
Abstract
The cooling phase in the cycle time of the injection molding process is currently the phase with the greatest influence on energy expenditure and sustainability. Traditional designs are not capable of perform an adequate thermal exchange between the coolant and the mold cavity, especially in parts with complex geometries and deep cores. For this reason, the conformal cooling channels provide greater flexibility to the design, achieving efficient heat exchange between the surface and internal layers of the plastic part. The present research describes the application of a new conformal cooling system to optimize the cooling phase of a complex plastic part with great depth where the use of traditional cooling is inefficient. The results of the presented research greatly improve the uniformity of temperatures on the surface of the plastic part, reducing the cycle time by more than 37%. These results are perfectly aligned with the objective of improving the sustainability and efficiency of the manufacturing process.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
The plastic injection molding process is currently one of the most widespread plastic transformation processes worldwide due to its high productivity and its ability to manufacture complex textured parts, with different colors, etc. [1]. The injection molding process basically consists of injecting a plastic polymer at high temperature and pressure inside the mold cavity [5]. Next, the molten plastic is cooled to a temperature range capable of guaranteeing the expulsion of the part without deforming it [2]. To achieve this cycle in the shortest possible time, a coolant is passed through a network of channels located in both cavities of the mold, with the aim of improving the heat transfer process and accelerating solidification of the melt polymer [3]. This manufacturing process is cyclical and any type of optimization produces a significant impact on productivity and from an environmental perspective, reducing energy expenditure throughout the injection cycle [4,5,6].
Cooling phase is an essential process in the molding cycle, which requires the design and detailed analysis of the cooling channels location responsible for perform the heat exchange process between the melt plastic and the cavity surface. During the design of any mold, it is essential to analyze the thermal function due to the large amount of heat received from the plastic material. This heat must be partially extracted and in a minimum time in order to reduce the temperature of the piece below the expulsion temperature [7, 8]. Currently, most of the mold designs include cooling systems conceived with traditional methods, based on the CNC machining of the channels. This fact limits the shape of the channel section, and the drawing of non-rounded corners in the layout of the circuits [9, 10]. These restrictions largely condition the mold cooling system, directly affecting the cooling time and the quality of the molded product. A non-uniform or asymmetric cooling directly impacts not only the profitability of the process but also the quality of the part, causing deformations mainly due to differential contractions, defects in the surface finish, residual stresses, etc. [11].
In order to minimize or avoid these problems, it is possible to use technologies such as additive manufacturing. This manufacturing technology applied to molding allows the design and manufacture of channels adapted to the geometry of the part, maintaining a constant distance between the contour of the cavity and channels. This fact influences the design of both channels and layouts, obtaining optimal results both at the process level and at the level of the finished product. Finally, these circuits require the use of additive manufacturing technologies such as SLM or SLS, characterized by their efficiency and versatility, being much more respectful of the environment than traditional technologies. The geometry, size, and location of conformal cooling channels have a great influence on process variables, such as the performance of the thermal exchange system and, therefore, the total cycle time used.
The article presents the results of the application of a new conformal channel design apply to a large and deep geometry that is difficult to cool properly. The numerical results obtained show that the methodology used for the conformal design of the cooling channels greatly optimizes the manufacturing process of the studied part.
2 Materials and Methods
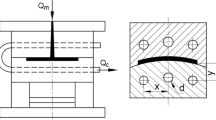
In this section, the geometrical, functional, and manufacturing characteristics associated with the plastic part under study are described. Technological details regarding the selection of the plastic material for the injection molding manufacturing process and the boundary conditions of the manufacturing process itself are also specified. Figure 1 shows the geometrical characteristics of the plastic part under study. The part has been designed as an interior element of the “Volkswagen Golf MK7” vehicle with a double purpose, aesthetically matching the interior of the cabin and functional as a housing close to the driver and passenger location.

Geometry of the plastic part under study and traditional cooling system design
The dimensions of the study piece are 150 mm wide, 256 mm long, highlighting its great depth of 91.5 mm. The thickness is variable, being between 3.0 and 5.0 mm. The material selected to inject the part is ABS from the manufacturer SABIC with the trade name “Cycolac FR23”. To cool the plastic part using traditional methods, a 10 mm diameter channel grid has been defined in both areas of the cavities. The separation distance between the part and cooling channels complies with traditional design requirements, which is 20 mm, as well as with structural safety distances between the injection mold elements (see Fig. 1). The interior area of the part is cooled by means of a circuit system close to its surface, trying to reproduce its shape.
In order to improve the cooling phase of the plastic part, a uniform geometric distribution of the conformal type cooling elements has been designed (see Fig. 2), which allows them to surround the plastic part and improve the heat exchange, making it more uniform and efficient. In this way, a network of cooling channels of the conformal type of 10 mm in diameter has been proposed, ensuring that their location covers the free spaces between the elements of the injection mold. The location of the channels complies with the industrial safety distance, which is 10 mm, with respect to the rest of the elements.

Conformal cooling system design
3 Thermal Modeling of Numerical Simulations
After generating the 3D CAD modeling of the different cooling systems proposed, (see Fig. 1 and Fig. 2) and, based on the results obtained, the thermal behavior and final quality obtained for the present case study are analyzed. In this way, the cooling phase of the analyzed plastic part and, consequently, the total injection cycle has been analyzed based on the performance of the process and the quality of the final product. The commercial software used to perform such numerical analyzes (CAE) is Moldex3D (version R21, CoreTech System Co., Ltd., Zhubei City, Taiwan). Next, according to the methodology to define the boundary conditions established by the numerical software, the thermal modeling of the system begins with the discretization of the geometry using finite elements. In particular, the different meshes have been generated using second-order tetrahedral elements, together with second-order prismatic elements of the boundary layer type, along the surface of the geometries, improving the interface between the melt plastic flow and the surface of the cavity. Furthermore, the element size used for the defined meshes is 0.5 mm.
Every 3D computational domain defined in numerical simulations must have an associated material definition. The thermoplastic material considered for the part is Cycolac FR23, the base material for the injection mold is P-20 steel (1.2709 alloy steel) and the coolant defined is water. Finally, to complete the definition of boundary conditions required for the simulations, the set of technological injection parameters used during its modeling is detailed. Table 1 shows the magnitudes of the rheological, thermal and technological variables defined to configure the numerical simulations.
4 Results
After solving the simulation through the Moldex 3D solver module, the results are analyzed in order to:
-
Analyze in detail the thermal behavior of the system through the results obtained during the cooling phase. Finite element modeling of the plastic part and cooling channels allows the simulation of the heat exchange between the part and the injection mold. Factors such as the temperature of the coolant, pressure drop of the cooling systems or the part temperature throughout the cooling phase, allow the optimization of the parameters within the process, as well as determining the optimal cooling system.
-
Analyze the deformations of the plastic part, contemplating determinant factors in these such as internal residual stresses accumulated during injection and during the cooling phase. The deformations obtained from simulation can be quantified according to determining factors such as cooling design, part design and fiber arrangement in case of use of loaded injection material. This analysis makes it possible to predict the final deformation of the part and the cause of this deformation.
Thus, based on the results obtained, the present research work compares the thermal performance of the traditional cooling system and the new proposal conformal cooling system. Both designs have been analyzed, obtaining the conditions that determine the final quality of the plastic part under study, as well as the performance of the cooling system. Table 2 shows the numerical results obtained for the technological parameters: time to reach the ejection temperature, mold temperature difference, total warpage and thermally induced Von Misses residual stress.
5 Conclusions
From the numerical results obtained in the thermal and rheological simulations analyzed, it is shown that the conformal design methodology applied to the cooling channels optimizes the manufacturing process of the part under study. In particular, the conformal cooling design reduces the cycle time 24.933 s compared to traditional cooling system design. Similarly, the temperature gradients analyzed at the plastic part surface indicate greater homogeneity achieved with the conformal cooling design and a 7.34 ºC reduction on the mold temperature difference between the conformal and traditional cooling design. This means an optimization of 37.5% and 36.0% in both parameters respectively. In this way, the final quality of the plastic part under study is improved by achieving a more uniform temperature map, after the cooling phase, throughout the entire part and reducing surface and mechanical defects derived from thermally induced residual stresses and deformations. In particular, the total deformation is reduced by a magnitude of 0.02 mm. Whereas, the thermally induced Von Mises residual stress is reduced by a magnitude of 4.146 MPa. This supposes an optimization of 3.5% and 24.4% respectively for both parameters.
The development of additive manufacturing technology in recent years has made it possible to optimize the process and improve its requirements. Currently, metallic materials have thermal and structural properties similar to the metallic materials used for the manufacture of plastic injection molds. Finally, it is justified that the use of 3D additive manufacturing techniques, applied to the manufacturing process through injection molds, improves the productivity and economy of the process. Since it reduces its cycle time, it optimizes the cooling phase of complex surfaces and improves the final quality of plastic parts, allowing compliance with the strict functional requirements and geometric and dimensional tolerances established for this industrial sector.
References
Kuo, C.C., You, Z.Y.: Enhancing the Structural Strength for Injection Molding Tooling With Conformal Cooling Channels Using ANSYS Software (2021). https://doi.org/10.21203/rs.3.rs-399879/v1
Singh, D., Joshi, K., Patil, B.: Comparative economic analysis of injection-moulded component with conventional and conformal cooling channels. J. Inst. Eng. (India): Ser. C 103, 307–317 (2021). https://doi.org/10.1007/s40032-021-00778-5
Torres-Alba, A., Mercado-Colmenero, J.M., Caballero-Garcia, J.D.D., Martin-Doñate, C.: Application of new triple hook-shaped conformal cooling channels for cores and sliders in injection molding to reduce residual stress and warping in complex plastic optical parts. Polymers 13(17), 2944 (2021)
Doñate, C.M., Paramio, M.R.: New methodology for demoldability analysis based on volume discretization algorithms. Comput. Aided Des. 45(2), 229–240 (2013)
Mercado-Colmenero, J.M., Torres-Alba, A., Catalan-Requena, J., Martin-Doñate, C.: A new conformal cooling system for plastic collimators based on the use of complex geometries and optimization of temperature profiles. Polymers 13(16), 2744 (2021)
Martin-Doñate, C., Shaikheleid, S., Torres-Alba, A., Mercado-Colmenero, J.M.: A new smart web platform for plastic injection molds in industry 4.0 environments. In: Roucoules, L., Paredes, M., Eynard, B., Morer Camo, P., Rizzi, C. (eds.) JCM 2020. LNME, pp. 309–315. Springer, Cham (2021). https://doi.org/10.1007/978-3-030-70566-4_49
Kuo, C.C., Xu, J.Y., Zhu, Y.J., Lee, C.H.: Effects of different mold materials and coolant media on the cooling performance of epoxy-based injection molds. Polymers 14(2), 280 (2022)
Kanbur, B.B., et al.: Metal additive manufacturing of plastic injection molds with conformal cooling channels. Polymers 14(3), 424 (2022)
Huang, W.T., Tasi, Z.Y., Ho, W.H., Chou, J.H.: Integrating Taguchi method and gray relational analysis for auto locks by using multiobjective design in computer-aided engineering. Polymers 14(3), 644 (2022)
Kuo, C.-C., Chen, W.-H., Lin, Y.-X., Gao, Q., Gian, S.-J., Xiao, C.-X.: Effects of different fillers on the silicone rubber mold with conformal cooling channels. Int. J. Adv. Manuf. Technol. 108(5–6), 1509–1525 (2020). https://doi.org/10.1007/s00170-020-05508-2
Torres-Alba, A., Mercado-Colmenero, J.M., Caballero-Garcia, J.D.D., Martin-Doñate, C.: A hybrid cooling model based on the use of newly designed fluted conformal cooling channels and fastcool inserts for green molds. Polymers 13(18), 3115 (2021)
Acknowledgments
Authors acknowledge the support of CORETECH System Co.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2023 The Author(s)
About this paper

Cite this paper
Torres-Alba, A., Mercado-Colmenero, J.M., Amate-Teva, J.A., Martín-Doñate, C. (2023). Application of New Conformal Cooling Systems for Sustainable Injection Molds. In: Vizán Idoipe, A., García Prada, J.C. (eds) Proceedings of the XV Ibero-American Congress of Mechanical Engineering. IACME 2022. Springer, Cham. https://doi.org/10.1007/978-3-031-38563-6_42
Download citation
DOI: https://doi.org/10.1007/978-3-031-38563-6_42
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-38562-9
Online ISBN: 978-3-031-38563-6
eBook Packages: EngineeringEngineering (R0)