
Abstract
As a classical electrochemical component, Li-ion battery ages with time, losing its capacity to store charge and deliver it efficiently. In order to ensure battery safety and high performance, it is vital to design and imply a series of management targets during its full-lifespan. This chapter will first offer the concept and give a systematic framework for the full-lifespan of Li-ion battery, which can be mainly divided into three stages including the battery manufacturing, battery operation, and battery reutilization. Then key management tasks of each stage would be introduced in detail.
You have full access to this open access chapter, Download chapter PDF
As a classical electrochemical component, Li-ion battery ages with time, losing its capacity to store charge and deliver it efficiently. In order to ensure battery safety and high performance, it is vital to design and imply a series of management targets during its full-lifespan. This chapter will first offer the concept and give a systematic framework for the full-lifespan of Li-ion battery, which can be mainly divided into three stages including the battery manufacturing, battery operation, and battery reutilization. Then key management tasks of each stage would be introduced in detail.
2.1 Full-Lifespan of Li-Ion Battery
Figure 2.1 gives a schematic diagram of battery full-lifespan, which consists of three main stages: battery manufacturing, battery operation, and battery reutilization. Here, battery manufacturing is related to the process that the battery is manufactured, which can be further divided into material preparation, electrode manufacturing, and cell manufacturing. As battery manufacturing could directly affect the properties of intermediate products such as the electrode volume ratio and thickness, further determining the initial performance of battery products, the battery manufacturing line as a whole needs to be well managed to produce suitable electrode architectures, assuring good electrical and ionic conductivities with the current collector despite low additive volume ratio. After manufacturing a battery with a capacity of 100%, it would be operated under different applications with high energy or power requirement, where the capacity value of battery will degrade gradually. As Li-ion batteries with a capacity value above 80% are suitable for supporting power and energy of the electric vehicle (EV), the process that battery capacity degrades from 100 to 80% is defined as the second stage of battery full-lifespan in this book, which is named as the operation stage. During battery operation management, advanced strategies for numerous aspects such as battery state estimation, battery lifetime prognostics, battery fault diagnosis, and battery charging need to be carefully designed for ensuring battery efficiency, performance, and safety. When the capacity of battery degrades below 80% of its nominal capacity, it becomes unsuitable for EV applications. In this case, battery needs to be retired from EVs and enters into the third stage of battery full-lifespan, which is called the reutilization stage in this book. It should be known that the batteries retired from EVs also have high economic or environmental values, which can be used in many battery second-life applications such as smart grid energy storage and low-speed transportation. In this context, the best way to dispose of the retired batteries is to perform echelon utilization first and then recycle materials, which can maximize the value of batteries and promote the healthy and sustainable development of batteries. Therefore, during battery reutilization management, the residual value of retired batteries will be evaluated by using the battery historical data or test data. Based upon the obtained residual value information, these batteries will be then sorted and regrouped for safe echelon utilization. The residual value such as the capacity of these batteries will continue decreasing during battery reutilization process. When the gradually reduced residual value of batteries cannot meet the requirements of battery different second-life applications, various material recycling solutions will be carried out to help recover the valuable materials, realize the recycling of valuable resources, reduce the impact of waste treatment on the environment, and reduce the development and consumption of natural resources. Then these recycled materials can be utilized for battery manufacturing again.

Schematic diagram of battery full-lifespan
Based on the above discussion, the manufacturing, operation, and reutilization constitute a closed-loop circle for the full-lifespan of the battery. To ensure high performance of battery and make full use of battery during its full-lifespan, all these processes within battery lifespan should be well managed. On the other hand, during battery full-lifespan, lots of data related to battery behaviours would be generated. With the help of these valuable data and state-of-the-art data science tools, various data science-based solutions can be designed and developed to meet different management requirements of battery full-lifespan.
2.2 Li-Ion Battery Manufacturing
Manufacturing is the first stage of Li-ion battery lifespan. The main task in this stage is to produce affordable batteries with high performance and low manufacturing costs. As over 40% cost of an EV is spent on the battery manufacturing stage, a key issue that limits the wider applications of Li-ion battery lies in the improvement of its manufacturing management. Besides, the processes within battery manufacturing line play a vital and direct role in determining battery qualities, which should be well monitored and analysed. However, as battery manufacturing contains many material, chemical, mechanical, electrical operations and often generates strongly coupled variables in the order of tens or hundreds, the current mainstream solutions to analyse its feature variables are still based on trial and error, which is laborious and time-consuming. In this context, a reliable data science strategy to decouple correlations among various manufacturing variables and further explore impact variables towards resulting manufactured battery performance is challenging but urgently needed.
2.2.1 Battery Manufacturing Fundamental
Figure 2.2 illustrates a general framework of battery manufacturing. Since the 1990s, the manufacturing of Li-ion battery follows similar processes [1]. In general, after preparing materials, the process of battery manufacturing starts with mixing these materials to generate a homogenous slurry for coating, then the coating products would be dried, calendared, and cut into a specific size for assembling. After that, the assembled cell requires electrolyte filling, followed by the formation step to finish the manufacturing of a battery cell [2].

A general framework of battery manufacturing, reprinted from [3], open access
Materials preparation: In general, battery electrode materials contain the active material, conductive additives, and binder. For the cathode, common active materials include LiNixCoyMnzO2 (NMC), LiNixCoyAlzO2 (NCA), LiMn2O4, and LiFePO4 (LFP). For the anode, graphite is usually used, sometimes with added silicon, and in some cells Li4Ti5O12 (LTO). The typical conductive additives include carbon black, and carbon nanofibers. The polymer binder would provide the electrode mechanical integrity, which is usually the polyvinylidene difluoride (PVDF) for cathode and the mixture of carboxymethyl cellulose (CMC) and styrene-butadiene rubber (SBR) for anode [4]. The electrode materials are dispersed in the solvent, normally N-methyl-2-pyrrolidone (NMP) for PVDF cathodes, and water for graphite anodes, to generate the homogenous slurry.
Electrode manufacturing: Battery electrode manufacturing chain, as illustrated in Fig. 2.3c, could be further divided into several individual stages including mixing, coating, drying, calendaring, and cutting or slitting. For the mixing stage, the main purpose here is to deagglomerate and disperse solid components into a liquid phase to generate homogenous slurry [5], as shown in Fig. 2.3a. For the coating stage with a specific machine as illustrated in Fig. 2.3d, the slurry would be coated onto the surface of current collectors (Cu and Al foil for anode and cathode coatings in Fig. 2.3b, respectively). It should be known that defects would occur in both mixing and coating stages, such as pinholes, agglomerates, and non-uniformities, which would highly affect electrode final electrical performance [6]. These defects could be caused by insufficient mixing, slurry degassing, and hardware malfunction in extreme conditions. Besides, the microstructure formed in the drying process would also determine both mechanical and electrochemical properties of electrode [7]. Typical drying generally consists of two stages. For the first stage, the solvent would be evaporated from the top surface of wet coating at a constant rate, leading it to shrink. For the second stage, solvent from pores would be emptied with an evaporation rate gradually reducing to zero [8]. Particles including active materials and conductive additives could be rearranged in the first stage. Excessive temperatures and drying rates would cause the binder to accumulate at the coating surface, further resulting in the electrode delamination [9]. For the calendaring stage, the coating product would be compacted by the mechanical pressure applied through two cylindrical rolls. Electrode thickness would be reduced to improve energy density, adhesion and form further networks within electrode. The final electrode microstructure could be reflected by its tortuosity [10]. After that, electrode would be cut into proper shapes for coin, cylindrical, or pouch cells.

Battery electrode manufacturing line: a slurry mixture, b coated foil, c electrode manufacturing machine, d coating machine
Cell manufacturing: The qualities of electrode are mainly determined by the mixing to cutting stages and are difficult to be enhanced in the later battery manufacturing stages. In the case of cell manufacturing, electrodes and separators are stacked alternatively in a formed cell, then the packed cell will be filled with electrolyte and sealed. Both electrolyte filling and formation are critical to determining the performance of manufactured cell [11, 12]. The electrode porous network offers the internal surface area in contact with electrolyte. The interconnected micropores (smaller than 2 nm) and mesopores (2–50 nm wide) get filled with electrolyte and provide pathways for ionic diffusion [13]. Battery cell formation and testing are the final but one of the longest stages. During the cell formation stage, a stable solid electrolyte interface (SEI) would be formed through the consumption of active lithium and electrolyte material. This SEI layer could provide protection against further irreversible electrolyte consumption and damage to the active material particle [14]. Battery cells would be degassed to eliminate the generated products and then tested. Electrochemical tests are customized for different applications, but in principle, current/voltage would be measured to determine the manufactured cell performance such as capacity, energy/power density, life cycle.
2.2.2 Identifying Manufacturing Parameters and Variables
As illustrated in Fig. 2.4, the complexity of battery manufacturing management arises from each intermediate stage leaving its fingerprint on the intermediate products by the intermediate product variables (IPVs) influencing the subsequent steps, as well as the final properties of the manufactured battery. Each intermediate process has its own intermediate process parameters (IPPs) to determine IPVs’ properties within this production stage. For the entire battery manufacturing line, as there exist numerous interdependent stages and each stage has its own IPPs, the total order of IPPs could reach the level of hundred. To explore IPPs and their effects on IPVs, some key IPPs are treated as control parameters or factors in the design of experiments and the corresponding IPVs as that step’s responses.

Generalized battery manufacturing process showing intermediate process parameters (IPPs) and intermediate process variables (IPVs)
Materials and mixing: Electrode material formulation (i.e. the amount of active material, additives, and binder), precursors, route, and mixing equipment are the key IPPs of the mixing stage. In general, electrode materials and composition are selected based on the performance, cost, safety [15, 16], and the chemical compatibility of compounds to ensure slurry stability. It should be known that active material plays a vital role in determining electrode gravimetric capacity. The power of active material will influence particle size and its distribution would determine slurry viscosity and compaction in coating and calendaring stages. Then the particle with too small size would lead to the high reactivity with electrolyte, but too large size will become more difficult to lithiated and delithiated bulk. In general, the mixed slurry would be characterized by viscosity (measured at a relevant value of shear rate with rotational rheometer), complex shear modulus (measured with oscillation rheometer), solid content, conductivity (when coated on the insulating substrate), surface, and interfacial tension, contact angle.
In regards to discovering an optimum formulation, the roles of active material (charge storage), the conductive additives (creating conductive paths for the Li-ions), and the binder (providing mechanical integrity) have to be balanced. A possible solution to optimize the mixing stage involves the testing of IPPs such as formulation, solid content, mixing equipment, dry mix intensity, power input, type of mixers, mixing speed, and kneading intensity. These IPPs are quantitative factors for which the experimenters can determine a relevant range with its corresponding number of levels. The corresponding IPVs caused by the IPPs in the materials preparation and mixing stages are particle/pore size distribution, electronic resistance, rheology, viscosity, viscoelasticity, gelation, time dependence, shear recovery, density, and surface tension. For optimum mixing stage, key performance IPVs involved in the mixing stage would present a narrow distribution to indicate reliability and reproducibility [17]. It should be noted that through correlating slurry IPVs with the final cell properties, electrode with desired properties could be engineered. For this purpose, it is therefore desirable to measure as many IPVs as possible.
Coating and drying: Coating and drying are another two key stages of electrode manufacturing. To better explore these two stages, as many properties as possible should be recorded, among which mass loading/thickness, active-to-inactive ratio, solvent quantity, solid content, drying rate, temperature, gas flow rate, pressure, radiation intensity, coating techniques, and binder types. The corresponding IPVs here are solvent evaporation rate, film thickness, components distribution or segregation, surface temperature profile, morphology, elasticity, conductivity, and 3D microstructure. To obtain a target coating result, equipment settings such as comma bar gap, coating ratio, web speed, and bumper bar gap should be carefully tuned. It should be noted that the binder type, solid content, and web speed are not only the dominated parameters but also on weight/thickness, temperature and air pressure in the oven.
Calendaring: Porosity degree would be controlled by the applied pressure and should be optimized to offer good wettability [18], adhesion, and electrode conductivity properties. Calendaring would strongly depend on the previous stages. For example, it could compact a coating re-establishing the conductive paths, but when initial porosity becomes too low, defects would be introduced into the network. A study concerning the influence of calendaring pressure and speed on the formed electrode has been researched. The investigations cover the initial electrode porosity, composition on LiNi1/3Mn1/3Co1/3O2 cathodes, electrolyte effective conductivity, fraction of current collector covered, fraction of active material surface in contact with the electrolyte and final electrode energy density. A conclusion is made to illustrate the complex interplay of calendaring IPP and cell performance and the trade-offs that need to be considered [19]. For instance, while the porosity after calendaring needs to be minimized, the fraction of the current collector covered by the binder needs to be maximized.
Electrode cutting, cell assembly, and electrolyte filling: There are two options available for electrode cutting, both with benefits and drawbacks: die-cut and laser-beam cutting [20, 21]. For the die-cut, the delamination at anode edges and the bending of the current collector would be caused. For the laser-beam cutting, it could produce less damage on anodes and performs better in a cell. However, the aluminium spatter can promote dendrite growth for cathode cases. For battery cell assembly, electrode–separator assembly becomes a source of variation. It should be noted that the electrode misalignment would significantly affect the charge/discharge capacity and ageing process. This could first reduce the anode–cathode overlapping area, and secondly deposit Li-ion at the edges, initiating dendrite growth [22, 23]. Separators are chosen based on their characteristics such as thickness, weight (which affect the gravimetric and volumetric performance of a cell), ionic resistance (movement of Li-ions between electrodes), and wettability and porosity (influencing electrolyte quantity and cell life) [24, 25]. The choice of separator would also influence soaking time and electrolyte quantity. The electrolyte is the ionic conductor between active material of electrode to ensure ion exchange. The electrolyte filling and wetting are final steps in the cell manufacturing process which plays the dominant role in the final battery performance. The unwetted or poorly wetted electrodes will not engage in the electrochemical reactions or cause increased impedance and dendrite formation that would lead to a short circuit.
Based upon the aforementioned discussions, battery manufacturing is extremely complicated with numerous IPPs and IPVs involved, which are also corresponding to the intermediate product or final battery product performance. In this context, generating a smarter battery manufacturing line with low waste, efficient, high quality, reproducible, and cost-effective stages is extremely challenging. Data science tools here can first benefit the understanding of these IPPs and IPVs involved in the battery manufacturing line. Furthermore, according to a well-trained data science model, numerous parameters could be simultaneously considered to forecast battery performance without making cells. This would be an efficient and cost-effective way to guide the future battery industry for managing battery manufacturing stages.
2.3 Li-Ion Battery Operation
Li-ion battery operation is the second stage of its lifespan. After production, all Li-ion batteries would inevitably age with time, losing their capacity to store charge and deliver it efficiently. Once a battery capacity falls below 80%, both battery range and performance would fall dramatically. Benefit from the rapid expansion of sustainable EV, Li-ion battery has been widely used in the transportation electrification field among all existing energy storage solutions [2]. In recent years, the frequent accidents of EVs have pushed EV to the subject of public opinion and also put forward high requirements and challenges for battery operation management [3]. In this context, battery operation stage here represents the period that battery capacity falls from 100 to 80%. As one of the most important components within EV, the operation management of Li-ion battery is crucial to the industrialization and marketization of EVs. Therefore, developing advanced and effective data science-based strategies for Li-ion battery operation management has become a hot research topic.
2.3.1 Battery Operation Fundamental
Figure 2.5 illustrates the functional structure diagram of typical battery operation management. To achieve effective battery operation management, various sensors, actuators, communication modules, signal lines, and operation strategies are required. The main task here is to guarantee battery safety and reliability during its operation stage, while extracting key information of battery internal states and lifetime for charging control and energy management. Furthermore, the abnormal cases and battery faults should be detected or predicted while appropriate interventions need to be taken.

Functional structure diagram of battery operation management
The technical challenges restricting the development of battery operation management strategies mainly include the following three aspects: (1) Li-ion battery has highly nonlinear behaviour during its operation, with multi-spatial scale (such as electrical dynamics, and thermal dynamics, etc.) and multi-time scale, making its operation behaviours difficult to be accurately captured; (2) numerous battery internal states are difficult to be obtained through direct measurement solution and would be easily influenced by environmental conditions such as temperature and noise. The upsizing of power Li-ion battery would decrease the representativeness of measured signals, and reduce the predictability of battery states, making it become difficult to effectively estimate battery internal states; (3) as battery health plays a pivotal role in determining battery safety and efficiency but it would inevitably deteriorate with time, a key but challenging issue for efficient battery operation lies in the battery ageing prognostics and health management; (4) various faults within Li-ion batteries would potentially cause their performance degradation and severe safety problems. Developing advanced fault diagnosis strategies is becoming increasingly critical for the efficient and safe operation of Li-ion battery; and (5) charging strategy directly affects the battery charging speed, energy conversion efficiency, temperature variation, and battery degradation, which becomes difficult to be controlled for well balancing these important but conflicting charging objectives. In this context, advanced battery operation management solutions need to be designed for solving the aforementioned issues.
2.3.2 Key Tasks of Battery Operation Management
To ensure battery safety and performance during its operation period when capacity degrades from 100 to 80%, some key tasks of battery operation management include operation modelling, state estimation, lifetime/ageing prognostics, fault diagnosis, and battery charging are explored in this book, as illustrated in Fig. 2.6.

Key tasks of battery operation management
-
(1)
Operation modelling
Battery is a typical electrochemical component with strong-coupled electrical-thermal behaviours. Establishing a high-fidelity battery operation model plays a pivotal role in the further design of operation management algorithms. The performance in terms of accuracy, flexibility, and robustness of an operation model would directly influence the related battery states estimation, lifetime prognostics, fault diagnosis, and charging strategies. The battery electrical, thermal, ageing, and coupled characteristics could determine the main form of battery operation models, as illustrated in Fig. 2.7.
Fig. 2.7 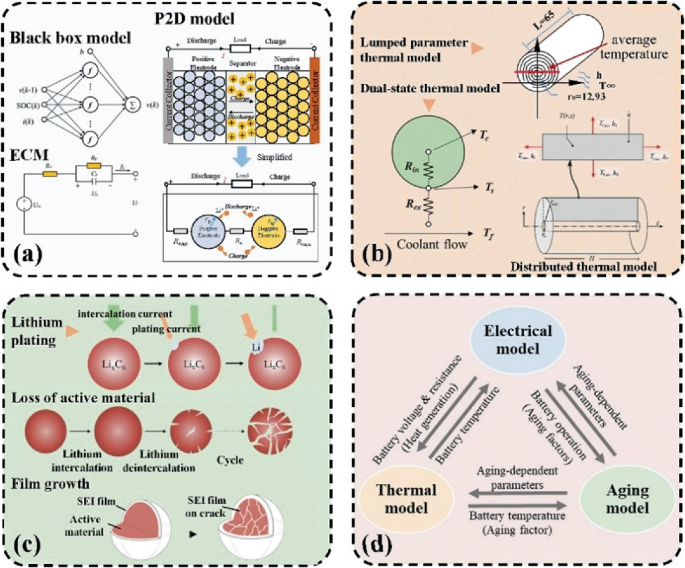
Schematic illustration of battery operation modelling. a electrical model, b thermal model, c ageing model, and d coupled model, reprinted from [26], with permission from Elsevier
Battery electrical model is able to describe battery electrical behaviours such as voltage response during charging and discharging, a basic but key element during battery operations. As temperature would significantly affect battery performance and safety during its operation, establishing a reliable thermal model to capture battery thermal dynamics is also critical. Furthermore, as battery capacity and power would degrade gradually during operation, an effective ageing model could help to monitor the dynamics of battery degradation. From a higher systematic perspective, temperature would affect battery electrical behaviours and degradation rate. For example, the growth of battery solid electrolyte interphase (SEI) film would become quicker under high-temperature operations, while lithium deposition is easier to be triggered under low-temperature operations. The battery heat generation would be also directly affected by battery electrical characteristics. Battery degradation such as the decrease of capacity and increase of internal resistance would also influence battery electrical and thermal behaviours. In this context, coupled battery models such as battery electrothermal model are also required to capture multi-domain battery behaviours simultaneously.
-
(2)
State estimation
For battery operation, sensors can directly and conveniently measure battery terminal current, voltage, and surface temperature. However, owing to complex electrochemical behaviours and multi-physics coupling, just using the signals of voltage, current, and surface temperature obviously cannot reflect all battery dynamics during its operation. How to effectively estimate battery internal states constitutes a key enabling technology for advanced battery operation management. Credible information of battery state of charge (SoC), state of power (SoP), and state of health (SoH) is a prerequisite for effective charging, power, and health management of batteries, which require to be accurately estimated online, as illustrated in Fig. 2.8.
Fig. 2.8 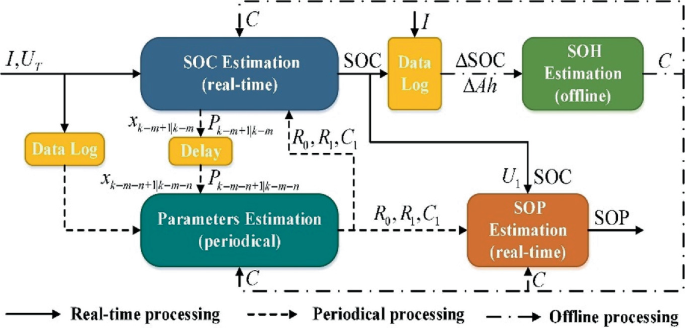
A framework for battery SoC, SoP, and SoH estimations, reprinted from [27], with permission from Elsevier
-
(3)
Lifetime/ageing prognostics
Li-ion battery performance would deteriorate with time due to the degradation of its electrochemical constituent, leading to battery capacity and power fade [2]. This is named battery ageing and is a consequence of multiple coupled mechanisms affected by various factors such as battery chemistry, environmental and operating conditions. The time period when a battery fails to satisfy the demands of energy or power during its operation is generally defined as battery lifetime. To ensure the safety and satisfactory performance of the battery despite degradation, battery lifetime prognostic tools are required.
The prognostics of Li-ion battery lifetime/ageing concerns the energy or power degradation of battery in the future and predict how soon the performance of battery would be unsatisfactory [7]. Figure 2.9 illustrates a battery lifetime prognostics framework from offline model development to online prediction. In general, both the current and historical battery ageing information is required to perform effective battery lifetime prediction. The current battery health information could be obtained from battery SoH estimator, while the historical battery ageing information is recorded by computer. Then the future health state and lifetime of battery under a certain operation case could be predicted. With the predicted battery lifetime information, battery users can know the battery service life and schedule any maintenance or replacement in advance.
Fig. 2.9 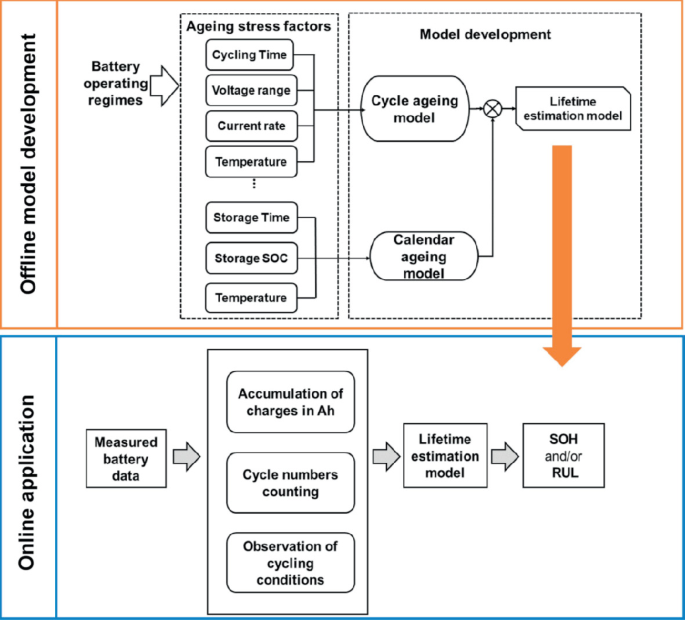
Battery lifetime/ageing prognostics from offline model development to online prediction, reprinted from [28], with permission from Elsevier



-
(4)
Fault diagnosis
Without suitable battery fault diagnosis, a minor fault would also eventually result in severe damage to battery [29]. The importance of battery fault diagnosis has been demonstrated in many severe battery incidents [30, 31]. During battery operation, numerous fault modes exit and fault mechanisms would be generally complicated. From a control perspective, the operation fault modes mainly include battery fault, sensor fault, and actuator fault, as illustrated in Fig. 2.10 [29]. For the battery fault, overcharging, overdischarging, overheating, external and internal short circuits, electrolyte leakage, swelling, accelerated degradation, and thermal runaway become the most critical ones during battery operation. These faults could be also intertwined. For example, overcharging and overdischarging would result in different undesirable side reactions within batteries, further leading to accelerated battery degradation. The side reaction and gas generated by the chain reaction of a thermal runaway could also eventually cause battery swelling. Such battery swelling, together with mechanical damage, could, in turn, result in electrolyte leakage.
Fig. 2.10 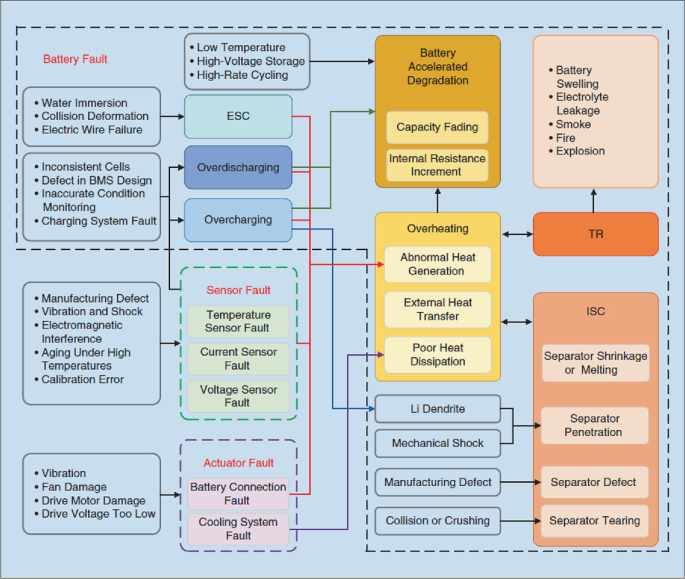
Faults of Li-ion battery operation, reprinted from [29], with permission from IEEE
For the fault of an internal short circuit, it is usually caused by the separator failure from the manufacturing defects, overheating, and mechanical collisions. Fortunately, the Joule heat generated by internal short circuit will develop into a thermal runaway only in the case that the equivalent resistance reaches a very low level. It should be known that abnormal heat generation will occur in different conditions including the side reaction during overcharging or overdischarging, external and internal short circuits, as well as the contact loss of cell connectors. This would significantly increase battery temperature. Overheating becomes the direct cause of battery thermal runaway and would be facilitated by a chain reaction of thermal runaway [32], leading to the vicious positive feedback cycle.
Apart from battery fault itself, sensor fault would also lead to severe issues for Li-ion battery operation as all the feedback-based battery operation management strategies significantly rely on the sensor measurement [33]. Sensor faults during battery operation can be mainly divided into the voltage sensor fault, current sensor fault, as well as temperature sensor fault. The current sensor fault would highly influence the accuracy of battery state estimation. Li-ion battery needs to be operated under safe voltage and temperature ranges. Operating batteries outside these ranges could lead to a decrease in battery performance and even cause severe accidents.
For the actuator fault, it could play a more direct effect on the control system performance than do battery fault as well as sensor fault. Potential actuator faults during battery operation include the terminal connector fault, cooling system fault, controller area network bus fault, high-voltage contactor fault, and fuse fault. If a cooling system fails, it is difficult to maintain battery within a suitable temperature operation range, which would even trigger thermal runaway. Besides, battery connection fault would not only result in the insufficient power supply but also the increased risk of operational accidents. A poor connection among Li-ion batteries would lead to the resistance rise, further generating excessive, abnormal heat to cause the temperature rise of battery. As battery charging and discharging continue, there would be an arc or spark, leading to the battery terminal melting [34].
-
(5)
Battery charging
The analysis and development of charging strategies for Li-ion battery play a vital role in operation management especially for electrical vehicle applications [35]. Figure 2.11 illustrates the one-dimensional process for Li-ion battery charging. Generally speaking, when a Li-ion battery is run out of its energy source, it must stop discharging and needs to be recharged. It should be noted that the charging performance of Li-ion batteries is limited by two key elements: lithium plating happened on the anode, and the oxidation of electrolyte aqueous solution caused by high potentials on the cathode [36]. These undesired side reactions result in some irreversible losses of the cyclable lithium. Furthermore, the electrolyte components would be consumed and the resistive surface layers would also be thickened.
Fig. 2.11 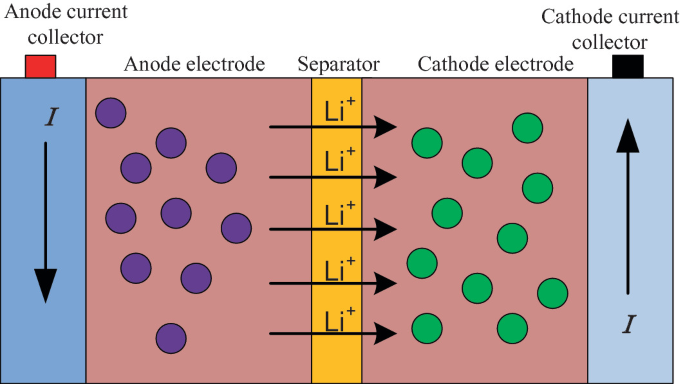
One-dimensional process for Li-ion battery charging
The anode material for Li-ion batteries is usually graphite-based. On the one hand, lithium plating represents the process of \({\mathrm{Li}}^{+}\) reduction, which is finally dissolved in the electrolyte, to metal lithium at the surface of the anode active material. These reactions happen rather than the regular process of intercalating lithium into the lattice structure of the active material, and the reactions can step from the limitations for charging transfer or lithium solid diffusion [37]. When the anode potential reduces to a value lower than the standard potential of Li+/Li, lithium plating would occur. Graphite-based anodes are very active and easy to cause lithium plating due to their low equilibrium potential, especially at the high level of SoC. The trend of lithium plating becomes greater under the conditions of higher charging current, higher SoC, and lower temperature. Furthermore, the mechanical stress and volume changes would happen when the lithium is intercalated into the graphite anode, which can result in battery ageing. As illustrated in [38], an aged battery can be more impressionable to lithium plating. In a word, the intercalation kinetics at the anode mainly limits the level of charging currents for graphite-based Li-ion batteries.


On the other hand, the oxidation of electrolyte solvents which occurs at high cathode potentials would further limit the level of charging voltage. When the cathode material is fully delithiated, the irreversible damage to the crystallographic structure of the cathode can be caused by overcharging a Li-ion battery to the impertinent voltage level, which results in further oxidative side reactions. Moreover, these side reactions can entail gas evolution, overpressure inside the battery cell, opening of the cell’s safety vest, and leakage of electrolytes. Fire or explosion of the battery would also occur due to impertinent voltage since the organic electrolytes of Li-ion battery are highly flammable. All in all, the maximum battery charging voltage level is essential for the safe operation of Li-ion batteries charging.
In general, charging strategies based on the external characterization of the battery and the electrochemical characteristics during charging are vital to enhancing battery operation performance. Theoretically, the charging time can be shortened by increasing the charging current amplitude, which, however, will cause large electrochemical reaction stresses, and thus accelerate battery degradation and reduce its lifespan.
2.4 Li-Ion Battery Reutilization
Li-ion battery has become the mainstream power source in EVs. When the battery capacity decays to around 80% of its initial capacity, it needs to be retired from EVs to ensure safety. With the explosive development of EVs, more and more batteries are retired from EVs. How to safely and reliably dispose of these retired batteries has become a global problem. These retired batteries have considerable economic and environmental value. On the one hand, although these batteries cannot be used in EVs, they can be used in occasions with lower safety requirements than EVs, such as energy storage power and standby power supplies. This secondary utilization is called echelon utilization. On the other hand, Li-ion batteries have rich resource properties, which contain a large number of valuable metals. If these valuable metals are recycled, the mining of raw ore can be reduced, which has great economic and environmental value. It can be seen that the retired Li-ion batteries can be reused, and the reutilization includes echelon utilization and material recycling.
Figure 2.12 shows the technical route of secondary utilization of Li-ion batteries. The battery pack retired from EVs has two technical routes: (a) If the performance and consistency of the battery pack are good, the battery can be repaired and reused through some technical means. The common methods include replacing some modules or cells, balancing, lithium supplement, etc. (b) For the battery packs with great differences in battery health status, echelon utilization is required. The process of echelon utilization is divided into three parts: battery disassembly, battery sorting, and battery regrouping. They are described as follows:

Schematic diagram of Li-ion battery reutilization
-
(1)
Battery disassembly. The pack-level utilization is not a good scheme. Generally, the battery pack needs to be disassembled to the module or cell level. At present, most disassembly is manual, which has high labour costs and chemical hazards. Automatic disassembly by robot is an important direction.
-
(2)
Battery sorting. Its purpose is to evaluate the residual value of the battery. The historical data of battery is a valuable resource for the battery performance evaluation. If the battery has available historical data, the state of the battery can be easily obtained. On the contrary, the battery needs to be tested to evaluate the performance of the battery, which is time-consuming and energy-consuming. Therefore, it is very important to build a Li-ion battery lifecycle data platform.
-
(3)
Battery regrouping. At this stage, the sorted cells or modules are regrouped based on the echelon utilization scenario. There are many parameters to characterize the performance of the battery. How to regroup these batteries is a technical problem. In addition, the regrouped battery needs to be managed by the battery management system for secondary life. The safety of battery during secondary utilization is a key issue to be concerned about.
When the battery is retired for the second time from the echelon utilization scenario, it will enter the battery recycling occasion. At present, there are many schemes for battery recycling, among which pyrometallurgy and hydrometallurgy are more common. Developing green recycling with low energy consumption, low pollution, and all components is an important direction. There are two technical routes in the material recycling stage: (a) direct regeneration. The components of waste batteries are directly chemically and physically treated to restore their performance. This method has a good economy, but the technology is still mature. (b) Battery remanufacturing. Waste batteries are recycled as materials for the manufacture of new batteries. In short, battery reutilization has two chains: material and information chains. The development trend of the material chain is full lifecycle traceability management and green recycling, and the development trend of information chain is full lifecycle data sharing and intelligent management.
2.5 Summary
This chapter introduces the key stages for battery full-lifespan management. It first offers the concept and gives a comprehensive framework about the full-lifespan of Li-ion battery, which can be mainly divided into three stages including battery manufacturing, battery operation, and battery reutilization. Then the management tasks of each stage are introduced in detail. For battery manufacturing which can be divided into electrode manufacturing and cell manufacturing, as it involves numerous manufacturing parameters and variables with strong-coupled relations, the main management task here is to derive reliable data science strategy for decoupling correlations among various manufacturing variables and further exploring the impact variables towards resulting manufactured battery performance. For battery operation that refers to EV applications, some key tasks including battery operation modelling, state estimation, lifetime/ageing prognostics, fault diagnosis, and charging need to be explored to ensure battery safety and performance when its capacity degrades from 100 to 80%, the battery is first used for echelon utilization to make full use of its residual capacity. When the capacity decays below around 40% of its nominal capacity, the battery will be retired for the second time for material recycling, and the recycled materials will be used for battery remanufacturing.
These mentioned management tasks indicate that battery full-lifespan is actually a close-loop progress while each task from different stages should be well managed to make full use of battery. As battery full-lifespan also generates a great deal of data to reflect different battery dynamics, effective data science-based solutions are promising ways to handle these tasks and ensure the high-performance of battery.
References
Blomgren GE (2016) The development and future of lithium ion batteries. J Electrochem Soc 164(1):A5019
Kwade A, Haselrieder W, Leithoff R, Modlinger A, Dietrich F, Droeder K (2018) Current status and challenges for automotive battery production technologies. Nat Energy 3(4):290–300
Boston Consulting Group Report. The future of battery production for electric vehicles. https://www.bcg.com/publications/2018/future-battery-production-electric-vehicles
Bresser D, Buchholz D, Moretti A, Varzi A, Passerini S (2018) Alternative binders for sustainable electrochemical energy storage—the transition to aqueous electrode processing and bio-derived polymers. Energy Environ Sci 11(11):3096–3127
Lenze G, Bockholt H, Schilcher C, Froböse L, Jansen D, Krewer U, Kwade A (2018) Impacts of variations in manufacturing parameters on performance of lithium-ion-batteries. J Electrochem Soc 165(2):A314
Mohanty D, Hockaday E, Li J, Hensley D, Daniel C, Wood III D (2016) Effect of electrode manufacturing defects on electrochemical performance of lithium-ion batteries: cognizance of the battery failure sources. J Power Sources 312:70–79
Baunach M, Jaiser S, Schmelzle S, Nirschl H, Scharfer P, Schabel W (2016) Delamination behavior of lithium-ion battery anodes: influence of drying temperature during electrode processing. Drying Technol 34(4):462–473
Gutoff EB, Cohen WD (1996) R&D needs in the drying of coatings. Drying Technol 14(6):1315–1328
Stein IV M, Mistry A, Mukherjee PP (2017) Mechanistic understanding of the role of evaporation in electrode processing. J Electrochem Soc 164(7):A1616
Thorat IV, Stephenson DE, Zacharias NA, Zaghib K, Harb JN, Wheeler DR (2009) Quantifying tortuosity in porous Li-ion battery materials. J Power Sources 188(2):592–600
Schilling A, Gümbel P, Möller M, Kalkan F, Dietrich F, Dröder K (2018) X-ray based visualization of the electrolyte filling process of lithium ion batteries. J Electrochem Soc 166(3):A5163
Schilling A, Gabriel F, Dietrich F, Dröder K (2019) Design of an automated system to accelerate the electrolyte distribution in lithium-ion batteries. Int J Mech Eng Robot Res 8(1)
Qu D, Fundamental principals of battery design: porous electrodes. In: Proceedings of American Institute of Physics Conference (AIP), TU Bergakademie, Germany, Freiberg, 2014, pp 14–25
Zhou Y, Su M, Yu X, Zhang Y, Wang J-G, Ren X, Cao R, Xu W, Baer DR, Du Y (2020) Real-time mass spectrometric characterization of the solid–electrolyte interphase of a lithium-ion battery. Nat Nanotechnol 15(3):224–230
Zubi G, Dufo-López R, Carvalho M, Pasaoglu G (2018) The lithium-ion battery: state of the art and future perspectives. Renew Sustain Energy Rev 89:292–308
Mishra A, Mehta A, Basu S, Malode SJ, Shetti NP, Shukla SS, Nadagouda MN, Aminabhavi TM (2018) Electrode materials for lithium-ion batteries. Mater Sci Technol 1(2):182–187
Hoffmann L, Grathwol J-K, Haselrieder W, Leithoff R, Jansen T, Dilger K, Dröder K, Kwade A, Kurrat M (2020) Capacity distribution of large lithium-ion battery pouch cells in context with pilot production processes. Energy Technol 8(2):1900196
Sheng Y, Fell CR, Son YK, Metz BM, Jiang J, Church BC (2014) Effect of calendering on electrode wettability in lithium-ion batteries. Front Energy Res 2:56
Duquesnoy M, Lombardo T, Chouchane M, Primo E, Franco AA (2020) Accelerating battery manufacturing optimization by combining experiments. In silico electrodes generation and machine learning
Pfleging W (2018) A review of laser electrode processing for development and manufacturing of lithium-ion batteries. Nanophotonics 7(3):549–573
Jansen T, Kandula MW, Hartwig S, Hoffmann L, Haselrieder W, Dilger K (2019) Influence of laser-generated cutting edges on the electrical performance of large lithium-ion pouch cells. Batteries 5(4):73
Heins TP, Leithoff R, Schlüter N, Schröder U, Dröder K (2020) Impedance spectroscopic investigation of the impact of erroneous cell assembly on the aging of lithium-ion batteries. Energy Technol 8(2):1900288
Leithoff R, Fröhlich A, Dröder K (2020) Investigation of the influence of deposition accuracy of electrodes on the electrochemical properties of lithium-ion batteries. Energy Technol 8(2):1900129
Francis CF, Kyratzis IL, Best AS (2020) Lithium-Ion battery separators for ionic-liquid electrolytes: a review. Adv Mater 32(18):1904205
Weber CJ, Geiger S, Falusi S, Roth M (2014) Material review of Li ion battery separators. In: Proceedings of American Institute of Physics Conference (AIP), TU Bergakademie, Germany, Freiberg, 2014, pp 66–81
Dai H, Jiang B, Hu X, Lin X, Wei X, Pecht M (2021) Advanced battery management strategies for a sustainable energy future: multilayer design concepts and research trends. Renew Sustain Energy Rev 138:110480
Hu X, Jiang H, Feng F, Liu B (2020) An enhanced multi-state estimation hierarchy for advanced lithium-ion battery management. Appl Energy 257:114019
Li Y, Liu K, Foley AM, Zülke A, Berecibar M, Nanini-Maury E, Van Mierlo J, Hoster HE (2019) Data-driven health estimation and lifetime prediction of lithium-ion batteries: a review. Renew Sustain Energy Rev 113:109254
Hu X, Zhang K, Liu K, Lin X, Dey S, Onori S (2020) Advanced fault diagnosis for lithium-ion battery systems: a review of fault mechanisms, fault features, and diagnosis procedures. IEEE Ind Electron Mag 14(3):65–91
Abada S, Marlair G, Lecocq A, Petit M, Sauvant-Moynot V, Huet F (2016) Safety focused modeling of lithium-ion batteries: a review. J Power Sources 306:178–192
Kleinman Z. BBC News. Samsung recalls Note 7 flagship over explosive batteries. https://www.bbc.com/news/business-37253742
Wang Q, Ping P, Zhao X, Chu G, Sun J, Chen C (2012) Thermal runaway caused fire and explosion of lithium ion battery. J Power Sources 208:210–224
Dey S, Mohon S, Pisu P, Ayalew B (2016) Sensor fault detection, isolation, and estimation in lithium-ion batteries. IEEE Trans Control Syst Technol 24(6):2141–2149
Ma M, Wang Y, Duan Q, Wu T, Sun J, Wang Q (2018) Fault detection of the connection of lithium-ion power batteries in series for electric vehicles based on statistical analysis. Energy 164:745–756
Tomaszewska A, Chu Z, Feng X, O'kane S, Liu X, Chen J, Ji C, Endler E, Li R, Liu L (2019) Lithium-ion battery fast charging: a review. ETransportation 1:100011
Aurbach D (2000) Review of selected electrode–solution interactions which determine the performance of Li and Li ion batteries. J Power Sources 89(2):206–218
Ramadesigan V, Boovaragavan V, Pirkle JC Jr, Subramanian VR (2010) Efficient reformulation of solid-phase diffusion in physics-based lithium-ion battery models. J Electrochem Soc 157(7):A854
Dubarry M, Liaw BY, Chen M-S, Chyan S-S, Han K-C, Sie W-T, Wu S-H (2011) Identifying battery aging mechanisms in large format Li ion cells. J Power Sources 196(7):3420–3425
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2022 The Author(s)
About this chapter

Cite this chapter
Liu, K., Wang, Y., Lai, X. (2022). Key Stages for Battery Full-Lifespan Management. In: Data Science-Based Full-Lifespan Management of Lithium-Ion Battery. Green Energy and Technology. Springer, Cham. https://doi.org/10.1007/978-3-031-01340-9_2
Download citation
DOI: https://doi.org/10.1007/978-3-031-01340-9_2
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-01339-3
Online ISBN: 978-3-031-01340-9
eBook Packages: EngineeringEngineering (R0)