
Abstract
Additive Manufacturing (AM) is an emerging and promising technology increasingly adopted from Industry. However, Industry is responsible for the majority of global carbon emissions (CEs), heavily contributing to greenhouse effect. Therefore, it is important to define the environmental impact of all processes, including AM carbon footprint. This work aims at reviewing literature for the equations for CE calculations of AM and developing a framework for CEs calculations generated from all the types of AM. Literature was found for some AM types, with each type of AM described stepwise and categorized per Process, Machine and System level. At each step, the equations for CEs, based on carbon emission factor and energy spent, were allocated. At process level, CEs come exclusively from the energy spent for curing. At the machine level, CEs are related to the process, auxiliary equipment and consumables. At system level, additional CEs are derived from material used, pre-processing and post-processing steps. Total carbon emissions are the sum of CEs at machine level and additional CEs from system level. Generalization of this approach led to a framework that can be used for all types of AM, to calculate CEs of each AM type based on the steps included.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Additive Manufacturing (AM) is the process of joining materials to make objects from 3D model data, usually layer upon layer [1] and it is one of the fundamental elements of the fourth industrial revolution [2,3,4]. However, industrial advantages often come with increased carbon emissions (CE), leading to increase of global temperature. This is why the term of carbon footprint has been developed, in order to measure the environmental impact of products, processes, infrastructures, individuals, mainly all human related activities. Carbon footprint is the total amount of greenhouse gases, including dioxide and methane, that are generated by our actions [5]. As the role of ecological constraints is increasing affect manufacturing technologies [6], it is imperative that AM is examined from an environmental point of view.
Previous literature presents the environmental impact of AM [7,8,9] and how to reduce it [10]. Optimization models have also been suggested regarding the energy efficiency of AM [11], while others try to approach it from a sustainability point of view [12, 13]. However, a holistic analysis regarding the carbon footprint of every AM method is yet to be done.
The aim of this study is to develop a framework for computing carbon emissions generated from additive manufacturing processes using appropriate energy equations.
2 Materials and Methods
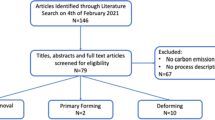
This study focuses on summarizing the methodologies used for calculating the CE of AM processes, on the type and the amount of energy that these processes require, as well as the necessary materials. Databases of Google Scholar, ResearchGate and ScienceDirect were researched for relevant papers. Keywords used were: “additive manufacturing”, “CO2 emission”, “environmental impact”, “carbon emission”. In order to be considered for the review, the papers had to fulfill the following selection criteria: (a)Type of process and (b)Calculation of CE using mathematical equations. At the end, the papers were categorized as follows:
-
Stereolithography (SLA)
-
Selective Laser Sintering (SLS)
-
Electron Beam Melting (BEM)
-
Laser Engineered Net Shaping (LENS)
-
Fused Deposition Modeling (FDM)
Each AM approach has multiple steps, starting from auxiliary equipment switching on, all the way to the equipment being shut down when operations are over. For this, the three-level approach was used as proposed by Fysikopoulos et al. (2014) [14] in the case of machining, where steps were grouped per process, machine tool and system level. Process concerns the energy interactions related to the physical mechanisms of the process itself”. The machine level focuses on the auxiliary equipment and the consumables (fluids etc.). System is about the material consumption and the actions that take place before or after the processing.
3 Results
Literature review was done to figure out how much work was already done regarding the carbon footprint calculation of AM processes. Precisely, Stereolithography (SLA) [15], Selective Laser Sintering (SLS) [16], Electron Beam Melting (EBM) [17], Laser Engineering Net Shaping (LENS) and Fused Deposition Modeling [18], each had one paper estimating, however, their energy consumption instead of the carbon footprint. Then the CE was calculated through the following equation:
where \(CE \) is the carbon emitted due to consumption, \(EC \) the energy consumed, measured in \(\left( {GJ} \right)\), and \(CEF\) the Carbon Emission Factor, measured in \(\left( {\frac{kgCO_2 }{{GJ}}} \right)\). The aforementioned techniques were described step-by-step and then categorized into levels as seen in Table 1. In SLA the object is created by selectively curing a polymer resin layer-by-layer using an ultraviolet (UV) laser beam. SLS is a powder bed printing technology. It uses a high-power laser to sinter small particles of polymer powder into a solid structure, tracing the geometry of digitally sliced CAD models layer by layer and working from the bottom of the part upwards. EBM [19] is a process where high-velocity electrons concentrated into a narrow beam that are directed towards the work piece, creating heat, and vaporizing the material. LENS [20] uses computer-controlled lasers that, weld air-blown streams of metallic powders into custom parts and manufacturing molds. In FDM [21] an object is built by depositing selectively melted material in a predetermined path, layer by layer. Further description of these techniques is presented in Table 1.
The three-level approach [5] was adapted to the AM techniques as seen in Fig. 1. Process level includes CE from the energy consumed during the process and are mainly caused by the electrical energy consumption of the laser. At Machine level, the emissions of the process level increase by the emissions of the auxiliary equipment and the consumables, namely every action that the printer has to perform in order to function properly, depending on the AM process. Lastly, the System level includes CE from the Machine level plus CE from pre and post-processing along with the ones of the material consumption.

Levels of AM processes.
4 Framework for CE Calculation for AM
A framework is proposed, to allow for CE calculation for every AM method. This will derive from the generalization of the “Levels method” used above in the previous techniques. Thus, it can be said that the CE at the Process level \((CE_{process} )\) come exclusively by the energy spent for curing \( (E_{process} )\):
In the Machine level the carbon footprint depends on the energy spent at the process level, by the auxiliary equipment \(\left( {CE_{auxiliary} } \right)\) and by the consumables \(\left( {CE_{i,cons} } \right)\).
Which can also be written as:
where \((CEF_{aux} )\) is the CE factor of the auxiliary equipment consumption, \(\left( {E_{aux} } \right)\) the energy required by the auxiliary equipment, and \((Q_{i,cons} )\) the quantity of the consumables used for the creation of the final product.
The consumables can either be liquid (\(CE_{fluid} )\) or gas (\(CE_{gas} )\):
Regarding the auxiliary equipment, any of the followings can be included depending on the AM method used
Thus, every method needs a material dispenser whether it is liquid, powder or solid \((CE_{material dispenser} )\). Some methods have a moving building platform \(\left( {CE_{build platform motor} } \right)\) on which the product is being built, while in others it is the head that moves layer by layer \(\left( {CE_{head motor} } \right)\). To ensure the smoothness of each layer recoaters are sometimes necessary \(\left( {CE_{recoater} } \right)\). Accordingly, there are methods that need a heater \(\left( {CE_{heater} } \right)\) for the right composition of the material, while most of the printers have some light for the easier use of the machine \(\left( {CE_{lighting} } \right)\). Regarding the laser-based methods, CE are created by both the galvo motor system \(\left( {CE_{galvo motor system} } \right)\) and the laser unit \(\left( {CE_{laser unit} } \right)\). Lastly, special conditions may require the use of gas \(\left( {CE_{gas dispenser} } \right)\) or pressure \(\left( {CE_{pressure} } \right)\) in the building environment.
Table 2 presents the aforementioned framework, as described.
5 Discussion
Carbon emissions in AM are caused mostly due to the energy consumption that this technique requires at process, machine, and system level, by the auxiliary equipment and the consumables, by the production, transportation and disposal of materials, as well as by the pre and post processing. The framework presented in this work suggests a simple, yet effective approach of estimating the CE of every AM technique. The most common source of CE for all three levels is the electrical energy spent. The amount of energy spent for every step multiplied by a specific Carbon Emission Factor (CEF) results into the CE of this step.
This paper examines AM from a different point of view, the one concentrating on the carbon footprint of the process, in contrast with the majority of energy-spent focused research that has been done this far. It suggests a holistic framework estimating the carbon emission of every AM technique and doesn’t focus on just one process. This is necessary, especially now that green manufacturing plays such an important role due to the increasing climate change. Nevertheless, being at an early stage the aforementioned framework comes with some limitations. Only the electrical energy spent for every task is taken under consideration.
6 Conclusions and Future Outlook
Nowadays, a framework estimating the CE of every AM technique should be considered not only helpful but also necessary to ensure the sustainability of the process. This can be done by dividing the processes into steps which will then be categorized into levels. Once the energy spent is estimated, then the carbon footprint can be calculated.
In future works, a more detailed determination of carbon emission factors should be included to find which level of AM is the most environmentally harmful. Additionally, some ways of reducing the carbon emissions should be suggested. The same applies for the materials used. Thus, examining all the required parameters we will see which one, if changed, will give the desired outcome.
References
ASTM International, Additive Manufacturing - ASTM International, p. 1 (2017)
Citarella, R., Giannella, V.: Additive manufacturing in industry. Appl. Sci. (Switzerland) 11(2), 1–3 (2021). https://doi.org/10.3390/app11020840
Bikas, H., Stavropoulos, P., Chryssolouris, G.: Additive manufacturing methods and modelling approaches: a critical review. Int. J. Adv. Manufact. Technol. 83(1–4), 389–405 (2015). https://doi.org/10.1007/s00170-015-7576-2
Stavropoulos, P., Foteinopoulos, P.: Modelling of additive manufacturing processes: a review and classification. Manufact. Rev. 5. EDP Sciences (2018). https://doi.org/10.1051/mfreview/2017014
Panagiotopoulou, V.C., Stavropoulos, P., Chryssolouris, G.: A critical review on the environmental impact of manufacturing: a holistic perspective. Int. J. Adv. Manufact. Technol. 118(1–2), 603–625 (2021). https://doi.org/10.1007/s00170-021-07980-w
Peng, B., Zheng, C., Wei, G., Elahi, E.: The cultivation mechanism of green technology innovation in manufacturing industry: from the perspective of ecological niche. J. Clean. Prod. 252, 119711 (2020). https://doi.org/10.1016/j.jclepro.2019.119711
Kellens, K., Mertens, R., Paraskevas, D., Dewulf, W., Duflou, J.R.: Environmental impact of additive manufacturing processes: does am contribute to a more sustainable way of part manufacturing?. Procedia CIRP 61, no. Section 3, 582–587 (2017). https://doi.org/10.1016/j.procir.2016.11.153
Khalid, M., Peng, Q.: Sustainability and environmental impact of additive manufacturing: a literature review, 328–332 (2020). https://doi.org/10.14733/cadconfp.2020.328-332
Khosravani, M.R., Reinicke, T.: On the environmental impacts of 3D printing technology. Appl. Mater. Today 20, 100689 (2020). https://doi.org/10.1016/j.apmt.2020.100689
Tang, Y., Mak, K., Zhao, Y.F.: A framework to reduce product environmental impact through design optimization for additive manufacturing. J. Clean. Prod. 137, 1560–1572 (2016). https://doi.org/10.1016/j.jclepro.2016.06.037
Verma, A., Rai, R.: Energy efficient modeling and optimization of additive manufacturing processes. In: 24th International SFF Symposium - An Additive Manufacturing Conference, SFF 2013, no. 1, pp. 231–241 (2013)
Fredriksson, C.: Sustainability of metal powder additive manufacturing. Procedia Manufact. 33, 139–144 (2019). https://doi.org/10.1016/j.promfg.2019.04.018
Gebler, M., Schoot Uiterkamp, A.J.M., Visser, C.: A global sustainability perspective on 3D printing technologies. Energy Policy 74,. 158–167 (2014). https://doi.org/10.1016/j.enpol.2014.08.033
Fysikopoulos, A., Pastras, G., Alexopoulos, T., Chryssolouris, G.: On a generalized approach to manufacturing energy efficiency. Int. J. Adv. Manufact. Technol. 73(9–12), 1437–1452 (2014). https://doi.org/10.1007/s00170-014-5818-3
Yang, Y., Li, L., Pan, Y., Sun, Z.: Energy consumption modeling of stereolithography-based additive manufacturing toward environmental sustainability. J. Ind. Ecol. 21, S168–S178 (2017). https://doi.org/10.1111/jiec.12589
Ma, F., Zhang, H., Hon, K.K.B., Gong, Q.: An optimization approach of selective laser sintering considering energy consumption and material cost. J. Clean. Prod. 199, 529–537 (2018). https://doi.org/10.1016/j.jclepro.2018.07.185
Priarone, P.C., Ingarao, G., Lunetto, V., Di Lorenzo, R., Settineri, L.: The role of re-design for additive manufacturing on the process environmental performance. Procedia CIRP 69(May), 124–129 (2018). https://doi.org/10.1016/j.procir.2017.11.047
Balogun, V.A., Kirkwood, N., Mativenga, P.T.: Energy-consumption-and-carbon-footprint-analysis-of-fused-deposition-modelling.doc. 6(8), 1–6 (2015)
Holcomb, M.H.: An introduction to electron beam therapy. Radiol. Technol. 42(3), 138–143 (1970)
Laser Engineered Net Shaping (2001). https://doi.org/10.1201/9780203910795.ch12
Hiemenz, J.: 3D Printing With FDM, Additive Manufacturing, pp. 1–5 (2008)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2023 The Author(s)
About this paper

Cite this paper
Panagiotopoulou, V.C., Paraskevopoulou, A., Stavropoulos, P. (2023). A Framework to Compute Carbon Emissions Generated from Additive Manufacturing Processes. In: Kohl, H., Seliger, G., Dietrich, F. (eds) Manufacturing Driving Circular Economy. GCSM 2022. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-031-28839-5_35
Download citation
DOI: https://doi.org/10.1007/978-3-031-28839-5_35
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-28838-8
Online ISBN: 978-3-031-28839-5
eBook Packages: EngineeringEngineering (R0)