
Abstract
Additive manufacturing technologies, among which is 3D printing, is one of the fundamental pillars of industry 4.0, since it allows to obtain prototypes and manufactured parts in a fast, versatile and economical way. To ensure the quality of production, it is necessary that all parts obtained through any manufacturing process meet the specifications of the design. However, it is not enough for a certain part to meet the dimensional design specifications, but most parts manufactured on the same machine must do so. This paper proposes two pattern models to study the reproducibility and for the correction of the scales that must be applied to a commercial 3D printer to obtain printed parts by fused filament deposition (FDM).
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
In the environment of industry 4.0, additive manufacturing (AM) represents one of the most important technological trends since it allows obtaining small batches of products with a high degree of customization [1]. AM technologies bring these two characteristics together and have the potential to be at the center of the industry's development for years to come. In fact, they are currently already implanted in very important industries, such as automotive, naval, military, electronics or medical [2,3,4]. Additive manufacturing is a manufacturing technology that represents a breakthrough since it allows the construction of parts with geometries that are difficult or impossible to achieve through traditional processes [5]. To do this, the different AM technologies divide the digital 3D models into layers and the piece is obtained by adding, layer by layer, of material [6, 7].
The main goal of this article is to propose a procedure to determine the corrections that must be applied in an AM machine to obtain parts accurately. In this case we will study the particular case of 3D printing, since it is one of the most accessible technologies on the market. To do this, in this document we will carry out a metrological study on samples manufactured by 3D printing and we will perform the measurement with a profile projector.
2 Materials and Methods
2.1 Material Measures
In literature, material measures with simple geometry (usually parallelepipeds) have been proposed, from which the distance between the outer faces was measured. Based on the concept of manufacturing custom measurement standards set out in [8], Two different models are proposed, one to study the reproducibility of the 3D printer and another for the correction of its scales. They are based on a stage micrometer, which is a measuring instrument widely used in the field of dimensional metrology for the calibration of optical measuring instruments (such as microscopes or profile projectors). This geometry allows to have more measurement points, which allows to lower the measurement uncertainty.
In this case, it was proposed that the material standards be calibrated with a profile projector with reflected light, to simplify the calibration process. Therefore, the characteristics of the measuring instrument have been taken into account in the design of the measurement standards. To perform the measurements correctly, the maximum possible contrast is required at the measuring points. This is usually achieved with corners at 90º, without roundings or chamfers. The lower the angle of the chamfer, the lower the contrast and therefore the quality of the measurement will worsen due to the inability of the operator to distinguish the edges of the structures well.
Design for the Study of the Reproducibility of the 3D Printer
This design has a parallelepiped base 100 × 100 mm and height 15 mm. The pitch, i.e. the nominal distance between grooves, is 12.5 mm wide forming a grid (see Fig. 1 left). The cross-section of the grooves could be also observed in Fig. 1 (right).

Reproducibility material standard (left) and its cross-section (right).
The reproducibility study shall consist of determining the average step and standard deviation on 10 samples manufactured under the same conditions.
Design for the Correction of the Scales of the 3D Printer
This design consists of a cube 100 mm side and with a grid on each side (see Fig. 2). It has eight vertical and horizontal V-shaped grooves (with a 60º angle). The nominal pitch between the grooves is 10 mm.

Scale correction material standard
2.2 Manufacturing of the Parts
The parts will be manufactured on an ANYCUBIC i3 MEGA 3D printer. As for the printing conditions, it must be taken into account that the printing parameters significantly affect the dimensional quality of the manufactured parts. In this case, the material used as filament is PLA, Considering the parameters proposed in literature [9, 10], the samples will be printed at 200ºC, with a printing speed of 30 mm/s and producing layers 0.2 mm high.
2.3 Measurement of the Samples
A calibrated profile projector of horizontal axis profiles of the brand NIKON, model H14B and with serial number 10129 that allows the illumination of the samples both diascopically (by transmitted light) and episcopically (by reflected light) The measurement fields of the projector are CX = 200 mm, CZ = 100 mm y α = 360º and its resolutions are EX = EZ = 0.001 mm taken digitally and Eα = \(1^{{\prime }}\) taken analogically. For this experiment a 100X amplification will be used.
For the measurement of parts in general with profile projectors, the typical uncertainty calculated with Eq. (1) must be considered (L is expressed in meters):
Measuring Strategy
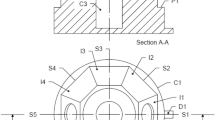
The measurement will be carried out in a one-dimensional way, that is, only measurements will be taken on the X axis of the profile projector. The distance between the midlines of the grooves that are in an upright position will be determined. Measures will be taken according to the schemes in Fig. 3.

Measuring strategy.
Once the distances with the profile projector have been determined, the part is measured with 90º, 180º and 270º turns.
Measuring Strategy
Below is a correction model for the scales of the 3D printer, based on [11]
where \(\left( {x, y, z} \right)\) are the corrected measures, \(\left( {p, q, r} \right)\) are the raw data obtained from the measurement process, the factors \(C_{x}\), \(C_{y}\) y \(C_{z}\) are those that correct the deviations of the measurements in each axis with respect to the nominal value and the factors \(\theta_{xy}\), \(\theta_{xz}\) y \(\theta_{yz}\) are those that correct the perpendicularity deviations between the axes.
3 Results
3.1 Study of Reproducibility
Table 1 shows the results of this experiment.
3.2 Study of 3D Printing Process Scales Correction
Figure 4 shows the error maps corresponding to each face. The vectors represent the direction in which errors are made on each axis of each face.

Error maps of each face of the correction material standard.
3.3 Study of Corrections to the Printing Process
Through a least squares adjustment, the corrections to be applied on each face are determined. It is important to note that each face allows us to estimate the corrections corresponding to two axes of the machine and that, for each pair of axes, we have two estimates of each correction factor. Therefore, the correction factor is the average of the two estimates. The correction matrix is:
The uncertainties associated with each correction factor are those shown in Table 2:
4 Conclusions
In this work it is proposed to manufacture two designs of material standards to study the reproducibility and calibrate the axes of a 3D printer. These material stantards have been measured with a profile projector with low uncertainties. This procedure can be adapted for other additive manufacturing machines and measuring instruments.
References
Ghobakhloo, M.: The future of manufacturing industry: a strategic roadmap toward Industry 4.0. J. Manuf. Technol. Manag. 29(6), 910–936 (2018)
Vafadar, A., et al.: Advances in metal AM: a review of common processes, industrial applications, and current challenges. Appl. Sci. 11, 1213 (2021)
Sarvankar, S., Yewale, A.: AM in automobile industry. Int. J. Res. Aeronaut. Mech. Eng. 7(4), 01–10 (2019)
Strickland, J.: Applications of AM in the marine industry. In: 13th Int. Symposium on Practical Design of Ships and other floating structures, Copenhagen (2016)
Vora, H., Sanyal, S.: A comprehensive review: metrology in AM and 3D printing technology. Prog. Addit. Manuf. 5, 319–353 (2020)
Zahera, M.: La fabricación aditiva, tecnología avanzada para el diseño y desarrollo de productos. In: XVI Project Engineering International Congress, Valencia (2012)
Attaran, M.: The rise of 3-D printing: the advantages of additive manufacturing over traditional manufacturing. Bus. Horiz. 60, 677–688 (2017)
Mínguez Martínez, A., et al.: Design of industrial standards for the calibration of optical microscopes. Materials 14(1), 29 (2021)
García Plaza, E., et al.: Analysis of PLA geometric properties processed by FFF AM: effects of the process parameters and plate-extruder precision motion. Polymers 11, 1581 (2019)
Luis-Pérez, C., et al.: Modeling of the influence of Input AM parameters on dim. Error and form errors in PLA parts printed with FFF tech. Polymers 13, 4152 (2021)
Mínguez Martínez, A., de Vicente y Oliva, J.: Industrial Calibration Procedure for Confocal Microscopes. Materials 12, 4137 (2019)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2023 The Author(s)
About this paper

Cite this paper
Mínguez-Martínez, A., Quirós-Torres, G., Ramos-González, F., de Vicente y Oliva, J. (2023). Determination of Calibration Corrections and Study of the Reproducibility of a 3D Printer. In: Vizán Idoipe, A., García Prada, J.C. (eds) Proceedings of the XV Ibero-American Congress of Mechanical Engineering. IACME 2022. Springer, Cham. https://doi.org/10.1007/978-3-031-38563-6_55
Download citation
DOI: https://doi.org/10.1007/978-3-031-38563-6_55
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-38562-9
Online ISBN: 978-3-031-38563-6
eBook Packages: EngineeringEngineering (R0)