
Abstract
In search of an alternative to micro-milling, a new micromachining technology based on the principles of single-edge cutting has been successfully developed. To have full control of the cutting process, an artificial vision system has been developed, which is able to locate the tip of the cutting tool and thus calculate the forces that develop along the programmed cutting path. As a complementary measuring system, a piezoelectric matrix sensor has been developed that through the composition of the forces in each of the axes of the cutting micro machine can locate the tip of the tool. Preliminary tests yield results that agree with the artificial vision system, the use of this matrix force sensor is a competent complement to the artificial vision system when it does not have the right conditions for its operation.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Micromachining with a single edge tool has proven to be a competent alternative to micro-milling, due to having a tool with simpler geometry and a robust control system capable of correcting the tool path as the cut is made. The success of this technology is based on the development of a hybrid machine with six degrees of freedom, which consists of a combination of parallel mechanisms, the rotation of the tool in its own axis and a traditional coordinate stage (3PRS-XY-C) [1].
One key element for trajectory control is an artificial vision system, which can locate the position of the tool tip during the cutting process. The data obtained is the basis for the calculations sent to the CNC for the correction of the cutting path [2].
The stability and accuracy of the cutting tip position data are critical to the success of single edge micromachining, having a concurrent sensor system is a guarantee of a successful cutting process, with this idea a new sensor is proposed, which by recording the cutting forces is capable of locating the cutting tip.
Shear forces are a source of information that describe the nature of the process, however, recording them is not a simple task due to their order of magnitude, the wrong choice of these sensors would acquire unwanted data, which can be confused with electronic noise, vibrations [3] or even temperature variations [4].
2 Methodology
A hybrid machine tool and a single-edged cutting process have been developed as an efficient alternative to the more widespread micro-manufacturing processes such as micro-milling, micro-turning or micro-grinding [1].
In recent years, the measurement of forces and momentums has been widely used to evaluate processes in manufacturing industries [6]. The data is used to guarantee quality during manufacturing processes [7], or to generate adaptive process control in milling, grinding and turning.
Typically these 6 DOF measurements are achieved using commercially available sensors mounted near the center point of the tool. These forces and momentums can also be obtained from drive currents, but these measurements have limited accuracy due to non-linear and stochastic influences from mechanics that interfere between the force application and measurement [8].
In the hybrid machine tool 3PRS + XY + C there are 6 DOF. The 3PRS parallel mechanism has 3 DOF, one actuation in each of its prismatic pairs Z1, Z2 and Z3. The tool head has 1 DOF, which is the rotation about the relative axis z3 of the cutting tool. Finally, the XY stage has 2 DOF, one in each general X and Y axis of the fixed frame on the machine tool (Fig. 1A).
This configuration allows a wide range of orientations and positions of the cutting tool which enables it to generate various cutting paths with different characteristics, such as straight lines, curves in different orientations, circles, etc.
During the single edge micro cutting process, the position of the tool tip is a key factor in the resulting work piece, for this reason an artificial vision system is used to acquire the real position of the tip of the tool, which influences the measurements of forces and momentums [9]. These measurements are used to generate an adaptive process control that compensates for tool path errors, this minimizes geometric errors in features generated on the workpiece [2].

A) 3PRS-XY-C machine tool. B) Schematic representation of the configuration of the tool head in the 3PRS-XY-C machine
Since it is not common for machine tools to have integrated force sensors, a measurement system must be mounted on the machine tool, which is capable of measuring in 6-DOF. To achieve a complete reading of these cutting forces a matrix of sensors is developed, 4 KISTLER tri-axial piezoelectric sensors are integrated into the 3PRS-XY-C machine in the tool head, which are complemented by a KISTLER 9265C1 dynamometer where the work piece is placed. (Fig. 1B).
2.1 Measurement Process
To produce work piece surfaces with various features, different paths for the cutting tool are planned and executed on the hybrid machine. In order to define the cutting paths and the positions of the tool tip, it is necessary to use three reference systems, a general frame, which is also known as the machine frame (fixed), a reference frame of the work piece and a reference frame of the cutting tool (Fig. 2A). The surface quality of the work piece was characterized using a surface roughness tester and an optical microscope.

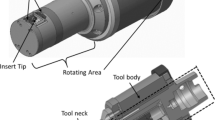
A) Reference systems of the machine tool. B) Arrangement of piezoelectric sensors in the tool head.
The position of the sensors in the tool head is fundamental for the composition of the cutting forces, using a matrix arrangement of 4 sensors it is possible to acquire the 6 main reactions, 3 forces and 3 torques that occur during the cutting process (Fig. 2B). These force and torque measurements allow us to know if there has been a deviation from the forces expected in the process due to tool wear, change in the geometry of the tip and other phenomena that alter the cutting section and the point of application of the cutting force.
The artificial vision system consists of a pair of cameras placed perpendicular to each other, which are also aligned to the XZ and YZ plane respectively. The planes in which the cameras are placed are coplanar to those of the tool tip coordinate system (\({\mathbf{R}}_{{{\mathbf{ct}}}}\)), which by means of the machine kinematics is related to the coordinate systems of the tool stage coordinates. X-Y (\({\mathbf{R}}_{{\mathbf{w}}}\)), and that of the granite base (\({\mathbf{R}}_{{\mathbf{b}}}\)), which is the basis for the calculation of the tool path and its position throughout the machining time. The behavior of the X-Y stage mechanism is accomplished by a direct drive on each axis, while the serial parallel mechanism requires a combination of the drive of the Z axes and two rotations, the rotation of the C axis along the trajectory is necessary to compensate the parasitic movements that exist by the nature of the parallel series mechanism, the disposition of the elements of the vision system are shown in Fig. 3.

3PRS-XY-C with all sensor systems implemented. A) Head of the tool with the artificial vision system. B) Top view of the 3PRS system with the piezoelectric sensors in the head. C) System of acquisition and analysis of cutting forces.
In order to define the real position of the cutting edge, it is necessary to measure the deviation that the tool has in relation to the coordinate system (\({\mathbf{R}}_{{{\mathbf{ct}}}}\)), the necessary values for the correction of the position of tool tip are \({{\varvec{\varDelta x}}}\), \({{\varvec{\varDelta y}}}\) and \({{\varvec{\varDelta \theta}}}\) which correspond to the deviation in \({\varvec{x}}_{3}\), \({\varvec{y}}_{3}\) and the angular position around \({\varvec{z}}_{3}\) respectively.
2.2 Tool Path Correction with the Obtained Data.
Taking the offset of the tip with respect to the axes \({\varvec{x}}_{3}\), \({\varvec{y}}_{3}\), (\({{\varvec{\varDelta x}}}\), \({{\varvec{\varDelta y}}}\)) and an initial position of the C axis (\({{\varvec{\varDelta \theta}}}\)) that are represented in (1), the necessary calculations are made for the correction of the position of the tool (4) and (5) to keep the cutting edge tangent to the path P.
These displacements correspond to the movements of a circle whose radius is the delta (\({\varvec{r}}_{{\varvec{\varDelta}}}\))) which is obtained from (3), obtained with a real position of the cutting edge defined by Φ and where γ is the angular sum of the parasitic movements of the serial-parallel mechanism in conjunction with the action of axis C (2).
With the calculations obtained from the previous equations, a rotation matrix is applied to them to relate them to the granite coordinate system (Rb), which is the general coordinate system (6).
As a last step, the displacements corresponding to the axes are calculated, which will be used as an input in the ISO code of the cutting path, the data is obtained from (7), (8) and (9).
3 Results
To verify the behavior of the model, in the hybrid machine tool linear micro cuts are machined with a tool with \(\chi_{r} = 60^\circ\) at different inclinations, the machine tool follows a straight trajectory along a 7075 Aluminum specimen- T6 staggered at 25, 20, 15, 10 and \(5^\circ\). In each ramp, cuts are made from 50 × 50 μm down to 5 × 5 μm, which recreates a wide range of machining conditions, thus is warranted as an adequate test of the proposed cutting model. In the results obtained, the magnitude of the force varies according to the size of the cutting area, being the areas with the greatest dimension those with the greatest cutting force, an additional effect on the forces is not observed, so the cutting conditions are have been able to maintain regardless of the inclination at which it is machined, the results of the experiment are shown in Fig. 4. This allows us to indicate that the corrections made with the artificial vision system allow maintaining homogeneous cutting conditions during the manufacturing process.

Force graph of the cutting process, measured vs. predicted.
4 Conclusions
The results obtained show uniform behaviours when the cutting conditions are maintained, then, if the cutting conditions are not disturbed by sudden changes in section, wear of cutting tools or other phenomena that may affect the cutting forces; the quality of the generated surface is adequate. The developed vision system is a non-invasive technique for locating the tool tip which is crucial for achieving precise and controlled machining of desired geometries, when used in tandem with the matrix of force sensor is a very powerful technique of concurrent measurement that is capable of ensuring that the quality of the process will be maintained.
References
Fajardo-Pruna, M., López-Estrada, L., Pérez, H., Diez, E., Vizán, A.: Analysis of a single-edge micro cutting process in a hybrid parallel-serial machine tool. Int J Mech Sci. 151, 222–235 (2019)
López-Estrada, L., Fajardo-Pruna, M., Sánchez-González, L., Pérez, H., Fernández-Robles, L., Vizán, A.: Design and implementation of a stereo vision system on an innovative 6DOF single-edge machining device for tool tip localization and path correction. Sensors 18(9), 3132 (2018)
Lee, W.B., Cheung, C.F., To, S.: Materials induced vibration in ultra-precision machining. J. Mater. Process. Technol. 89–90, 318–325 (1999)
Chen, G., Ren, C., Zhang, P., Cui, K., Li, Y.: Measurement and finite element simulation of micro-cutting temperatures of tool tip and workpiece. Int. J. Mach. Tools Manuf. 75, 16–26 (2013)
López Estrada, L.A.: Modelado y análisis del proceso de micromecanizado realizado con herramientas de filo único. Universidad Politécnica de Madrid (2019)
Axinte, D.A., Gindy, N., Fox, K., Unanue, I.: Process monitoring to assist the workpiece surface quality in machining. Int. J. Mach. Tools Manuf. 44(10), 1091–1108 (2004)
Brecher, C., Eckel, H.-M., Motschke, T., Fey, M., Epple, A.: Estimation of the virtual workpiece quality by the use of a spindle-integrated process force measurement. CIRP Ann. (2019)
Friedrich, C., Kauschinger, B., Ihlenfeldt, S.: Decentralized structure-integrated spatial force measurement in machine tools. Mechatronics 40, 17–27 (2016)
López-Estrada, L., Fajardo-Pruna, M., Sánchez-González, L., Pérez, H., Vizán, A.: Design and implementation of a vision system on an innovative single point micro-machining device for tool tip localization. In: Pérez García, H., Alfonso-Cendón, J., Sánchez González, L., Quintián, H., Corchado, E. (eds.) SOCO/CISIS/ICEUTE -2017. AISC, vol. 649, pp. 219–228. Springer, Cham (2018). https://doi.org/10.1007/978-3-319-67180-2_21
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2023 The Author(s)
About this paper

Cite this paper
Fajardo-Pruna, M., López-Estrada, L., Tutivén, C., Gualoto-Cóndor, S., Vizán, A. (2023). Micro Cutting Tool Tip Tracking with a Piezoelectric Matrix. In: Vizán Idoipe, A., García Prada, J.C. (eds) Proceedings of the XV Ibero-American Congress of Mechanical Engineering. IACME 2022. Springer, Cham. https://doi.org/10.1007/978-3-031-38563-6_57
Download citation
DOI: https://doi.org/10.1007/978-3-031-38563-6_57
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-38562-9
Online ISBN: 978-3-031-38563-6
eBook Packages: EngineeringEngineering (R0)