
Abstract
Knowledge of the viscoelastic properties of the resin present in uncured pre-impregnated composites is essential for the development and optimization of current automated manufacturing processes for composite parts (AFP, ATL, FPP…). Time-temperature superposition applied to the tack force between the prepreg and the tool allows to optimize production times without influencing the viscoelastic behavior of the material by simply varying the temperature. The application of this time-temperature superposition principle requires the calculation of two parameters that depend on the matrix of the composite and that are usually calculated by rheological tests with pure resin samples. In this work, a novel method to obtain these parameters directly from the pre-impregnated composite material using adhesion tests is presented.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Pre-impregnated composite materials are of special interest in the composite parts manufacturing industry because the great stability of the automatic pre-impregnation process, compared to wet lay-up process, allows laminates with higher and more uniform fiber to resin ratio, which means better mechanical properties of the manufactured parts.
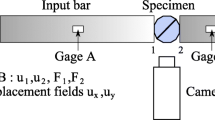
Processing of pre-impregnated composite materials is usually performed via manual lamination, requiring skilled technicians and an elevated number of working hours. This is the reason why, in recent years, numerous techniques have been developed to automate the lamination of materials [1]. Knowing the adhesive behavior of uncured composites when they come into contact with the different tooling systems is essential to optimize their quality and productivity [2,3,4,5].
Crossley et al. demonstrated that the Williams, Landel and Ferry (WLF) model for time-temperature superposition can be applied to the calculation of the maximum tack force (FT) between the pre-impregnated material and any surface [6].
where T is the temperature; t, the contact time; and C1 and C2, the WLF shift factors that depend on the resin and the reference temperature (T0). These constants are usually obtained by rheological tests. However, such a test, although possible, is complex to perform with pre-impregnated materials due to the influence of the reinforcement fibers.
In this work, an experimental method that allows the obtention of the constants defined by Williams, Landel and Ferry without the need to perform a rheological test is proposed. Using a differential mechanical analysis (DMA) machine, the tack force of the pre-impregnated material to the tooling (FT) is measured at different temperatures and with different contact times under pressure. Using these values in the solution of Eqs. (1) and (2) for different points of the FT curves, the WLF constants of this work can be obtained.
2 Method
2.1 Materials
For the realization of this work, a non-commercial pre-impregnated material manufactured by the authors is used. This composite material is manufactured from a twill (2 × 2) carbon fiber TC203T manufactured by Teijin Group with an areal weight of 200 g/m2, and a 200 g/m2 epoxy resin film MTFA500 from SHD Composites. For the fabrication of the pre-impregnated material the stack of fabric and resin is subjected to temperature and pressure for a period of 10 min in a hot plate press at 60 ℃ and 0.4 MPa. With these values, a correct resin transfer is observed, obtaining a uniform composite material from which to obtain the samples necessary for the adhesion tests described below.
2.2 Differential Scanning Calorimetry
Differential scanning calorimetry (DSC) tests are performed to the samples for rheology, the prepreg material and the virgin resin to know the degree of curing suffered during the processing of the resin, and to verify that there are no significant differences between the samples for rheology and the samples for the adhesion tests.
2.3 Rheology
Small amplitude oscillatory shear tests (SAOS) are performed in which isothermal frequency sweeps in a range between 0.5 and 200 rad/s, and temperatures from 30 ℃ to 60 ℃. From these tests, the values of the storage modulus (G′) and losses (G″) can be obtained and, hence, the WLF shifting factor (C1 and C2) at 30 ℃ and 45 ℃.
For the rheology tests carried out during this work, resin specimens of 25 mm diameter and 1 mm thickness are manufactured by stacking several layers of film until the target thickness is obtained. The resin stack is compacted at 60 ℃ for 10 min for homogenization.
2.4 Adhesion Tests
For the measurement of tack force, a TA Instruments Q800 DMA equipped which a tooling specifically designed for this type of test is used.

Tooling during the compression stage. (b) Tooling during the debonding stage
The moving part of the tooling consists of a 10 mm diameter cylinder (4) which is lowered to apply a controlled force for a fixed time (Fig. 1A) and then ramps upward until the adhesion force at the resin-steel interface is exceeded (Fig. 1B). The sequence of the test is as described below:
-
1.
The composite material sample (2) is placed with the side with more resin facing upwards on the 40 mm disc (1) and is fixed using the locking ring (3).
-
2.
The machine’s furnace is closed and brought to the test temperature.
-
3.
A 5 min isothermal holding is performed to ensure that both the tooling and the pre-impregnated composite sample reach the target temperature.
-
4.
The test starts by lowering the 10 mm diameter cylinder (4) until it contacts the sample of composite material and applies a compressive force of 3 N.
-
5.
The contact force is maintained for the test time and then, the force is released.
-
6.
The tensile force is increased at a rate of 9 N/min until debonding occurs.
-
7.
The sample is removed and both surfaces are cleaned with acetone for the next test.
Figure 2 shows a typical curve obtained in this type of test in which the three phases of the experiment can be clearly distinguished:
-
1.
Isothermal holding phase at the test temperature.
-
2.
Compression phase.
-
3.
Debonding phase.

Characteristic curve of an adhesion test
It is during the debonding phase that the failure occurs. This point, indicated on the displacement curve in Fig. 2, can be identified as the highest velocity point. The force value measured at that instant of time corresponds to the maximum tack force. This procedure is repeated for temperatures ranging from 20 ℃ to 50 ℃ and contact times from 0.10 min to 10 min.
With the maximum adhesion force values (FT) obtained for each one of the tests mentioned above, it is possible to construct a master curve at the chosen reference temperature (T0). To construct this master curve, it is necessary to horizontally shift the curves obtained using Eqs. (1) and (2). The experimental values are subjected to an optimization algorithm in which the WLF constants C1 and C2 are searched for. This algorithm fits the shifted data to a curve of the form \(F_T \left( {t,T_0 } \right) = a\cdot t^b\) and searches for the values of C1 and C2 for which the coefficient of determination (R2) is maximized. This fitting procedure is performed, as in the rheology tests, at two reference temperatures: 30 ℃ and 45 ℃.
3 Results
3.1 DSC
Table 1 shows a summary of the most important values obtained from the DSC tests performed for each sample. Assuming a degree of cure (DOC) of 0% for the virgin resin, it can be observed that the samples obtained after the process of impregnation of the fibers and after the manufacturing of the rheology specimens have reached a degree of cure of 11% and 2%, respectively. In both cases, low degrees of cure are observed. However, this difference in the degree of cure may affect the values obtained for the WLF constants.
3.2 Rheology
Values for the storage modulus (G′) and loss modulus (G″) when exposing a resin specimen to isothermal frequency sweeps with 0.5% strain amplitude are obtained. Applying the time-temperature superposition principle, the obtained curves are horizontally shifted to a reference temperature (T0). Table 2 shows the values of the WLF constants for 2 reference temperatures (30 ℃ and 45 ℃) calculated from the data obtained from testing two resin specimens under the described test conditions.
3.3 Adhesion Tests
Figure 3A shows the results obtained in the adhesion tests described in Sect. 2.4 of this work. It can be observed that, in general, the tack force between the pre-impregnated composite material and the steel surface of the moving cylinder increases with decreasing temperatures and increasing contact time under pressure.
Figure 3B and 3C show the values of FT shifted to the reference temperatures \(T_0 = 30\) ℃ and \(T_0 = 45\) ℃, respectively, using the WLF displacement factors given in Table 3. A high degree of fit can be observed in these curves, especially in the points displaced from the high temperature results.

(A) Tack force (FT) between prepreg and steel as a function of contact time under pressure (t) and test temperature (T). (B) Tack force curves (FT) shifted at T0 = 30 ℃. (C) Tack force curves (FT) shifted at T0 = 45 ℃.
4 Conclusions
In this work, the need to develop an alternative technique to rheology for obtaining the Williams-Landel-Ferry constants in pre-impregnated composite materials is justified. For this purpose, the authors develop a method based on probe tack testing that allows to obtain these values directly from composite material samples.
Using a differential mechanical analysis (DMA) machine, probe tack tests at different temperatures and with different contact times under pressure are performed. Using these values in solving the WLF the WLF constants are obtained.
Isothermal frequency sweeps are performed on samples of the same resin using a rheometer. The results obtained from these tests allow to calculate, by state-of-the-art methods, the WLF constants to validate those obtained by the new methodology.
The methodology proposed in this work yields values of the WLF constants in the expected orders of magnitude. These values allow the construction of master curves with an excellent fit at various temperatures. However, it is observed that the values obtained for these constants do not match those obtained by rheology, which opens the door to an improvement of the proposed methodology.
References
Lukaszewicz, D.H.J.A., Ward, C., Potter, K.D.: The engineering aspects of automated prepreg layup: history, present and future. Compos. B Eng. 43(3), 997–1009 (2012). https://doi.org/10.1016/j.compositesb.2011.12.003
Budelmann, D., Detampel, H., Schmidt, C., Meiners, D.: Interaction of process parameters and material properties with regard to prepreg tack in automated lay-up and draping processes. Compos. Part A Appl. Sci. Manuf. 117, 308–316 (2019). https://doi.org/10.1016/j.compositesa.2018.12.001
Budelmann, D., Schmidt, C., Meiners, D.: Prepreg tack: a review of mechanisms, measurement, and manufacturing implication. Polym. Compos. 41(9), 3440–3458 (2020). https://doi.org/10.1002/pc.25642
Matveev, M.Y., Schubel, P.J., Long, A.C., Jones, I.A.: Understanding the buckling behaviour of steered tows in Automated Dry Fibre Placement (ADFP). Compos. Part A Appl. Sci. Manuf. 90, 451–456 (2016). https://doi.org/10.1016/J.COMPOSITESA.2016.08.014
Bakhshi, N., Hojjati, M.: Time-dependent wrinkle formation during tow steering in automated fiber placement. Compos. B Eng. 165, 586–593 (2019). https://doi.org/10.1016/J.COMPOSITESB.2019.02.034
Crossley, R.J., Schubel, P.J., de Focatiis, D.S.A.: Time-temperature equivalence in the tack and dynamic stiffness of polymer prepreg and its application to automated composites manufacturing. Compos. Part A Appl. Sci. Manuf. 52, 126–133 (2013). https://doi.org/10.1016/j.compositesa.2013.05.002
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2023 The Author(s)
About this paper

Cite this paper
Retuerta del Rey, G., Fernández Gorgojo, A., Fernández Blázquez, J.P., Chacón Tanarro, E. (2023). Calculation of Williams-Landel Ferry Shift Factors via Probe Tack Testing for Uncured Prepreg Materials. In: Vizán Idoipe, A., García Prada, J.C. (eds) Proceedings of the XV Ibero-American Congress of Mechanical Engineering. IACME 2022. Springer, Cham. https://doi.org/10.1007/978-3-031-38563-6_7
Download citation
DOI: https://doi.org/10.1007/978-3-031-38563-6_7
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-38562-9
Online ISBN: 978-3-031-38563-6
eBook Packages: EngineeringEngineering (R0)