopic fracture presents agglomeration of tungsten powders and only nylon powders in some areas (as shown in the box area in Fig. 5 (e)); In contrast, the surface of macroscopic fracture is smooth and the distribution of tungsten powder in the matrix is uniform in microstructure This also verified the results of the shielding performance experiment, and the 3D printing shielding composite products under the condition of mulching and mixing technology showed better shielding performance. The composite powder prepared by coating method has good sintering capability, high bonding strength and high forming precision, and the shielding composite powder is well coated, and almost no exposed tungsten powder is found.
The essential attribute of 3D printing radiation protection composite materials lies in its shielding performance, which is mainly reflected in the mass fraction and dispersion state of tungsten particles in the composite material. Excellent powder mixing and manufacturing process can ensure the uniform dispersion of tungsten powders in the matrix under high mass fraction and ensure the shielding performance.

Fracture scan photo
5 Conclusions
In this paper, a nylon-tungsten gamma-ray shielding composite material was developed by using laser selective sintering 3D printing technology, and two kinds of 3D printing composite powders were prepared by mechanical mixing method and coating method, respectively. The performance of the shielding materials was studied, and the conclusions are as follows:
-
(1)
The laser selective sintering 3D printing technology adopting the technology route of powder spreading is more suitable for the manufacture of customized and laminated shielding materials for complex components in nuclear power plants;
-
(2)
The coating method is preferred in the mixing process of the powders of the 3D printing shielding material composite. Compared with the mechanical mixing method, the product by the former method has better shielding performance. Through 400 times SEM scanning micro-fracture morphology, tungsten powders are still uniformly dispersed in nylon matrix;
-
(3)
By carrying out performance research on different ratios of shielding materials, the best formula of nylon-tungsten 3D printing shielding materials was obtained. By shielding performance test, the linear attenuation coefficient of the shielding material reached 0.32 at 80% of tungsten powder mass ratio, which is the best formula and can be used for shielding of complex components;
-
(4)
3D printing technology can conveniently, quickly and low-costly prepare customized shielding composite materials to meet the need of special-shaped parts such as valves, elbows, large and small heads in the control area of nuclear power plants. This method has practical application value, and is a powerful technical supplement to the mold manufacturing process.
3D printing shielding composite materials can effectively solve the radiation protection problem of complex components in the control area of nuclear power plants. This study lays a theoretical foundation for the engineering application of 3D printing shielding composite materials.
References
Gu, H.: The effect of reasonable shielding on reducing the site radiation level. Daya Bay Nuclear Power 4, 36–38 (2003). (in Chinese)
Han, Y., Yu, W., Chen, F., et al.: Investigation of temporary radiation shielding facilities in Nuclear Power Plants. Nucl. Electron. Detect. Technol. 36(12), 1263–1267 (2016). (in Chinese)
Singh, V.P., Badiger, N.M., Chanthima, N., et al.: Evaluation of gamma-ray exposure buildup factors and neutron shielding for bismuth borosilicate glasses. Radiat. Phys. Chem. 98(1), 14–21 (2014)
Fu, M., Wang, Y., Li, F.: Preparation of SBR rubber based flexible shield material. Nucl. Power Eng. 34(6), 165–168 (2012). (in Chinese)
Zhuo, M., Li, Y., Xiao, Y., et al.: Investigation on properties of PA6/Tungsten shielding composite. Eng. Plast. Appl. 39(3), 23 (2011). (in Chinese)
Ahmed, B., Shah, G.B., Malik, A.H., et al.: Gamma-ray shielding characteristics of flexible silicone tungsten composites. Appl. Radiat. Isotopes 155, 1–7 (2019)
Talley, S.J., Robison, T., Long, A.M., et al.: Flexible 3D printed silicones for gamma and neutron radiation shielding. Radiat. Phys. Chem. 188, 1–12 (2021)
Yang, Y., Song, C.: Technology Roadmap of Guangdong Additive Manufacturing (3D Printing) Industry. South China University of Technology Press, pp. 1–2 (2017)
Lin, Q., Yang, Y., He, Y.: Simulation and verification of γ-multi-layer shielding with Monte Carlo method. Nucl. Phys. Rev. 27(2), 182–186 (2010)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2023 The Author(s)
About this paper

Cite this paper
Li, Y., Li, C., Jiang, D., Liu, F., Liu, X., Li, L. (2023). Preparation and Shielding Performance of Gamma Ray Shielding Composite Materials Based on 3D Printing Technology. In: Liu, C. (eds) Proceedings of the 23rd Pacific Basin Nuclear Conference, Volume 1. PBNC 2022. Springer Proceedings in Physics, vol 283. Springer, Singapore. https://doi.org/10.1007/978-981-99-1023-6_52
Download citation
DOI: https://doi.org/10.1007/978-981-99-1023-6_52
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-99-1022-9
Online ISBN: 978-981-99-1023-6
eBook Packages: Physics and AstronomyPhysics and Astronomy (R0)