
Abstract
Powder bed laser 3D printing performed using polar coordinates, called Spiral Growth Manufacturing (SGM), allows manufacturing axisymmetric revolution parts in less time compared to conventional cartesian laser printing or Selective Laser Melting (SLM). In this work, a device to perform SGM operating under polar coordinates is presented. The study considered the manufacture of rings by 3D laser printing, both polar (SGM) and cartesian (SLM), from AISI 316L steel powder. These were compared dimensionally and with regards to density and build rate efficiency of the process. The rings have a nominal outer diameter of up to 75 mm and inner one of 45 mm. Results indicate that geometric dimensional precision, specific and nominal density of the polar rings are very close to those obtained through cartesian process. Build rate efficiency of rings by polar printing is on average 5% higher than for cartesian obtained rings.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
3D printing using a laser and a bed of metal powder is an established technology in the additive manufacturing market. [1] Its current operation is based on three-dimensional movements within a cartesian coordinate system (i.e., x-y-z). This makes it possible to manufacture complex objects by stacking layers of metallic powder, which are applied discreetly and sequentially by a roller generally in the vertical direction. A high-power focused laser beam is actuated in the x and y directions over each layer by means of galvanometric mirrors. The powder layer is thus selectively melted giving the process its known name and acronym, Selective Laser Melting (SLM). Alternatively, since 2005 [2], researchers have worked the idea of dispensing the powder in a rotary or polar coordinate manner, thus giving way to a continuous powder layer process. At the University of Liverpool, Egan [3] proposed a new printing technique from a continuous layer in the form of a spiral. He coined it Spiral Growth Manufacturing or simply SGM. This method is based on SLM, except that, the part is continuously being printed, due to the rotation of the powder bed. Later, Zañartu and Ramos [4] designed and built a similar device that worked under spiral binder-jetting printing. On the occasion, they made rings based on ceramic powders (e.g., calcium sulphate). Following the same line of research, Vera [5], redesigned the previous device and created a prototype 3D printer for the consolidation of molten powder by laser under a controlled atmosphere; here again, the working axes were in cylindrical coordinates and not cartesian. Achieving rings made from a Cu-Ni-Sn alloy with layer thicknesses between 400 to 600 µm at an angular speed of one revolution per minute. Thus, verifying the technical feasibility of the method, but not yet its effectiveness at the level of functional manufactured parts. More recently in 2020, Carter et al. [6] began investigating SGM technology in the manufacture of large aviation engine parts.
According to [7], who carried out the superficial melting treatment of 316L steel metal rings, thermal fields differ between a cartesian and a polar process, because the trajectory of the laser beam on the surface of the powder layer is distinct under each processing scheme; affecting thermal gradients and cooling rates locally. This is expected to have a favorable impact on the control of residual stresses by avoiding, for example, post-recovery or annealing heat treatments commonly used today in parts printed using lasers in cartesian printing processes.
In this work, preliminary measurement results of dimensional characteristics of parts printed using both polar and cartesian techniques and the specific and nominal density using the Archimedean method are presented. Based on the results, it was possible to estimate and compare the build rate efficiency (i.e., mass rate efficiency [8, 9]) between both processes and correlate the values with the volumetric energy density used.
1.1 Build Rate Efficiency
Build rate efficiency, or mass rate efficiency, is defined by Eq. (1) [8, 9] as the quotient between the real mass rate and the theoretical mass rate. The first is obtained from the experimental printing process by weighing the part and recording the effective printing time (subtracting dead times, e.g., time to spread the powder as in the SLM process). The second corresponds to the maximum amount of mass possible the system can melt per unit of time considering adiabatic conditions from a given heat source of power P, applied to the surface of the powder, and its thermophysical properties.
1.2 Volumetric Energy Density
On the other hand, the volumetric energy density for a cartesian printing system is given by Eq. (2) [1] and is calculated as the ratio between the power of the heat source P and the product of the scanning speed (v), layer thickness (e) and the spacing between laser pass lines, i.e. hatch spacing (ϕ).
For a polar system, on the contrary, it is necessary to include the average traverse speed of the heat front, which is a function of the rpm times the average length of the heat line (for a ring, it corresponds to one quarter the difference between the outer diameter do and inner diameter di, both squared). The expression is given by Eq. (3) [10].
Finally, the input variables of the SGM and SLM processes are adjusted so that they generate comparable results, this to study the effect on the dimensions, specific - nominal density and build rate efficiency between both printing methods.
2 Methods
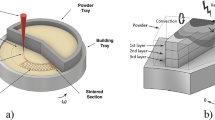
The input parameters of the polar (SGM) printing process are illustrated in Fig. 1 (a) and correspond to: laser power (P in watts), laser scan speed (v in mm/s), layer thickness (e in mm), and powder bed angular speed (rpm in rev/min); for a certain height (h), outer (do) and inner (di) diameters of the ring. These parameters allow the fabrication of metal rings such that they can be compared according to the values of the output variables: obtained dimensions, specific - nominal density, and build rate efficiency.
2.1 Laser Scanning Patterns
Figure 1(b) illustrates the differences between the laser beam scanning patterns of a cartesian and a polar process. The cartesian scan pattern is dependent on the scan angle with respect to the geometry of the cross section of the part, with the possibility of very long and very short linear heat segments. In the case of the polar process, the heat segments are shorter, symmetrical, and constant in length in the case of rings. This has an effect regarding the accumulation of heat at any point on the surface, since the longer the heat line is, the waiting time between consecutive passes of the heat source is greater and therefore there is more time for the heat to dissipate towards cold zones. Increasing the rate of cooling and thus generating residual stresses of greater magnitude [11].

(a) I/O parameter set of SGM process. (b) Schematic difference of laser scan patterns.
2.2 Polar and Cartesian Laser Printing Systems
The two laser-powder-bed 3D printing systems used are described below and preliminary results from the rings printed in 316L steel are presented as follows.
SGM Printing System (Polar).
Figure 2(a) shows the integration of the polar SGM system consisting of a 300W (1064 nm) IPG fiber laser, a SINTEC x-y scanner, vacuum chamber, power and electro-mechanical control system. The possible layer thicknesses obtained ranged from 140 to 400 microns. The nominal laser power varied between 170 and 240 W, obtaining volumetric energy densities from 6 to 32 J/mm3. Figure 2(b) shows one of the rings printed. The ring is fused to a build platform of the same steel. The ring has a nominal inner diameter of 45 mm and an outer diameter of 75 mm, it was manufactured at 1 rpm with a laser power of 216 W, focused at 75 µm, a layer thickness of 200 µm and a laser scanning speed of 990 mm/s.

(a) SGM printing system. (b) SGM printed 316L ring.
SLM Printing System (Cartesian).
A commercial SLM-type 3D printing system, GE Additive MLab 200R, which operates under a cartesian coordinate scheme was used. It has a 200 W (1064 nm) IPG fiber laser, a Super Scan x-y scanning head with speeds of up to 7 m/s, a print throughput volume of 10 cm x 10 cm x 10 cm, with a minimum layer thickness of 15 µm and laser focal spot of 75 µm. Table 1 presents the parameters used in the manufacture of the rings by the polar (SGM) and cartesian (SLM) method.
3 Results
Geometric dimensions, mass, and printing time results allowed the calculation of the specific and nominal density, mass rates and build rate efficiency of the printed rings under both processes. These are presented and summarized in Tables 1 and 2.
3.1 Geometry Dimensions, Specific and Nominal Density
From the results presented in Tables 1 and 2, the achieved specific and nominal density of the rings are very close in magnitude under both processes. In relation to the width of the rings, the cartesian process tends to slightly overestimate the nominal value, while the polar process underestimates it in certain cases.
3.2 Build Rate Efficiency vs Volumetric Energy Density
Figure 3 shows the plot of the build rate efficiency versus the volumetric energy density for the polar and cartesian parts built. It is observed for SGM parts to achieve a higher build rate efficiency at energy densities lower than those used in SLM. The average build rate efficiency of the SGM parts (18.2%) is 5% higher than the SLM process (13.1%). Dead times between layer applications makes the latter less process efficient.

Build rate efficiency vs energy density: polar (
 ) and cartesian (
) and cartesian (
 ) process.
) process.
Global trend shows that higher energy density renders lower build rate efficiency, since a higher laser power is used, resulting in higher theoretical mass rate, which reduces the build rate efficiency; a result previously observed by Ramos-Grez et al. (2022) [10].
4 Conclusions
The results presented here indicate that the geometric dimensional precision and the specific - nominal density of rings manufactured using the polar (SGM) process is very close in magnitude to those obtained by the cartesian (SLM) process.
On the other hand, build rate efficiency is on average 5% higher for the polar (SGM) process than for the cartesian (SLM). However, a decreasing trend with volumetric energy density is observed in both processes.
The comparison of the distribution of residual stresses between both processes is the next step to study; anticipating that the SGM process should concentrate more heat, since the delay time of the heat front at each point is shorter. This would in turn increase the temperature locally, reducing thermal gradients and producing an in-situ recovery heat treatment, allowing to relieve residual stresses in the polar printed object.
References
Gibson, I., Rosen, D., Stucker, B.: Additive Manufacturing Technologies, 3rd edn. Springer, London (2010)
Hauser, C., Sutcliffe, C., Egan, M., Fox, P.: Spiral growth manufacturing (SGM) - a continuous additive manufacturing technology for processing metal powder by selective laser melting. In: SFF Symposium, Austin, Texas (2005)
Egan, M.J.: Spiral growth manufacture: a continuous additive manufacturing technology for powder processing. Thesis, University of Liverpool, Liverpool (2007)
Zañartu-Apara, G., Ramos-Grez, J.: Characterization of the mechanical properties of samples fabricated by an experimental SGM device. Rapid Prototyping J. 16(5), 356–364 (2010)
Vera, J.: Influencia de parámetros de operación en Sistema de impresión 3D basado en el crecimiento en espiral de objetos sólidos. Thesis, Pontificia Universidad Católica de Chile, Santiago (2018)
Carter, W.T., et al.: A large format DMLM system using a continuously rotating powder bed. Addit. Manuf. 31 (2020)
González, M., Ramos-Grez, J., Jeria, I., Guerra, C., Solís, R., Carvajal, L.: Effects of laser surface modification on stainless steel 316L thin annular discs under radial and cartesian scans. J. Opt. Laser Technol. (2022)
Gutowski, T., et al.: Note on the rate and energy efficiency limits for additive manufacturing. J. Ind. Ecol. 21(S1), 569–579 (2018)
La Fe-Perdomo, I., Ramos-Grez, J.: An insight into adiabatic efficiency hybrid modeling in laser powder bed fusion of 316L stainless steel. J. Opt. Laser Technol. (2023)
Ramos-Grez, J.A., Vera, J., Walczak M.: Spiral growth selective laser melting of axisymmetric objects from Cu-Ni-Sn alloy powder: a mass rate efficiency study. Int. J. Adv. Manuf. Technol. (2022, Submitted)
Jain, P.K., Pandey, P.M., Rao, P.V.M.: Effect of delay time on part strength in selective laser sintering. Int. J. Adv. Manuf. Technol. 43, 117–126 (2009)
Acknowledgements
Fundación COPEC-UC 2018.R.979, FONDEQUIP EQM 180081, ANID FONDECYT 1201068.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2023 The Author(s)
About this paper

Cite this paper
Ramos-Grez, J.A., Norambuena, M.L., Pérez, I.J., Saavedra, D.G., Aguilera, M.G. (2023). Development of Powder Bed Laser 3D Printing in Polar Coordinates and Its Comparison with Conventional Cartesian Laser 3D Printing. In: Vizán Idoipe, A., García Prada, J.C. (eds) Proceedings of the XV Ibero-American Congress of Mechanical Engineering. IACME 2022. Springer, Cham. https://doi.org/10.1007/978-3-031-38563-6_53
Download citation
DOI: https://doi.org/10.1007/978-3-031-38563-6_53
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-38562-9
Online ISBN: 978-3-031-38563-6
eBook Packages: EngineeringEngineering (R0)