
Abstract
Large-scale additive manufacturing for architectural applications is a growing research field. In the recent years, several real-scale projects demonstrated a preliminary viability of this technology for practical applications in architecture. Concurrently, the use of recycled polymers in 3d printing has progressed as a more sustainable feed for small-scale applications. However, there are limited empirical examples on the use of additive manufacturing using recycled polymers in large-scale and real-life architectural applications. This project develops two design and fabrication approaches to large-scale manufacturing using recycled Polyethylene Terephthalate (PET) from single-use bottles into large design elements and tests them in a real-life project. The two designs are discussed in detail: a 4 m diameter dome-like chandelier printed with a robotic extruder using recycled PET pellets, and a 3.5 m diameter chandelier using a Fused Deposition Modeling (FDM) printing farm. The paper covers the state of the art of related printing technologies and their gaps, describes the printing process developed in this research, details the design of the domes, and discusses the empirical evidence on the benefits and drawbacks of large-scale additive manufacturing using recycled polymers. Overall, the research demonstrates the possibilities of large-scale additive manufacturing using recycled polymers, adding findings form a real-life project to the growing body of research on additive manufacturing in architecture.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others
Keywords
1 Introduction
Large-scale additive manufacturing using polymer extrusion is gaining traction among digital design and manufacturing research. In recent years, several real-scale projects started to demonstrate preliminary viability of this technology for practical applications in architecture. Concurrently, the use of recycled polymers in 3d printing has progressed, delivering commercial filaments and pellets which serve as a more sustainable feed. However, limited empirical examples on the use of additive manufacturing using recycled polymers at full-scale architectural applications exist. This project develops two approaches for large-scale 3D printing system using recycled Polyethylene Terephthalate (PET) from single-use bottles into large design elements and tests the process within a real-life architectural commission. The research is the result of a collaboration between the authors’ laboratory AIRLab, the multinational company DB Schenker, and the research agency NAMIC, during 2020–21. The project produced a calibrated, bespoke printing process (including transforming bottles into pellets and filaments and the actual large-scale printing), the digital design of large-scale lighting fixtures and the fabrication and assembly of the printed elements. Two designs are discussed in detail: a 4 m diameter dome-like chandelier printed with a robotic extruder using recycled PET pellets (Figs. 1 and 2), and a 3.5 m diameter chandelier using Fused Deposition Modeling (FDM) printing farm (Fig. 3). In total, the project salvages more than 400 kg of plastic.

Plan of the project. The circles are the seating spaces, covered by the printed chandeliers.

On the left, a diagram of the material lifecycle from single use bottles, which are shredded into flakes that is used as feed for a robotic printing system. On the right, an axonometric view of the chandelier.

View of the chandelier from below. The ring contains the lighting, which is projected to the translucent PET material.
The paper covers the state of the art of related printing technologies and their gaps, describes the printing process developed in this research, details the design of the domes, and discusses the empirical evidence on the benefits and drawbacks of large-scale additive manufacturing using recycled polymers. The discussion includes the digital design process, the technical detailing, the production of polymer feed from bottles, the printing time and costs using an FDM printing farm and a robotic arm, the assembly strategies, process parameters, and bottlenecks and solutions, among others. Overall, the research demonstrates the possibilities of large-scale additive manufacturing using recycled polymers, adding findings from a real-life project to the growing body of research on additive manufacturing in architecture.
2 State of the Art
The research covers two main areas of research: large scale additive manufacturing at an architectural scale, and 3d printing using recycled polymers. The state of the art in these areas is presented.
2.1 3D Printing at Architectural Scales
Additive manufacturing technologies have been originally developed for applications smaller than those required for architectural applications. Architectural research has advanced technologies to bring 3d printing into a functional construction method. General literature on 3D Printing in Architecture can be found on books by Rael and San Fratello [1], Bañón and Raspall [2]. Both books argue for and demonstrate with built examples the possibilities of a different 3d printing technologies for architecture and construction.
3D Printing with polymers in architecture in a particularly active field of research. The key challenge is that commercial printing technologies, due to the relatively small print volume, is not immediately applicable for most architectural uses. Two main approaches to overcome this issue stand out.
First, research on large assemblies using relatively small components printed with commercial printers farms. An example on this approach is the work by Taseva et al. [3], which proposes a facades system using multiple components and an intricate system of connection between them.
The second approach involves the development of large-scale printers for polymer printing. Typically, this is achieved by installing a polymer extruder to an industrial robot arm. An example of this system was used by Yuan et al. [4] for a pedestrian bridge design.
2.2 Printing with Recycled Polymers
Substantial research from material science and manufacturing engineering has demonstrated how 3D printing can operate with recycled polymer. Zander et al. [5] reviews the advances in the area. These advances led to numerous commercial filaments and pellet suppliers. An example of a recycled PET filament is commercialized by B-Pet (https://bpetfilament.com/).
From the field of digital manufacturing in architecture, several research projects have focused on the use of recycled polymers in architecture. For example, Bruce et al. [6] demonstrates the reusability of plastics for filament production of a screen system. Large scale robotic printing with reclaimed PLA has been tested by Shiordia [7], and applications in large scale fabrication has been tested by Shiordia [8]. These academic research projects produce valuable small-scale prototypes. However, full scale architectural projects are still missing.
3 Large Scale 3D Printing with Recycled PET
To breach the gap between academic research and real-life application of recycled polymer 3D printing in architecture, this research proposes, develops, and documents a real-life architectural commission that implements this technology to solve a specific design brief.
In 2020, the authors were approached by international logistics company DB Schenker to design the interior architecture of the lounge space for their new headquarter building. The design concept proposed a space that repurposes several materials that the company often discards, transforming waste into objects of design value. Packing cardboard and foams, and pallets were transformed into various furniture pieces. In addition, PET bottles discarded by the company were repurposed into large dome-like chandeliers of intricate geometry, to be manufactured using 3D printing. This aspect of the project is discussed in this paper.
The function of the PET chandeliers was to break down the large lounge space where employees have lunch breaks and gather into more contained, intimate spaces. Figure 1 shows the plan of the project. The position of the chandeliers coincides with the hexagonal tables circular lounge spaces.
Two different types of chandeliers were developed, aiming to advance research on the two most distinct polymer printing processes in architecture reviewed in the literature: Large assemblies of components using FDM desktop printers and a custom built FDM robotic system. In both cases, recycled PET was tested as main feed, in filament and pellet form, respectively.
3.1 Gathering Chandelier
The Gathering Chandelier is a 4 m diameter dome-like lighting fixture, made of 16 large, robotically printed pieces. Its design was parametrically produced to be manufacturable with a single, continuous extrusion. Each component’s bounding box size is around 1.50 × 0.60, 0.40 m. Figure 2 shows the fabrication process and the geometry of the chandelier. Figures 3 and 4 show the end-product. The chandelier was suspended from the ceiling using a top ring. On the bottom part, a compression ring contains the lighting elements.

View of the Gathering Chandelier in the interior space, with the lounge chairs made from reclaimed packing foam and the low table made of reused cardboard.
The fabrication process was developed and calibrated by the research team. It consists of a large ABB robotic arm, to which a 1.00 × 0.60 m heated build plate was mounted. The extruder, mounted stationary on a frame, was fed with recycled PET pellets. For this project, two extruders were tested. On a first stage, a DIY filament maker was repurposed as an extruder. This DIY extruder successfully produced the first two pieces, taking 40 h to print.
At a later stage, a professional grade extruder model MDPH2 by company Massive Dimension replaced the original one for faster material output. With this extruder, the manufacturing time for each component was 20 h. Figure 5 shows the printing process. The total amount of recovered plastic for the whole dome was 160 kg. The plastic pellets were procured from a PET recycling company in China.

Printing process for a large piece of the dome. The 1.5 m tall piece is almost complete. The Robot positions a heated built plate (bottom of the image), while the extruder is stationary on a frame (top of the image).
3.2 Dining Chandelier
The Dining Chandelier tests the creation of a large-scale architectural fixture using conventional FDM 3D printers and recycled PET filament. Four identical 3.5 m diameter chandeliers were created for this project. The domes consist of 10 rows of 45 pieces each, accounting for a total of 450 pieces per dome. Figure 6 shows the fabrication process and the geometry of the chandelier. Figures 7 and 8 shows the end-product.

On the left, a diagram of the material lifecycle from single use bottles, which are shredded into flakes and extruded into 1.8 mm filament, which are then used in desktop FDM printers. On the right, an axonometric view of the chandelier.

Left: view of the chandelier from below. Right: detail of the chandelier articulated texture, which is the result of the repetition of a minimal surface geometry.

View of the Dining Chandelier in the interior space, with the large tables made recycled pallets.
Each of the 450 components was designed to be printable with a standard FDM printer, with built volumes smaller than 200 × 200 × 100 mm. The geometry of each tile was based on a Schwarz D (“Diamond”) minimal surface, and it was designed to be printable without supports, taking around 6 h to print and enabling 2–3 prints per machine per day. The uppermost element in the dome was specifically designed to interface with aluminum ring that suspends the dome from the ceiling. The lighting was solved with an LED ring suspended in the center and projecting light upwards towards the chandelier. Careful attention was given to the connection between components, which was solved with features that concealed nylon nuts and bolts. The total plastic recovered for each of the four domes is 60 kg.
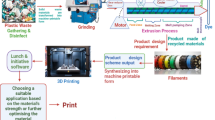
3.3 Processing of Discarded Bottles into Pellets and Filaments
As part of the investigation, the research developed a production line to transform single use bottles into the raw materials needed to produce the chandeliers. The system includes a plastic shredder, a plastic dryer, and a plastic filament extruder. Figure 9 shows some of the components of the system. The process of creating printable flakes for the robotic system was successful, but the feed of flakes (rather than conventional nurdle shape pellets) in the extruder led to occasional clogging. This compromised the printing pace and reliability of the printing process. Several modifications to the extruder were tested, such as adding a small vibrator, which improve the performance but did not completely solve the clogging issues. Further research on the flow of plastic flakes is needed.

Left: Plastic shredder. Right: Plastic flake dryer.
4 Results and Discussion
The research output includes the design and production of the five domes (1 × Gathering Chandelier and 4 × Dining Chandelier). These items were successfully manufactured and assembled; and the project was completed with very positive appraisal from the client. Through this built example, the project demonstrates that fabrication of large, complex geometry and functional architectural components using recycled PET is commercially viable using 3D printing technologies.
Further research on the processing of discarded material is needed to reduce issues with the extrusion of plastic flakes or their processing into pellets. Despite the two presented prototypes are interior chandeliers, these applications can be considered applicable for bespoke façade elements. Relevant aspects, such as insulation, wind loads, transparency, airtightness, and aging or deformation should be further evaluated.
References
Rael R, San Fratello V (2018) Printing architecture: Innovative recipes for 3D printing. Chronicle Books
Bañón C, Raspall F (2021) 3D printing architecture: workflows, applications, and trends. Springer, Berlin/Heidelberg, Germany
Taseva Y, Eftekhar N, Kwon H, Leschok M, Dillenburger B (2020) Large-scale 3D printing for functionally-graded facade
Yuan PF, Chen Z, Zhang L (2018) Form finding for 3d printed pedestrian bridges
Zander NE, Gillan M, Burckhard Z, Gardea F (2019) Recycled polypropylene blends as novel 3D printing materials. Addit Manuf 25:122–130
Bruce C, Sweet K, Ok J (2020) Closing the loop-recycling waste plastic
Shiordia Lopez R (2020) Large format FDM printing of recycled plastic pellets: closing consumer cycles in the fabrication of meso scale objects
Nováková K, Prokop Š, Vele J, Achten H (2018) PET (s) culpt-crowd-printing recycled polyethylene terefphthalate
Strauss H, Envelope AM (2013) The potential of additive manufacturing for facade constructions. TU Delft
Acknowledgements
This research was supported by NAMIC Singapore. The research team included Sourabh Maheshwary, Wan Mengcheng, Simon Rocknathan, Tay Boon Kiat, Kwang Kai Jie, Alba Lombardía Alonso and Nahaad Vahid.
Author information
Authors and Affiliations
Corresponding authors
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2023 The Author(s)
About this paper

Cite this paper
Raspall, F., Bañón, C. (2023). Large-Scale 3D Printing Using Recycled PET. The Case of Upcycle Lab @ DB Schenker Singapore. In: Yuan, P.F., Chai, H., Yan, C., Li, K., Sun, T. (eds) Hybrid Intelligence. CDRF 2022. Computational Design and Robotic Fabrication. Springer, Singapore. https://doi.org/10.1007/978-981-19-8637-6_37
Download citation
DOI: https://doi.org/10.1007/978-981-19-8637-6_37
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-19-8636-9
Online ISBN: 978-981-19-8637-6
eBook Packages: Intelligent Technologies and RoboticsIntelligent Technologies and Robotics (R0)