
Abstract
Conventional approaches to counteract thermal issues in machine tools often require a significant amount of electrical energy input, such as in active cooling systems. An energy-efficient way for reducing thermal errors is to use passive components that redistribute heat introduced by feed drives and other internal heat sources. On the one hand, latent heat storage units can be integrated into the machine to enhance the thermal stability within the phase transition temperature range of the underlying phase change material. By using latent heat storage units, the impact of highly time-varying heat flows on the thermal displacement of the tool center point can be reduced. On the other hand, passive heat-transfer devices such as heat pipes allow for an increased heat exchange within the machine tool or between the machine tool and the environment. Heat pipes exhibit a very high effective thermal heat conductivity and can be used to transfer heat from machine-internal heat sources to additionally integrated heat sinks. A compensation system is presented combining latent heat storage units and heat pipe systems. To evaluate the effect of the corresponding components on thermally induced displacements, experimental investigations of the system within a machine tool are conducted. By means of temperature and displacement measurements it is demonstrated that the proposed compensation approach allows for partial compensation of the thermal error of the machine tool.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
A significant share of geometrical machine tool errors is induced by thermal effects. Numerous solution strategies have been reported in literature that aim for reducing thermally induced errors [1]. One of the most common strategies is using active cooling systems to avoid high temperature fields within the machine tool components such as the main spindle and the feed drives. However, active cooling systems are one of the main energy consumers in machine tools [2].
In order to reduce the electric energy input into the machine tool while maintaining the demanded machine accuracy, passively operating thermal error compensation systems have been proposed in multiple studies [3,4,5,6]. The corresponding solutions are based on two basic approaches: On the one hand side it is proposed to use phase change materials (PCM) within machine tools. PCM are characterized by a high amount of energy that is absorbed to perform a phase change between liquid and solid state. The high energy density within the phase change temperature range of the corresponding material can be used to provide a higher thermal stability to the machine tool.
On the other hand, heat transfer devices based on two-phase fluid flow are a suitable tool. By means of heat pipes, heat can be transported at low thermal resistance and without the need to provide electric input. The convenient use of such devices within moving assemblies has been validated by recent experimental investigations [7].
This paper proposes a passive method for reducing thermal errors in machine tools based on the combination of PCM and heat pipes. The main purpose of the presented investigations was to determine the impact of corresponding components on the thermally induced displacements of a machine tool. To this end, the design of latent heat storage (LHS) units and heat pipe based heat sink assemblies is presented. The main content focusses on experimental investigations on an experimental machine tool applied with the fabricated compensation components. Temperature and displacement measurements demonstrate the effect of the components on the machine tool behavior in comparison to the reference state.
2 Compensation Method and Scenario
As numerous studies demonstrated, thermal issues need to be addressed during the design of machine tools. In this context, great importance is attached to the material selection [8]. For example, materials of high heat capacity can be used to obtain slow temperature responses to a certain thermal load. Besides storing heat sensibly, heat can be stored by means of the phase change of materials. This latent heat approach offers the advantages of high energy density and small temperature change within the phase change temperature range of the phase change material (PCM). The application of LHS units to increase the thermal stability of feed drive systems has been addressed in recent studies [4, 5].
Another requirement concerning the physical parameters of machine tool structures is high thermal conductivity. While few solid materials reach thermal conductivity values in the order of 103 W/(m K), fluid flow allows for heat transfer at even higher effective thermal conductivity. The present study considers the use of heat pipes that offer an effective thermal conductivity of up to the order of 105 W/(m K). Through the application of heat pipes within the machine tool structures, heat can be transferred within the machine tool or between the machine tool and the environment at low thermal resistance and without the need of electric energy input.
Both approaches form a passive compensation method that aims for reducing thermal errors by altering the heat flows within machine tools. With regards to the numerical description of corresponding components within machine tools, complexity arises due to the highly nonlinear relationship between temperature field and displacement values. Therefore, the effect of LHS units and heat pipe based systems on thermally induced deformations was experimentally investigated using an experimental machine tool described in the following.
2.1 Experimental Machine MAX
The experimental lightweight machine tool MAX was developed as a test rig for fundamental investigations of novel structural concepts [10].
The machine tool realizes a 3-axis Cartesian kinematic with a fixed spindle and three movable slides, which are stacked on top of each other. The slides are composed of waterjet cut aluminum plates, which are prestressed with tie rods.
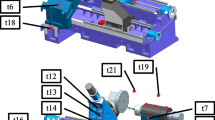
The slide-structure is shown in Fig. 1. The bottom slide (Z-slide) is driven by three parallel ball screw drives. The X- and Y-slides on top are driven by two ironless linear drives each. The two parallel drives for the Y-direction and the three parallel drives in the Z-direction enable for small corrections in all three rotational degrees of freedom [11, 12].

Slide structure of experimental machine MAX, adapted from [12]. The compensation-slides used for reducing dynamic excitations are not illustrated.
2.2 Compensation Approach
The linear direct drives Y1 and Y2 are two of the main heat sources of the machine. The main heat losses of a linear direct drive occur in the primary part. Hence, the interface between the primary parts of Y1 and Y2 and the adjacent structure of the Y-slide was chosen as the integration location for the compensation components.
The proposed compensation approach aims for a thermal error reduction through redistribution of the heat losses caused by the primary parts of the Y-slide. Figure 2 illustrates the intended heat flow manipulation. Under load, the reference configuration is characterized by direct heat flow of the primary part into the Y-slide structure. In the compensation configuration, the heat losses flow into the LHS unit where the initially solid PCM starts melting upon reaching the phase transition start temperature. During the phase change, the heat input into the Y-slide structure is reduced by the amount of latent heat stored within the PCM.

Manipulating heat flow within Y-slide.
At the same time, heat pipes mounted between the primary part and the LHS unit transfer parts of the heat losses to additionally integrated heat sinks. As observed in previous studies, conventional heat pipes exhibit optimal performance in gravity-assisted orientation [7]. For this reason, the heat sinks were designed to be placed upon the Y-slide structure. The motion of the heat pipe heat sink assembly along with the Y-slide leads to increased convective heat transfer coefficients.
Both effects, the phase change within the LHS and the increased heat dissipation by means of the heat pipe heat sink assembly, were expected to contribute to a reduction of temperatures and thermally induced displacements within the Y-slide under load. While the effect of LHS units on the slide temperature has been recorded in previous investigations, the heat pipes and heat sinks are added to the compensation system to further remove heat of the Y-slide after the melting of the PCM [4]. It was expected to thereby maintain compensation beyond the phase transition temperature range. The compensation approach considers a phase change temperature range less than 10 K above ambient temperature. Consequently, the temperature rise upon thermal loading is firstly countered by the increased energy density of the LHS units. With increasing temperature above phase transition end temperature, the LHS effect decreases while the dissipation through heat pipe and heat sink increases due to reduced thermal resistance at higher temperature gradients, as demonstrated in [7].
In the following, the design, fabrication, and properties of the compensation components are described.
2.3 Design of Compensation Components
The compensation components are shown in Fig. 3. One LHS unit for each of the two Y-drives was fabricated. Due to its high phase change enthalpy and compatibility with metals, the paraffin-based PCM RT28HC was chosen as storage material for the LHS units. It stores latent heat of around 220 kJ/kg within a phase transition temperature range between 24 ℃ and 29 ℃. The PCM was filled in liquid state into a milled steel container. 225 g PCM was filled into each container. To counter the low thermal conductivity of the paraffin (0.2 W/(m K)), nano-graphite was added at 10% volume fraction. According to prior investigations, the thermal conductivity of the paraffin-nano-graphite-compound exhibits a thermal conductivity of around 1 W/(m K) [5]. The LHS unit was sealed using a top cover made of steel glued to the container using thermal adhesive.
The heat sinks were fabricated by electrical discharge wire cutting. One heat sink consists of two parts. In total, four heat sinks were fabricated. The free surface of one heat sink amounts to 1616 cm2.
Conventional heat pipes with sintered capillary structure were used for the tests. The heat pipe heat sink assembly design required bending of the heat pipes with a bending radius of 4 cm.

Heat sink (a), heat pipe (b) and LHS unit (c, without top cover) used within the thermal error compensation system.
3 Experimental Investigations
3.1 Experimental Set-Up
The compensation components were integrated into the experimental machine MAX. To provide installation space for the LHS units, the secondary part supports were replaced by supports of reduced height. The LHS units were then mounted between each primary part and the adjacent slide structure. The heat sinks were mounted onto the Y-slide using 3D-printed PLA supports. The machine was equipped with a measurement arbor mounted into the main spindle nose and six precision probes attached to the X-slide. By means of the precision probes the relative displacements between X-slide and measurement arbor were recorded. Within the global coordinate system (s. Fig. 1), the precision probes were aligned along positive X-axis, negative Y-axis, and negative Z-axis. Figure 4 shows the experimental set-up. The machine is enclosed by walls to avoid exposure to air flow within the machine shop. However, no temperature control was installed within the machine enclosure itself.

Experimental set-up.
In addition to the displacement sensors, Pt100 temperature sensors were used to record the temperatures of the Y-slide and the environment. One sensor was placed above the Y1 drive (Pt100 Y1, see Fig. 4) and another one at the same Y and Z location above the Y2 drive. Furthermore, thermocouples of type K were attached to the LHS units, heat pipes and heat sinks.
3.2 Experimental Procedure
The machine was thermally loaded by means of the heat losses of the ball screw and linear direct drives under motion. Two different motion sequences were considered to evaluate the impact of the different drives on the occurring displacements. Motion sequence A was defined by cyclic motion of axis Y within the range [−190 mm; 190 mm] and axis Z within the range [−80 mm; 220 mm]. One motion cycle of the machine is composed of three axis cycles in y and one axis cycle in z direction (see Fig. 5). The maximum feed rates along the y-axis and z-axis amount to 0.69 m/s and 0.18 m/s, respectively. Motion sequence B exhibits the identical motion profile in the y-direction with no motion in the z-direction. The z-position was set at 220 mm.

Position and feed rate during one motion cycle of motion sequence A (a) and motion sequence B (b).
Prior to each experiment, the machine was turned off for at least 15 h to provide isothermal conditions of the machine at environmental temperature. At the beginning of each experiment and after each motion sequence, the displacements were measured. This was realized by moving the axes to the measurement position to contact the precision probes with the measurement arbor.
Two different test procedures were applied. Test procedure A was defined by measurement periods of 900 s, while the measurement periods during test procedure B lasted only 30 s. The initial displacements were recorded for 30 s. The averages of the initial displacements were used to scale the subsequent displacement measurements. Between two measurement sequences the axes were moved according to the corresponding motion sequence. Each motion sequence lasted for 2700 s.
The first test series were conducted after mounting the compensation components into the machine. Afterwards, the components were removed to repeat the test series in reference configuration. For each configuration three test cases were considered:
-
motion sequence A with measurement sequences of 900 s,
-
motion sequence B with measurement sequences of 900 s, and
-
motion sequence A with measurement sequences of 30 s.
4 Experimental Results
The effect of the compensation components on the temperature field of the Y-slide was evaluated by comparing the temperature values of Y1 and Y2 measured in reference (Y1ref, Y2ref) and compensation configuration (Y1comp, Y2comp) as shown in Fig. 6. As expected, a temperature rise during the motion sequences and a temperature drop during the measurement sequences was observed. In all three test cases a significant reduction of the Y-slide temperature due to the compensation components was recorded.
No significant differences were observed between the slide temperatures under motion sequence A and B. The similar temperature profiles indicate that the ball screw drives (Z1, Z2, Z3) did not exhibit a significant influence on the Y-slide temperature. This was to be expected as few contact areas exist between the Z-slide and the Y-slide. The Y-slide excess temperatures in compensation configuration were found to be reduced between 36% and 74% at the end of each motion sequence for the first two test cases. During the measurement with shorter measurement cycles (test case 3, Fig. 6c), the slide excess temperatures were reduced by at least 38% and at most 82% in the compensation configuration. At around 5000 s a slight increase of the slide temperature rate can be seen. This indicates the end of the phase change process and, as a consequence, the abrupt change of the effective heat capacity.
The environment temperature exhibited an increase during all conducted experiments of approximately 2 ℃. This is due to the limited heat transfer between the air within the machine enclosure and the air outside of the enclosure. Hence, the heat dissipation at the machine surfaces led to the observed temperature rise.

Measured temperatures on Y-slide and ambient temperature in reference and compensation configuration for the three test cases.
The results of the displacement measurements shown in Fig. 7 demonstrate a significant difference of the Y-displacements in reference (Δyref) and compensation configuration (Δycomp). By means of the compensation components the Y-error was reduced by around 20%. This reduction is caused by the lower temperatures of the Y-slide in the compensation configuration leading to decreased thermal expansion. In X-direction (Δxref, Δxcomp) and Z-direction (Δzref, Δzcomp) however, no favorable effect of the compensation components could be observed. On the contrary, the X-displacements were found to be slightly larger in the compensation configuration. A possible reason for this observation are the increased temperature differences between Y1 and Y2 that occurred in the compensation configuration. Unexpectedly, the Z-displacements were found to be in the same order for both motion profiles. Hence, the motion of the Z-drives did not significantly contribute to the thermal error in Z-direction. The effect of the compensation components appeared to be unaltered between both motion scenarios.

Measured displacements in reference and compensation configuration for the three test cases.
5 Discussion
The results indicate a partial compensation of the thermally induced deformations due to the integrated compensation components. However, to evaluate the results, the accuracy of the used sensors must be considered. The Pt100 temperature sensors exhibit a measurement uncertainty of ±0,1 ℃. The measurement uncertainty of the precision probes amounts to ±0.7 µm [13]. The comparison of temperature and displacement between reference and compensation configuration demonstrates differences clearly exceeding these uncertainties. The measurement uncertainty is hence found to have neglectable influence on the main findings stated above.
In addition to the measurement uncertainties of the sensors, the influence of the ambient temperature needs to be evaluated. In absence of active cooling systems, the ambient temperature is highly relevant to the thermal behavior of the machine due to the convective heat transfer on the numerous machine surfaces. As the ambient temperature could not kept constant during the experiment, a direct influence on the temperature and displacement fields is assumed. Especially the high displacement values in Z-direction can be partially caused by changing environmental conditions as the machine columns exhibit higher absolute thermal displacements than the slides due to its greater spatial extent. However, the ambient temperature rise in each experiment amounted to values between 2.5 K and 3.0 K for motion sequence A and between 1.6 K and 1.9 K for motion sequence B. The uncertainties of the environmental conditions were hence found to be in a comparable order that does not affect the interpretation of the temperature and displacement comparison. Future investigations should further examine the effect of altering environmental conditions on the thermally induced displacement fields of the machine.
6 Summary
A passive compensation method based on the use of LHS and heat pipes was presented. The underlying approach aims for an increased thermal stability during the phase change of the corresponding PCM and an enhanced convective heat transport between the machine and the ambient air through heat pipe heat sink assemblies. To evaluate the impact of such components on the thermally induced displacements of a machine tool, investigations were conducted on an experimental machine. Compensation components were fabricated and attached to the machine to alter the heat flow between two linear motors and the adjacent slide structure. The machine was exposed to motion in two directions and thermally loaded by means of the linear direct and ball screw drives heat losses. Temperature and displacement measurements were conducted in the reference configuration of the machine as well as in compensation configuration with integrated compensation components.
The measured temperatures indicate a reduced heat input into the slide structure under load. The slide temperature rise was decreased by the order of 50%. The displacements in compensation configuration were found to be around 20% lower in Y-direction. It can be concluded that it is possible to partially compensate for thermal errors in machine tools using the proposed compensation approach. The passive compensation method hence can contribute to an improved overall thermal machine behavior and energy efficiency as the presented compensation components operate without additional power input. The experimentally obtained data can further be used to improve the thermoelastic simulation of the examined machine tool.
References
Mayr, J., et al.: Thermal issues in machine tools. CIRP Ann. Manuf. Technol. 61, 771–791 (2012)
Brecher, C., Bäumler, S., Jasper, D., Triebs, J.: Energy efficient cooling systems for machine tools. In: Dornfeld, D., Linke, B. (eds.) Leveraging Technology for a Sustainable World, pp. 239–244. Springer, Berlin, Heidelberg (2012). https://doi.org/10.1007/978-3-642-29069-5_41
Ohsenbrügge, C., Marth, W., y de Sosa, I.N., Drossel, W.-G., Voigt, A.: Reduced material model for closed cell metal foam infiltrated with phase change material based on high resolution numerical studies. Appl. Therm. Eng. 94, 505–512 (2016)
Voigt, I., Winkler, S., Werner, R., Bucht, A., Drossel, W.-G.: Thermal error compensation on linear direct drive based on latent heat storage. In: Proceedings of the Conference on Thermal Issues in Machine Tools, Dresden (2018)
Voigt, I., de Sosa, I.N., Wermke, B., Bucht, A., Drossel, W.-G.: Increased thermal inertia of ball screws by using phase change materials. Appl. Therm. Eng. 155, 297–304 (2019)
Voigt, I., Lütke, N., Thüsing, K., Winkler, M., Drossel, W.-G.: Development and examination of an internally switchable thermosiphon. Energies 15(11), 3891 (2022)
Voigt, I., Drossel, W.-G.: Experimental investigation of heat pipe performance under translational acceleration. Heat Mass Transf. 58(2), 209–219 (2021). https://doi.org/10.1007/s00231-021-03106-w
Möhring, H.-C., Brecher, C., Abele, E., Fleischer, J., Bleicher, F.: Materials in machine tool structures. CIRP Ann. Manuf. Technol. 64, 725–748 (2015)
El-Nasr, A., El-Haggar, S.: Effective thermal conductivity of heat pipes. Heat Mass Transf. 32, 97–101 (1996)
Peukert, C., et al.: Efficient FE-modelling of the thermo-elastic behaviour of a machine tool slide in lightweight design. In: Proceedings of the Conference on Thermal Issues in Machine Tools, pp. 61–71. Dresden (2018)
Ihlenfeldt, S., Müller, J., Merx, M., Peukert, C.: A novel concept for highly dynamic over-actuated lightweight machine tools. In: Yan, X., Bradley, D., Moore, P. (eds.) Reinventing Mechatronics: Proceedings of Mechatronics 2018, pp. 210–216. University of Strathclyde, Glasgow (2018)
Ihlenfeldt, S., Müller, J., Merx, M., Kraft, M., Peukert, C.: Simplified manufacturing of machine tools utilising mechatronic solutions on the example of the experimental machine MAX. In: Yan, X.-T., Bradley, D., Russell, D., Moore, P. (eds.) Reinventing Mechatronics, pp. 145–162. Springer, Cham (2020). https://doi.org/10.1007/978-3-030-29131-0_10
HAHN+KOLB Homepage. https://media.witglobal.net/stmedia/hahnkolb/docu-ments/LANG_de/HK-39662321.pdf. Accessed 08 Sept 2022. Testo Homepage, https://static-int.testo.com/media/1b/02/51ccb8bd5f9c/saveris-PROF-Bedienungsanleitung.pdf. Accessed 08 Sept 2022
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2023 The Author(s)
About this paper

Cite this paper
Voigt, I., Fickert, A., Wiemer, H., Drossel, WG. (2023). Experimental Investigation of Passive Thermal Error Compensation Approach for Machine Tools. In: Ihlenfeldt, S. (eds) 3rd International Conference on Thermal Issues in Machine Tools (ICTIMT2023). ICTIMT 2023. Lecture Notes in Production Engineering. Springer, Cham. https://doi.org/10.1007/978-3-031-34486-2_19
Download citation
DOI: https://doi.org/10.1007/978-3-031-34486-2_19
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-34485-5
Online ISBN: 978-3-031-34486-2
eBook Packages: EngineeringEngineering (R0)