
Abstract
This work aims to isolate and characterize crystalline cellulose nanofibers from a tropical bamboo named guadua angustifolia. A nanofiber extraction methodology was developed that includes: i) a thermomechanical pretreatment by steam explosion, ii) an acid hydrolysis phase, and iii) a disintegration phase using a supermasscolloid grinder. The nanofibers were evaluated for their morphology (SEM) and (AFM), functional groups (FTIR), thermal degradation (TGA) and crystallinity index (XRD). The diameters of the nanofibers ranged from 20 to 60 nm. FTIR analysis determined an effective removal of functional groups characteristic of non-cellulosic compounds such as lignin and hemicellulose. The nanofibers showed greater thermal stability in relation to the microfibers. The crystallinity index was 75%, evidencing the effectiveness of the methodology to obtain crystalline nanocellulose.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Thermoplastic matrices have usually been reinforced with synthetic fibers of glass, carbon, aramid, and nylon due to their high mechanical and thermal properties [1, 2]. Additionally, their low density enables the design of lightweight structural components in the automotive, construction and sports equipment industries. But, one of the problems with this type of material is the disposal of the large amount of waste generated. Lately, there is an increase in regulations focused on sustainable production [1, 3], providing an opportunity for the development of renewable resources to replace the economic dependence on non-renewable resources.
For this reason, the use of renewable resources (plant residues) is the focus of attention for the development of more sustainable materials as a responsible production strategy for the success of a circular economy [4, 5]. These initiatives focus on the development of cellulose nanofibers as an alternative reinforcement for polymeric matrices. Plant species such as sisal, kenaf, abaca, bamboo, flax, coconut, fique, banana, among others, offer advantages of high availability [3, 6], biodegradability [3, 6], high specific properties [2, 6], low cost [3], low abrasion during processing [2, 6], recyclability [2, 6] and lower energy consumption during processing [2]. Guadua angustifolia Kunth (GAK), known as “natural glass fiber”, grows in Central and South America. It is one of the largest and most resistant bamboo species in the world. Its mechanical strength is associated with the cellulose content (>50%), strategically located within the culm [7]. When subjected to thermo-mechanical pre-treatment, the nanofibers are ordered as individual entities and offer better reinforcement capabilities in composites [8], as it increases the confinement and toughness of the fiber and slows down crack propagation. The removal of non-cellulosic elements present in the cellulosic matrix of the plant allows obtaining composites with greater mechanical and thermal resistance, low density, and lightness [4]. This article presents a process of isolation of CNFs. The analyses include their morphology by AFM, functional groups by ATR-FTIR, thermal properties by TGA, and crystallinity index by XDR.
2 Materials and Methods
2.1 Materials
The raw material was bamboo culms of the genus “Guadua”, species “angustifolia Kunth” (GAK). As a control sample, microfibers obtained mechanically without the use of reagents were isolated, hereinafter referred to as GAKM fiber. This extraction was performed according to the procedure proposed by Ogawa et al. [9]. All reagents used for nanofiber isolation were of analytical grade.
2.2 Isolation of CNF’S
Pretreatment.
GAK microfibers were pretreated by a thermomechanical process (steam explosion), hereafter referred to as GAKS fibers. This pretreatment uses steam pressure and temperature to process vegetable raw materials to degrade hemicellulose, soften lignin and decrease the lateral connection strength of the fibers.
Hydrolysis.
For the isolation of CNFs, GAKS were dried in an oven at 80 ℃ for 10 h. Subsequently, they were crushed and sieved according to ASTM E 11–95. For the first treatment of KOH 5 wt.% the ratio is 1:60 (g:mL) at room temperature for 3 h and constant agitation. Then washing with water to neutral pH. The insoluble residue after washing and filtering is carried to the next step. For treatment with 1 wt.% sodium chlorite at pH 5 (with glacial acetic acid) for one hour at 70 ℃ with constant agitation and a ratio of 1:40 (g:mL). It was then washed with water to neutral pH. For the treatment with KOH 5 wt.% at room temperature for 14 h the ratio was 1:40 (g:mL). Then washed with water until neutral pH. Finally for treatment with 1 wt.% HCl at 80 ℃ for 2 h, the ratio was 1:40 (g:mL) with constant agitation.
Disintegration.
Cellulose free of lignin, hemicellulose, and other cell wall compounds of the GAK biomass were mechanically disintegrated in a Supermasscolloider, Masuko Sangyo, model: MKCA6-2, with a diameter of 150 mm, entering a cellulose suspension at 2% w/w, until it was reduced to nanometric sizes (diameter 5–60 nm). Finally, 0.1% films were prepared with distilled water and a solution of the CNFs filtered through a vacuum manifold system. The drying process was at 50 ℃ in an oven for 3 days.
3 Characterization of Microfibers and Nanofibers
3.1 Atomic Force Microscopy (AFM)
The morphology of the CNFs was analyzed by atomic force microscopy. Samples were dissolved in distilled water at concentrations of 0.01% w/w and 0.025% w/w, then sonicated in an Elma Elmasonic P30H type ultrasonic bath at room temp. to disperse the nanofibers. A Bruker BioScope Catalyst microscope mounted on a Leica DMI 4000 B inverted fluorescent confocal laser scanning microscope was used. It was treated by fluorescence microscopy at 495 nm.
3.2 Fourier Transform Infrared Spectroscopy (ATR-FTIR)
The chemical composition and their interactions in the GAKS, GAKM and CNF microfibers were analyzed by ATR-FTIR. An IR Tracer-100 spectrometer provided by Shimadzu, equipped with an ATR single reflection device and a type IIA crystal diamond mounted on tungsten carbide with a resolution of 4 cm-1 in 256 scans.
3.3 Thermogravimetric Analysis (TGA)
Thermal stability of GAKS, GAKM and CNF microfibers was evaluated by TGA using a TG 209 F3 Tarsus equipment with Netzch Proteus® software. Measurements were done on 5–10 mg samples, heated in nitrogen atmosphere (99.5% N) to avoid oxidation. The temp. Profile was from 25 ℃ to 800 ℃ with a heating rate of 10 ℃ min−1.
3.4 X-Ray Diffraction (XDR)
The samples were X-rayed using Panalytical X’Pert Pro MPD equipment with Cu-Ka1 radiation filtered with Ni (k = 1,540 nm) at 45 kV and 40 mA. The data collected in reflection mode at 2H diffraction angle from 5 to 60 in steps of 0.02626.
4 Results and Discussion
4.1 Morphology of CNFs
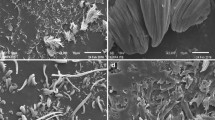
Downscaling to nanometers is evident in the CNFs, Fig. 1, due to disintegration by the treatments employed.

AFM images of CNFs obtained from GAK biomass.
The treatment exposes the fibers to a rupture of their bonds due to hydrolysis. The homogenization process increases the fibers surface areas as more functional groups are exposed to the surface, creating interactions in the interfacial regions, and ensuring that applied forces are transferred to the CNFs nanoparticles [10].
4.2 Removal of Non-cellulosic Elements (ATR-FTIR)
The corrected and normalized infrared spectra GAKM and CNF are presented in Fig. 2.

FTIR spectrum of GAKM and CNFs microfibers.
In the FTIR spectra was observed reduction in the intensity of vibrations corresponding to hemicelluloses and lignins of the pretreated microfibers. The combination of higher stiffness and lower moisture absorption is a characteristic for polymeric matrix reinforcing fibers, indicating the success of thermomechanical pretreatment. The effects will be confirmed by a TGA analysis.
Figure 2 shows FTIR spectra for the CNFs. The first alkaline treatment is not able to change the internal chemical components of the fiber, but it removes certain functional groups present in the plant and even changes the morphology of its surface. Within the spectrum, the peak at 1731 cm−1 represents ester bonds of the carboxylic group of the ferulic and p-coumaric acids of hemicellulose, the elimination of this peak after the first treatment is associated with the alkaline treatment with KOH, while the peak at 1512 cm−1 is associated with the C = C stretching of the aromatic rings of lignin, the notorious elimination in the spectra from the acid NaCl2 treatment denotes a correct removal of lignin through acid hydrolysis, the peak at 1239 cm−1 is attributed to the acyl-oxygen stretching vibration (CO-OR) in hemicellulose and lignin so its elimination represents the successful removal of these two components of the cell wall of the fiber [11]. Thus, the removal of the lignin functional groups from the nanofibers cell wall is confirmed.
4.3 Thermogravimetric Analysis
Figure 3 shows the thermal degradation of GAKS, GAKM fiber bundles and their derivatives.

Thermograms a) TGA and b) DTG of GAKS, GAKM and CNFs microfibers.
The first stage of mass loss occurred in the range of 25 to 120 °C, for the two types of microfibers and corresponds to moisture evaporation (Fig. 2). The lowest mass loss, during this stage, was for GAKS microfibers. This result confirms that the pretreatment produced more hydrophobic fibers. In the DTG analysis, it was observed that the thermal decomposition of the GAKS microfibers reached its maximum level of degradation at 336 °C, while the GAKM microfibers was at 300 °C. This second peak of higher intensity corresponds to the degradation of α-cellulose [12]. A shift of the shoulder associated with the depolymerization of hemicellulose and pectins from 270 °C in GAKM microfibers towards 295 °C for GAKS bundles was also observed. This result evidence that the pretreatment removed non-cellulosic components, especially hemicellulose and pectins ratifying the results of the FTIR analysis. After the sequence of treatments, the CNFs showed a thermal degradation peak at 329.9 ℃. In Fig. 3, minor evaporative weight loss (about 1.36%) is observed in the fibers subjected to hydrolysis. In the second stage, lignin and hemicellulose decomposition was observed, as predicted by Darus et al. [13]. The ash content of the microfiber was higher than the original biomass, about 21.96%; since an increase in the percentage of cellulose.
4.4 Crystallinity Index (CrI)
The CNFs presented a high crystallinity index in the range between 40–60%. The chemical processes that delignify the sample promote more crystalline regions, in the same way the mechanical milling process increases the crystallinity index in certain regions of the sample because the ICr tends to increase proportionally with the number of pass cycles, due to the forces acting in favor of the amorphous cellulose shortening. The ICr obtained between 75.1% and 76.5% confirms a correct development of the process in favor of the crystallinity of the samples (Fig. 4).

XRD of BNF from GAK
5 Conclusions
An alteration of the original structure of the fibrous bundle was obtained by the separation and removal of the non-cellulosic components during the extraction process. The ATR-FTIR, TGA analyses confirmed the removal of hemicelluloses and lignins from the pretreated microfibers by steam explosion. These structural changes result in microfibers that combine stiffness, strength and lower moisture absorption, fundamental aspects for a fiber reinforcing polymeric matrices. The isolation method combining pretreatment, acid hydrolysis and disintegration led to obtain crystalline nanocellulose with diameters between 20 and 60 nm from a tropical bamboo species (guadua angustifolia kunth). XRD confirmed the obtaining of nanocelluloses with high crystallinity index between 75–76%. It is demonstrated that it is possible to isolate high quality nanocelluloses to be used as reinforcements in bio composites, which will add value to this plant species abundant in the tropical regions of South America.
References
Abdul Khalil, H.P.S., et al.: Bamboo fibre reinforced biocomposites: a review. Mater. Des. 42, 353–368 (2012)
Luna, P., et al.: Guadua angustifolia bamboo fibers as reinforcement of polymeric matrices: an exploratory study. Constr. Build. Mater. 116, 93–97 (2016)
Gurunathan, T., et al.: A review of the recent developments in biocomposites based on natural fibres and their application perspectives. Compos. A Appl. Sci. Manuf. 77, 1–25 (2015). https://doi.org/10.1016/j.compositesa.2015.06.007
Víctor, E.E.: Lignonanofibras de celulosa (lnfc) a partir de residuos agro-industriales no madereros. Obtención, caracterización y aplicaciones. https://dialnet.unirioja.es/servlet/tesis?codigo=236384 (2019)
Carpenter, A.W., de Lannoy, C.-F., Wiesner, M.: Cellulose nanomaterials in water treatment technologies. Env. Sci. Tech. 49, 5277–5287 (2015). https://doi.org/10.1021/es506351r
Pickering, K. (ed.): Properties and performance of natural-fibre composites. Elsevier Science, Boca Raton, Fla. : Cambridge, England (2008)
Estrada Mejía, M.: Extracción y caracterización mecánica de las fibras de bambú (Guadua angustifolia) para su uso potencial como refuerzo de materiales compuestos. http://168.176.5.108/index.php/acta_agronomica/article/view/195 (2010)
Cherian, B.M., et al.: Isolation of nanocellulose from pineapple leaf fibres by steam explosion. Carbohyd. Polym. 81, 720–725 (2010)
Ogawa, K., Hirogaki, T., Aoyama, E., Imamura, H.: Bamboo fiber extraction method using a machining center. JAMDSM 2, 550–559 (2008). https://doi.org/10.1299/jamdsm.2.550
Shao, W., et al.: Preparation of bacterial cellulose/graphene nanosheets composite films with enhanced mechanical performances. Carbohyd. Polym. 138, 166–171 (2016)
Lin, J., Yang, Z., Hu, X., Hong, G., Zhang, S., Song, W.: The effect of alkali treatment on properties of dopamine modification of bamboo fiber/polylactic acid composites. Polymers 10, 403 (2018). https://doi.org/10.3390/polym10040403
Belouadah, Z., Ati, A., Rokbi, M.: Characterization of new natural cellulosic fiber from Lygeum spartum L. Carbohyd. Polym. 134, 429–437 (2015). https://doi.org/10.1016/j.carbpol.2015.08.024
Darus, S.A.A.Z.M., et al.: Physicochemical and thermal properties of lignocellulosic fiber from gigantochloa scortechinii bamboo: effect of steam explosion treatment. Fibers Polym. 21(10), 2186–2194 (2020). https://doi.org/10.1007/s12221-020-1022-2
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2023 The Author(s)
About this paper

Cite this paper
Seminario, J.F., Verdugo, C.O., Paltan, C.A., Zuluaga, R. (2023). Isolation and Characterization of Crystalline Cellulose Nanofibers (CNF’S) from Guadua Angustifolia Kunth (GAK). In: Vizán Idoipe, A., García Prada, J.C. (eds) Proceedings of the XV Ibero-American Congress of Mechanical Engineering. IACME 2022. Springer, Cham. https://doi.org/10.1007/978-3-031-38563-6_14
Download citation
DOI: https://doi.org/10.1007/978-3-031-38563-6_14
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-38562-9
Online ISBN: 978-3-031-38563-6
eBook Packages: EngineeringEngineering (R0)