
Abstract
This paper describes the use of the “Dragging” (DF) cutting edge preparation process with 2 grit sizes and three mixing ratios. Both the immersion depth of the tool in the abrasive medium and the dragging duration time were manipulated. A Repeatability and Reproducibility (R&R) analysis and edge radius (ER) prediction were carried out using Machine Learning by Artificial Neural Network (ANN). The results achieved were that the influencing factors on the ER in order of importance were drag depth, drag time, mixing percentage and grain size respectively. Furthermore, the reproduction accuracy of the ER is reliable in comparison with traditional processes such as brushing and blasting and the prediction accuracy of the ER of preparation with ANN was 94% showing the effectiveness of the algorithm. Finally, it is demonstrated that DF has reliable feasibility in the application of cutting-edge preparation on carbide tools.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
The performance of cutting tools is directly related to the macro and micro geometry of the tool, cutting materials and coating systems. Recent studies show that the micro geometry of the tool has a very important influence on the cutting process [1, 2]. Furthermore, extending the lifetime of the cutting edge is possible with a specific shape of the cutting edge [3,4,5,6]. In this sense, achieving an effective geometry is the main concern of researchers and the manufacturing industry.
There are several cutting-edge preparation processes that have evolved with the emergence of new technologies, each of which has its advantages and limitations [2]. One process that has become relevant and very useful in recent years is the “Dragging” or “Drag Finishing” abrasive preparation process [7, 8]. Its low cost and versatility to work with the grinding of complex geometries are advantages that make it relevant and useful [9]. However, in the specialized literature there is little information on the working methodology, its limitations, its precision, and its influential parameters in obtaining the cutting microgeometry. Consequently, the need to find the process parameters to find the sharpest cutting-edge sharpness is vital.
Measurement and test results are always subject to a certain uncertainty. Traditionally, accuracy, linearity and stability were characteristics considered in the evaluation of measurement systems. However, it is now recognized that important properties such as repeatability and reproducibility R&R need to be included in the measurement system as an indicator of a reliable process [10, 11]. In this sense, their usefulness is relevant for DF process evaluation [11, 12].
Due to the rise of Industry 4.0, the inclusion of Machine Learning for process monitoring is a field of high importance and demand in the industry. Artificial neural networks are a type of artificial intelligence that allow the prediction of variables. Authors such as [13, 14] used the artificial neural network model to study and predict tool wear from machine working parameters and observed the effectiveness of the algorithms. Therefore, seeing similarity in the investigated object of study, the neural network could predict the evolution of cutting-edge preparation.
This work describes the use of the DF cutting edge preparation process and all its characteristics to allow a better understanding of the process, to verify its accuracy, reproducibility, limitations, and influential parameters applied to carbide tools with the abrasive material Alumina (Al2O3) and Silicon Carbide (SiC) in two grain sizes.
2 Methodology
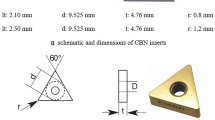
The An OTEC-DF drag finishing machine was used with abrasive grains of Silicon Carbide (SiC) and Alumina (Al2O3) in two different sizes 24 and 46 according to the sieve aperture given by ASTM D E 11-70 (Fig. 1a and 1b). The tool tested (Fig. 2), was a triangular insert for turning operation without K10-Co7% Tungsten Carbide K10-Co7% coating. The experiment consisted of varying three drag depth (ID) levels, three abrasive mixing ratios (RM) with two grit sizes (GZ) and drag duration times (DT) to achieve expected edge radii ranges (Fig. 1). The variants are shown in Table 1. Subsequently, the ER was measured using a TMAlicona InfiniteFocusG5 edge profile measuring device with a 10X lens as well as the surface roughness with a 20X lens.

Experimental scheme and description of parameters.
The R&R analysis was performed by measuring 24 randomly chosen parts with 3 technicians with 3 repetitions each giving a total of 72 measurements each. Finally, the prediction of the edge radius artificial neural network ANN. The experimental data set used for the training stage was divided by cross-validation into 80% for training and 20% for validation. It was developed with a feed-forward and backpropagation neural scheme on the total experimental data.
3 Results
Figure 2 shows the effect of each dragging parameter on the cutting-edge radius. All parameters show equal incidence on the internal edge Ri as on the external edge Re. All parameters are increasing except for the abrasive mixture percentage RM, where the effect is intermittent. The combined effect of grit size GZ and drag depth ID causes an increase in radius (Fig. 3). This is because face contact (drag force) increases due to the higher pressure that the cutting edge is subjected to when it is under more abrasive (Fig. 1). Therefore, the rapidity and severity of the cutting-edge rounding process is directly related to DT, GZ and ID.

Effect of parameters on the cutting-edge radius ER

Combined effect of grain size and drag depth on ER cutting edge radius, a) Re and b) Ri.
The roughness Ra achieved on the surface of the cutting-edge radius is uniform. But the Rz differs in its values between the outer and inner cutting edges (Fig. 4). Rz is more sensitive to the detection of machined surface imperfections. Therefore, it is used for the control and monitoring of surface irregularities [15, 16]. It was found that the higher inclusion of alumina in the mixture makes the abrasive mixture more aggressive (RM = 50%). However, the Rz values obtained by Drag Finishing in this study are lower or equal to those obtained in tool manufacturing by grinding operation [15, 16].

Surface roughness performance as a function of drag depth (IR) and abrasive mixture ratio (MR)..
Table 2 indicates the sources of variation of the R&R analysis of the measurement system in obtaining the cutting-edge radius. The result of the analysis shows that the variation of the measurement system is equal to 19.35% of the process variation. Moreover, the contribution of repeatability is higher than reproducibility, which indicates that the system is in the marginal zone. Consequently, the acceptance is possible if the limitations of the process, the importance of the application and the cost are known [17, 18].

ANN prediction results of cut-edge radius growth (ER).
In reference to the neural network prediction, for the algorithm validation, only 363 epochs were needed to find the best training. Meaning that the errors were no longer reduced but stabilized. A coefficient of determination R2 of 0.943 with a standard deviation of 0.0104 was obtained. Therefore, the prediction was continued (Fig. 5). Finally, the average prediction error was 8.81% compared to the actual edge rounding values.
4 Conclusions
The parameters involved in obtaining a cutting-edge radius were, in order of importance: immersion depth, drag time, abrasive mixture percentage and abrasive size.
The difference found between Re and Ri indicates that the location and orientation of the cutting edge when dragging in the abrasive directly influences the result. In addition, grain mixing rate and grain size influence the surface roughness.
The dragging process allows a reduction of the roughness in terms of Ra and Rz (average: Ra = 0.12 μm, Rz = 0.5 μm), and the edge radius reproduction is acceptable compared to traditional processes such as brushing and blasting.
The prediction accuracy of the preparation radius with ANN was 94%, which proves the efficiency of the algorithm.
References
Bergmann, B., Grove, T.: Basic principles for the design of cutting edge roundings. CIRP Ann. 67, 73–78 (2018). https://doi.org/10.1016/J.CIRP.2018.04.019
Zhuang, K., Fu, C., Weng, J., Hu, C.: Cutting edge microgeometries in metal cutting: a review. Int. J. Adv. Manuf. Technol. 116(7–8), 2045–2092 (2021). https://doi.org/10.1007/s00170-021-07558-6
Cortés, C.: Cutting Edge Preparation of Precision Cutting Tools by Applying Micro-abrasive Jet Machining and Brushing. Kassel University Press GmbH (2009)
Bouzakis, K.D., et al.: Effect of cutting edge preparation of coated tools on their performance in milling various materials. CIRP J. Manuf. Sci. Technol. 7, 264–273 (2014). https://doi.org/10.1016/J.CIRPJ.2014.05.003
Karpuschewski, B., et al.: Magneto-abrasive machining for the mechanical preparation of high-speed steel twist drills. CIRP Ann. 58, 295–298 (2009). https://doi.org/10.1016/J.CIRP.2009.03.046
Magalhães, F.C., et al.: Experimental and numerical analysis of hard turning with multi-chamfered cutting edges. J. Manuf. Process. 49, 126–134 (2020). https://doi.org/10.1016/J.JMAPRO.2019.11.025
Priarone, P.C., et al.: Effects of cutting angle, edge preparation, and nano-structured coating on milling performance of a gamma titanium aluminide. J. Mater. Process. Technol. 212, 2619–2628 (2012). https://doi.org/10.1016/J.JMATPROTEC.2012.07.021
Pérez-Salinas, C.F., et al.: Estimation of drag finishing abrasive effect for cutting edge preparation in broaching tool. Materials 15, 5135 (2022). https://doi.org/10.3390/MA15155135
Denkena, B., Biermann, D.: Cutting edge geometries. CIRP Ann. 63, 631–653 (2014). https://doi.org/10.1016/J.CIRP.2014.05.009
Zanobini, A., et al.: Repeatability and Reproducibility techniques for the analysis of measurement systems. Measurement 86, 125–132 (2016). https://doi.org/10.1016/J.MEASUREMENT.2016.02.041
Maria Mendes Araújo, L., et al.: New indicators for measurement error detection in GR&R studies. Measurement 140, 557–564 (2019). https://doi.org/10.1016/J.MEASUREMENT.2019.03.059
Shirodkar, A., Rane, S.: Evaluation of coordinate measuring machine using gage repeatability & reproducibility. Int. J. Syst. Assur. Eng. Manag. 12, 84–90 (2021). https://doi.org/10.1007/S13198-020-01050-2/TABLES/9
Ghosh, N., et al.: Estimation of tool wear during CNC milling using neural network-based sensor fusion. Mech. Syst. Signal Process. 21, 466–479 (2007). https://doi.org/10.1016/J.YMSSP.2005.10.010
Panda, S.S., Chakraborty, D., Pal, S.K.: Flank wear prediction in drilling using back propagation neural network and radial basis function network. Appl. Soft. Comput. 8, 858–871 (2008). https://doi.org/10.1016/J.ASOC.2007.07.003
Núñez, D., et al.: Spray lubrication in turning processes, effects on productivity and quality. Dyna (Spain) 94, 561–567 (2019). https://doi.org/10.6036/8843
Cruz, D.C., et al.: Assessment of the surface integrity of ground cemented tungsten carbide cutting inserts and its influence on tool wear in turning of ferritic nodular cast iron. CIRP J. Manuf. Sci. Technol. 37, 613–622 (2022). https://doi.org/10.1016/J.CIRPJ.2022.03.014
Marques, A.M., et al.: Multivariate GR&R through factor analysis. Measurement 151, 107107 (2020). https://doi.org/10.1016/J.MEASUREMENT.2019.107107
Pereira, R.B.D., et al.: Combining Scott-Knott and GR&R methods to identify special causes of variation. Measurement 82, 135–144 (2016). https://doi.org/10.1016/J.MEASUREMENT.2015.12.033
Acknowledgements
We would like to thank Dr. Ibon Azkona and the company Metal Estalki for their support in the treatments applied. We thank the AIMS classroom for their support in the application of advanced algorithms, as well as the GV for their support in the Opticed Elkartek project. The quality data were checked against the results of the project (QUOLINK) Ministry of Science and Innovation 2021, and the edge treatments by the means of the MICINN project PDC2021-121792-I00. Thanks are due to the Universidad Técnica de Ambato for research support.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2023 The Author(s)
About this paper

Cite this paper
Pérez-Salinas, C., de Lacalle, L.N.L., Fernández-Lucio, P., Pereira-Neto, O. (2023). Planetary Dragging Cutting Edge Treatment and Edge Rounding Prediction on Carbide Tools. In: Vizán Idoipe, A., García Prada, J.C. (eds) Proceedings of the XV Ibero-American Congress of Mechanical Engineering. IACME 2022. Springer, Cham. https://doi.org/10.1007/978-3-031-38563-6_43
Download citation
DOI: https://doi.org/10.1007/978-3-031-38563-6_43
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-38562-9
Online ISBN: 978-3-031-38563-6
eBook Packages: EngineeringEngineering (R0)