
Abstract
Against the backdrop of advancing climate change, the pressure on industry as the second largest producer of greenhouse gas emissions worldwide is increasing. Climate neutrality and the effects on the climate of products or services are gaining more and more political and social attention. Thus, this paper is dedicated to the investigation of the holistic influence of machined components on greenhouse gas emissions. Optimisations can only be achieved through a profound understanding of the important factors in relation to climate neutrality of industrial production. To this end, a method is developed that allows the low-effort quantification of part-specific greenhouse gases emitted during the production on a CNC machine tool. Validating experiments are conducted in a real industrial environment. Finally, potential for improvement is outlined.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
As the second largest emitter of greenhouse gases worldwide [1], industry with its energy demand represents a relevant lever for minimising emissions. Thereby, discrete manufacturing, especially with cutting machine tools, is a major contributor in relation to other sectors [2]. To be able to estimate the climate impact of products, CO2 balances, also called product carbon footprints, are drawn up. Carbon footprints are a special form of life cycle assessments (LCA). While with a LCA, it is possible to balance many environmental impacts of a product over its life cycle, the CO2 balance only considers the impact category of climate change with the impact indicator global warming potential (GWP) [3]. It is commonly expressed in the unit CO2 equivalents (CO2-eq.). This introduces a reference value that relates all greenhouse gases and their climate impact to the anthropogenic greenhouse gas with the largest share regarding climate change, CO2 [4]. In the literature, the focus in regard to machine tools and produced parts has so far been primarily on energy efficiency [2, 5, 6], or in CO2 monitoring without considering all relevant factors, such as raw material and cutting tool [7]. Thus, the influence of the energy consumption as well as other factors like raw and operating materials on climate change has been less researched in connection with the production of produced parts. Furthermore, studies that address this topic usually require external measurement devices, which impair the application of the developed concepts in practice due to related costs. In addition, only geometrically predefined components are examined. Furthermore, the data used in these studies, especially for the global warming potentials (GWP) of the different materials or energies, are based on numerous different studies, making the comparability of these factors and thus the balance problematic [8]. Therefore, this work aims to fill the gap in literature and investigates a low-cost, brownfield approach for part-specific CO2-accounting of milled parts, including all relevant resources and using only one database for GWP factors. The method for CO2-acounting integrates internal machine tool data and enables fully automated CO2-accounting. This can be used by companies in several ways, e.g. to identify possible improvement measures, but also to provide the product carbon footprint for downstream-costumers. For these purposes, a cradle-to-gate system boundary is chosen. The concept is developed on the basis of the standard presented by the Green House Gas (GHG) Protocol [9] and the database for global warming potential offered by ecoinvent [10].
2 Method
In the following, the method for part specific CO2-accounting is described in general. It consists of three steps. First, the scope and relevant factors are defined according to the GHG. This is followed by the data collection and build-up of resource consumption model, emphasising the challenges and respective solutions to collect needed data at low-cost and with as little effort as possible.
2.1 Method for CO2-Accounting
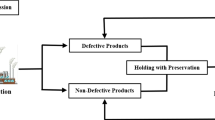
The carbon footprint for the finished product is calculated as the sum of the carbon emissions (CE) of the input and output resources as well as transportation emissions. Therefore, the first step of the method, depicted in Fig. 1, is the definition of the system boundary, determining which resource inputs are needed in the process, which resource outputs respectively waste is leaving the process and which transportation related with these resources is considered. The challenge, however, is to get the information regarding the related emissions for each part separately. The typical approach is to measure the resource consumption for example with stationary or temporarily mounted sensors, having the disadvantages of high costs or not constant data acquisition. Therefore, they are hardly to include in a constant, part-specific CO2-accounting. Another challenge in accounting part-specific carbon footprints of milled parts are resource consumptions that can hardly be recorded from external sensors. Here, additional information from machine control and employees, supported by temporary measurements, can help to model the resource consumption part-specifically. This model for the calculation of the part-specific carbon footprint is created in step two of the method. The resource consumption is modelled based on permanent information gained from the programmable logic controller (PLC) as well as the product lifecycle management (PLM), uniquely aligned with additional information from employees as well as temporary measurements. To get the part-specific carbon footprint as output, the consumption is then multiplied with the GWP factors for each resource, one-time gathered from an LCA-database. In a third step, the carbon footprint related to the product can be analysed and visualised.

Method for model-based, part-specific CO2-accounting
2.2 System Boundary and Relevant Factors
Figure 2 shows the relevant factors (in grey) for a part-specific CO2-accounting of milled parts (in black). They can be divided into the required input resources semi-finished product, cutting tools, coolant lubricant, grease, packaging material and electricity. Furthermore, the outputs scraps, used tools, used lubricants and used grease account also for CO2-emissions when being disposed, which therefore need to be considered for the carbon footprint of the finished product as well. The electricity needed for production can be further divided regarding the electrical consumers of today’s CNC machine tools. Electrical energy is mainly needed for spindle drives, axle drives and auxiliary drives. The auxiliary drives include for instance the chip conveyor, the air compressor, the cooling unit for cooling the spindle bearings and the clamping units for tools and workpieces.

Input and output resources regarding the finished product
2.3 PLC Data-Based Resource Consumption Model
Today’s CNC machine tools have a very high automation level where almost all functionalities are provided from the machine controller. Hence, various information, such as the machine status, several on/off states, tool ID or drive signals, can be obtained from the PLC. This enables an effortless opportunity to gather relevant data for CO2-accounting on various machines without necessarily installing stationary measurement devices. According to the relevant factors identified, data from the electrical consumers spindle drives, axle drives and auxiliary drives must be collected during production. In addition, the operating time of each cutting tool must be recorded for being able to contrast them with the tool life cycle. Material and scrap information is obtained from master data of PLM system. The energy consumption of the spindle and axle drives depend strongly on the process and show highly dynamic changes which, therefore, need to be measured quantitatively. These can be obtained by measuring the current and voltage signals from the PLC. These variables are usually accessible from the machine controller since they are necessarily used in the control loop of a CNC machine tool. In contrast, the auxiliary drives show low-dynamic and cyclic behaviour. Hence, collecting the on/off states of these consumers is sufficient. Besides electricity, the auxiliary drives consume further resources such as cooling lubricant and grease which must be considered. These resource consumptions can also be modelled from the PLC due to constant supply behaviour. The on/off state of the aggregates are therefore multiplied with the characteristic supply value contained in the additional information. The CO2-accounting of used tools mainly depends on the relation between tool life cycle and cutting time. As a life cycle criterion, the tool wear is commonly used [11]. Since tool wear depends on several parameters, such as cutting conditions, tool properties and workpiece material, the life cycle varies continuously. Therefore, empirical equations, such as Taylor’s tool life formula [12], are commonly used to predict the life cycle based on historical data. On the other hand, the cutting time can be accessed during production from the PLC by using the tool ID and spindle speed. The cutting time can then be cumulated whenever spindle speed is not zero. The produced scrap can either be obtained on field by respectively weighing the workpiece before and after production or by using CAD/CAM software. Since CAD is the todays standard in product development, it is obviously preferable due to less effort. A part-specific CO2-accounting requires an allocation of the collected data to each manufactured part, as depicted in Fig. 3. This can be enabled by using the different operating states of the machine. According to VDMA 34179 [13] the operating states can be divided into working, operational, powering up, powering down, stand-by and off. The 4 first-mentioned states can be directly assigned to each part. For the allocation of the collected data during stand-by, however, a cause-related methodology must be worked out. The part-specific allocation of stand-by data can be designed with different complexity and must be in compliance with production planning. In batch production, a batch-wise allocation is suitable, while for one-off production only the distribution per predefined number of shifts or per predefined time span is appropriate. In the latter case, for example, the produced emissions during stand-by can be evenly distributed to all produced parts within one working day, a week or a month.

Exemplary demonstration of part-specific data allocation within two produced parts
3 Use Case
The implementation has been realised in a real manufacturing environment where CNC machine tools are used for small batch production. The machine used consists of a 3-axis portal milling machine with a vacuum workpiece clamping technology and uses minimum quantity lubrication. Within the validation period, a total of 14 different components were manufactured. The machine operator has recorded the set-up times of the workpieces in order to be able to assign the set-up times to the carbon footprint later as well. Workpiece material and scrap information is obtained from PLM system. The required sensor data are collected by the machine controller as well as by temporarily measuring devices for model parametrisation and validation purposes. For gathering machine control data an industrial edge computer has been used. Additionally installed measurement devices consist of a mobile power consumption measuring case and a volumetric flow meter. The installed volumetric flow meter measures the volume rate of supplied compressed air from the machine shop. The compressed air supply is also considered as an electrical consumer. Therefore, the available control system of the machine shop compressor is used to determine the demand of electrical power to generate one liter of compressed air. This parameter is then related to the measured volume rate.
As already mentioned above, the electrical emissions generated during production can be modelled by means of machine internal PLC data. Figure 4 exemplarily shows the model-based estimated as well as the measured GHG emission curves of the spindle, the cooling unit, the chip conveyor and the vacuum pump during the production of two different workpieces. The model is parameterised and validated by comparison with external measurements (temporary measurements). Direct energy measurements from the control cabinet with current clamps confirm that the consumptions of the various auxiliary aggregates show almost constant signal behaviours during the measurement period. Thus, the emissions of these units can be approximated by recording their on/off states, while spindle and axle drives must be measured quantitatively. The model can estimate the emissions of the electrical consumers with an average accuracy of approximately 92%.

Comparison between estimated and measured GHG emissions of selected auxiliary drives and the spindle drive
4 Results and Discussion
The concept developed in this paper allows the quantification of part-specific emissions during production considering all relevant factors from Fig. 2. In total, 244 kg of CO2e were emitted within three working days, with 14 individual parts produced. With an annual production capacity of 3811 parts, this corresponds to 66 t of CO2e per machine. This is comparable with 44 passenger cars with an annual mileage of 10.000 km [14]. Figure 5 breaks the emissions down to the individual resources. The bar chart presents the resource-related average CO2 emissions. It includes the material, used lubricant and the electrical consumers. However, the axle drives, grease, tool wear and packaging have not been taken into account in Fig. 5 due to their negligible impact in this use case. Obviously, the individual resources differ significantly from each other. By far the largest source of emissions is the manufacturing of the semi-finished product. On average for the 14 different components produced, almost 83% of CO2e emitted are attributable to raw material. With 13,4% the machine internal consumers are the second largest contributors. The generated scrap is responsible for the remaining 3,6% of the greenhouse gases emitted.

Resource-related average CO2 emissions including material, lubricant and electrical consumers (e.e. = electrical emissions)
In a direct comparison of the electrical consumers, the air compressor, the vacuum pump and the cooling unit account for 91% of the greenhouse gases emitted. Spindle drive and chip conveyor in turn only account for 9% of the emissions from electrical consumers. The greatest possible lever for reducing emissions is the semi-finished product. An increase in the proportion of recycled aluminum by 30% can achieve an emission reduction of 58%. Another relevant lever is the greenhouse potential of the purchased electricity. By switching to electricity generated by solar energy, 7,1 t of CO2 equivalent can be saved annually. Consequently, this paper concludes that switching to more climate-friendly resources, such as recycled aluminum, and switching to renewable energy are the most effective factors for climate-friendly production.
5 Conclusion
In the presented work a low-effort method for part-specific CO2-accounting during the product development phase of milled parts has been presented. The method is based on resource consumption modelling and uses PLC and PLM data as permanent inputs. Therefore, the method is arbitrarily scalable and highly automatable and thus provides an important contribution to CO2 transparency and its emission reduction. An implementation in a real manufacturing environment showed good results for the modelled carbon footprint compared with the measured footprint of various products. The presented results are highly dependent on the data used. Especially, the greenhouse potentials for the resources have a significant impact on the balance sheet. For example, the results of the balance sheet differ by over 90% from the results presented, if the value for the primary aluminum is taken from the ProBas instead of the ecoinvent database. Therefore, the comparability of this study with other studies is only given if both are based on the same database. Although several resources were considered for the carbon footprint of the final product, further research has to include superordinate resource consumption such as electricity for lighting and heating of the factory side. Allocation can be done in this case for example by area share of the used machines.
References
Ritchie, H., Roser, M.: CO2 and Greenhouse Gas Emissions. Our World in Data (2020)
Denkena, B., Abele, E., Brecher, C., Dittrich, M.-A., Kara, S., Mori, M.: Energy efficient machine tools. CIRP Ann. 69(2), 646–667 (2020)
Hottenroth, H., Joa, B., Schmidt, M.: Carbon Footprints für Produkte: Handbuch für die betriebliche Praxis kleiner und mittlerer Unternehmen. Monsenstein und Vannerdat, Münster (2014)
NOAA Global Monitoring Laboratory: The NOAA Annual Greenhouse Gas Index (AGGI). https://gml.noaa.gov/aggi/aggi.html. Accessed 14 Dec 2021
Schmidt, C., Li, W., Thiede, S., Kara, S., Herrmann, C.: A methodology for customized prediction of energy consumption in manufacturing industries. Int. J. Precis. Eng. Manuf. Green Technol. 2(2), 163–172 (2015). https://doi.org/10.1007/s40684-015-0021-z
Sossenheimer, J., Vetter, O., Abele, E., Weigold, M.: Hybrid virtual energy metering points – a low-cost energy monitoring approach for production systems based on offline trained prediction models. Proc. CIRP 93, 1269–1274 (2020)
Jeswiet, J., Kara, S.: Carbon emissions and CES™ in manufacturing. CIRP Ann. 57(1), 17–20 (2008)
Li, C., Tang, Y., Cui, L., Li, P.: A quantitative approach to analyze carbon emissions of CNC-based machining systems. J. Intell. Manuf. 26(5), 911–922 (2013). https://doi.org/10.1007/s10845-013-0812-4
World Resources Institute (WRI), World Business Council for Sustainable Development (WBCSD). Greenhouse Gas Protocol. https://ghgprotocol.org/. Accessed 12 Dec 2021
ecoinvent. ecoinvent Database. https://ecoinvent.org/the-ecoinvent-database/. Accessed 12 Dec 2021
Brenner, D., Kleinert, F., Imiela, J., Westkämper, E.: Life cycle management of cutting tools: comprehensive acquisition and aggregation of tool life data. Proc. CIRP 61, 311–316 (2017)
Astakhov, V.P., Davim, J.P.: Tools (geometry and material) and tool wear. In: Davim, J.P. (ed.) Machining, pp. 29–57. Springer, London. (2008). https://doi.org/10.1007/978-1-84800-213-5_2
VDMA: Measurement instruction to determine the energy- and resource demand of machine tools for mass production (34179:2019–04). Beuth Verlag GmbH (2019)
Federal Environment Agency: Emission data: Greenhouse gas emissions in passenger transport - Graphic. https://www.umweltbundesamt.de/themen/verkehr-laerm/emissionsdaten#verkehrsmittelvergleich_personenverkehr_grafik. Accessed 15 Dec 2021
Acknowledgements
This research is funded in the “DiNaPro” project by the German Federal Ministry of Education and Research (BMBF) and implemented by the Project Management Agency Karlsruhe (PTKA). The authors are responsible for the content of this publication.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2023 The Author(s)
About this paper

Cite this paper
Sarikaya, E., Weyand, A., Dück, D., Weigold, M. (2023). Model-Based Method for Low-Effort Part-Specific CO2-Accounting During the Production on Machine Tools Using PLC Data. In: Kohl, H., Seliger, G., Dietrich, F. (eds) Manufacturing Driving Circular Economy. GCSM 2022. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-031-28839-5_83
Download citation
DOI: https://doi.org/10.1007/978-3-031-28839-5_83
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-28838-8
Online ISBN: 978-3-031-28839-5
eBook Packages: EngineeringEngineering (R0)