
Abstract
Micromachining combines a series of material removal processes that give flexibility and efficiency while manufacturing microcomponents in a wide range of materials, and geometries. On the micro-scale, some challenges must be addressed due to size effects, vibrations, tool rigidity, and others. Therefore, often process parameters tend to be very conservative and may not achieve the expected performance level. This study proposes an integral methodology for optimal parameter selection, being applied in the Titanium micromilling. The results show that it is possible to optimize the process parameters with a hybrid strategy with efficient use of time and resources.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Miniaturization capability has been considered as a significant indicator of technical development in the modern world. This allows achieving size reductions in mechanical and electronic components which is a critical task to consolidate a set of functional characteristics in microdevices [1]. Multiple benefits are associated with this reduction in size, such as low energy and material consumption, low weight, compact size and an excellent cost-performance ratio; which are highly demanded in the medical, transportation and communications sectors, among others [2, 3].
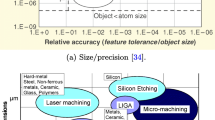
Micromachining processes emerge as a response, consolidating as a set of key technologies capable of reaching the specifications required by these microcomponents. Micromachining processes stand out within micromanufacturing technologies because through the removal of material they allow multiple advantages over other processes in terms of work materials, precision and complexity of the geometries that can be produced [3, 4].
Material removal processes on the micro scale increase existing problems on the macro scale such as elastic/plastic deformations, fracture at high strain rates and high temperature gradients. Additionally, others are added such as the effect of size, influence of the microstructure, influence of the dynamics that become more relevant on this scale. There are modeling techniques to analyze these processes based on theoretical approaches by analytical [5] or numerical [6], mechanistic or semi-empirical [7], empirical-experimental [8] methods. However, there are still challenges for the prediction of micromachining performance such as tool life, surface integrity, chip formation, which provide vital information for use in the industry [9].
In accordance with the above, the present work presents a new methodological approach towards finding a set of optimal of process parameters for micromachining. For this purpose, modeling techniques are integrated, numerical (finite element) and experimental (experimental design) methods that allow a cost-effective addressing of optimal operating parameters selection. The developed methodology was applied in different micro-milling processes, proving to be effective as a support tool for the process optimization task.
2 An Integrated Methodology
In micromachining processes, multiple aspects are compromised, such as cutting forces, burr formation, surface finish, material removal rates, and tool wear among others, which are affected by the selection of parameters and process conditions such as cutting speeds, feed, depth of cut, tools, coolants among others.
The parameters optimization is a multi-objective task that must be adapted to the resources and times available in each scenario. It is a complex process that often requires intuition, creativity, critical reasoning, added to the implementation of existing information (documents, previous experiences, empirical knowledge). Figure 1 illustrates the steps of the proposed methodology:

Proposed methodology flowchart.
-
1.
The starting point is to define the process variables and responses to be considered in compliance with current needs and available resources. Cutting speeds, feeds, depths and tools are usually some of the variables considered in micromachining processes and removal rates, surface finish as some of the responses or performance indicators of the process that is being measured. This is a critical step where objectives and constraints are clearly defined.
-
2.
Establish a knowledge base with appropriate information about the selected parameters and their effects on process responses. The foregoing may include previous empirical or analytical knowledge about the process from previous experiences (of researchers, manufacturers, machinists, etc.) to contribute to the design space of the parameters to be explored. Material properties such as density, elastic modulus, constitutive and fracture models with their respective parameters, as well as thermal properties, among others, may be required and even require additional tests for an adequate measurement of them under desired/expected conditions.
-
3.
Develop and evaluate numerical models with their respective formulation (by finite elements, smoothed particle hydrodynamics, molecular dynamics, or others) according to the resources, skills and required factors. Some fundamental parameters such as forces, stresses, deformations, strain rates, temperatures, and chip formation can be explored in this phase. Simulations include only computational cost (as they do not imply infrastructure or costly equipment) allowing us to evaluate under different working conditions to focus the successive steps according to the results obtained.
-
4.
Perform experimental tests with recommended ranges defined in previous stages (steps 1 to 3) by applying systematic design of experiment techniques according to the requirements that can allow deriving valid conclusions from a statistical approach. For example, fractional experimental designs or Taguchi orthogonal designs may permit low-cost screening and rapid assessment of process responses. Other types of design such as central composite designs, D-optimum or Box-Behnken can also be used for process optimization, allowing the creation of a response surface, but also limiting the required time and resources. Through experimentation, industry-relevant parameters such as tool life, surface finish, and burrs of the machined component can be measured in this step as required.
-
5.
Apply optimization strategies (Taguchi, fuzzy logic, neural networks, or others) to obtain a set of optimal parameters that achieve the expected performance.
-
6.
Apply confirmatory tests to verify the quality of the experimental results and the consistency with the predictions of the numerical and experimental models.
-
7.
Adjustments to the method can arise in any of the previous stages, so it is vital to provide feedback to each phase towards improvement, for example suggesting modifications to the process variables, and adjusting their limits or design space, among others.
2.1 Defining Objectives and Constraints
In micromachining, it is very common to use more conservative process parameters due to the inherence of other insignificant effects on the macro scale and the relative fragility of microtools. The market often demands high removal rates as an indicator of productivity while keeping operating costs low. For this reason, the main objectives of micromachining processes can be classified into two large categories such as those based on quality or related to economic criteria.
-
Costs: Machining time and production costs are the main representatives of this category.
-
Quality: In this group different factors are associated that significantly affect the quality of the machined components. Some of them are tool wear, tool life, component precision, surface finish, among others.
2.2 Process Modeling and Simulation
Predictive models resulting from simulations can be integrated into process planning to improve productivity and the quality of the final product. A hybrid strategy is highly recommended to develop a model from multiple inputs (like material parameters, process cutting conditions, machine tool, and interface characteristics) and process different output variables that may be fundamental (such as forces, stresses and strains which are significant for the scientific approach) or relevant to industry and product manufacturing (like tool life, surface roughness, and burrs). A numerical/empirical approach is recommended, in such a way that the capacities of each modeling scheme are improved, allowing the validation of the results and a cost-effective methodology.
Some numerical techniques that have been applied to simulate the response of the micromachining process (shown in Fig. 2) are Finite Elements [10], Smoothed Particle Hydrodynamics [11], Molecular Dynamics [12], and Multi-Scale [10]. Some of them have been successfully used to analyze cutting forces, stress-strains, temperature distributions, chip and burr formation, and residual stresses.

3 Case Study
This case study is focused on increasing the performance of the commercially pure Titanium (ASTM B265 GR2) micro-milling process by optimizing basic process parameters to reduce cutting forces, tool wear, and burr formation while preserving a moderate material removal rate (productivity). A series of simulations, coupled with a Taguchi orthogonal array set of experimental runs, allowed the investigation of multiple parameters (shown in Fig. 3, and Table 1). Further details can be found in [15].

Finite Element cutting simulation and machined slots burrs.
4 Conclusions
In the present study, a new methodological approach is proposed for the optimization of process parameters in micromachining. This approach integrates modeling techniques, particularly numerical and experimental methods supported by statistical analysis, which allows to effectively address the selection of optimal operating parameters reducing the use of time and resources for its application compared to traditional methods. This methodology can also be extrapolated to other subtractive or additive processes, materials, and responses.
References
Hashmi, S.: Comprehensive Materials Processing, Elsevier Science (2014)
Qin, Y.: Micromanufacturing Engineering and Technology. Elsevier Science (2015)
Serje, D., Pacheco, J., Diez, E.: Micromilling research: current trends and future prospects. Int. J. Adv. Manuf. Technol. 111, 1889–1916 (2020)
Jain, V.K., Sidpara, A., Balasubramaniam, R., Lodha, G.S., Dhamgaye, V.P., Shukla, R.: Micromanufacturing: a review—Part I. Proc. Inst. Mech. Eng. Part B: J. Eng. Manuf. 228, 973–994 (2014)
Budak, E., Ozlu, E., Bakioglu, H., Barzegar, Z.: Thermo-mechanical modeling of the third deformation zone in machining for prediction of cutting forces. CIRP Ann. Manuf. Technol. 65, 121–124 (2016)
Sahoo, P., Patra, K.: Mechanistic modeling of cutting forces in micro-end-milling considering tool run out, minimum chip thickness and tooth overlapping effects. Mach. Sci. Technol. (2018)
Davoudinejad, A., Tosello, G., Parenti, P., Annoni, M.: 3D finite element simulation of micro end-milling by considering the effect of tool run-out. Micromachines 8 (2017)
Miranda, M., Serje, D., Pacheco, J., Bris, J.: Tool edge radius wear and material removal rate performance charts for titanium micro-milling. Int. J. Precis. Eng. Manuf. 19, 79–84 (2018)
Arrazola, P.J., Özel, T., Umbrello, D., Davies, M., Jawahir, I.S.: Recent advances in modelling of metal machining processes. CIRP Ann. Manuf. Technol. 62, 695–718 (2013)
Cheng, K., Huo, D.: Micro-Cutting: Fundamentals and Applications. Wiley (2013)
Limido, J., Espinosa, C., Salaun, M., Mabru, C., Chieragatti, R., Lacome, J.L.: Metal cutting modelling SPH approach. Int. J. Mach. Mach. Mater. 9, 177–196 (2011)
Goel, S., Luo, X., Agrawal, A., Reuben, R.L.: Diamond machining of silicon: a review of advances in molecular dynamics simulation. Int. J. Mach. Tools Manuf 88, 131–164 (2015)
Zhou, L., Peng, F., Yan, R., Dong, Q., Yang, C.: Prediction and experimental validation of micro end-milling forces with finite element method. In: Liu, H., Kubota, N., Zhu, X., Dillmann, R., Zhou, D. (eds.) ICIRA 2015. LNCS, vol. 9245, pp. 664–675. Springer, Cham (2015). https://doi.org/10.1007/978-3-319-22876-1_58
Sun, X., Chen, S., Cheng, K., Huo, D., Chu, W.: Multiscale simulation on nanometric cutting of single crystal copper. Proc. Inst. Mech. Eng. Part B: J. Eng. Manuf. 220, 1217–1222 (2006)
Serje Martı́nez, D.A.: A micro-milling cutting force and chip formation modeling approach for optimal process parameters selection. Universidad del Norte (2018)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2023 The Author(s)
About this paper

Cite this paper
Martínez, D.S., Cifuentes, E.D., Giraldo, M.M., Bolívar, J.P. (2023). An Integrated Methodology for the Optimization of Process Parameters in Micromanufacturing: A Micromilling Case Study. In: Vizán Idoipe, A., García Prada, J.C. (eds) Proceedings of the XV Ibero-American Congress of Mechanical Engineering. IACME 2022. Springer, Cham. https://doi.org/10.1007/978-3-031-38563-6_51
Download citation
DOI: https://doi.org/10.1007/978-3-031-38563-6_51
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-38562-9
Online ISBN: 978-3-031-38563-6
eBook Packages: EngineeringEngineering (R0)