
Abstract
Industry has undertaken mass production and consumed resources to optimize only economic efficiency. Most products are discarded or disposed at the end of their lifetimes. Therefore, most companies should design and manage their production system for sustainability. One of the most important factors to develop a sustainable production system is the environmental aspect. Environmentally conscious operations management makes some contributions to sustainable development goals (SDGs) #9 and #12. This chapter deals with production and quality management systems for SDGs. Firstly, representative operations management systems such as inventory management and total quality management (TQM) are introduced. These systems are useful to control the production processes efficiently. Secondly, we explain the Just-in-Time (JIT) production system which is based on the two key concepts, JIT and JIDOKA. Some advantages of the JIT production system include its simplicity in production scheduling, reduced burden on operators, ease of identification of parts by the two kinds of kanbans attached to the containers, and substantial reduction in the process work. Finally, we consider environmentally conscious manufacturing and describe a closed loop supply chain which includes activities necessary to acquire end-of-life products from customers to recover value.
You have full access to this open access chapter, Download chapter PDF
Similar content being viewed by others

Keywords
1 Introduction
This chapter deals with production and quality management systems for SDGs which comprise seventeen goals. Here we especially focus on goals #9 (Industry, innovation, infrastructure) and #12 (Responsible consumption, production) which are related to developing and managing sustainable production systems in the future.
A traditional production and inventory management system controls a mass production process that consumes a lot of new resources. Consumers of these products typically discard the products at the end of their useful life. As a result, the producer needs to manage only the finished products (Fig. 7.1). In contrast, production and inventory management in a remanufacturing system includes products collected from customers.

Inventory management in traditional manufacturing
A remanufacturing producer should consider sold products as a part of the future inventory. For this purpose, the lifecycle of every product has to be taken into consideration (Fig. 7.2).

Inventory management in remanufacturing
Discarded products must be recovered to make new products for the purpose of conserving resources and practicing environmentally conscious manufacturing. Disassembly process is one of the main processes in a remanufacturing system. In order to retrieve components and materials (for reuse, recycling, and remanufacturing) from consumer products, the first step is disassembly. Recycling means recovering the material content of retired products by performing the necessary disassembly, sorting, and chemical operations. Remanufacturing conserves the product’s identity and performs the required disassembly, sorting, refurbishing, and assembly operations in order to bring the product to a desired level of quality. It is important to manage the inventory at every lifecycle level until products are collected and used in remanufacturing (Gungor and Gupta 1999; Nakashima and Gupta 2012).
In the next section, some of the typical operations management approaches to controlling the traditional production systems are examined.
2 Inventory Management
2.1 Basic Concept of Inventory Management
At a certain point, each of the processes of production, logistics, and sales activities results in products, parts, and/or raw materials being temporarily stocked. These products and parts are called inventory or buffer.
In the case of overproduction, there is an increase in inventory and related costs are incurred. On the other hand, when the production quantity is insufficient, the shortage of stock incurs a loss from the decrease in sales. To prevent a production shortage, we should increase the inventory; but at the same time, we must reduce inventory costs.
To deal with these various problems in inventory management, we believe there are three aspects to consider in the system: the demand structure, the cost structure, and the ordering structure, as shown in Fig. 7.3.

Inventory management problem
-
(1)
Inventory behavior
Figure 7.4 shows the behavior of the inventory quantity over time in an inventory management system where an order is placed for a predetermined quantity Q when the inventory quantity reaches a predetermined value s (reorder point).

Behavior of the Inventory
The interval from ordering a product or part to delivery is represented by the delivery lead time L, and the period from one order to the next order (order cycle) is represented by R. In addition, the amount of inventory reserved to avoid being out of stock in consideration of fluctuations in demand is called the safety stock (SS).
-
(2)
Safety stock and shortage probability
The amount of safety stock is determined, based on the average demand per unit time D and the lead time, L, taking into consideration the safety factor np corresponding to the out-of-stock probability p. If the demand is normally distributed N(LD, L\(\sigma^{2}\)) according to the mean LD and variance L\(\sigma^{2}\), then if the safety stock quantity is denoted by SS, it can be obtained by the following equation:
The safety factor, \(n_{p}\), corresponding to the probability p of being out of stock is given from the standard normal distribution probability as shown in Table 7.1.
In general, the reorder point s is determined by the following equation:
Example
We consider the reorder point system with lead time L. It is assumed that the demand during the lead time is normally distributed with the average demand LD = 500 and the variance L\(\sigma^{2}\) = 10,000. Find the safety stock SS and reorder point s under the out-of-stock rate 100 \(\times\) p = 2.5%.
The way of approaching the above example is as follows:
-
(3)
ABC analysis
There are a wide variety of items to be managed, and treating all the inventory items in the same way may be inefficient in terms of management. Based on the concept of priority approach, we have the method of handling items subject to inventory management by classifying them into three categories, A, B, and C. It is called ABC analysis and is one of the useful tools to control the inventory efficiently. Figure 7.5 shows an example of Pareto diagrams that illustrate the concept of ABC analysis.

Pareto diagram
Regarding the classification into three categories, items in the range of 5–10% on the horizontal axis that exceed 50% on the vertical axis are classified as A items, items that occupy up to about 50% on the horizontal axis are classified as B items, and the rest are C items. This division is standard, but it may vary depending on the industrial sector.
In the inventory management for each category, efficient management generally requires the application of the various methods described in the next section. A items are managed by the “periodic reordering system” that allows priority management. B items are managed by the “fixed-quantity ordering system” which can shorten the lead time, and they are not more expensive than A items. The remaining C items are managed by the “double bin system” that can save management costs.
2.2 Typical Inventory Management Systems
-
(1)
Periodic reordering system
The periodic reordering system is a method of placing regular orders, for example, “ordering only the required quantity every two days,” and is used to manage the A items group in the ABC analysis. For expensive and rarely sold products, it is important to control the order quantity so that they do not sell out. To do so, forecast the demand until the product is delivered. If the product sells more than that, increase the order quantity. When the average demand per unit time is D, the lead time is L, and the ordering cycle is R, the order amount is expressed by the following equation.
-
(2)
Fixed-quantity ordering (Reordering point) system
For example, when the stock quantity reaches a predetermined reorder point s, such as “order when the stock quantity reaches 10 pieces,” the quantity Q is ordered. It is used to manage the B items group in the ABC analysis. This order system is called the reordering point system because a certain amount of order is automatically placed when the inventory level reaches a predetermined level (ordering point). In this inventory system, it is important to determine the order quantity Q and the reorder point s.
-
(3)
Double bin system
The double bin system is called the “two bin system.” This inventory management is performed using two boxes, shelves, or cases with the same capacity Q. It is used for the management of C items in ABC analysis. In the actual operation of the method, we assume that there are two boxes, #1 and #2, each with the capacity Q. We first use the items in the #1 box. After the items in the #1 box are consumed, we use the inventory in the #2 box, then order the capacity Q of the #1 box. By repeating the operations, it is possible to prevent being out of stock easily. Therefore, in the double bin system, the maximum inventory amount is 2Q, and it can be said that this is a fixed-quantity ordering system in a special case where the reorder point = the order quantity = Q.
2.3 Economic Order Quantity (EOQ)
When determining the order quantity Q, it is necessary to minimize the total cost by considering the “ordering cost” related to inventory replenishment and the “inventory holding cost” associated with storage after inventory delivery. In this subsection, we explain the economic order quantity (EOQ) as the optimum order quantity determined by the trade-off in the relationship between the two costs.
Here, it is assumed the demand amount per unit time is D, being out of stock is not allowed, a certain order quantity Q is ordered when the stock runs out, and the ordered product is delivered immediately. The total cost for the order quantity Q is denoted by TC(Q), and the following cost parameters are defined to obtain the economic order quantity that minimizes the total cost.
\(c_{o}\): ordering cost per order
\(c_{p}\): purchase cost per product
\(c_{h}\): holding cost per product per unit time
Since the demand quantity per unit time is D and a fixed amount Q is ordered, the number of the orders is placed D/Q times per unit time. Therefore, the ordering cost per unit time is “\(c_{o}\)D/Q + \(c_{p}\)D”. Moreover, if Q is ordered, it takes Q/D time for the inventory to reach 0, and the average inventory during this period is half Q/2 of the maximum inventory regardless of D. Therefore, the holding cost per unit time is \(c_{h} Q\)/2, and the total cost TC(Q) per unit time is given by the following formula.
The total cost TC(Q) − \(c_{p}\)D is the smallest in terms of satisfying \(c_{o}\)D/Q = \(c_{h}\)Q/2, and the economic order quantity (EOQ), \(Q^{*}\) is as follows.
3 Total Quality Management
Quality management is, needless to say, one of the means of business management. It can be said that the goal of management is that “the enterprise continues to exist and grow while achieving reasonable profits to fulfill its social responsibilities.” Recently, for enterprises that have to survive the worldwide situations where technologies are being revolutionized, quality requirements are diversified, businesses are internationalized, product liability (PL) issues are becoming critical, and energy/natural resource saving is required. Moreover, as environmental issues have to be addressed, it is believed that business management based on quality management is important and necessary to deal with the requirements of the age that puts emphasis on quality.
In this uncertain business environment, enterprises have to put more emphasis on strengthening their constitution with regard to quality assurance so that they can cope quickly in situations where the needs and requirements for quality or quality assurance change at a dizzying rate according to advances in quality levels, changes in the sense of value regarding quality, internationalization of business, changes in living environment, and other factors.
Total quality management (TQM) is one of the useful approaches to making production and/or various types of operations more efficient. There is a need to involve all the people in the enterprise. TQM and quality assurance activities are applied to production because the production process is most critical to quality, and emphasis is put on quality assurance activities in the planning, development, and design stages because the designs have to meet the user’s quality requirements, which is the issue to be addressed before the production process. This stance has continued until today, and in 1987, the International Organization for Standardization (ISO) 9000 series was established and is now adopted for national standards by more than a hundred countries in the world. In Japan, the standard was introduced into JIS. The ISO 9000 series was most recently revised in 2015 and is now widely applied throughout the world.
3.1 Fundamentals of Quality Management and Assurance
“Good quality” can be said for a product only when customers who use the product are satisfied with it. This has been true in the past, is still true at present, and will be true in the future. To keep “good quality” and to make it even better, it is necessary to establish an organization and implement solutions based on quality management. To establish a reputation among customers that Japanese merchandise has top quality internationally, to be at the top level in the assessment of customer satisfaction, and to make the primary merchandise produced by the enterprise sufficiently profitable: To achieve these purposes, it is necessary to attempt to enhance the reliability and durability of the products through quality assurance and improvement activities in the fields of development, production, sales, and services.
Moreover, the demand from customers for product quality is becoming stricter in the situation where the merchandise is diversified, complicated, and systematized and where additional issues such as PL are present. Zero defects and zero complaints are not such extreme goals of quality control that they are ideals that cannot be achieved permanently, but are now real target issues that have to be solved. It can be said that the most critical issues of quality assurance are how to eliminate the factors that make it difficult to attain this goal and to attain these zero goals economically. Enterprises have to challenge these issues. Instead of taking action after a failure, which is “locking the garage after the car has been stolen,” it is important for enterprises to put emphasis on taking actions proactively ahead of their competitors, to be devoted to proactive management, and to obtain excellent results.
To know the market needs in advance, they are required to know the customers. If they aim at zero defects and zero complaints, attempts to understand the actual state of the production process and markets have to be made before the problem occurs. The essence of quality assurance includes the direct flow of information about quality and technologies between the development division and the plants, which are in the upstream, and the terminal dealers so that these divisions are able to make a tight connection with the customers. A quality assurance system has to be established to collect market quality information and market reliability data, with special emphasis on the market information system, to understand the movement of competitors and of general markets and to perform benchmarking so that appropriate information is distributed timely among relevant divisions.
It is said that the process of development of new merchandise in enterprises is essentially controlled by their merchandise planning capability that can identify the market needs and realize the plan by grasping the quality requirements. To attempt to increase the level of the planning capability, daily self-development is needed so that the original technologies and management technologies (techniques) can be put to practical use sufficiently. That is, it is essential to upgrade employee capabilities. To achieve this purpose, the quality control (QC) tools and merchandise planning tools are effective.
Market complaints may occur after sale of new merchandise caused by a lack of understanding of problems, occurring from lack of fundamental knowledge of functions of peripheral components and lack of presentation of the improvement ideas. To eliminate these problems, it is hoped that not only the utilization of the technologies owned by the manufacturers of the specific units but also the implementation of reliability design and tests be performed systematically based on design review (DR) and/or failure mode and effect analysis (FMEA).
3.2 TQM and ISO 9000s
TQM and ISO 9000s should be unified while compensating for each other to operate the quality management system efficiently so that they contribute to the increase of the profit. One of the methods is to strengthen continuous improvement by introducing ISO 9000s into the quality management of the organization that constructs the quality management system and implements the improvement activities by introducing its TQM activities (Kaneko et al. 2005).
To reform the enterprises, it is necessary to carry out quality management while understanding the difference between TQM and ISO; then at the same time, those enterprises that obtained ISO certification should address the TQM activities in accordance with their capability.
-
(1)
Features of TQM
Centered on quality, TQM is an approach in which all the employees participate in management to improve management quality. TQM has contributed to quality improvement, increase of productivity, reduction of costs, etc. Its targets are “quality, participation of all employees, and improvement activities.” As compared with ISO 9000, TQM provides the following seven features with emphasis on the improvement activities.
-
(1)
Quality is based on customer evaluation, and customers determine the level of quality.
-
(2)
Customers include all persons in the entire process from production to end-users.
-
(3)
TQM covers overall matters of management, including quality (Q), cost (C), delivery (D), environment (E), security (S), etc. Policy management and functional management are performed through PDCA cycle. (P: Plan, D: Do, C: Check, A: Act)
QC seven tools (Ishikawa 1982) are useful to effectively perform PDCA cycle.
QC seven tools: 1) Check sheet 2) Histogram 3) Pareto diagram 4) Stratification
5) Cause and Effect Diagram 6) Scatter Diagram 7) Graph/Control Chart
-
(4)
It includes all activities for objectives management.
-
(5)
It puts emphasis on continuous improvement activities.
-
(6)
It is developed company-wide through participation of all the employees in all divisions and all levels.
-
(7)
It puts emphasis on the management based on the facts, work sites, realities, actual things, principles and fundamental rules and promotes statistical techniques, scientific solutions, solutions through achievement of targets and utilization of QC stories in a QC circle (small group activity).
-
(2)
Introducing ISO 9000s into TQM activities
Enterprises should clearly define each step in quality assurance from planning new merchandise development to sales and services to guarantee the quality for the customers, and at the same time, contribute to the advance of the enterprises. Their connection with the TQM activities can be made closer by introducing the features of ISO 9000s into each function assigned.
It is necessary to introduce the items of ISO 9000s into TQM activities, develop them independently in accordance with the conditions of each enterprise or organization, and incorporate the activities into one to further develop them.
With regard to these activities, it is necessary to perform management of the quality assurance policy in each fiscal year based on the ideas of quality assurance to establish a quality assurance system that is capable of obtaining the perception of reliability from the customers and business partners with a “quality first” stance, to implement renewal of quality assurance activities in accordance with ISO 9000s based on TQM to predict and prevent quality problems, to strengthen cooperation between development, manufacture and sale divisions, to find the root cause of complaints and establish a system for corrective and preventive actions, and to attempt to improve CS by completing the quality assurance in accordance with the site information, actual things, and drawings.
3.3 Proactive Management
The improvement of the culture of an enterprise should be implemented aiming at 1) a culture that attempts to identify “the problem” by grasping the facts and having the capability to analyze them, 2) a culture that puts emphasis on the process, and 3) a culture that puts emphasis on certain matters and attempts to eliminate the present customs.
The value of utilization of ISO 9000s should be increased by applying proactive management activities to the eight principles of quality management stated in ISO 9000s, customer satisfaction, internal audit, and other factors. It is strongly desired now that individual enterprises change their cultures to adapt to their most appropriate new TQM activities. The primary five matters to attain this objective are as follows:
-
(1)
Policy management
This is attained efficiently through the participation of the overall organization by defining mid- and long-term management plans and short-term management plans based on the management policy. One of the tools that can be used here is “finding and taking action against the true cause of problems,” which is one of the fundamentals of TQM. Coordination of development of the president’s policy, management strategy and planning of PDCA cycle should be strengthened.
-
(2)
Self-controlled improvement activities through participation of all the employees
The primary element of TQM activities is the economical quality improvement, where the improvement of the products, processes, and systems are performed continuously through participation of all the employees. Employees should have the consciousness that “I guarantee the work that I do” and the consciousness that “all the employees participate in the QC circle activities.”
-
(3)
Continuous improvement
Improvement is not the maintenance of the present status. Activities that put emphasis on preventive measures are improvement. Improvement of the system and product quality should be performed. A method of measurement for both of these improvements, the method of improvement, and the techniques involved should all be systematized.
-
(4)
New merchandise planning and development
Source control should be implemented by introducing Total Quality Management (TQM) into the field of marketing and by anticipating of users’ needs. It is important to improve new merchandise planning capability and to devise a way to match the quality of design and quality of manufacture in the process.
-
(5)
Information system
Market quality information should be constructed to directly connect all information about the customer quality requirements to the development and manufacture divisions so that the evaluation of design quality is performed by respecting the customer’s position.
Any enterprise has to make profit out of the business by all means continuously. It is important that the products and/or services provided by enterprises are bought by the customers continuously with satisfaction. The requirement of quality assurance is that the customers are satisfied. For enterprises, quality assurance and improvement activities are essential to the business. The quality requirements always change objectively and subjectively over time. What is the most important is to enhance the design quality and manufacture quality by understanding “what are the market quality requirements” and then meeting the requirements by properly utilizing technologies. Enterprises should realize a culture that can properly deal with problems such as the environmental one, which is one of the most critical issues now.
To achieve this purpose, TQM should develop toward an economically integrated model by harmonizing items such as ISO 14001(Environmental Management System), ISO 45001 (Occupational health and safety management systems), HACCP (Hazard Analysis and Critical Control Point), IATF (International Automotive Task Force) 16949, Six Sigma, Deming Prize, and moreover ISO 9000s, and the information security management system with TQM activities to evolve into a new one.
4 Just-In-Time Production System
Real production systems are multi-item, multi-stage production systems with complicated structure which incorporate the fluctuating uncertainties of final demand, machine breakdowns, defects, unavailable parts, and so on. The Just-in-Time (JIT) production system was invented to aim chiefly at cost reduction by eliminating unnecessary elements in production (Monden 1993, Ohno 1988). There are two key concepts: one is “Just in Time (JIT)” which is based on production smoothing and the other is “JIDOKA.” The primary objective of JIT is to produce the right quantity of product in the right place at the right time, while maintaining minimal work-in-process. JIDOKA is for eliminating defects in the parts and products produced in each process. The systems are also supported by the kanban system, setup reduction, total quality management (TQM), and other subsystems to enhance “KAIZEN,” which means continuous improvement in the systems. It is well known that the lean production system (Womack et al. 1991) advocated by MIT is based on the JIT production system.
In the JIT production system, a subsequent process withdraws necessary parts from a preceding process at a necessary point in time, and then the preceding process produces the parts withdrawn by the subsequent process using the kanban system. Two kinds of kanbans, that is, a production-ordering and a withdrawal kanban, are used as tools to control the production and withdrawal quantities in each process. Once the number of kanbans used in the process is specified, the process can operate independently of the other processes. Moreover, the supervisor of the process can use as many kanbans as he wants, though he is expected to minimize the number of kanbans used in the process. Therefore, the JIT production system is a decentralized, self-regulating system (Monden 1993). Since the number of kanbans used in each process decides the performance of the system, the method of determining them is essential for the system. In general, the number of kanbans used in each process is usually computed by popular formulas given in Sect. 7.4.2. The formulas include the safety stocks and adapting to uncertainties. Theoretically, it is important to determine optimal number of kanbans to minimize the expected average cost per period. In other words, the optimal amount of safety stock in the formulas are empirically determined.
4.1 Kanban System
In the JIT production system, two kinds of kanbans are mainly used: a production-ordering kanban and a withdrawal kanban. The withdrawal kanban specifies the kind and quantity of parts which the subsequent process should withdraw from the preceding process, while the production-ordering kanban specifies the kind and quantity of parts which the preceding process must produce. When the subsequent process carrier withdraws the parts, he detaches the production-ordering kanbans from the containers and places them in the kanban receiving post. He attaches one withdrawal kanban to each container and brings them back to the subsequent process. Production-ordering kanbans in the receiving post are collected regularly and are put into the production-ordering kanban post. The parts are produced according to the ordinal sequence of the production-ordering kanbans in the post. On the other hand, when the first part in the container is used in the subsequent process, the withdrawal kanban is put in the post. In particular, a withdrawal kanban used for making withdrawals from a vendor is called a supplier kanban. The lead time from ordering to delivery of the supplier kanban is relatively longer than that of the ordinary withdrawal kanban. The notation ‘a-b-c’ is used for specifying the delivery cycle of the vendor, where ‘a-b-c’ means that the parts are delivered ‘b’ times during ‘a’ days and ‘c’ delivery times later after the ordering. That is, the delivery cycle is a/b and the lead time is ac/b (Monden 1993).
The number of production-ordering kanbans corresponds to the maximum possible stock in the containers of the parts produced in the process. Similarly, the number of withdrawal kanbans corresponds to the maximum possible stock in the containers of the parts used in the production process. As the number of kanbans increases, the stock of parts also increases and overstocking may occur. Conversely, as the number of kanbans decreases, the stock of parts also decreases and a shortage may occur. Therefore, it is essential in the JIT production system to optimally determine the number of kanbans.
4.2 Modeling Approaches to Analyzing the System
We summarize early theoretical studies of the JIT production system. In the case where the demand is deterministic, Bitran and Chang (1987) consider a deterministic multi-stage capacitated assembly-tree-structure JIT production system. They formulate the problem of determining the number of production-ordering kanbans for each process into a nonlinear, mixed integer, programming problem. In their paper, it is noted that managers should adjust the number of kanbans determined by their model to take into consideration potential uncertainties in demand and machine breakdowns. Miyazaki et al. (1988) deal with a deterministic process with a variable withdrawal cycle and investigate the problem of obtaining the number of withdrawal kanbans and the withdrawal cycle that minimize the average cost per period under the given safety stock.
In the case where demand is stochastic, Kimura and Terada (1981) analyze by simulation how fluctuations in demand influence the fluctuations of the production and inventory in the preceding processes in a multi-process JIT production system. Deleersnyder et al. (1989) discuss the effects of the number of kanbans, machine reliability, demand variability, and safety stock requirements on the performance of the system using a discrete time Markov chain. Wang and Wang (1990) investigate a JIT production system by a Markovian queue under the condition that both inter-arrival times of the demand and processing times are exponentially distributed. They obtain an optimal number of production-ordering kanbans by calculating a stationary distribution of the system. Furthermore, JIT production systems are thoroughly studied using queueing theory. These analyses are based on the unrealistic assumption of exponentially distributed processing times. Tayur (1992) discusses the structural properties of a general multi-process JIT production system using results on an underlying generalized semi-Markov process.
Most of the previous papers deal with one kind of kanban, mainly, the production-ordering kanban. In the next subsection, we consider a single-stage JIT production system with the production-ordering and supplier kanbans under stochastic demand and deterministic processing time. In fact, the deterministic processing time is much more realistic than the exponentially distributed processing time.
Denote the number of production-ordering kanbans and supplier kanbans by M and N, respectively. In general, formulas for determining the number of kanbans are as follows (Monden 1993):
and
where [x] is the minimum integer not less than real number x and
D = the average demand per unit time
\(L_{p}\) = lead time from the time a production-ordering kanban is detached to that a full container with is placed in the store,
\(I_{s}\) = safety stock, and
u = the container capacity.
4.3 Optimization of the System
We consider a single-stage JIT production system with supplier and production-ordering kanbans, which is shown in Fig. 7.6. Denote by L, M, and N the lead time of the delivery, the number of production-ordering kanbans and that of supplier kanbans, respectively. The preceding process is a supplier, and as note in Sect. 7.4.1, the supplier delivers containers of the parts b times during a days and c times later after the ordering. For simplicity, take the constant delivery cycle as one period. The parts consumed in period k (= 1, 2, …) are ordered from the supplier at the beginning of period k + 1, and they are delivered at the beginning of period k + L + 1. It is assumed that the demand for the product in each period is independent and identically distributed (i.i.d.) with mean D, the excess demand is backlogged, and the container capacity u is equal to one.

Single-stage JIT production system
Let C be the production capacity of the process and the following notation is used:
\(D_{k}\) = demand in period k,
\(B_{k}\) = backlogged demand at the beginning of period k,
\(I_{k}\) = inventory level of the part at the beginning of period k,
\(J_{k}\) = number of production-ordering kanbans in the production-ordering kanbans post at the beginning of period k,
\(P_{k}\) = production quantity in period k, and
\(X_{k}\) = \(B_{k}\) + \(J_{k}\): the total backlogged demand at the beginning of period k.
The JIT production system is called stable, if the distribution of Xk converges to a stationary distribution, as k tends to infinity. This is called a stability condition (e.g., Wolff 1989). Under the condition, we obtain an algorithm for determining the optimal number of kanbans that minimizes the expected average cost per period (Ohno et al. 1995). The algorithm, needless to say, does not assume the given safety stock. Therefore, the algorithm can be regarded as a procedure for determining an optimal safety stock, if the formulas are adopted.
5 Closed Loop Supply Chain
5.1 Supply Chain Management
A supply chain means a chain structure that is composed of customers, retailers, wholesalers, manufacturers and parts/material suppliers. Supply chain management (SCM) is a well-known approach to increasing the performance of the whole system. To carry out SCM effectively, it is essential to closely coordinate with the other related companies as well as the processes of one’s own company in the supply chain.
Traditionally, in the management of supply chain processes, inventory management described in Sect. 7.2 is challenging because it directly impacts customer service and the gross profit income statement. Inventory management involves managing product stocks, in-process inventories of semi-products, as well as inventories of raw material. Figure 7.7, for example, illustrates a multi-stage supply chain model. If the supply chain consists of some processes with vertical structure shown in Fig. 7.7, the bullwhip effect (Lee et al. 1997), which is one of the issues in the supply chain, occurs. It means a change in amplification of the ordering quantity from downstream (customers) to upstream (suppliers). To deal with such an issue in the supply chain, inventory management with information sharing is one of the powerful tools.

Multi-stage supply chain model
A manufacturer needs an inventory policy for each of its products to define when and how much it should be replenished using information technology (IT). Appropriate inventory control is required to reduce costs, improve service level, and to generate new higher profits. If the inventory is too low, demand and supply fluctuations cannot be balanced, delivery performance will become low, and we end up with lost revenues. If the inventory is too high, working capital will be used up for the unnecessary stock, scrap risk, price down risk, and holding cost. As many suppliers are tasked with helping to create solutions that respond to a specific business need, changes in the inventory policies can lead to a dramatic alteration of the supply chain’s efficiency and responsiveness (Kojima et al. 2008).
5.2 Concept of Closed Loop Supply Chain
Research in the field of supply chain management has traditionally focused on unidirectional, forward movement, that is transformation of materials from suppliers to inbound logistics, part fabrication, sub-assembly operations, final product manufacturing, outbound logistics, distribution, wholesalers, retailers, customers, end consumers, product maintenance, after-sales service, and later to end-of-life disposal. The reverse-directional flow of products back from end-users for reuse has received comparatively little attention in academic and practitioner circles till the turn of the century. However, in light of natural resource depletion around the globe, many countries are reevaluating their environmental regulations, such as European Union’s WEEE directive of 2003, and are bolstering them to include recycling initiatives. In addition, consumers are demanding “greener,” eco-friendlier products. This macro-trend makes a stronger case for upstream supply chain entities across industries to focus their efforts on reverse supply chain activities so as to enhance their value proposition (Guide and Wassenhove 2002).
Managing a reverse supply chain includes activities necessary to acquire end-of-life products from customers to recover value and eventually dispose of them. In a few decades, reverse supply chains have been garnering increased attention for various institution- and market-based mechanisms. Institution-based mechanisms include considerations such as limited landfill capacity, take-back laws, concerns about the increasing carbon footprint, etc. In contrast, market-based mechanisms include considerations such as increasing the proportion of product returns, consumer preference for “green” products, higher revenues through secondary sales in global markets, second life for discarded products, etc.
Within reverse supply chains, product recovery activities seek to reduce scrap by recovering materials and components from end-of-life or prematurely discarded/returned products from consumers. These activities include: (a) Reuse, where retail function handles the subsequent sale of used product after ensuring it meets quality standards. (b) Refurbish, where a distribution network (or company’s outbound logistics) ships the used product to a refurbishing facility to ensure it is brought back to meet quality standards and its service life is extended before offering it for sale; (c) Remanufacture, where the product has to be returned to manufacturing operation for disassembly, remanufacturing, and subsequent reassembly before sale to consumer as a remanufactured/reconditioned offering; and (d) Recycle, where only some components can be salvaged from used products, reutilized in conjunction with virgin materials, and then placed in a forward supply chain via inbound logistics (Loomba and Nakashima 2012).
The concept of the integrated supply chain which includes a forward supply chain and a reverse supply chain is called a closed loop supply chain or closed loop manufacturing. It is important to develop and manage effectively the closed loop supply chain systems for realizing a sustainable society.
5.3 Analysis of a Closed Loop Supply Chain
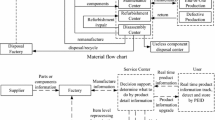
We formulate a closed loop supply chain model with stochastic variability using a discrete time Markov decision process (MDP). MDP is one of the useful tools to control various kinds of stochastic systems such as inventory, production, transportation, and so on (Howard 1960; Nakashima et al. 2004; Nakashima and Loomba 2013). We consider a single process that produces a single item product using a returned part. The finished products are stocked in the factory and are used to fulfill customer demand. The end-of-life products are collected, disassembled, and refurbished, and each returned part is used for remanufacturing.
We suppose that the product is remanufactured using a returned product that belongs to class n (n = 1, …, N) quality. Each class has a different acquisition cost, different remanufacturing cost, and different delivery lead time. Therefore, the decision-maker has to control n kinds of inventories for the returned products.
We assume that remanufacturing preserves the product’s identity and performs the required disassembly and refurbishing operations to bring the product to a desired level of quality at some remanufacturing cost. All the production begins at the start of a period, and all the products are completed by the end of the period. Product demand is independent and identically distributed (i.i.d) with mean D. The remanufacturer orders the quantity of parts of class n that are supplied by the class n supplier, each with its own acquisition cost. It is assumed that the lead time of the part delivery is one. We use the following notations;
In(t): inventory level of class n (n = 1, 2, …, N) at the beginning of period t
On(t): ordering quantity of class n at the beginning of period t
kn: action as ordering part of class n(kn = On(t))
D(t): demand in period t
Pn(t): production quantity using pert class n in period t
an: acquisition cost per unit part for supplier n
hn: holding cost per unit part supplied by supplier n
cn: remanufacturing cost using part class n
cb:: backlog cost
Figure 7.8 shows the closed loop supply chain model with N = 2. We can formulate this system into the Markov decision process and obtain the optimal ordering policy that minimizes the expected average cost per periods.

Closed loop supply chain model (N = 2)
6 Concluding Remarks
In this chapter, a summary of the scientific approaches to managing the production and/or the related systems is described to develop a sustainable production system. These management systems, especially, have close relations with SDGs # 9 (Industry, innovation, infrastructure) and/or # 12 (Responsible consumption, production). Recently, global supply chain management (GSCM) is attracting the most attention to coordinate the whole of the global operational systems because the stakeholders such as suppliers, employees, and others related to the supply chain have been enlarged all over the world. Information and communication technology has changed the conventional process and makes effective global operations possible.
GSCM also covers more sustainable development goals, for example, #7 (Affordable and Clean Energy), #8 (Decent Work and Economic Growth), #13 (Climate Action), and #17 (Partnerships to achieve the Goal). It is expected that all of the people in the world recognize the necessity of SDGs and utilize the operation management approaches for realizing a sustainable society in the future.
References
Bitran GR, Chang L (1987) A mathematical programming approach to a deterministic Kanban system. Manage Sci 33(4):427–441
Deleersnyder JL, Hodgson TJ, Muller(-Malek) H, O’grady PJ (1989) Kanban controlled pull systems: an analytic approach. Manage Sci 35(9):1079–1091
Guide VDR Jr, van Wassenhove LN (2002) The reverse supply chain. Harv Bus Rev 80(2):25–26
Gungor A, Gupta SM (1999) Issues in environmentally conscious manufacturing and product recovery: a survey. Comput Ind Eng 36(4):811–853
Howard RA (1960) Dynamic programming and Markov processes. The M. I. T. Press, Cambridge
Ishikawa K (1982) Guide to quality control. Asian Productivity Organization
Kaneko K, Nakashima K, Nose T (2005) Integration of ISO 9000S and TQM strategic proactive management by means of ISO 9000S. Int J Asia Pacific Manage Rev 10(2):113–123
Kimura O, Terada H (1981) Design and analysis of pull system, a method of multi-stage production control. Int J Prod Res 19(3):241–253
Kojima M, Nakashima K, Ohno K (2008) Performance evaluation of SCM in JIT environment. Int J Prod Econ 115(2):439–443
Lee HL, Padmanabhan V, Whang S (1997) Information distortion in a supply chain: the bullwhip effect. Manage Sci 43(4):546–558
Loomba APS, Nakashima K (2012) Enhancing value in reverse supply chains by sorting before product recovery. Prod Plan Control 23(2–3):205–215
Miyazaki S, Ohta H, Nishiyama N (1988) The optimal operation planning of Kanban to minimize the total operation cost. Int J Prod Res 26(10):1605–1611
Monden Y (1993) Toyota production system: an integrated approach to just in time, 2nd edn. Industrial Engineering and Management Press, Norcross, GA
Nakashima K, Loomba APS (2013) Parts quality-based priority policy in remanufacturing environments. J Adv Manage Res 10(2):162–175
Nakashima K, Arimitsu H, Nose T, Kuriyama S (2004) Optimal control of a remanufacturing system. Int J Prod Res 42(17):3619–3626
Nakashima K, Gupta SM (2012) A study on the risk management of multi Kanban system in a closed loop supply chain. Int J Prod Econ 139(1):65–68
Ohno K, Nakashima K, Kojima M (1995) Optimal numbers of two kinds of kanbans in a JIT production system. Int J Prod Res 33(5):1387–1401
Ohno T (1988) Toyota production system: beyond large-scale production. Productivity Press
Silver EA, Pyke DF, Peterson R (1998) Inventory management and production planning and scheduling, 3rd edn. Wiley
Tayur SR (1992) Properties of serial Kanban systems. Queueing Syst 12:297–318
Wang H, Wang H-P (1990) Determining the number of Kanbans: a step toward non-stock-production. Int J Prod Res 28(11):2101–2115
Wolff RW (1989) Stochastic modelling and the theory of queues. Prentice Hall, Englewood Cliffs
Womack JP, Jones DT, Roos D (1991) The machine that changed the world. Harper Perennial
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2023 The Author(s)
About this chapter

Cite this chapter
Nakashima, K. (2023). Production and Quality Management for SDGs. In: Urata, S., Akao, KI., Washizu, A. (eds) Sustainable Development Disciplines for Society. Sustainable Development Goals Series. Springer, Singapore. https://doi.org/10.1007/978-981-19-5145-9_7
Download citation
DOI: https://doi.org/10.1007/978-981-19-5145-9_7
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-19-5144-2
Online ISBN: 978-981-19-5145-9
eBook Packages: Economics and FinanceEconomics and Finance (R0)