
Abstract
Particularly during grinding of metal workpieces, a high energy consumption is required during the main process times, so that the resulting energy costs represent a significant amount of the total operating costs of the machine tool. In this context, the supply of metal working fluids (MWF) during the grinding process is often associated with a high energy consumption, but the MWF supply strategy (MWF flow rate, MWF nozzle, control and dimensioning of the MWF supply pumps) can significantly influence the energy efficiency of such processes. In the scope of this work, additive manufacturing was used to produce fluid supply nozzles adapted to the respective grinding process. In this work, it was shown that by using a flow-optimized nozzle the required power of the MWF supply pump can be significantly reduced, allowing to make the grinding process more efficient in terms of the energy required.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
For the evaluation of production facilities and manufacturing processes with regard to energy efficiency, the specific energy is a useful parameter, since it can be used to describe the ratio of the energy input to a suitable functional unit of the product or service [1,2,3]. Thus, the energy consumption at the machine tool during steel manufacturing is considered and energy-saving solutions are derived from it. Based on the knowledge of the energy consumption of individual machine tools, energy efficient process chains can be designed [4]. For an objective evaluation of the energy efficiency, however, the applicability of the respective manufacturing process for achieving the required workpiece properties must be taken into account [3, 5, 6].
In grinding processes, the specific grinding energy – the ratio of the spindle power to the material removal rate – provides information about the energy consumption at the grinding spindle during the machining of a material volume unit and can therefore be used to evaluate the energy efficiency of the machining process during grinding. A process optimization, which enables a reduction of the process forces or the spindle power at a constant material removal rate, leads to a decrease of the specific grinding energy and thus to an increase of the energy efficiency of the grinding process [7,8,9].
During the machining process, the total energy consumption of the machine tool results from the energy demand of the individual modules involved in the process. Thus, the energy consumption is influenced by the equipment of the machine tool or by the energy efficiency of individual modules. In this context, it should be noted that the largest energy consumer on a machine tool (machining center or grinding machine) is usually the metalworking fluid (MWF) supply system, so that a significant potential for increasing energy efficiency can be seen here [10].
During the grinding machining of metal workpieces with conventional and high-hardness grinding tools, fluid supply in flood mode remains the most commonly used type of fluid supply in the industry, due to strong heat generation in the grinding contact zone or a high risk of thermal workpiece damage. By optimizing the fluid supply, the achievable material removal rate and the workpiece quality can be increased on the one hand, and on the other hand the required fluid flow rate and thus the energy consumption of the fluid system can be reduced. This increases the energy efficiency of the process and the grinding machine [7]. A significant factor for fluid optimization is the shape of the nozzle, which, in addition to the shape of the fluid jet, influences the energy required for fluid supply. Savings in the energy consumption of fluid supply pumps of more than 50% can be achieved without compromising the fluid jet shape and thus the cooling lubrication of the grinding contact zone, whereby the use of frequency-controlled pumps is required [11].
In the context of this work, this aspect is addressed in the following and the use of additive manufacturing for nozzle production is investigated. Due to the many degrees of freedom that additive manufacturing brings along, complex internal geometries and internal structures can be realized, which can positively influence the shape of the jet and thus the energy efficiency of the entire grinding process. The aim of the investigation presented here is to compare the different nozzle geometries and to evaluate them with regard to energy efficiency.
2 Materials and Methods
2.1 MWF Supply Nozzles
In this work, two reference nozzles (modular and needle nozzle) were compared with two flow-optimised printed nozzles and evaluated with regard to their performance in the grinding process and their energy efficiency.
The modular nozzles use nozzle inserts, which were arranged as shown in Fig. 1 (right) and which cover the grinding wheel width of 20 mm. In the case of the needle nozzle, a similar basic body was manufactured, which holds thin tubes with a diameter of 2 mm along a width of also 20 mm. With the help of the different outlet cross-sections of the individual nozzle cores or the tubes, it was possible to realise an identical outlet cross-section, whereby the same jet flow velocity of 35 m/s can be set. When designing the nozzles, it was ensured that the flow speed corresponded to the peripheral speed of the grinding wheel, as studies have shown that a flow speed of the grinding fluid adapted to the peripheral speed of the grinding wheel has a positive influence on the grinding result.

For the flow-optimised nozzle, the design was based on that of Rouse [12]. According to Rouse, the nozzle shape, shown in Fig. 2, was first developed in connection with fire extinguishing systems. The concept of the round nozzle shape was then subsequently transferred by Webster to a two-dimensional square nozzle for fluid supply during grinding [14].
A typical MWF nozzle is characterized by abrupt local changes in cross-section (tapering). This means that the stream of the flowing media is prone to local high degree of turbulence and loss of pressure, which has a considerable effect on jet coherence. In contrast, the transitions in the cross section of a Rouse nozzle are smooth. This shape prevents the formation of turbulent boundary layers and thus reduces the risk of stalls. Studies have shown that the Rouse nozzle is very efficient compared to other nozzle shapes, as it allows to produce the longest coherent jet [13].
The positive effect of honeycomb structures and guiding elements on a flow has already been shown in earlier investigations [13]. In order to examine the influence of these structures in front of a cooling lubricant nozzle, a variant of the Rouse nozzle with a honeycomb structure was investigated (see Fig. 3). According to Loehrke and Nagib, honeycomb structures must be long enough to redefine the velocity profile. At the same time, however, the pressure loss increases with increasing length [15]. Studies by Szolcek show that the lowest pressure loss can be generated at a length/diameter ratio of about 4:1 [16]. Each honeycomb used in this work has a diameter of 1.5 mm. This results in a total length of 6 mm for the honeycomb.

Sketch of the investigated nozzles: a) 3D-printed nozzle; b) 3D-printed nozzle with honeycombs; c) modular nozzle; d) needle nozzle
The additive manufacturing of the nozzles is carried out using the 3D printer “Form2” from the company Formlabs. This printer works on the principle of stereolithography (SL). The material used for printing was a glass-reinforced resin, which has an increased tensile modulus of 4000 Pa and a high surface quality, which has a positive effect on the roughness of the nozzles. The nozzles were printed with the lowest layer height of 50 µm in order to print as smooth a surface as possible. The printed nozzles were then cured under UV light to further enhance the mechanical properties.
2.2 Experimental Setup and Analysis
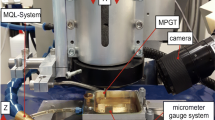
In order to evaluate the manufactured nozzles in the grinding process, surface grinding tests were carried out in which the nozzles supply the metalworking fluid. The experimental environment with the process parameters is shown in the following Fig. 3.

Experimental environment including process parameters
The nozzles were all positioned at an angle of 10° and a distance of 100 mm from the point of contact between the workpiece and the nozzle outlet. The needle nozzle represents an exception. The needle nozzle was positioned at a distance of 20 mm in order to take into account the advantage of the extremely good accessibility due to the thin tubes in the investigations.
To evaluate the resulting forces in the grinding process, the tangential and normal forces were recorded during the process with the use of a measuring force plate under the workpiece to be ground. The required spindle power, which is also used as a parameter for assessing the nozzles, was obtained directly from the spindle.
The presence of thermal damage was defined as the process limit of the respective nozzles, which was identified by the Barkhausen noise measurement. This method is suitable due to the fact that the micromagnetic signal to characterize the surface and subsurface integrity of the ground workpiece surface is strongly dependent on material modifications, such as yielding and phase transformations due to thermomechanical influence, and is therefore able to identify grinding burn [17]. For this purpose, it was first necessary to identify the reference value range for thermally undamaged samples on the basis of reference samples (only pre-machined and heat-treated). In addition, selected metallographic examinations were carried out to validate the Barkhausen noise measurement.
3 Results and Discussion
In this section, all aspects of the examined nozzles are discussed in order to compare them. At the beginning, variables such as the required pressure and the associated pump power were looked at regardless of the grinding process itself, which are needed to set the required jet parameters.
Afterwards, variables such as the resulting grinding forces, the process limits and the required grinding power are compared with each other. With the help of the measured values, a comparison can be made with regard to energy efficiency, which makes it possible to evaluate the nozzles.
The recorded pressures and pump powers when using the respective nozzles are shown in the following Fig. 4.

Required pressure and pump power at the nozzle for each nozzle and process limits for the different nozzles
It is evident that the highest pressure and correspondingly the highest pump power is required for the needle nozzle. Due to the optimised nozzle geometry, the 3D printed nozzles require less energy to achieve the required jet velocity of vs = vjet = 35 m/s with the identical outlet cross-sections. As expected, the use of honeycombs in the 3D printed nozzle requires increased pressure and pump power. This behaviour was to be expected, as an increased resistance due to the small channels occurs in the form of higher wall friction effects, similar to the small channels of a needle nozzle.
To determine the process limit of the respective nozzle, the depth of cut ae was increased further and further until a thermal influence occurred. In Fig. 4, the process limits are plotted evaluating the measured Barkhausen noise. A strong increase of the magnetic parameter (MP) value is a first indicator of thermal influences, as the magnetization process is influenced by structural changes. In this paper an undamaged workpiece has an MP value of 20. A value above this limit provides evidence of first thermal influences on the microstructure.
When considering the process limits, it becomes clear that the reference nozzles and the use of honeycomb structures are beneficial. Despite the increased energy requirement, the straightening of the flow through the honeycomb structures leads to an increase in the performance of the grinding process.
Figure 5 illustrates the resulting process forces and the spindle powers using the considered MWF nozzles.

Comparison of the process forces and spindle power of the investigated nozzles
The process forces and spindle power turn out to be lowest with the needle nozzles while at the same time requiring the highest pressure and pump power. In addition, the use of a honeycomb structure has a negative effect on the process forces. Compared to the needle nozzle, the use of the printed nozzle produces similar process forces, but requires a higher spindle power. The highest specific material removal rates (12 mm2/mm s) without thermal damage can be achieved with the needle and modular nozzle.
Based on the knowledge gained, the specific energy for all nozzle concepts used was determined. The extended approach, which was applied in the context of this work, includes not only the spindle power (Pc) but also the power from the fluid supply pump (Pcl) and the base power of the grinding machine (Pbp) (constant at 2kW) (see Eq. 1), whereby the entire grinding process is covered and a realistic consideration of the energy consumption can be done [9].
Another aspect is the achievable process limit, which strongly depends on the process input variables (tool and process parameters) or the process control. Thus, an evaluation of different fluid supply concepts can be carried out when using a decentralised fluid supply. The diagrams of the specific energy (energy efficiency diagrams) elaborated serve to evaluate the investigated nozzle designs and different materials with regard to their achievable process limit, the energy consumption required for this and with regard to the resulting energy efficiency of the entire grinding process. An external power analyser of the type WT500 from YOKOGAWA was used to measure the grinding power at the grinding spindle. Also the power for the fluid supply was measured directly at the frequency converter of the supply pump (Fig. 6).

Specific total energies for all examined nozzles
Despite the high pump power requirement using the needle nozzle, which has already been demonstrated, the specific energies are equivalent to those of the modular nozzle and the 3D-printed nozzle with honeycomb. This is due to the efficient cooling and lubrication during the grinding process, which ensures that a lower spindle power is needed. In comparison to the reference nozzles, the 3D-printed nozzle allows the most energy-efficient use, whereby the process limit is the lowest.
4 Conclusions
In this work, it was shown that 3D printing can be used to create efficient MWF nozzles. With the help of 3D printing, it was possible to produce the internal geometry flow-optimised to the respective grinding task. In particular, the use of flow straightener in the form of honeycomb structures can have a significant positive influence on the jet shape in the case of extremely turbulent flow into the nozzle. However, it was also shown that the use of needle nozzles provides the best positive effect on the spindle power during the process. For this reason, when choosing the nozzles, it must be decided whether an energy-efficient process approach is desired or whether the process limit needs to be increased.
In addition to these investigations, other materials such as metal are part of the focus of future work as well as their effect on achievable roughness within the nozzle and the wear resistance in long-term use due to their different material properties. Within the scope of the presented work, only surface grinding has been considered so far. With the help of the large number of degrees of freedom in 3D-printing, far more complex nozzle geometries and outlet cross-sections can be produced, which is why other grinding processes, such as profile or tool grinding, are to be considered in the future, in order to further utilise the potential of 3D printing for the production of MWF nozzles.
References
VDI-Richtlinie 4661: Energiebegriffe und Kennzahlen. Beuth Verlag, Berlin (2003)
Gutowski, T., Dahmus, J., Thiriez, A.: Electrical energy requirements for manufacturing processes. In: Proceedings of 13th CIRP International Conference on Life Cycle Engineering, Leuven (2006)
Kolkwitz, B.: Einfluss der thermischen Last auf das Arbeitsergebnis und die Energieeffizienz beim Schleifen. Dr.-Ing. Diss. University of Bremen, Shaker (2020)
Larek, R.: Ressourceneffiziente Auslegung von fertigungstechnischen Prozessketten durch Simulation und numerische Optimierung. Dr.-Ing. Diss. University of Bremen, Shaker (2012)
Karpuschewski, B., Kalhöfer, E., Rief, M.: Energiebilanz einer Zerspanaufgabe. In: VDI-Z integrierte Produktion, VDI-Z integrierte Produktion/Special, vol. 1, pp. 50–51. Springer-VDI-Verl, Düsseldorf (2012)
Rief, M., Karpuschewski, B., Kalhöfer, E.: Evaluation and modelling of the energy demand during machining. CIRP J. Manuf. Sci. Technol. 19, 62–71 (2017)
Denkena, B., Reichstein, M., Kramer, N., Jacobsen, J., Jung, M.: Eco- and energy-efficient grinding processes. Key Eng. Mater. 291–292, 39–44 (2005)
Li, W., Winter, M.S., Herrmann, C.: Eco-efficiency of manufacturing processes: a grinding case. Ann. CIRP 61(1), 59–62 (2012)
Heinzel, C., Kolkwitz, B.: The impact of fluid supply on energy efficiency and process performance in grinding. Ann. CIRP 68(1), 337–340 (2019)
Neugebauer, R.: Energy and resources efficiency in the metal cutting industry. In: Seliger, G. (Hrsg.) Advances in Sustainability Manufacturing: Proceedings of the 8th Global Conference on Sustainability Manufacturing. Springer Verlag (2011)
Geilert, P.: Hocheffiziente Kühlschmierstoffzufuhr beim Verzahnungsschleifen - Einfluss der Strahlgestalt auf den Prozess. Dr.-Ing. Diss. University of Bremen, Shaker (2020)
Rouse, H., Howe, J.W., Metzler, D.E.: Experimental investigation of fire monitors and nozzles. Trans. Am. Soc. Civ. Eng. 77, 1–29 (1951)
Webster, J.A., et al.: Grinding fluid application system design. Ann. CIRP 44(1), 333–338 (1995)
Morgan, M.N., Baines-Jones, V.: On the coherent length of fluid nozzles in grinding. Key Eng. Mater. 404, 61–67 (2009)
Loehrke, R.I., Nagib, H.M.: Control of free-stream turbulence by means of honeycombs: a balance between suppression and generation. J. Fluids Eng. 98, 342–353 (1976)
Szolcek, M., et al.: Effect of thickness to diameter ratio on micro-orifice single-phase liquid flow at low Reynolds number. Exp. Thermal Fluid Sci. 97, 218–222 (2018)
Karpuschewski, B.; Bleicher, O.; Beutner, M.: Surface integrity inspection on gears using Barkhausen noise analysis. In: Proceedings of the 1st CIRP Conference on Surface Integrity (CSI), vol. 19, pp. 162–171 (2011)
Acknowledgments
The research project was carried out in the framework of the industrial collective research programme (IGF no. 20461 N). It was supported by the Federal Ministry for Economic Affairs and Energy (BMWi) through the AiF (German Federation of Industrial Research Association) based on a decision taken by the German Bundestag. The authors express their sincere thanks to AiF, to the German Machine Tool Builders’ Association (VDW) and to the collaborating industrial partners for the dedicated support of this research.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2023 The Author(s)
About this paper

Cite this paper
Zmich, R., Heinzel, C. (2023). 3D-Printed MWF Nozzles for Improved Energy Efficiency and Performance During Grinding. In: Kohl, H., Seliger, G., Dietrich, F. (eds) Manufacturing Driving Circular Economy. GCSM 2022. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-031-28839-5_1
Download citation
DOI: https://doi.org/10.1007/978-3-031-28839-5_1
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-28838-8
Online ISBN: 978-3-031-28839-5
eBook Packages: EngineeringEngineering (R0)