
Abstract
This work aims to present a digital-twin for prediction of the mechanical behavior and failure of additive manufacturing components, considering the characteristics of heterogeneities, mainly porosities, which appear during the manufacturing process. Therefore, the proposed methodology is based on the development of a CT-based FEM model, as well as the study of different porosity features by CT analysis and FEM modelling. Their influence on predictions is also evaluated. To this end, tensile test specimens were manufactured by means of L-PBF, according to ASTM E8/E8M. Afterwards, the analysis and digitalization of each specimen were carried out using CT, followed by FEM modelling of each one. Finally, the results obtained by the analysis were correlated with experimental tensile tests. Taking advantage of the virtual model proposed, virtual cases and hypothesis were also analyzed. Hence, the promising future of the proposed methodology is highlighted.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Currently, lightweight and safety components are sought-after by most of technological industries, from transport industry to healthcare applications. In this context, additive manufacturing (AM) emerges as the most suitable manufacturing process. This is due to the fact that AM techniques, like laser powder bed fusion (L-PBF), enable the construction of complex designs generated by the most advanced techniques such as topology optimization. Nonetheless, L-PBF is subjected to the appearance of defects, mainly porosity, which compromise the performance of the component. These defects result in discontinuities, which yield stress concentrations that promote the failure of the component driven by void growth and coalescence [1]. Thus, the characterization of these defects, regarding features like shape, orientation or spacing, in addition to the typical ones such as distribution, percentage and size, is essential to estimate the mechanical behavior of the component.
To this end, the combination of X-ray Computed Tomography (CT) [2] with Finite Element Method (FEM) is considered as a promising strategy. Thus, the main aim of this work is to develop a FEM model based on CT digitalization for the assessment of porosity influence on the mechanical behavior and failure of the component.
2 Methodology
According to the previous statement, the presented methodology focuses on the construction of a CT-based FEM model as a digital-twin of the samples. Additionally, virtual case studies are also modeled to analyze different load cases.
2.1 Experimental Procedure
Specimens Design.
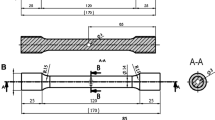
Four tensile test specimens made of Inconel 718 were designed for the study, according to the standard ASTM E8/E8M. To analyze the influence of different porosity features, one specimen (Specimen 1) was defined without voids while the other ones (Specimen 2, 3 and 4) were designed with induced artificial porosity. Only the shapes of defined voids were modified, preserving the volume of voids, location and distribution, as shown in Fig. 1. Aspect ratio (β), defined by Eq. (1), is selected as an indicator of the voids shape.

Test specimen dimensions according to ASTM E8/E8M. Schematic representation of void distribution and shape types.
Manufacturing Process.
These specimens were manufactured by L-PBF, using Renishaw AM400 manufacturing system (Renishaw, Wotton-under-Edge, UK). The layer thickness was set at 60 µm and the laser paths were modified 67 degrees between layers. Samples were placed vertically, according to the building direction of the system. Finally, these specimens were blasted with white corundum WSK 80.
CT Inspection Procedure.
For scanning purpose, an X-ray system model X-Cube Compact (Baker Hughes, Houston, TX, USA) was used. The scanning conditions by CT are summarized in Table 1.
Experimental Tensile Test.
Finally, the experimental tensile tests were carried out using the Instron 8801 system (Instron, Norwood, MA, USA). Considering ASTM E8/E8M standards, the speed of the tests was established at 0.05 s−1.
2.2 Digital Twin
Defect Detection and Characterization by CT.
The data of the scanned specimens by CT were processed by using the specific software VGStudio MAX 3.4 (Volume Graphics, Heidelberg, Germany). For porosity detection, VGEasyPore algorithm was utilized. Finally, the following void features are defined for characterization: 1) Volume, 2) Projected area (XY), 3) Aspect ratio (β), which is defined by Eq. (1), 4) Gap, which is computed as the minimum distance between surfaces of the circumscribed spheres of the nearest detected voids, and 5) Minimum edge distance, referred to the minimum distance between the surface of each void and the determined surface of the sample.
Modelling by FEM Technique.
The FEM model has been built in ABAQUS 6.14 software. As stated above, the geometry of the model was defined by the CT digitalization. Owing to the complexity of the geometry, an unstructured mesh was selected. In this case, second order tetrahedral elements (C3D10M) were used to maximize the accuracy of the model. On the other hand, material properties were defined according to the experimental results of the Specimen 1. The Poisson’s ratio and material density were established at 0.29 and 8.2 g·cm−3, respectively. Fracture behavior was defined following the ductile damage theory developed in the frame of continuum damage mechanics [3]. This phenomenological model focuses on void nucleation, growth and coalescence. According to this method, damage depends on stress parameters such as triaxiality, which demonstrate the influence of the stress state. Finally, the boundary conditions were defined according to the experimental test.
3 Results and Discussion
3.1 CT Porosity Analysis
The results of defect detection for each as-built and fractured sample are presented in Fig. 2. The comparison between test specimens before and after the tensile test reveals interesting information about the detection of new defects and the growth of those detected prior to the test. In addition, Fig. 2 reveals that both the volume growth and the reduction of the aspect ratio (β) increase with the initial aspect ratio.

CT porosity analysis of each specimen. As-built and fractured samples are displayed. Void growth analysis of designed voids is also included.
Apart from designed porosity, this study is conditioned by the appearance of non-intended defects in the as-built samples. The results of each porosity feature defined per detected void are presented in Fig. 3. As shown, fracture levels are strongly dependent on the presence and characteristics of non-defined voids. Specimens 2 and 3 demonstrate that the fracture takes place at levels where defined voids are close to non-defined voids with worse results. Finally, although Specimen 4 is subjected to the presence of 7 non-defined voids, three of them are located around the same level of defined voids, where the final failure takes place.

Analysis of the porosity features by CT of each as-built sample.
3.2 Experimental Tensile Test
The results of the experimental tensile test of each specimen are presented in Fig. 4. Necking region and final fracture exhibit the major differences between samples. Hence, ultimate tensile strength and elongation at fracture are considered as the most representative indicators of the porosity influence on the mechanical behavior.

Stress-strain curves of test specimens. Ultimate tensile strength and elongation at break results. Additionally, FEM results of each specimen according to stress triaxiality, detailing failure onset and propagation.
3.3 Digital Twin
Virtual Tensile Tests.
FEM results of each specimen according to stress triaxiality are presented in Fig. 4, showing the detail of failure onset and propagation. As a result, it is proven that the high stresses produced by porosity defects lead to the final fracture of the component. Finally, the results obtained by the virtual tensile tests are summarized in Table 2, which reveal a high accuracy with errors lower than 2.5% for the ultimate tensile strength and 4% for the elongation at break.
Virtual Case Studies.
In order to analyze the influence of void size and shape on the stress field, different case studies were defined according to Fig. 5. For comparison, the solutions were computed in the elastic region. The results show that increasing the aspect ratio produces a higher stress concentration, while increasing the size shows an enlargement of the area of influence of the stress concentration.

Analysis of the influence of void size and shape on the stress field. Representation of the stress triaxiality (ɳ) in the section of interest.
4 Conclusions
The increase in volume, shape (increasing aspect ratio (β)) and projected area in a plane normal to the loading direction, as well as the reduction of the gap between voids or distance to the edge of the component, promote stress concentration and, thus, enhance an increase of stress triaxiality (ɳ), thereby leading to final failure.
Regarding the defect evolution during the tensile test, the effect of volume growth and reduction of the aspect ratio (β) intensifies as the initial aspect ratio (β) increases.
Finally, the proposed CT-based FEM provides well-established results to predict ultimate tensile strength and elongation at fracture. Maximum errors of 2.5% and 4% were reached, respectively.
References
Al-Maharma, A.Y., Patil, S.P., Markert, B.: Effects of porosity on the mechanical properties of additively manufactured components: a critical review. Mater. Res. Express 7(12) (2020)
du Plessis, A., Yadroitsava, I., Yadroitsev, I.: Effects of defects on mechanical properties in metal additive manufacturing: a review focusing on X-ray tomography insights. Mater. Des. 187, 108385 (2020)
Hooputra, H., Gese, H., Dell, H., Werner, H.: A Comprehensive failure model for crashworthiness simulation of aluminium extrusions. Int. J. Crashworthiness 9(5), 449–464 (2004)
Acknowledgements
Special thanks are addressed to the Department of Economic Development, Sustainability and Environment of the Basque Government by funding the KK-2022/00030 (ANDREA) research project. Grant PID2020-118478RB-100 funded by MCIN/AEI/ 10.13039/501100011033. This research was also funded by the Basque government group IT 1573 -22.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2023 The Author(s)
About this paper

Cite this paper
Pascual, A., Plaza, S., Ortega, N., Sendino, S., Martínez, S. (2023). CT-Based FEM: Assessment of the Influence of Porosity on the Mechanical Behavior and Failure of AM Components. In: Vizán Idoipe, A., García Prada, J.C. (eds) Proceedings of the XV Ibero-American Congress of Mechanical Engineering. IACME 2022. Springer, Cham. https://doi.org/10.1007/978-3-031-38563-6_47
Download citation
DOI: https://doi.org/10.1007/978-3-031-38563-6_47
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-38562-9
Online ISBN: 978-3-031-38563-6
eBook Packages: EngineeringEngineering (R0)