
Abstract
Components manufactured from brass alloys are widely used in plumbing systems. Traditionally, lead is added to the alloy to improve the machinability. In recent years, the use of lead has been restricted due to health and environmental concerns. New lead-free and low-lead alloys were developed. These alloys usually show a higher cutting force compared to traditional lead-containing brasses. This paper investigates the influence of different rake angles and tool coating on cutting force and chip formation. The two lead-free brass alloys, CW511L and CW724R, are compared to the low-lead brass CW625N.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others
Keywords
1 Introduction
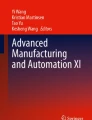
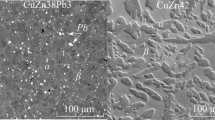
Due to its favorable properties, brass is widely used in different applications, for example in couplings for drinking water supply systems. Brass is electric-conductive, antibacterial, and nonmagnetic. Different elements added to brass can change the properties of the alloy. In general, lead is known to enhance chip breakability and reduce cutting forces. This is commonly explained by the non-solubility of lead in brass, which causes the precipitation of lead particles around the grain boundaries, and the low melting point of lead compared to brass. Johansson et al. compared a lead-containing and a lead-free brass alloy. The tool-chip contact length was significantly shorter, and the friction coefficient was lower when machining lead-containing brass. By studying chip roots, it was found that lead in brass acts as a crack initiation point, contributing to discontinuous chips. However, no evidence was found for lead melting during the machining process [5]. However, lead can be toxic to humans and the environment. For this reason, many countries restrict the use of lead, such as the EU, the United States, Japan, and Canada. The restrictions are likely to tighten in the future [4]. As a result of this, new low-lead and lead-free brass alloys were developed. To compensate for the missing lead and its favorable effects, different elements were added. A widely studied lead-free brass is the silicon-alloyed special brass CW724R. CW724R shows increased cutting forces compared to lead-alloyed brass, but lower cutting forces than other lead-free alloys [10]. These are probably caused by the brittle \(\kappa \)-phase, which is precipitated during solidification and as a result of silicon. In addition to the different alloying elements, the cutting forces can also be influenced by the tool geometry, the tool coating and the cutting conditions. Nobel et al. investigated the influence of tool geometry on chip breaking in the cutting of brass. In general, the rake angle had a lower influence compared to the chip-breaking geometry. A negative rake angle leads to increased cutting forces and average chip breakability in cutting CW511L [8]. In another study, Nobel et al. concluded that a TiAlN-coated carbide tool showed the lowest tool wear, a multilayer chemical vapor deposition (CVD)-diamond-coated carbide tool showed the lowest adhesion of carbide tools, and a polycrystalline diamond (PCD) tool had the best overall performance for the cutting of brass [6]. In general, for the more ductile copper-base alloys without lead addition, tools with a higher rake angle between 10\({^\circ }\) and 20\({^\circ }\) are recommended [3]. A higher rake angle will lead to a higher shear angle and thereby to lower cutting forces. On the other hand, a higher rake angle gives a smaller wedge angle. Thus, the tool is weakened and might wear out more quickly. Therefore, high rake angles are usually only used in difficult to machine high-ductility materials [7].
The goal of this paper is to investigate the influence of the rake angle and a AlTiN tool coating on the cutting forces and the tool wear in cutting of low-lead and lead-free brass. The alloys investigated are CW724R, CW511L, and CW625N. In the next section, the methods used in this paper are described, followed by the results and a discussion of the results, and a conclusion.
2 Materials and Methods
This study investigates and compares the cutting forces in the lead-free brass alloys CW511L and CW724R with the low-lead brass alloy CW625N. All alloys were supplied as extruded rods. LG123L1-0600-BG H13A carbide inserts from Sandvik Coromant were used. In preparation, the inserts were ground by the toolmaker company DanSpecial, and half of the inserts were coated. Four different rake angles 0\({^\circ }\), 8\({^\circ }\), 16\({^\circ }\), and \(24{^\circ }\) and clearance angles of 6\({^\circ }\) to \(8{^\circ }\) were prepared. As a coating, the AlTiN-based FerroCon coating by CemeCon was applied by high-power impulse magnetron sputtering. According to Klocke et al. this coating gave slightly reduced cutting forces compared to uncoated tungsten carbide [6]. Investigations on a tribometer by Nobel et al. showed also lower friction for this coating compared to uncoated tungsten carbide with brass as counter body [9]. To minimize the influence of the tool nose in the cutting tests, in preparation, 5 mm wide grooves were cut in the rods, resulting in 2 mm wide disks. Cutting tests were performed on a Weiler Commodor 230 VCD open lathe under dry cutting conditions to measure cutting forces. A Kistler dynamometer was used to measure the cutting forces, and a LabView application was utilized. A constant cutting speed of 150 m/min was used, the width of cut was 2 mm as the disks. The feed was varied in four levels: 0.05, 0.1, 0.16, and 0.2 m/min. All tests were repeated three times. The chips were collected after each cut.
The geometry of the tool edge was analyzed on an Alicona InfiniteFocus microscope using focus variation prior to the cutting tests. The shape of the tool edge was analyzed using a 10x magnification and the integrated edge measurement software tool. Measurements were taken at three different positions, and the average was calculated. According to the results, all the tools had a form factor K of 1, and the cutting edge segments were symmetric. The edge rounding r varied from 7 to 18 \({\upmu }\)m depending on the tool, and the profile flattening \(\Delta \)r of the tools varied from 4 to 23 \({\upmu }/\)m, for detailed information, see Table 1.
Furthermore, the surface roughness of the coated and uncoated \(0^\circ \) rake angle tool was measured on the rake face and the clearance face in both the radial and transverse directions. A Mahr Perthometer M2 was used with a sampling length of 0.25 m/min. The average results of the five repetitive measurements can be found in Table 2.
3 Results and Discussion
From the three repetitive force measurements, the average was calculated. Figure 1 shows the calculated average main cutting force Fc plotted over the feed values fn used for the different tools and workpiece materials. The main cutting force was the highest in the CW511L alloy, on average around \(70\%\) higher than in the CW625N alloy. This difference was higher for lower rake angles and decreased with increasing the rake angle. Also, it was slightly lower for the coated tools. The main cutting force in the CW724R alloy was approximately \(10\%\) higher than in CW625N. Here, the difference was slightly higher for the coated tools. Furthermore, the difference increased with increasing rake angle and was the highest for the tool with a rake angle of 16\({^\circ }\) but decreased slightly for the rake angle of 24\({^\circ }\) for coated and uncoated tools.

Average main cutting force against feed for different tools and alloys.
Furthermore, it is visible in Fig. 1 that the main cutting force increases with increasing feed. From the comparison of the linear trend line, it is visible that this effect is the strongest for CW511L but decreases with increasing rake angle. For CW724R and CW625N, the slopes are relatively similar and slightly decreasing with increasing rake angle. When comparing the different rake angles with the 0\({^\circ }\) rake angle tool, overall, the cutting force decreased more for the uncoated tools than for the coated tools. The decrease in cutting forces increased with increasing rake angle for both coated and uncoated tools and all materials. The achievable reduction was the highest for CW511L and the lowest for CW724R, but even the minimum cutting forces for a particular feed in CW511L are still higher than the highest cutting forces for the same feed in CW724R or CW625N. Overall, the coating has only a minor effect on the cutting forces, as it increases the cutting force on average by \(6\%\), \(7\%\), and \(5\%\) for CW625N, CW724R, and CW511L, respectively.
To further interpret the data, an ANOVA was performed using Minitab software. According to the results, all four factors: rake angle, feed, material, and coating, had a statistically significant impact. Additionally, the interactions between rake angle and material, feed and material, and rake angle and coating were statistically significant. The fit of model was \(R^2 = 99,40\%\). Figure 2 shows the main effect plot. A Turkey-pairwise comparison revealed that there are no significantly different means for the combinations of 0\({^\circ }\) rake angle and no coating with 0\({^\circ }\) rake angel and the coating, 8\({^\circ }\) and coated with 0\({^\circ }\) and uncoated, and 16\({^\circ }\) coated with 8\({^\circ }\) uncoated. Also, means were not significantly different for a feed of 0.2 mm/rev and CW625N compared to a feed of 0.1mm/rev and CW511L. For the combination of rake angle and material, 0\({^\circ }\) in CW724R and 8\({^\circ }\) in CW724R, 8\({^\circ }\) in CW724R and 0\({^\circ }\) in CW625N, 0\({^\circ }\) in CW625N and 16\({^\circ }\) in CW724R, and 24\({^\circ }\) in CW724R and 16\({^\circ }\) in CW625N showed no significantly different means. The results show that CW625N should be cut with a high rake angle and a low feed rate to achieve the lowest possible cutting force. On the contrary, cutting CW511L at a high feed rate and a low rake angle leads to the highest cutting forces. The coating condition has only a minor influence on the cutting force.

Main effects plot for Fc.
The cutting forces are measured in machine coordinates. To calculate the forces parallel and normal to the rake face, the machine coordinates must be rotated with the rake angle. Thus, the friction force F and the normal force N to the friction force can be calculated from the measured cutting and feed force. These two components are often used to calculate a friction coefficient. That does not seem to reflect reality but rather a force ratio \(k=F/N\), which nevertheless depicts the friction conditions [1, 6]. When considering tool edge geometry, Albrecht concluded that the coefficient of friction is no longer increasing with the rake angle [1]. However, the force ratios for the different materials and tools are plotted against the feed in Fig. 3. As a general trend, it is noticeable that the force ratios are highest in CW511L and lowest for CW625N. A possible explanation is differences in the chemical composition and the microstructure of the alloys. In CW625N, the lead might act as an internal lubricant in the cutting zone and reduces friction [6]. Although in CW724R there is brittle \(\kappa \)-phase present, which increases the breakability of the chip and reduces the adhesion to the tool, CW511L consists mainly of soft \(\alpha \)-phase and therefore shows the highest cutting force ratios, and thus the highest friction in the cutting zone [6]. Surprisingly, the force ratios increased for the coated tools compared to the uncoated tools. In turning tests in wet conditions, Klocke, Nobel, and Veselovac measured slightly decreased force ratios [6]. That might be due to the influence of the cutting fluid used. However, due to the increased hardness of the coating, lower force ratios and lower friction also are expected in dry conditions. That is supported by Nobel et al., who performed friction tests in dry conditions with uncoated and TiAlN coated tungsten carbide on CW511L and observed a reduction in friction with the application of the coating [9]. A possible explanation for the higher force ratios measured in this study is the two to four times higher roughness values for the coated tools compared to the uncoated tools; see Table 2.

Cutting force ratio k for different tools and materials.
The shape and length of the chips have an impact on the stability and reliability of the process, especially in automated machining. Long, unbroken chips can wrap around the tool or workpiece and damage the newly generated surface. On the contrary, extremely small chips can damage the machine tool by clogging the filter system for the cooling lubricant. For the transport of the chips, they must be neither too long nor too short. In general, chip forms like ark chips, elemental chips, or short tubular and helical chips are favorable, while long spiral or helical chips, snarled chips, and needle chips, are unfavorable. The chip form can be influenced by several factors, such as the geometry of the tool, the cutting parameters, or the use of cooling lubricant and their combined effects [2]. The chips produced during this investigation were spiral, needle, loose arc or elemental, and snarled chips. Table 3 shows the chips formed for each alloy, tool, and feed tested. For the CW625N alloy, the chips will become shorter at lower rake angles. The coating appears to increase chip breakability at lower rake angles, while decreasing it at higher rake angles. For the uncoated tool, 8\({^\circ }\) at feed rates of 0.16 and 0.2 mm/rev or 16\({^\circ }\) and 24\({^\circ }\) at feed rates of 0.05 and 0.1 mm/rev seem favorable regarding chip breakability. Chip formers or cooling lubricants might enhance the chip breakability at high rake angles. Taking into account the slightly increased cutting forces and predominantly unfavorable chip forms, the use of AlTiN to cut CW625N cannot be recommended. Alloy CW724R shows good chip breakability for both tools, but the coating leads to unfavorable needle chips at a rake angle of 0\({^\circ }\), and the three highest feeds tested. Overall, CW511L exhibited the worst chip breakability. The uncoated tools with the two lower rake angles exhibited acceptable chip breakability at low feed rates, while the two higher rake angles produced only snarled chips. The AlTiN coating appears to increase chip breakability, so the coating may be beneficial for the CW511L cutting process, although a slight increase in cutting force was measurable compared to the uncoated tools.
4 Conclusion
A larger rake angle reduces the cutting forces but can have a negative effect on the chip form. This study showed that an AlTiN tool coating slightly increases the cutting forces compared to an uncoated tool. This could be due to increased friction in the cutting zone due to the higher roughness of the coated tools. However, this is contrary to studies by Nobel et al., who demonstrated slightly reduced friction when cutting the alloys CW724R and CW511L with an AlTiN-coated tool [9]. In future investigations on the rake angle and the tool coating, the impact on tool life should be considered. An increased rake angle will reduce the edge angle and potentially weaken the tool, so the tool wears out faster. On the other hand, the decrease in cutting forces could be more eminent than a slightly reduced tool life. To improve the chip breakability, especially at higher rake angles, the use of a chip breaking geometry or high-pressure cooling should be investigated. The influence of the rake angle on the residual stresses should be investigated in further research.
References
Albrecht, P.: New developments in the theory of the metal-cutting process: Part I. the ploughing process in metal cutting. J. Manufact. Sci. Eng. Trans. ASME 82(4), 348–356 (1960). https://doi.org/10.1115/1.3664242, http://asmedigitalcollection.asme.org/manufacturingscience/article-pdf/82/4/348/6494579/348_1.pdf
Carmignato, S.: Chip-forms, chip breakability, and chip control. In: Laperrière, L., Reinhart, G. (eds.) CIRP Encyclopedia of Production Engineering, pp. 245–260. Springer, Cham (2019). https://doi.org/10.1007/978-3-662-53120-4_6394, https://link.springer.com/referenceworkentry/10.1007/978-3-662-53120-4_6394
Davis, J.R.: ASM International Handbook Committee: Copper and Copper Alloys. ASM International (2001)
Estelle, A.A.: Drinking water lead regulations: impact on the brass value chain (2016). https://doi.org/10.1080/02670836.2016.1220906
Johansson, J., Alm, P., M’Saoubi, R., Malmberg, P., Ståhl, J.E., Bushlya, V.: On the function of lead (Pb) in machining brass alloys. Int. J. Adv. Manufact. Technol. (2022). https://doi.org/10.1007/s00170-022-09205-0
Klocke, F., Nobel, C., Veselovac, D.: Influence of tool coating, tool material, and cutting speed on the machinability of low-leaded brass alloys in turning. Mater. Manufact. Process. 31(14), 1895–1903 (2016). https://doi.org/10.1080/10426914.2015.1127944, http://www.tandfonline.com/doi/full/10.1080/10426914.2015.1127944
Kuyucak, S., Sahoo, M.: A review of the machinability of copper-base alloys. Can. Metall. Q. 35(1), 1–15 (1996). https://doi.org/10.1016/0008-4433(95)00023-2
Nobel, C., Hofmann, U., Klocke, F., Veselovac, D.: Experimental investigation of chip formation, flow, and breakage in free orthogonal cutting of copper-zinc alloys. Int. J. Adv. Manufact. Technol. 84(5), 1127–1140 (2015). https://doi.org/10.1007/s00170-015-7749-z
Nobel, C., Hofmann, U., Klocke, F., Veselovac, D., Puls, H.: Application of a new, severe-condition friction test method to understand the machining characteristics of Cu-Zn alloys using coated cutting tools. Wear 344–345, 58–68 (2015). https://doi.org/10.1016/j.wear.2015.10.016
Nobel, C., Klocke, F., Lung, D., Wolf, S.: Machinability enhancement of lead-free brass alloys. Procedia CIRP 14, 95–100 (2014). https://doi.org/10.1016/j.procir.2014.03.018
Acknowledgements
The authors thank the Research Council of Norway for supporting this work through the research project LOBUS - Low Lead Brass for Sustainable Community Development.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2023 The Author(s)
About this paper

Cite this paper
Müller, M.S., Sørby, K. (2023). The Influence of the Rake Angle on the Cutting of Low-Lead and Lead-Free Brass Alloys. In: Kohl, H., Seliger, G., Dietrich, F. (eds) Manufacturing Driving Circular Economy. GCSM 2022. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-031-28839-5_25
Download citation
DOI: https://doi.org/10.1007/978-3-031-28839-5_25
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-28838-8
Online ISBN: 978-3-031-28839-5
eBook Packages: EngineeringEngineering (R0)