
Abstract
Technologies associated with additive manufacturing enabled the realization of several new products, providing high flexibility to the processes and high material usage efficiency. Furthermore, additively manufactured metals exhibit differences in surface topography and mechanical properties, primarily due to changes in the printing strategies and production parameters. Nowadays, postprocessing techniques are necessary to produce a quality printed metal product, due to the high initial surface roughness that every additive specimen presents. In this study, milling tests of additively manufactured AISI 316L workpieces obtained under different conditions were performed to investigate the influence of printing volumetric energy density, material density, and material ultimate tensile strength on cutting forces. The analysis revealed an association between cutting forces amplitude and the analyzed material properties. Also, similar machinability between the printed and the hot rolled metal was found when the density of the material was similar.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
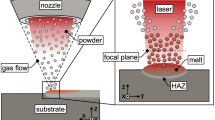
Stainless Steel 316L has been in the additive manufacturing industry for a long time, being the laser powder bed fusion (L-PBF), the most common method applied to printing the material. Even so, many phenomena are yet to be investigated, especially in subjects associated with postprocessing. In additive manufactured components, material properties will notably change due to different factors, mainly, the printing parameters and printing strategy will strongly influence the final mechanical properties and surface roughness of the printed specimen. Therefore, there does not exist perfect printing parameter combination for all the situations [1, 2]. In [3] was concluded that it can be obtained L-PBF 316L pieces of nearly the same density that the material obtained by conventional methods, but with higher deformations and UTS. Although mechanical properties of the additive material can be acceptable, in [4] pointed out that the surface roughness of the additive 316L is extremely poor and non-acceptable, always making necessary a postprocessing technique.
Milling of additive metals is still a field in exploration. Usually, in milling of additive metals, axial depth of cut varies between 0.1 to 0.2 mm, and finishing machining parameters are used to improve surface roughness [5]. Due to the L-PBF process nature, the printed specimen machinability will depend on the building orientation and laser scan strategy, requiring special planification for its machining [6]. The present investigation objective is to determine how the volumetric energy density and the material properties, density, and ultimate tensile strength, affect the milling forces of AISI 316L specimens, obtained by the additive process of L-PBF.
2 Methodology
2.1 Materials
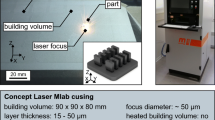
The workpieces consist of a set of eight prismatic samples of AISI 316L 20x10x6 mm, manufactured through the L-PBF process using a General Electric Concept Laser MLAB 200R machine. Laser scanning strategy (LSS) used a 67° interlayer rotation MEANDER pattern (Fig. 1). All the samples were obtained through a wire EDM cut from bigger workpieces. Different mechanical properties, density and UTS, were obtained for the samples through variations in the volumetric energy density. UTS was measured in a INSTRON 4206 machine following ASTM E8/E8M-21 standard. Samples properties are listed in Table 1, including the properties of a conventional 316L hot rolled sample for further machinability comparisons. For the milling experiments, 5 mm diameter, two flute IPFE2050–05 Korloy mills were used.
2.2 Experimental Procedure
In order to measure milling forces of the 316L samples, slot milling experiments were performed in all the samples. Milling experiments were realized on a DMG DMC 1035V Eco machining center equipped with a KISTLER 9257BA dynamometer to measure cutting forces. Cutting-edge monitoring was performed with a microscope camera Dinolite AM4815ZTL and an acoustic emission sensor KISTLER 8152C. Force and acoustic emission signals were sampled at 25 kHz with a NI4472B data acquisition device. The data acquisition task was programmed in LabVIEW.

Workpiece-tool orientations a) orientation 1, b) orientation 2, c) orientation 3.
Preliminary machining tests were performed to determine the best cutting parameters. For the milling of the samples, three different workpiece-tool orientations were established (Fig. 1). Before the machining test, the first layer was removed to ensure a flat workpiece surface parallel to the dynamometric platform surface. Two slots were machined in all the samples for each orientation, widening the slots 0.2 mm each wall to ensure that the second slot force measuring was not affected by the previous pass. For each test, Fx and Fy force signals were measured and Fxy signal was calculated as the Fx and Fy signals module. To avoid the effect of tool runout, the global value Fxy RMS was calculated for each tool revolution and averaged to analyze the forces independently of the tool runout. The signal considered 100 stationary cutting cycles, i.e., the entry and exit of the tool were removed for computing the cycle Fxy RMS. The routine includes the calculation of the standard deviation of the averaged value.
3 Results

Cutting tool in one of the preliminary tests a) showing adhesion of workpiece material to cutting edge, b) wear of the tooltip and c) acoustic emission pattern.
The preliminary machining tests revealed that thermal effects significantly affect the tool life when milling AISI 316L. Figure 2 shows a microscopic view of the tooltip and the acoustic emission pattern measured during one of the milling tests. The tests did not show a correlation between tool wear, material properties and acoustic emission. But the cutting tool showed a short life, where material adhesion and chipping were the primary sources of tool wear. The cutting speed was increased, and the feed rate was decreased to facilitate heat dissipation and reduce chip load. After preliminary tests, definitive tests were executed with the finishing cutting conditions: cutting speed 55 m/min, feed per tooth 0.02 mm, and axial depth of cut of 0.5 mm.
3.1 Milling Forces
Figure 3a to 3c shows the Fxy RMS value for different material densities, UTS and volumetric energy densities in the first workpiece-tool orientation, which exhibited the larger force amplitudes. Figure 3d gathers the forces for the three different workpiece-tool orientations. Error bars depict the standard deviation of all experiments. Some outliers (not shown) that affected the curve fit were detected and removed using the Mahalanobis distance method. Outliers are supposed to exist due to tool wear or variations of axial depth of cut. For the hot rolled AISI 316L specimen, a Fxy RMS value of 37.25 N was calculated for the 100 cycles.

Variation on RMS Fxy force value due to a) density b) UTS c) Volumetric energy density d) workpiece-tool orientation.
3.2 Material Machinability Based on Milling Forces
Based on the prior results, Fig. 4a shows the comparison of milling forces between hot rolled AISI 316L and the first sample of the L-PBF specimens (with highest density). Figure 4b shows the comparison of the milling forces between the hot rolled AISI 316L specimen and sample 8 of the L-PBF specimens (with the lowest density).

Relative machinability based on milling forces in the first orientation for a) sample 1 of high-density b) sample 8 of low density, and hot rolled material.
4 Discussion
The additive 316L samples used in this study had changes in density and UTS of 6% and 24%, respectively. Those variations in the material properties were obtained due to changes of almost 60% in volumetric energy density used in the printing process. All these changes resulted in variations of almost 10% in the RMS Fxy value of the milling forces with a linear increase for the material properties, and a logarithmic growth for the volumetric energy density. The results represent a novelty in the study of additive metal machining.
For additive 316L samples and based on the results of Fig. 3d, the laser scanning strategy used for the samples showed that milling with the tool parallel to the building direction will produce slightly larger forces than produced in directions 2 and 3, where the tool axis is perpendicular to the building direction. These results are comparable to the ones presented by Fei et al. [6] for the Nickel Inconel 625 obtained through DMLS, concluding that milling parallel or perpendicular to the building direction will produce different results, and the LSS will affect the milling forces.
Figure 4 shows the machinability based on milling forces. The results indicate that machining of the printed material is similar to the machining of the hot rolled one, this when the density of the materials is similar. Lower milling forces are obtained when milling a low-density specimen; therefore, better machinability in terms of milling forces is obtained. It is important to notice that volumetric energy density and material density are correlated, meaning that an increase in the volumetric energy density will produce higher densities on the printed material. Hence, lesser energy density consumption during the printing process will produce lower milling forces.
5 Conclusions
This experimental work analyzed the influence of the density and UTS of L-PBF printed workpieces on milling forces. Results are compared to milling forces of hot-rolled AISI 316L. Results obtained in this study showed that there is no considerable difference when machining hot rolled 316L in comparison with L-PBF 316L as long as properties such density and UTS are similar, especially density.
Forces in milling of additive samples of 316L manufactured with L-PBF, increases with the increment of the density and UTS material properties. The volumetric energy density used to print the samples directly influences the mentioned properties, therefore milling forces also increase with higher values of volumetric energy densities. A 9% increase in the milling forces was observed for 6% changes in material density.
The Fxy RMS force analysis revealed that milling with the tool parallel to the building direction will produce up to 4% higher cutting forces than milling with the tool perpendicular to the building direction.
Machinability of additive 316L based on milling forces, is slightly better than the machining of the hot rolled material, when the densities are similar. Results showed that lower densities of the printed metal are associated with lower milling forces.
References
Shrinivas Mahale, R., et al.: Processes and applications of metal additive manufacturing. Mater. Today Proc. 54, 228–233 (2022). https://doi.org/10.1016/j.matpr.2021.08.298
Górski, F., Kuczko, W., Wichniarek, R.: Influence of process parameters on dimensional accuracy of parts manufactured using fused deposition modelling technology. Adv. Sci. Technol. – Res. J. 7(19), 27–35 (2013). https://doi.org/10.5604/20804075.1062340
Liverani, E., Toschi, S., Ceschini, L., Fortunato, A.: Effect of selective laser melting (SLM) process parameters on microstructure and mechanical properties of 316L austenitic stainless steel. J. Mater. Process. Technol. 249, 255–263 (2017). https://doi.org/10.1016/j.jmatprotec.2017.05.042
Kaynak, Y., Kitay, O.: The effect of post-processing operations on surface characteristics of 316L stainless steel produced by selective laser melting. Addit. Manuf. 26, 84–93 (2019). https://doi.org/10.1016/j.addma.2018.12.021
Pérez-Ruiz, J.D., de Lacalle, L.N.L., Urbikain, G., Pereira, O., Martínez, S., Bris, J.: On the relationship between cutting forces and anisotropy features in the milling of LPBF Inconel 718 for near net shape parts. Int. J. Mach. Tools Manuf. 170, 103801 (2021). https://doi.org/10.1016/j.ijmachtools.2021.103801
Fei, J., Liu, G., Patel, K., Özel, T.: Effects of machining parameters on finishing additively manufactured nickel-based alloy Inconel 625. J. Manuf. Mater. Process. 4(2) (2020). https://doi.org/10.3390/jmmp4020032
Acknowledgments
The authors are grateful to the Mfg. Lab. of the Dept. of Mech. Eng. at Univ. de La Frontera, specially to Mr. Robert Jaque. The authors also thank FONDEQUIP 180081 and FONDECYT 1201068 projects, developed by Pontificia Univ. Católica de Chile, projects funded by National Agency of Research and Development, (ANID) Chile.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2023 The Author(s)
About this paper

Cite this paper
Díaz-Plaza De Los Reyes, N., Alzugaray-Franz, R., Leal-Muñoz, E., La Fé-Perdomo, I., Ramos-Grez, J., Diez-Cifuentes, E. (2023). Influence of Material Properties in Milling Forces of AISI 316L Obtained by L-PBF. In: Vizán Idoipe, A., García Prada, J.C. (eds) Proceedings of the XV Ibero-American Congress of Mechanical Engineering. IACME 2022. Springer, Cham. https://doi.org/10.1007/978-3-031-38563-6_46
Download citation
DOI: https://doi.org/10.1007/978-3-031-38563-6_46
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-38562-9
Online ISBN: 978-3-031-38563-6
eBook Packages: EngineeringEngineering (R0)