
Abstract
Additive manufacturing parts often need post-treatment due to inherent shortcomings, such as poor surface quality or mechanical performance. Ball burnishing, a plastic deformation technique, can reduce these drawbacks. In this research, a specific tool was designed, and statistical models were used to determine optimal process parameters. Flexural and fatigue tests were conducted to assess the effects of ball burnishing on surface and dimensional quality, hardness, and mechanical behavior. The study shows that ball burnishing can benefit cast filament parts made of three materials and provides generalizations for its application. This research represents a novel contribution to using ball burnishing and highlights its advantages.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others

Keywords
- Ball Burnishing
- Additive Manufacturing
- Fused Filament Fabrication
- Surface Roughness
- Mechanical performance
- Fatigue Life
1 Introduction
The demand for prototypes has been overgrowing due to industries’ desire to bring products to market as quickly as their competitors. Additive Manufacturing (AM) technologies, such as Fused Filament Fabrication (FFF), have made this possible by enabling the production of components previously considered unachievable or too expensive to produce [1]. Despite the extensive potential applications of AM, it must still meet the quality and durability standards necessary for a wide range of industrial uses [2]. Surface roughness is a crucial factor affecting the products’ overall quality, including their functionality, assembly tolerances, and fatigue resistance.
The surface roughness arises from the elliptical shape of the filament layers deposited in a step-by-step manner, resulting in the “staircase effect” [3]. As a result, it is essential to undertake post-processing procedures to enhance the part’s characteristics and guarantee its optimal performance [4]. The Ball Burnishing (BB) process is a technique classified under Severe Plastic Deformation (SPD). It consists of an indenter’s action on the part’s surface, which reduces irregularities and improves the surface finish. In addition, BB tools can be coupled to conventional manufacturing machines, thus reducing operating costs. In metallic materials, BB parameters that influence roughness and hardness were identified, including ball diameter, applied force, feed rate, number of passes and use of lubricants [5, 6]. These studies demonstrate improved surface friction coefficient, wear rate and surface hardness [7].
However, the advantages of BB on polymeric parts obtained by FFF still need to be defined. To the authors’ knowledge, only one investigation addresses the influence of BB on FFF parts using a conventional BB tool and PEI as base material. It reveals improvements in fatigue life, reduction of surface roughness and improvement in impact energy absorption [8]. This work aims to validate the BB process’s effectiveness in improving FFF-polymeric components’ surface quality and mechanical performance. Tough PLA, PC, and PC-ISO were tested using a state-of-the-art tool, analyzing surface and dimensional qualities, flexural strength, and fatigue life. Results were obtained using statistical, surface, dimensional, and microscopy image examination to determine the effects of BB parameters. The study contributes to a better understanding of the BB process’s potential to enhance FFF polymeric components.
2 Materials and Methods
Plates of 150 mm in length and 110 × 4 mm2 cross-section were designed to determine the range of magnitudes that enhanced surface roughness. In addition, three-point bending, and flexural fatigue specimens were fabricated. All samples have a linear infill of ±45º, solid infill and a single outer contour. All samples were obtained in XY and XZ building orientations.
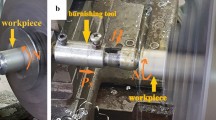
BB was performed with a specific tool designed and manufactured for this research, mounted on a CNC milling machine. The spherical indenter is 10 mm diameter chrome-hardened steel with two spherical bearing races of the same material. The plates were fixed in an epoxy resin block, while the standardized specimens were set inside a silicone mold to guarantee their correct position without hindering the expansion of the material. Based on results obtained before this research, the evaluation of two statistically significant BB process parameters was determined: the applied force and the number of tool passes. Previous works have reported the lateral path width and the tool feed rate with minor relevance. Consequently, the values have been set to 0.32 mm and 1000 mm/min, respectively.
A full factorial design of 32 was conducted to determine the influence of the chosen BB parameters. The aim is to identify the factor levels that yield the best results in terms of surface quality. Table 1 summarizes the distribution of factors and levels in the design of experiments. A roughness tester measured the impact on Ra and Rz roughness profiles before and after being subjected to a BB. Dimensional analysis was performed according to the corresponding standard [9] to determine cross-section dimension variations from the BB process. Finally, BB’s influence on the samples’ hardness was evaluated using a Shore D durometer following the ISO 868:2003 [10].
The mechanical behavior of each material was assessed by standardized three-point bending and flexural fatigue tests. Three-point bending tests were conducted on specimens with a cross-section of 4 × 10 mm2 and a length of 127 mm following procedure A of ASTM D790 [11]. Fatigue tests were performed on a dynamic testing machine with a three-point bending fixture following the ASTM D7774 [12]. Frequency and support spacing were set at 5 Hz and 64 mm, respectively. Specimens were tested using loads equivalent to 20%, 40%, 60%, and 80% of the maximum flexural strength of each material and manufacturing configuration.

Optical microscope images (surface and 3D texture) of pristine and ball burnished XY and XZ samples using the optimum process parameters. The white scale mark is 300 μm.
3 Results and Discussion
3.1 Ball Burnishing Influence on Surface Roughness
Ra and Rz values were determined for each set of experiments and processed to extract each variable’s contributions and calculated p-values. Results were considered statistically significant as the p-value is lower than 0.05. The results are reflected in the microscopy images in Fig. 1 and Table 2, where the optimum process parameters are reported, with a better surface quality obtained in the PC-ISO XY samples with a variation of Ra and Rz of 93% and 90%, respectively.
3.2 Dimensional Quality and Surface Hardness Assessment
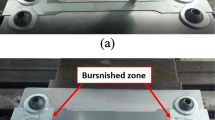
Figure 2a and 2b present the width and height dimensions of the pristine and burnished specimens. The dimensional deviation does not exceed 6.0% and 2.5% for XY and XZ, respectively. This is because the width was increased, and the height was reduced by the applied force, indicating densification. Still, dimensions close to the digital model can be guaranteed, with a maximum difference of 1.25%. The dimensional variation can be explained by the BB and printing error associated with the FFF technology.
Hardness tests on pristine and burnished specimens were conducted, and the results are shown in Fig. 2c. The highest surface hardness was found in specimens printed in the XZ orientation due to the contour stiffness compared to filler layers. Surface hardness was improved in all configurations and materials for BB specimens, with an improvement of up to 10%. This phenomenon is due to the reduction of the cross-section, which increases the density of the samples and strengthens the layer bonds.

a) and b) Width and height values of the specimens. The process was performed on both sides using the optimum parameters. (c) Shore D hardness of the specimens.
3.3 Mechanical Performance
The BB specimens show a higher flexural modulus, while the flexural strength remains unchanged. Results show differences in stiffness, maximum stress, and material failure based on the specimens’ internal structure and manufacturing orientation, highlighting the anisotropy of the FFF. The results are presented in Fig. 3.
The increased flexural modulus of BB specimens is due to the stiffening and plasticization of the outer layers. The burnishing process introduces compressive stresses, bringing the polymer chains closer and consequently increasing binary contacts and hardness [13]. This explains the improvement in flexural properties of the BB specimens compared to the pristine ones. However, there is no variation in the flexural strength of the samples. Burnishing reduces the flexural strength of XZ specimens due to the filament orientation in the outer layer, while it enhances the intra-layer bonding of the top layer in XY specimens, leaving them unaffected.

To the left, representative stress-strain curves obtained from flexural tests. To the right, S-N R-1 curves resulting from the 3-point bending fatigue tests.
The results presented for three-point bending dynamic tests correspond to the number of cycles in which the displacement exceeded 10%, i.e., the elastic limit, since none of the specimens fractured before that point. Due to the differences observed in the flexural strength of the pristine and burnished specimens during the flexural tests, the criterion for the reference stress value in the specimens was the worst case. Therefore, all samples were tested with the same oscillation stress, and a two-way comparison of the results could be obtained. Improvements between 100 and 500% are observed. Based on the results, the occurrence of compressive residual stresses in the outer layers of the burnished specimens, together with the subsequent densification and surface hardening, reduces the occurrence and propagation of cracks and, therefore, is responsible for the improvement to the dynamic response of the specimens.
4 Conclusions
The developed tool proved to work successfully on FFF parts, as demonstrated by its performance. The results established that this post-process is effective for a wide range of thermoplastics used in FFF. The influence of force and the number of tool passes on the surface quality of the samples was evaluated, and the best parameters were determined for each material. Overall, the improvement in Ra and Rz for the three materials is about 80% and 77%, respectively, and the dimensional variation does not exceed the standard deviation of the fabrication process. In addition, the densification of the outer layers improved the surface hardness of the parts by about 10%.
Regarding the mechanical performance, the results show a discrete improvement in flexural modulus while maintaining the same flexural strength, attributed to plasticization, and thinning of the outer layer. However, static test results require more variability to yield conclusive statements. Regarding fatigue behavior, the three materials substantially improved the number of cycles, resulting in a two-fold increase compared to the pristine specimens. In addition, the compaction of the layers hinders the appearance and propagation of cracks, increasing dynamic performance.
References
Forés-Garriga, A., et al.: Role of infill parameters on the mechanical performance and weight reduction of PEI Ultem processed by FFF. Mater. Design 193 (2020)
Piyush, et al.: 3D printing of food materials: A state of art review and future applications. Mater. Today: Proc. 33, 1463–1467 (2019)
Eswaran, P., et al.: Investigations on acute angle parts fabricated fusion deposition modelling parts volumetric shrinkage and surface roughness. Mater. Today: Proc. 45, 930–935 (2021)
de Bruijn, A.C., et al.: A comparative analysis of chemical, thermal, and mechanical post-process of fused filament fabricated polyetherimide parts for surface quality enhancement. Materials (2021)
Swirad, S., Wdowik, R.: Determining the effect of ball burnishing parameters on surface roughness using the Taguchi method. Procedia Manuf. 34 (2019)
Shiou, F.J., Chen, C.H.: Freeform surface finish of plastic injection mold by using ball-burnishing process. J. Mater. Process. Technol. 140(1–3), 248–254 (2003)
Low, K.O., Wong, K.J.: Influence of ball burnishing on surface quality and tribological characteristics of polymers under dry sliding conditions. Tribol. Int. 44(2), 144–153 (2011)
de Bruijn, A.C.,et. al.: On the effect upon the surface finish and mechanical performance of ball burnishing process on fused filament fabricated parts. Addit. Manuf. 46 (2021)
ISO - ISO 4288:1996, Geometrical Product Specifications (GPS) - Surface texture: Profile method - Rules and procedures for the assessment of surface texture, International Organization for Standardization, Geneva, Switzerland (1996)
UNE-EN ISO 868:2003 Plastics and ebonite. Determination of indentation hardness by means of a durometer (Shore hardness). International Organization for Standardization, Geneva, Switzerland (2003)
ASTM D790-17, Standard Test Methods for flexural properties of unreinforced and reinforced plastics and electrical insulating materials, ASTM International, West Conshohocken, PA (2017)
ASTM D7774-17, Standard Test Method for flexural fatigue properties of plastics, ASTM International, West Conshohocken PA (2017)
Bartczak, Z., Galeski, A., Argon, A.S., Cohen, R.E.: On the plastic deformation of the amorphous component in semicrystalline polymers. Polymer 37(11), 2113–2123 (1996)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2023 The Author(s)
About this paper

Cite this paper
de la Torre, H.G., de Bruijn, A.C., Gómez-Gras, G., Pérez, M.A. (2023). Influence of Ball Burnishing on the Improvement of Surface Quality and Mechanical Performance of Parts Obtained by FFF. In: Vizán Idoipe, A., García Prada, J.C. (eds) Proceedings of the XV Ibero-American Congress of Mechanical Engineering. IACME 2022. Springer, Cham. https://doi.org/10.1007/978-3-031-38563-6_48
Download citation
DOI: https://doi.org/10.1007/978-3-031-38563-6_48
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-38562-9
Online ISBN: 978-3-031-38563-6
eBook Packages: EngineeringEngineering (R0)