
Abstract
This paper discusses the development of a high ductility fiber reinforced lime mortar with deflection hardening behavior. In this study, polypropylene fibers have been incorporated in a cementless reference matrix comprising of Natural Hydraulic Lime, silica fume, siliceous aggregates and workability aid admixtures. The properties of the reference and fiber reinforced mortar compositions were assessed by means of standardized laboratory tests and scanning electron microscopy. The reference composition gave an average compressive strength of 12 MPa, rendering it suitable for structural applications. Fiber addition at a dosage of 0.76% by wt. of solids led to a reduction of the compressive strength; however, sufficient load bearing capacity was still achieved (8 MPa). More importantly, the fibers enabled the mortar to sustain useful load after damage initiation, improving post-peak ductility under compression and allowing the material to reach bending stresses up to 20% higher than the first-crack strength. To evaluate the practical application of the proposed materials, their use as matrices in textile reinforced mortar (TRM) strengthening systems was investigated through pilot applications on stone masonry. Diagonal compression tests were performed on 9 ashlar masonry wallettes, including both un-retrofitted and TRM-retrofitted specimens. Single-sided TRMs consisting of alkali resistant glass textiles embedded in either the reference or the fiber reinforced mortar were considered. Specimens retrofitted with TRM constructed using the fiber reinforced mortar, exhibited a remarkable ~ 270% increase in shear strength and > 50% higher deformation capacity, compared to un-retrofitted ones. The strength increment achieved with the reference mortar as the TRM matrix was 80%, with minimal impact on ductility. The TRM comprising the fiber reinforced mortar also showed superior performance in terms of ability to retain integrity at high levels of shear deformation. Overall, the results indicate that the use of fiber reinforced lime matrices in TRM systems applied to masonry substrates has the potential to substantially enhance mechanical performance under in-plane loading, even in cases where only single-sided retrofitting can be realized.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Fibers have been traditionally used for improving the mechanical properties of otherwise brittle lime mortars. An extensive analysis of lime mortar samples dating from the third century BC up to the early twentieth century AD revealed a continuous use of fibrous additions (mainly wood chips and straw) [1]. Historically, such mortar inclusions mainly aimed at increasing volume stability [2] and at providing better bonding and crack resistance [3]. Today, apart from natural fibers, a wide range of man-made fibers are also available (steel, glass, synthetic) and have been used for the design of engineered composites fabricated with inorganic mortars. These include Fiber Reinforced Mortars (FRM) containing discrete discontinuous fibers and textile reinforced mortars (TRM) containing continuous fiber reinforcement in the form of fabrics.
Research regarding FRMs has mostly focused on cement-based materials. An overview of the state of the art [4,5,6] shows the development of several kinds of cementitious FRMs that exhibit remarkably high mechanical performance, particularly in the plastic post-crack state. On the other hand, the development of lime-based FRMs has been much less investigated. Table 1 presents the major findings obtained in some of the, relatively few, available studies dealing with discrete fiber reinforcement in hydraulic and aerial lime mortars. Overall, the results indicate that dispersed fibers can primarily increase the ductility and toughness (i.e., the capacity of the material to absorb energy and plastically deform without fracturing) of lime mortars. The effect of fiber addition on the load bearing capacity and elastic modulus pretty much depends on the type, geometrical characteristics (length-to-diameter aspect ratio) and dosage of the fibers. Although an increase in flexural ductility is noted in most studies, the attainment of deflection hardening and/or multi-cracking behavior analogous to that exhibited by certain cement-based FRMs [7] has not yet been reported.
The study of lime-based TRMs has been much more rigorous and systematic. This is largely due to the growing interest regarding the use of such systems as externally bonded reinforcement for the strengthening of masonry constructions [8, 9]. Extensive experimental and computational work has been carried out during the last decade for examining the mechanics of TRM composites and for evaluating their performance as masonry retrofitting solutions [10]. Research for the characterization of lime-based TRMs has mostly focused on commercial systems that typically comprise of a hydraulic lime matrix that may contain pozzolanic additives or geopolymers combined with an aramid, glass, carbon, basalt or steel fabric. A broad round robin testing campaign, conducted in the framework of RILEM TC 250-CSM [11,12,13], showed that the properties of lime-based TRMs vary widely due to the different constituent materials used. Their behavior is mainly influenced by the textile architecture, the characteristics of the matrix, and the fabric-matrix and TRM-substrate interactions. The aforementioned campaign concluded that TRM systems with cement and geopolymer mortars exhibit better bond behavior, compared to systems with relatively weaker lime mortars; however, the latter are more suitable for the rehabilitation of masonry due to their vapor permeability and lower stiffness. Concerning the efficiency of TRM masonry retrofitting, research results show substantial gain in strength and deformability under in- and out-of-plane loading [14,15,16].
Although considerable literature can be found on lime-based FRM and TRM composites, the development of hybrid FRM-TRM systems for strengthening applications has not yet been thoroughly investigated. The addition of discrete fibers in the matrix of a TRM system is expected to enhance the composite’s load-deformation and energy absorption characteristics, allowing it to keep its integrity, even when strained to large levels of inelastic deformation. It is also expected to positively affect the behavior of the system at the serviceability limit state by reducing crack spacing and width. Indeed, previous work on concrete composites shows significant increase in post-peak ductility and toughness [28, 29]. Mechtcherine [30] reports that well distributed fibers can control plastic shrinkage cracking in cementitious composites and can impede deterioration when the composite’s matrix is severely loaded. Tensile tests on textile-reinforced concrete specimens fabricated with matrices containing dispersed glass and carbon fibers showed a pronounced increase of the first-crack stress and work-to-fracture, a reduction of crack spacing and width and an improvement in the bond between the textile and the surrounding matrix [31]. Similar results were obtained by the addition of short curauá fibers in the hydraulic lime matrix of flax TRM [32]. Del Zoppo et al. [33, 34], who performed diagonal compression tests on stone masonry panels retrofitted with TRMs constructed using lime FRM matrices, observed 40–290% increase in shear capacity. However, data that would allow comparing the efficiency of hybrid FRM-TRM systems to systems comprising conventional (non-fiber-reinforced) lime mortar matrices are not provided.
The present study examines the development of a novel high ductility lime FRM with deflection hardening properties that is compatible with a wide range of masonry substrates. It also evaluates the performance of the FRM as a textile carrier matrix for the in-plane strengthening of stone masonry walls. In this framework, a cementless lime-pozzolana mortar was designed and used as a reference composition for investigating the addition of polypropylene fibers. The microstructural characteristics of the reference and fiber-reinforced mortars were assessed via scanning electron microscopy (SEM) observations and standardized laboratory tests. Pilot applications involving the use of the novel mortars hereby developed for the TRM retrofitting of ashlar stone masonry wallettes were also carried out. Single-sided TRMs composed of alkali resistant glass fabric embedded in both the fiber-reinforced and reference lime mortar compositions were considered. The stone wallettes were subjected to diagonal compression tests, aiming to comparatively evaluate the effect of hybrid FRM-TRM systems on the shear behavior of the masonry.
2 Mortar synthesis and characterization
2.1 Raw materials and mix design
Raw material selection and mix design aimed at the production of mortars with properties suited to TRM masonry strengthening systems. In terms of mechanical performance, such mortars must have (i) adequate strength to be able to accommodate layers of near-surface mounted reinforcement and (ii) limited stiffness that would enable the effective transfer of stresses from the substrate to the reinforcement and the development of pseudo-ductile response. The granulometry and workability of the mortar mixtures should be adequate to enable penetration between the openings of the textiles typically used in TRM. Furthermore, the mortars should exhibit chemical compatibility with the masonry substrate materials, whilst their porosity should not impair the water vapor permeability of the latter.
To ensure physico-chemical compatibility with stone masonry substrates, the mortars hereby proposed were designed to be cementless. Natural hydraulic lime with pozzolanic additions was, therefore, used as binder. According to Ghiassi [10], the elastic modulus of the mortar should be at least an order of magnitude lower than that of the reinforcement. The latter is typically in the range 45–240 GPa for commonly used synthetic fabrics, such as alkali-resistant glass, carbon, aramid and basalt [11]. In addition, experimental data [35,36,37] show that the use of significantly stiffer mortars, compared to the substrates, may cause local stress concentrations, promoting cohesive debonding, which, once activated, can instantly propagate to the entire TRM strengthening layer. Indicative values between 0.5 and 4 GPa are given in the Italian Circolare 21 [38] regarding the elastic modulus of traditional non-engineered stone masonries built with low-strength mortars (mortar compressive strength < 1.5 MPa). Based on the above, an elastic modulus < 10 GPa was targeted for the mortars hereby developed. A target compressive strength fm ≥ 6 MPa was further set, considering that the strength classes of lime-based mortars specified for commercial TRM systems generally range from CS IV (fm ≥ 6 MPa as per EN 998-1 [39]) to M15 (fm = 15 MPa as per EN 998-2 [40]).
In order to obtain comparable results that would allow investigating the effect of short fiber inclusions on the mechanical behavior of lime mortars, two compositions were designed and tested. The reference composition (henceforth denoted as NHL) consisted of a lime-pozzolan-sand mixture with a minor amount of polypropylene fibers. The second mortar (henceforth denoted as FRL) was composed of the same primary constituents as the first one, but contained a much higher amount of polypropylene fibers.
The primary binder used was a commercial Natural Hydraulic Lime of class NHL5 as per EN 459-1 [41]. According to the manufacturer’s data sheet, this building lime has a fineness of 0.7% at 90 μm and 1.3% at 200 μm. Its Blaine value is 8500 cm2/g and its bulk density and specific weight are 780 and 2750 kg/m3, respectively. The material has a free lime content of 27% and an SO3 content of 1.15%. Silica fume, which is a commonly used supplementary material, was considered as lime replacement material to increase the strength of the mortars. This additive was selected based on the study of Grist et al. [42], which shows that it has higher pozzolanic efficacy compared to ground granulated blast furnace slug, metakaolin, fly ash and brick dust, and can significantly increase the compressive strength of mortars at 15–30% lime replacement ratios. Silica fume is also regarded as the most effective additive for lowering the pH of composite mixtures [43], which in the case of TRM is desirable because synthetic textiles are susceptible to degradation in alkaline environment [44]. A densified silica fume in powder form that fulfills the requirements of EN 13263-1 [45] for Silica Fume-Class 1 was hereby used. This is a highly reactive pozzolan with > 88% SiO2 content and < 3% Loss on Ignition. Its bulk density is 650 kg/m3. The adopted binder composition comprised of 80% NHL5 and 20% silica fume by wt.
Siliceous (quartz) sand with a maximum grain size of 1.5 mm was used as aggregate in the mortar mixtures. The grain size distribution of the sand is shown in Fig. 1. The gradation of the sand falls within the limits set in the British Standard BS 1199 for Type A aggregates used in lime and cement renders/plasters. In the case of the NHL mixture, a small quantity of quartz flour with grain size 0–0.3 mm was added to the aggregate fraction, aiming to compensate for the relatively low content of fine grains (< 0.3 mm) in the native sand. Although the addition of quartz flour did improve the overall gradation of the aggregate fraction (see corresponding grain size distribution curve in Fig. 1), it was decided to exclude this material from the composition of the fiber reinforced mortar. This is because the fineness of the quartz flour particles would probably cause some increase in mixing water demand. The binder-to-aggregate (b:a) ratio was kept at 1:1.5 by wt. in both the NHL and FRL mixtures. This was selected following the production and testing of trial mixtures with 1:1.5, 1:2 and 1:3 b:a ratios. These showed that increasing the binder content can result in higher compressive and flexural strengths, which is in line with the data reported by Lanas et al. [46]. The aforementioned researchers note that mortars with larger quantities of binder form more hydrated calcium silicates and exhibit faster and more complete carbonation, thus developing higher strengths.

Grain size distribution of the sand used in the mortar mixtures and recommended limits prescribed in BS 1199 for Type A sand used in lime and cement renders
The fiber reinforcement considered comprised of commercial monofilament polypropylene fibers (18 μm in diameter and 12 mm in length) with a tensile strength of 400 MPa and a density of 910 kg/m3. The polypropylene fibers used conform to BS 5139 [47] and were provided pre-coated with a surfactant that aids uniform dispersion and improves bonding with cementitious mixtures. A small amount (0.04% by wt. of solid constituents) of fibers was added to the NHL mortar. It is envisaged that this limited fiber content would be beneficial for alleviating potential undesirable effects that may arise during the curing of the mortar (e.g., shrinkage cracking). In the FRL mortar, fiber addition was substantially increased to 0.76% by wt. of the solid constituents to enhance post-cracking ductility.
Admixtures were considered as a means to reduce water demand (while attaining a target consistency of 165 ± 5 mm) in the fresh state and achieve adequate mechanical strength in the hardened state. In the case of the NHL composition, a powder-type lignosulphonate plasticizer was used, based on data from the literature attesting the positive effects of incorporating such anionic surface-active substances in lime-based mixtures [48, 49]. The aforementioned plasticizer was added at a quantity of 0.3% by wt. of the binder fraction, as per the recommendations of the material supplier. Although its addition did allow some control of the water demand in the reference mixture, its efficiency proved to be rather limited in the presence of considerably large quantities of fibers. For this reason, instead of the lignosulphonate plasticizer, a carboxylated styrene butadiene copolymer latex admixture (SBR Latex) was added to the FRL mixture to reduce the water-to-binder ratio and improve the workability. The adopted SBR Latex dosage was 0.3 L per kg of binder.
The amount of water added to the mixtures was adjusted so that the target consistency could be achieved. The water quantity in the case of the FRL mixture was also limited by the SBR Latex dilution ratio. For the specific product used, the ratio between the SBR Latex and the water should be between 1:1 and 1:4, according to the manufacture’s specifications. The final mix designs of the mortars are given in Table 2.
2.2 Mortar production and characterization
2.2.1 Specimen preparation and conditioning
Preparation, curing and conditioning of the test specimens were carried out in accordance with EN 1015-11 [50]. All the mixtures were prepared using a standard 24 L-capacity mortar mixer set at low speed (103 rpm). Initially, the solid constituents were dry-mixed in the laboratory mixer for a few minutes. Afterwards, a solution composed of the workability aid compound (lignosulphonate plasticizer or SBR Latex) diluted into approximately 50% of the water specified in Table 2 was added. Additional water was gradually introduced to the mixture and the materials were kneaded until the desired consistency was attained. For both mixtures, the final consistency measured with the EN 1015-3 [51] flow table test was 161 mm.
Prisms measuring 40 × 40 × 160 mm, cast in standard metallic molds, were prepared with the fresh mixture. The molds were filled in two equal layers and each layer was compacted with 60 jolts of a jolting apparatus. Immediately after casting, the molds were covered with a glass plate and stored in polyethylene bags. After 2 days, the specimens were demolded, but remained in sealed polyethylene bags for another 26 days, in controlled laboratory conditions (24 ± 2 °C and 45 ± 5% RH). The mortar specimens were tested at 28 curing days.
2.2.2 Characterization methods
Prism specimens were subjected to three-point bending tests to examine their behavior under flexure. The bending tests were conducted on a universal testing machine fitted with a 10 kN load-cell using a standard EN 1015-11 [50] flexure jig assembly. Loading was applied at a constant displacement-controlled rate of 0.005 mm/s up to an 80% drop in load resistance. During the bending tests, the applied forces and the crosshead displacements were recorded to acquire data regarding the load–deflection response. The compressive strength was determined through load testing of the half-prisms (40 × 40 × ~ 80 mm) obtained after the flexural failure of the specimens subjected to three-point bending. The compression tests were carried out on the same universal testing machine, albeit using a 300 kN load-cell and a standard EN 1015-11 [50] compression jig with platens designed to apply stresses over a 40 × 40 mm area. Compressive loading was imposed at a rate of 0.015 mm/s. The modulus of elasticity was assessed as per EN 13412 [52], by subjecting full prims to controlled axial compressive loading and monitoring the longitudinal strain generated as a function of the imposed stress. The tests were again carried out on a universal testing machine with a 300 kN load-cell. A spherically seated upper false platen was placed between the machine’s fixed loading plates, in order to enable adequate alignment with non-parallel bearing surfaces. A custom-made aluminum compressometer, equipped with two Linear Velocity Displacement Transducers (LVDTs) (range ± 2.5 mm), was attached onto the specimens to measure deformations on opposite faces over a gauge length of 60 mm. The specimens were subjected to three loading–unloading cycles, during which the exerted stress varied between 0.1 MPa and 20% of the expected failure stress. Loading was applied under deformation control, at a constant rate of 0.2 mm/min. The modulus of elasticity was estimated from the stress–strain data recorded during the three loading–unloading cycles using linear regression. Following the completion of the loading–unloading cycles, the specimens were compressed to failure to examine the materials’ stress–strain response.
The mortars’ apparent density and open porosity were determined by means of vacuum assisted saturation using full-prism specimens [53]. Water absorption tests as per EN 1015-18 [54] were also conducted on portions (40 × 40 × ~ 80 mm) of prisms broken in flexure to determine the capillary absorption coefficient. In addition, the microstructural features of the mortars were characterized using a JEOL, JSM-6610 LV Scanning Electron Microscope (SEM), equipped with a BRUKER type QUANTAX 200 energy dispersive X-ray spectrometer (EDS). Representative samples that were carefully cut from prism specimens, mounted on double-sided carbon tape and sputter-coated with Au, were examined using secondary electron images (SEI) in combination with EDS point analyses.
2.2.3 Mortar properties
SEM images showed a good dispersion of the polypropylene fibers throughout the matrix of the mortar, without the formation of tangled fiber groups (Fig. 2a and b). Thorough observation of the fibers at different magnifications revealed that the majority of them were well-embedded inside the mortar matrix (Fig. 2c–e) and relatively few voids were noted around the perimeter of the fiber inclusions (e.g., see Fig. 2a and b). The good interfacial microstructure of the fiber network is partially attributed to the surface treatment of the polypropylene product used. More importantly, the incorporation of an optimum amount of fibers in the mortar mixture probably played a key role in the good interfacial bonding. In fact, a higher dosage of fibers would likely result in the presence of fiber clusters, which would reduce the effective bonding area between the fibers and the matrix [55]. According to Bentur et al. [56], who studied the fiber-matrix interaction in polypropylene fiber reinforced concretes, the observations hereby made suggest the presence of both interfacial adhesion and some degree of mechanical anchorage caused by branching of the fiber network. In places, the matrix material at the vicinity of the fibers in the FRL mortar was found to be less dense compared to the NHL composition (compare Fig. 2a with f). The less dense microstructure of the FRL composite is mainly attributed to the presence of voids between the fibers and the surrounding matrix. In line with the findings reported by Chen et al. [55], such voids were probably created due to the accumulation of water around the polypropylene fibers.

SEM images showing the microstructure of the FRL (a–e) and NHL (f) mortars. See text for discussion
Table 3 summarizes the results obtained from the tests performed to assess the phyico-mechanical properties of the mortars under study. The apparent density of the FRL mortar was found to be markedly lower than that of the reference NHL composition; 1300 compared to 1717 kg/m3. This is in line with the SEM observations, which showed a less dense microstructure in the fiber-reinforced mixture. Reduced density can also be partially attributed to the significantly lower unit weight of the polypropylene fibers used, compared to the other solid constituents of the mixtures. At the same time, fiber addition led to an increase of the open porosity; from 32% for NHL to 41% for FRL. Iucolano et al. [21], who used glass fibers in hydraulic lime-based mortars, observed the same effects. These researchers commented that the porous structure of fiber reinforced mortars can be influenced by the hydrophobicity of pre-treated fibers and the formation of microcavities at the paste-fiber interfacial transition zone. Certain studies [20, 21] also report that the reduction of density and the respective growth of porosity may be linked to a tendency of the fibers to promote air entrapment upon mixing. However, tests conducted on polypropylene concrete [57] do not verify this theory and associate decreased density to the formation of more voids in the binder paste, as a result of higher water retention caused by fiber additions.
As expected, the increased open porosity of the FRL mortar had an adverse effect on its sorptivity. This mortar gave an average capillary absorption coefficient of 4.20 kg/m2min1/2, which is more than two times higher than the 1.65 kg/m2min1/2 value obtained in the case of the NHL mortar. Analogous increase in the capillary absorption rate has been reported by Megna et al. [26] for high dosages (> 1% by vol.) of diss fibers in aerial lime mortars.
The compression tests showed that a capacity of 12 MPa could be achieved with the mix design proposed for the NHL mortar. This relatively high compressive strength is mainly attributed to the pozzolanic effect of the silica fume addition and the reduction of the water-to-binder ratio via the use of a plasticizer admixture. The FRL mortar gave a lower compressive strength, ca. 8 MPa, which nevertheless satisfied the 6 MPa threshold value set originally. The average elastic moduli obtained from the compression testing of the mortar prisms were 6.7 and 3.5 GPa for the NHL and FRL compositions, respectively. Figure 3 shows the stress–strain behavior of the reference and fiber-reinforced mortars. The NHL mortar exhibits quasi-brittle behavior. Linear response occurs up to approximately 1/3 of the compressive strength. The plastic regime is characterized by stress hardening up to the maximum allowable stress, followed by strain softening with sudden drop in the bearing capacity. Increased fiber dosage did pose some influence on the mortar’s hardening behavior by increasing the strain at which the maximum compressive stress was reached. The average strain at peak compressive stress was 0.47% for the FRL specimens, whereas the respective value recorded for the NHL specimens was 0.35%. Nevertheless, the main effect of fibers became evident in the post-peak stage. After exceedance of the peak stress, the FRL specimens continued to sustain load and endure large deformations without fracturing. This indicates that fibers may cause some reduction in compressive strength, but can also allow controlled crushing of the material, preventing brittle failure. The observed improvement in deformation capacity agrees with the findings of other studies examining fiber-reinforced lime [17, 20] and cement [58] mortars. Data in the literature regarding the effect of fibers on the compressive strength and elastic modulus of lime mortars are contradicting (see Table 1) and hence not directly comparable to the results hereby obtained. Nevertheless, it is reasonable to assume that the previously discussed mechanisms responsible for the reduction of the material’s density and the increase of its porosity are also linked with the reduction of the compressive strength. Following an investigation on the compressive strength of concrete with polypropylene fibers, Richardson [57] further commented that strength reduction may be associated with a break in the binder-aggregates bond induced by fiber inclusions and to difficulties in compacting fiber reinforced mixtures.

Stress–strain response of reference (NHL) and fiber reinforced (FRL) lime-pozzolana mortars under compression
The most prominent effect of fiber addition was the improvement of the flexural ductility of the mortar. Figure 4 compares the load–deflection curves obtained from the testing of the NHL and FRL mortars and gives a schematic representation of the flexural response of the two materials. As expected, the reference mortar (NHL) exhibited brittle response, characterized by abrupt reduction of the load bearing capacity upon cracking. Some softening was observed at the post-peak stage due to the limited quantity of fibers incorporated into this mixture.

Load–deflection curves obtained from three-point bending tests on specimens composed of (a) reference (NHL) and (b) fiber reinforced (FRL) lime-pozzolana mortars and c schematic representation of the materials’ flexural response. Deflection data reported in (a) and (b) correspond to the displacement of the loading machine’s crosshead
The flexural behavior of the FRL mortar differs notably due to the fiber bridging effect shown in the video provided as supplementary material to paper. In this case, the flexural response was found to be similar to that of the polyethylene fiber concrete studied by Kobayashi and Cho [59]. With reference to Fig. 4c, the linear range of the load–deflection curve (A) is characterized by a first peak strength (Pcr), which is associated with the onset of cracking. At the linear range, it can be assumed that good interfacial bonding exists between the lime matrix and the fibers, and tensile loads are carried by both constituents of the composite. In terms of first crack load, the improvement imparted by the fibers used was not expected to be significant. This is because the elastic modulus of polypropylene fibers (typically 3.5–10 GPa [5]) is similar to that of the lime matrix, while the composite action is affected by fiber orientation effects. Indeed, the bending stress at first crack (calculated as 1.5PcrL/bd2, with L being the support span and b and d being the width and depth of the specimen) for the FRL mortar is only 3% higher than that of the NHL mortar; 2.47 compared to 2.40 MPa.
In the inelastic range that occurs after cracking of the lime matrix (B), the tensile loads are carried by the fibers. Three distinct phases can be identified in region B. Initially, the load at the cracked section, where the strain of the lime matrix is zero, is transferred to the bridging fibers. Some strain is needed to mobilize the strength of the flexible polypropylene fibers. As a result, the stage where load is transmitted from the lime matrix to the fibers (IB) is characterized by a temporary drop in load resistance. Eventually, the tensile forces across the crack are entirely transferred to the bridging fibers and the load carrying capacity is progressively recovered as fibers stretch with increase in deflection (IIB). Notably, in this study a maximum load carrying capacity (Pmax), which exceeds the cracking load, could be reached. The average modulus of rapture computed from the peak load after cracking (1.5PmaxL/bd2) was 2.64 MPa. After exceedance of the post-cracking strength, the flexural capacity gradually reduces because of rupture and slipping of the fibers (IIIB). Although pull out of the fibers was observed, fiber failure was more often due to tensile rupture. This verifies the good matrix-fiber bonding, as detected by SEM observations (see Fig. 2c–e).
Based on its flexural behavior, the FRL mortar can be classified as a deflection hardening composite, in the sense that it has the ability to carry increasing load after the first crack forms. This is an excellent ductile property which, to the best knowledge of the authors, has not yet been reported for lime-based materials. In fact, the fiber additions investigated in the studies cited in Table 1 resulted in improved deflection softening, without imparting the deflection hardening behavior. It should be noted, however, that the increased post-crack flexural capacity hereby attained was not accompanied by multi-cracking behavior. Crack localization occurred in all bending tests performed.
3 Evaluation of mortar as textile carrying matrix for the in-plane strengthening of stone masonry
3.1 Preparation of masonry specimens
3.1.1 Materials
For the construction of stone masonry specimens, saw-cut limestone blocks were used. The selected stone was a local calcarenite quarried in Cyprus. The stone is known with the commercial name "Petra Anogyras" and originates from the Pachna geological formation, which belongs to the Circum Troodos Sedimentary Succession. A detailed analysis of this stone’s characteristics can be found in Modestou et al. [60]. The stone blocks had dimensions (length × width × height) 410 × 200 × 145 mm. For the physico-mechanical characterization of the building stone, cylindrical core specimens 55 mm in diameter and 110 mm in length were extracted from the blocks. All stone specimens were oven-dried at 65 °C to constant mass before being tested. Apparent density and open porosity were measured through vacuum assisted water absorption and submerged weighting as per EN 1936. For the determination of the stone’s elastic modulus and compressive strength, uniaxial loading tests based on EN 14580 were conducted. The specimens were subjected to three loading–unloading cycles up to a compressive stress of 4.5 MPa, before being loaded to failure. Loading was imposed under deformation control at a constant rate of 0.2 mm/min. A compressometer device equipped with two LVDTs (range ± 2.5 mm) was mounted onto the stone specimens to measure axial deformations during compressive loading. The elastic modulus was estimated as a secant modulus from the stress–strain data corresponding to the third loading–unloading cycle. The jointing material used for stone masonry construction was a premixed natural hydraulic lime-based mortar with maximum granulometry 3 mm. The amount of mixing water added to the mortar was 0.21–0.24 L per kg of solid constituents, as per the recommendations of the manufacturer. This jointing mortar is classified as M5 according to EN 998-2 [40]. The experimental methods used for the characterization of the jointing mortar were the same as those reported for the NHL and FRL mixtures (see Sect. 2.2.2). Table 4 reports the properties of the stone and the jointing mortar hereby used.
In order to assess the elastic modulus and compressive strength of the stone-mortar masonry assembly, prisms were constructed and tested as per ASTM C1314 [61]. The prisms measured (height × length × thickness) 46 × 41 × 20 cm and consisted of 3 stone courses. Two full size stone blocks were placed at the upper and lower courses, and two half-blocks with a head joint between them at the middle course. Compression tests were performed under displacement control at a rate of 0.5 μm/s using a 5000 kN capacity servo-controlled hydraulic press. Strain measurements on the masonry assemblies were carried out by means of 4 LVDTs (range ± 2.5 mm) attached onto the two longitudinal faces of the specimens. The gauge length was set to 32 cm and accounted for the deformation of the mortar and stones between the mid-height of the upper and lower masonry units. The elastic modulus was computed as a chord modulus between 2 and 20% of the failure stress. The average values (CoV) of the compressive strength and elastic modulus, determined following the testing of four masonry prisms, were 16.5 MPa (7%) and 15,250 MPa (13%), respectively.
3.1.2 Specimen construction and retrofitting
Wallettes with dimensions (height × length × thickness) 61 × 61 × 20 cm were prepared to be subjected to diagonal compression tests. These comprised of coursed ashlar (isodomic) stone masonry built in a running bond pattern. Their construction was carried out by experienced masons at the laboratory premises. During construction, the stone bedding faces were cleaned and wetted in order to mitigate water adsorption from the fresh mortar. Metallic spacers were used to control the joint thickness and to achieve uniform sizing of the specimens. The thickness of the bed and head joints was kept to 5 mm. After the completion of the specimens, the spacers were removed, and the cavities formed were pointed with the jointing mortar. The maximum number of courses built in a day was 3, aiming to allow sufficient time for the setting of the jointing mortar.
Three specimens from each of the following typologies were examined:
-
S-DC-Ref Control un-retrofitted wallettes.
-
S-DC-NHL Wallettes strengthened with single-sided TRM constructed using the lime-pozzolana NHL mortar.
-
S-DC-FRL Wallettes strengthened with single-sided TRM constructed using the fiber reinforced FRL mortar.
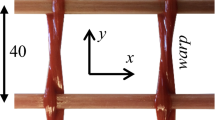
The reinforcing textile used in both the S-DC-NHL and S-DC-FRL series was an alkali resistant glass fiber bi-directional grid. This had a grid spacing of 18.2 × 14.2 mm (center to center distance) and an area density of 360 g/cm2 (with the alkali resistant coating). The tensile strength and modulus of elasticity of the dry fibers composing the textile were 80 GPa and 2600 MPa, respectively. The declared tensile resistance of the textile was 77 kN/m in the wrap direction and 76 kN/m in the weft direction.
For the construction of the TRM, timber planks were temporarily attached on the two vertical edges of the specimens to act as guides for ensuring a 15 mm uniform final thickness of the coating. A layer of the coating mortar (~ 5–8 mm thick) was first applied by a trowel on the surface of the masonry and the reinforcing textile mesh was pressed on it with a flat trowel whilst still fresh. After the textile mesh was embedded into the fresh mortar, a second layer of mortar was applied until the required thickness of 15 mm was achieved. The surface of the TRM coating was finally evened off with a straight edge. The TRM application initiated 2 days after the construction of the wallettes had been completed. The retrofitting steps are shown in Fig. 5. All stone masonry specimens (retrofitted and un-retrofitted) were covered with wet burlap and water was sprayed on their surface for 2 days after construction completion. Prior to testing, they were stored inside the laboratory (24 ± 2 °C and 45 ± 5% RH) for a period of 28 days.

Retrofitting of stone masonry wallettes with a single layer of TRM. (a) Application of the 1st layer of mortar on the masonry. (b) Placement of the grid reinforcement onto the fresh mortar. (c) Application of a 2nd layer of mortar to completely cover the grid reinforcement. (d) Evening of the surface of the TRM with a straight edge
3.2 Diagonal compression (shear) tests
3.2.1 Test setup and instrumentation
The test setup hereby adopted was based on relevant experimental work by Del Zoppo et al. [33], Gattesco et al. [62] and Cassese et al. [63], and involved loading the masonry specimens in the ‘as-built’ position. For this purpose, a customized system comprising of a 500 kN capacity hydraulic jack and two steel loading shoes, fabricated as per the specifications of ASTM E519 [64], was designed (Fig. 6).

Schematic representation (a) and photograph (b) of the test setup used for subjecting stone masonry specimens to diagonal compressive loading
The specimens that had been built on timber benches were allowed to cure and, afterwards, part of the bench was removed to enable placing the steel loading shoes at diagonally opposite corners at their top and bottom. To allow correct placement of the loading shoes and uniform stress distribution, 2 mm thick ‘L’ shaped metallic plates were attached on the two loaded corners with methacrylate chemical mortar. The loading shoe on the upper corner of the specimen was bolted onto a steel robust rectangular hollow beam (cross-sect. 140 × 200 mm; wall thickness 15 mm). The loading shoe on the lower corner of the specimen was bolted onto the hydraulic jack. The head of the hydraulic jack was set against a second rectangular hollow beam with the same cross-sectional dimensions as noted above. The steel beams at opposite corners were connected with two 32 mm diameter tendons. During the tests, the hydraulic jack was acting on the lower steel beam and the forces generated were transmitted onto the loading shoe at the upper corner via the tendons. The hydraulic jack was activated with a hand pump and loading was imposed in subsequent steps up to failure. A strain gauge load cell sensor was interposed between the hydraulic jack’s head and the lower steel beam for monitoring the applied force. During the tests, shortening of the vertical diagonal and lengthening of the horizontal diagonal were measured by LVDTs (range ± 2.5 mm and ± 0.5 mm, respectively), which were placed on both sides of the masonry specimens. The gauge length over which deformations were measured was set to 60 cm. The measurements of the load sensor and displacement transducers were recorded by a data acquisition system. Damage evolution during all diagonal compression tests was monitored on both sides of the masonry specimens using digital cameras. The cameras recorded images of the entire specimen surface at regular intervals of 5 s throughout the loading stage.
3.2.2 Analysis of experimental data
For the analysis of the experimental data obtained from diagonal compression tests, both the interpretations given in ASTM E519 [64] and RILEM LUM B6 [65] were considered. A Mohr’s circle representation of the two interpretations is given in Fig. 7a.

(a) Mohr's circles corresponding to the ASTM E519 [64] and RILEM LUM B6 [65] interpretations of the diagonal compression test. (b) Idealized representation of the stress–strain response of masonry under diagonal tension shear loading and definition of the parameters used for the calculation of the shear modulus (G) and ductility index (μ)
ASTM E519 [64] assumes a pure shear stress state at the center of the masonry specimen. Under these conditions, the shear stress (το) is equal to the main traction (σI), and can be determined from the applied force (Pd) and the net cross-sectional area of the loaded diagonal (Ad,net) as:
On the other hand, the RILEM guidelines consider that the stress field on a square masonry specimen under diagonal compression is not uniform and is characterized by both shear and normal stresses. According to this theory, which is based on the hypothesis of an elastic homogeneous isotropic continuum, the maximum principal (tensile) stress at the center of the panel (σI) and the shear stress (το) are given by:
In the calculations conducted using the above equations, the net cross-sectional area of the specimens was estimated as:
where hw and bw are the height and length of the masonry specimen, tb is the thickness of the masonry and tcoat is the thickness of the TRM.
Shear strains (γ) were calculated as:
where εc and εt are the strains along the shortening (compressed) and the elongating (tensioned) diagonals of the specimen, obtained from the average readings of the LVDTs located on both sides of the wall.
The idealized representation of the shear stress vs shear strain curve (το−γ), given in Fig. 7b, presents the parameters used for calculating the specimens’ initial shear modulus (G) and ductility index (μ). The initial shear modulus was calculated as the secant modulus between 10 and 33% of the maximum shear stress (το,max). Two different values of G were calculated using the estimates of shear stresses by the ASTM and RILEM guidelines. Furthermore, a ductility index (μ) was evaluated from the ratio between the shear strain at failure, γu, and the limit elastic shear strain, γe.; μ = γu/γe. Based on Del Zoppo et al. [33], Menna et al. [66] and Prota et al. [67], the elastic limit strain was taken equal to the strain at the peak stress (γe = γmax), assuming that the specimen seizes to behave elastically upon attainment of its maximum load resistance. The strain at failure was taken as the shear strain corresponding to 20% drop in load resistance [33, 63, 66] or as the strain at the end of the test, in cases where such a strength reduction was not attained. As discussed by Cassese et al. [63], there is currently no standardized methodology for the determination of the ductility index and different approaches are adopted for defining the various parameters used in calculations. The limit elastic strain is usually associated with stresses at 70–100% of the peak stress, while the ultimate strain is defined considering a 15–40% drop in post-peak load resistance. Alternatively, the two nominal limit strains can be defined following an energy balance approach for the bilinearization of the stress–strain curve [68, 69]. These inconsistencies introduce some degree of uncertainty to the calculation of the ratio μ and make comparisons with data reported in other studies more difficult. Nevertheless, considering that the assumption γe = γmax is rather conservative, it can be argued that the results hereby obtained provide an indication regarding the minimum local ductility that the tested masonry members are expected to develop.
3.2.3 Results
The results obtained from the testing of the reference unreinforced masonry specimens (S-DC-Ref) and of the specimens retrofitted with the NHL (S-DC-NHL) and FRL (S-DC-FRL) TRMs are given in Table 5. Figure 8 shows the recorded shear stress vs shear strain curves and presents the failure modes sustained by the tested specimens.

(a) Shear stress vs shear strain curves obtained from diagonal compression tests on unreinforced stone masonry wallettes (S-DC-Ref) and on wallettes retrofitted with single-sided TRMs constructed using NHL (S-DC-NHL) and FRL (S-DC-FRL) mortars. (b) Modes of failure sustained by stone masonry specimens under diagonal compression
For all types of specimens examined, the stress–strain behavior under diagonal compression was generally characterized by a pseudo-elastic branch, which was essentially linear up to approximately 50% of the peak shear stress (Fig. 8a). This was followed by a stiffness degradation stage with shear hardening up to the maximum allowable stress. Softening response occurred in the post-peak region. Specimens with the FRL-TRM generally exhibited a less abrupt drop of load resistance in the post-peak branch.
No significant out-of-plane deformations were observed during the tests, despite the asymmetric configuration of TRM strengthening. The predominant failure mode was shear sliding along the bed joints. This was often accompanied by stepped cracking that initiated at the masonry joints and eventually propagated to the stone blocks (Figs. 8b and 9a). Stone masonry specimens retrofitted with TRMs also exhibited sliding failure, with or without stepped cracking. Both strengthening systems considered succeeded in retaining the integrity of the masonry after the development and propagation of the damage. The damage sustained by the TRM composites themselves consisted of cracks in the matrix, which occurred in the same areas where damage had developed on the masonry. Notably, no tensile rupture of the glass grid was detected for all retrofitted specimens. However, the TRM applied with conventional lime mortar (S-DC-NHL) showed signs of detachment from the substrate at the ultimate stages of loading (Fig. 9b). In the FRL matrix material, a bridging effect from the discrete fiber reinforcement could be clearly observed upon crack formation. This led to a more stable crack growth process and enabled the coating layer to reach higher levels of deformation without fracture or delamination. In fact, the fiber-reinforced coating followed the deformed shape of the masonry specimen and did not lose adhesion to the substrate, even when the relative sliding among the stone blocks exceeded 10 mm (Fig. 9c). Bustos-García et al. [20], who performed diagonal compression tests on brick masonry walls retrofitted with FRM, also observed that such coatings could resist loads for longer periods of time, thus supporting large deformations without detachment.

(a) Combined bed joint and stepped cracking recorded on the front (left) and rear (right) faces of unreinforced masonry specimen S-DC-Ref-4. (b) Damage on the coated and free faces of masonry specimen S-DC-NHL-3 with zoomed view of the area where detachment of the TRM started to develop at the final stages of loading. (c) Damage on the coated and free faces of masonry specimen S-DC-FRL-3 with zoomed views showing the relative sliding among the stone blocks (≥ 10 mm) and the capacity of the cracked FRL-TRM to follow the deformation of the masonry
The average shear strength and shear modulus of un-retrofitted stone masonry specimens (S-DC-Ref) were found to be 0.40/0.50 MPa and 2.0/2.5 GPa (ASTM/RILEM calculation methods). An 80% increase in shear strength was observed after the application of the TRM system with the conventional lime mortar (S-DC-NHL); 0.73/0.90 MPa. Comparable data from the literature are quoted in Table 6. These indicate that a 35–95% increase in the in-plane shear capacity of stone masonry can be expected with single-sided TRM reinforcement installed without mechanical anchorage. It can thus be argued that the results obtained from the NHL-TRM system are well in line with the outcomes of other studies. Some increase (ca. 30%) in the average shear modulus was also observed with this retrofitting solution; 2.6/3.2 GPa. In terms of deformability, no profound effect was detected. Although the addition of the TRM layer did in most cases lead to some increase in the strain at peak shear stress, the final ductility indexes of the reinforced specimens were within the 2–4 range computed for the un-retrofitted ones.
The use of the hybrid FRM-TRM system (S-DC-FRL) resulted in substantial improvement of the in-plane behavior of the stone masonry. An average shear strength (1.5/1.9 MPa) 269% higher than the reference specimens was achieved, while the average shear modulus (4.5/5.6 GPa) increased by 128%. It should be underlined that the strengthening effect produced exceeds by far the results obtained in several other studies. With single-sided TRM, a maximum strength increment of 218% was found in the literature [69]; this was however realized using mechanical anchorage of the reinforcement. Although strength increments > 300% are reported for stone masonries with double-sided TRM retrofitting [70, 71], the strengthening achieved is most often in the range 50–260%. Del Zoppo et al. [33, 34], who also used fiber-reinforced TRM matrices, observed an average increase of 50–73% in the shear capacity of rubble limestone masonry and ashlar tuff masonry with single-sided reinforcement. Experimental results indicate that the FRL-TRM can also enhance the deformation capacity of stone masonry. The ductility indices obtained for the S-DC-FRL series are consistently > 6, whereas the maximum respective value computed for the control specimens is 4.1. The reported increase in ductility can be considered as a lower bound, since for most specimens retrofitted with the hybrid FRM-TRM system, useful deformation measurements could be taken only up to 10% drop in load resistance. It is worth noting that tests conducted on rubble stone [34] and brick [72, 73] masonry specimens show that retrofitting with FRM coatings alone can increase the shear strength, but cannot drastically improve the post-peak behavior. Comparative testing of specimens strengthened with hybrid FRM-TRM and FRM alone revealed that grid reinforcement can significantly influence the load and deformation capacities reached [34].
The superior performance that the FRL-TRM exhibited, in comparison to the NHL-TRM, is largely attributed to the properties of the mortar matrix. The FRL mortar has lower elastic modulus than the NHL mortar, which, according to the classical mechanics of brittle matrix composites [74] (given the same volumetric ratio and type of textile reinforcement), tends to increase the composite tensile stress at which cracking will occur. In addition, the FRL mortar has high ductility, which arises from the bridging effect produced by the discrete fibers incorporated in its composition. This type of matrix has considerable residual strength in the cracked state and can still contribute to the tensile load capacity of the TRM layer and of the entire masonry, whereas the conventional NHL mortar has negligible strength after cracking. It should be underlined that the strengthening effect achieved by the FRL-TRM may not be solely linked to the mechanical characteristics of this system, but may also be partly due to the influence of the polymeric admixture used in the mortar mix design. SBR latex can have a significant effect on the mortar-to-substrate interface, as it tends to increase the adhesion of cementitious materials [75, 76]. Also, SBR latex can improve the bond between the matrix and the reinforcement [77, 78], thus resulting in enhanced composite action among the TRM constituents. Indeed, the FRL mortar containing SBR latex showed excellent bond characteristics under diagonal compression loading, whereas the NHL-TRM suffered from debonding phenomena (see for example Fig. 9b and c).
4 Conclusions
An experimental study for the development of a high ductility lime mortar suitable for the strengthening of masonry constructions was carried out. A cementless lime-pozzolana mortar mixture was designed and used as reference composition to investigate its behavior following the addition of polypropylene fibers. For the characterization of these lime-based composites, bending, compression, elastic modulus, capillary absorption, density and porosity measurements were carried out, along with SEM observations. The reference and fiber-reinforced mortars developed were used as textile carrying matrices for the in-plane strengthening of stone masonry walls. In this framework, single-sided TRM systems were applied on stone masonry wallettes and their efficiency was assessed with respect to the response of bare (un-retrofitted) specimens. The TRMs had 15 mm thickness and incorporated alkali resistant glass fiber textiles with 18.2 × 14.2 mm grid.
The main results obtained are summarized below:
-
Lime mortars with adequately high mechanical properties can be produced with the use of pozzolanic additives and by controlling the binder-to-aggregate and water-to-binder ratios. In this study, a compressive strength of 12 MPa and an elastic modulus ca. 6.7 GPa was be achieved by replacing 20% of the lime binder with silica fume and by adopting a binder-to-aggregate ratio of 1:1.5. The addition of lignosulfonate plasticizer and SBR Latex at respective dosages of 0.003 kg and 0.3 L per kg of binder proved to be effective in controlling the water demand and achieving adequate workability in the fresh state. SBR Latex was found to be more effective when the mixture incorporated substantial amounts of fibers.
-
The incorporation of polypropylene fibers at 0.76% w/w of the total solids resulted in a novel end-product with favorable mechanical performance, particularly under the effect of bending loads. This is attributed to the good interfacial bonding between the fibers and the matrix, as indicated by SEM observations. Although the fiber-reinforced mortar exhibited a relatively less dense microstructure, compared to the reference one, a compressive strength near 8 MPa could still be achieved. Moreover, the reduction observed in the material’s elastic modulus (ca. 3.5 GPa) is considered to be beneficial with respect to the compatibility intended with weak masonry substrates. Notably, the flexural behavior of the lime FRM was characterized by deflection hardening, which is an excellent ductility property not commonly reported for lime-based materials. Under flexure, fiber bridging occurred after cracking, thereby enabling the material to sustain useful load that exceeded by 5–20% the first-crack strength. The FRM also showed improved post-peak ductility under compression, retaining > 50% residual strength up to strains 4 times higher than the strain at the peak compressive stress.
-
Diagonal compression tests conducted on ashlar stone masonry wallettes with single-sided TRMs constructed using the reference and fiber-reinforced mortars hereby developed, showed that a substantial increase in the shear capacity can be realized with the proposed systems. The strength increment attained in each case depended on the properties and composition of the TRM matrix material. Regardless of its beneficial effect on the load resistance of the masonry, TRM retrofitting did not alter the prevalent failure mechanism, which was generally characterized by bed joint sliding, in combination with stepped diagonal cracking. The strengthening layers exhibited macro-cracks that followed the failure paths of the masonry. Damage in the TRM propagated through the matrix, without causing rupture of the textile reinforcement.
-
Masonry specimens retrofitted with TRM constructed using the reference lime mortar exhibited 80% higher shear strength, compared to un-retrofitted specimens. However, this system was not found to pose a significant effect in the deformation capacity of the masonry. Ductility indices computed for both specimen typologies were in the region 2–4. Furthermore, the behavior of this TRM system at the ultimate stages of loading was affected to some degree by debonding.
-
Notably, the hybrid FRM-TRM system resulted in > 250% increase in the shear capacity of the masonry. Also, specimens retrofitted with this system gave ductility indices > 6, which are > 50% higher than those recorded for the un-retrofitted specimens. The hybrid FRM-TRM showed superior performance over the conventional one in terms of bonding to the substrate, stable crack growth and ability to retain integrity at high levels of deformation. This can be largely attributed to the influence of dispersed fiber reinforcement on the composite mechanical behavior. The use of a polymeric admixture (SBR Latex) in the mortar matrix synthesis, that can enhance bond behavior, may have also produced a beneficial effect.
Overall, the results obtained by the characterization and pilot application of the newly developed high ductility lime FRM are very promising and indicate that this solution has good potential for the upgrading of the seismic resistance of masonry structures. To this end, further work is recommended to study in more depth the mechanics of the hybrid FRM-TRM system. Firstly, the influence that admixtures pose on the end performance of the TRM should be examined to quantify the extent to which strength and ductility enhancement can be affected by such additions. The tensile stress–strain response of the TRM composite and the bond behavior at the matrix-textile and the matrix-masonry interfaces should also be investigated. Finally, pilot applications at a larger scale should be performed, aiming to verify strengthening efficiency under in-plane loading and to examine performance under out-of-plane loading.
References
Stefanidou M, Papayianni I, Pachta V (2012) Evaluation of inclusions in mortars of different historical periods from Greek monuments. Archaeometry 4:737–751
Pachta V, Stefanidou M, Konopisi S, Papayianni I (2014) Technological evolution of historic structural mortars. J Civ Eng Archit 7(80):846–854
Thirumalini P, Sekar S (2013) Review on herbs used as admixture in lime mortar used in ancient structures. Indian J Appl Res 3(8):295–298
ACI 544.1R-96 (2002) Report on fiber reinforced concrete. American Concrete Institute, Farmington Hills
Bentur R, Mindess S (2007) Fibre reinforced cementitious composites. Taylor & Francis, New York
Brandt A (2008) Fibre reinforced cement-based (FRC) composites after over 40 years of development in building and civil engineering. Compos Struct 86:3–9
Naaman A (2003) Strain hardening and deflection hardening fiber reinforced cement composites. In: Naaman A, Reinhardt H (eds) International workshop high performance fiber reinforced cement composites. RILEM Publications SARL, Paris, pp 96–113
Majumder A, Stochino F, Fraternali F, Martinelli E (2021) Seismic and thermal retrofitting of masonry buildings with fiber reinforced composite systems: a state of the art review. Int J Struct Glass Adv Mater Res 5:41–67
Kouris L, Triantafillou T (2018) State-of-the-art on strengthening of masonry structures with textile reinforced mortar (TRM). Constr Build Mater 188:1221–1233
Ghiassi B (2019) Mechanics and durability of textile reinforced mortars: a review of recent advances and open issues. RILEM Tech Lett 4:130–137
de Felice G, D’Antino T, De Santis S, Meriggi P, Roscini F (2020) Lessons learned on the tensile and bond behavior of fabric reinforced cementitious matrix (FRCM) composites. Front Built Environ 6(5):1–15
D’Antino T, Papanicolaou C (2017) Mechanical characterization of textile reinforced inorganic-matrix composites. Compos B 127:78–91
de Felice G, De Santis S, Garmendia L, Ghiassi B, Larrinaga P, Lourenço P, Oliveira D, Paolacci F, Papanicolaou C (2014) Mortar-based systems for externally bonded strengthening of masonry. Mater Struct 47:2021–2037
Papanicolaou C, Triantafillou T, Papathanasiou M, Karlos K (2008) Textile reinforced mortar (TRM) versus FRP as strengthening material of URM walls: out-of-plane cyclic loading. Mater Struct 41:143–157
Boem I (2022) Masonry elements strengthened with TRM: a review of experimental, design and numerical methods. Buildings 12(9):1307
Papanicolaou C, Triantafillou T, Karlos K, Papathanasiou M (2007) Textile-reinforced mortar (TRM) versus FRP as strengthening material of URM walls: in-plane cyclic loading. Mater Struct 40:1081–1097
Chan R, Bindiganavile V (2010) Toughness of fibre reinforced hydraulic lime mortar. Part-1: quasi-static response. Mater Struct 43:1435–1444
Santarelli M, Sbardella F, Zuena M, Tirillò J, Sarasini F (2014) Basalt fiber reinforced natural hydraulic lime mortars: a potential bio-based material for restoration. Mater Des 63:398–406
Formisano A, Chiumiento G, Dessì E (2020) Laboratory tests on hydraulic lime mortar reinforced with jute fibres. Open Civ Eng J 14:152–162
Bustos A, Moreno E, González F, Cobo A (2020) Influence of the addition of carbon fibers on the properties of hydraulic lime mortars: comparison with glass and basalt fibers. Mater Constr 70(340):e229
Iucolano F, Liguori B, Colella C (2013) Fibre-reinforced lime-based mortars: a possible resource for ancient masonry restoration. Constr Build Mater 38:785–789
Erdogmus E, Armwood C, Haider H, Yang Y (2010) Flexural strength of fiber reinforced lime mortars for historic masonry structures. In: 2nd Conference on Historic Mortars—HMC 2010 and RILEM TC 203-RHM final workshop, Prague, Czech Republic, 22–24 September
Angiolilli M, Gregori A, Vailati M (2020) Lime-based mortar reinforced by randomly oriented short fibers for the retrofitting of the historical masonry structure. Materials 13:3462
Vailati M, Mercuri M, Angiolilli M, Gregori M (2021) Natural-fibrous lime-based mortar for the rapid retrofitting of heritage masonry buildings. Fibers 9:68
Di Bella G, Fiore V, Galtieri G, Borsellino C, Valenza A (2014) Effects of natural fibres reinforcement in lime plasters (kenaf and sisal vs. Polypropylene). Constr Build Mater 58:159–165
Megna B, Badagliacco D, Sanfilippo C, La Mantia T, Ercoli L, Valenza A (2019) Formulation of lime mortars based on natural fibers and waste materials for more sustainable buildings. Acad J Civ Eng 37(2):564–569
Kesikidou F, Stefanidou M (2019) Natural fiber-reinforced mortars. J Build Eng 25:100786
Li V, Fischer G (2002) Influence of matrix ductility on tension-stiffening behavior of steel reinforced engineered cementitious composites (ECC). ACI Struct J 9(1):104–111
Li D, Ding Y, Wang Q, Zhang Y, Azevedo C, Zhang Y (2019) Hybrid effect of fibre mesh and short fibres on the biaxial bending behaviour of TRC. Mag Concr Res 71(16)
Mechtcherine V (2012) Towards a durability framework for structural elements and structures made of or strengthened with high-performance fibre-reinforced composites. Constr Build Mater 31:94–104
Barhum R, Mechtcherine R (2012) Effect of short, dispersed glass and carbon fibres on the behaviour of textile-reinforced concrete under tensile loading. Eng Fract Mech 92:56–71
Ferrara G, Pepe M, Toledo Filho R, Martinelli E (2021) Mechanical Response and Analysis of Cracking Process in Hybrid TRM Composites with Flax Textile and Curauá Fibres. Polymers 13:715
Del Zoppo M, Di Ludovico M, Balsamo A, Prota A (2019) In-plane shear capacity of tuff masonry walls with traditional and innovative Composite Reinforced Mortars (CRM). Constr Build Mater 210:289–300
Del Zoppo M, Di Ludovico M, Balsamo A, Prota A (2020) Diagonal compression testing of masonry panels with irregular texture strengthened with inorganic composites. Mater Struct 53:107
Franzoni E, Santandrea M, Gentilini C, Fregni A, Carloni C (2019) The role of mortar matrix in the bond behavior and salt crystallization resistance of FRCM applied to masonry. Constr Build Mater 209:592–605
Ascione L, de Felice G, De Santis S (2015) A qualification method for externally bonded Fibre Reinforced Cementitious Matrix (FRCM) strengthening systems. Compos B 78:497–506
Razavizadeh A, Ghiassi B, Oliveira D (2014) Bond behavior of SRG-strengthened masonry units: testing and numerical modeling. Constr Build Mater 64:387–397
Circolare 21, Istruzioni per l'applicazione dell' Aggiornamento delle "Norme tecniche per le costruzioni" (In Italian). Ministry of Infrastructure and Transport, Rome (2019)
EN 998-1 (2016) Specification for mortar for masonry. Rendering and plastering mortar. CEN, Brussels
EN 998-2 (2016) Specification for mortar for masonry. Masonry mortar. CEN, Brussels
EN 459-1 (2015) Building lime—part 1: definitions, specifications and conformity criteria. CEN, Brussels
Grist E, Paine K, Heath A, Norman J, Pinder H (2013) Compressive strength development of binary and ternary lime–pozzolan mortars. Mater Des 52:514–523
Savage D , Benbow S (2007) Low pH cements, Swedish nuclear power inspectorate: (SKI) Report 2007:32
Cuypers H, Wastiels J, Van Itterbeeck P, De Bolstera E, Orlowsky J, Raupach M (2006) Durability of glass fibre reinforced composites experimental methods and results. Compos A Appl Sci Manuf 37(2):207–215
EN 13263-1 (2009) Silica fume for concrete—part 1: definitions, requirements and conformity criteria. CEN, Brussels
Lanasa J, Perez Bernal J, Bellob M, Alvarez Galindo J (2004) Mechanical properties of natural hydraulic lime-based mortars. Cem Concr Res 34:2191–2201
BS 5139 (1991) Method of specifying general purpose polypropylene and propylene copolymer materials for moulding and extrusion. BSI, London
Pérez-Nicolás M, DuranI A, Navarro-Blasco L, Fernández J, Sirera J, Alvarez J (2016) Study on the effectiveness of PNS and LS superplasticizers in air lime-based mortars. Cem Concr Res 82:11–22
Duran A, González-Sánchez J, Fernández J, Sirera R, Navarro-Blasco I, Alvarez J (2018) Influence of two polymer-based superplasticizers (poly-naphthalene sulfonate, PNS, and lignosulfonate, LS) on compressive and flexural strength, freeze-thaw, and sulphate attack resistance of lime-metakaolin grouts. Polymers (Basel) 10(8):824
EN 1015–11 (1999) Methods of test for mortar for masonry—part 11: determination of flexural and compressive strentgth of hardened mortar. CEN, Brussels
EN 1015-3 (1999) Methods of test for mortar for masonry.—Part 3: determination of consistence of fresh mortar (by flow table). CEN, Brussels
EN 13412 (2006) Products and systems for the protection and repair of concrete structures. Test methods. Determination of modulus of elasticity in compression. CEN, Brussels
Hall C, Hoff W (2012) Water transport in brick, stone and concrete, 2nd edn. CRC Press, Boca Raton
EN 1015-18 (2002) Methods of test for mortar for masonry.—Part 18: determination of water absorption coefficient due to capillary action of hardened mortar. CEN, Brussels
Chen W, Xie Y, Li B, Wang J, Thom N (2021) Role of aggregate and fibre in strength and drying shrinkage of alkali-activated slag mortar. Constr Build Mater 299:124002
Bentur A, Mindess S, Vondran G (1989) Bonding in polypropylene fibre reinforced concretes. Int J Cem Compos Lightweight Concr 11(3):153–158
Richardson A (2006) Compressive strength of concrete with polypropylene fibre additions. Struct Surv 24(2):138–153
Fanella D, Naaman A (1985) Stress strain properties of fiber reinforced mortar in compression. ACI J 82(4):475–483
Kobayashi K, Cho R (1981) Flexural behaviour of polyethylene fibre reinforced concrete. Int J Cem Compos Lightweight Concr 3(1):19–25
Modestou S, Theodoridou M, Fournari R, Ioannou I (2016) Physico-mechanical properties and durability performance of natural building and decorative carbonate stones from Cyprus. Geol Soc Spec Publ 416:145–162
ASTM C1314 (2022) Standard test method for compressive strength of masonry prisms. ASTM International, West Conshohocken
Gattesco N, Boem I, Dudine A (2015) Diagonal compression tests on masonry walls strengthened with a GFRP mesh reinforced mortar coating. Bull Earthq Eng 13:1703–1726
Cassese P, Balestrieri C, Fenu L, Asprone D, Parisi F (2021) In-plane shear behaviour of adobe masonry wallets strengthened with textile reinforced mortar. Constr Build Mater 306:124832
ASTM E519 (2002) Standard test method for diagonal tension (shear) in masonry assemblages. ASTM International, West Conshohocken
RILEM LUMB 6 (1991) Diagonal tensile strength tests of small wall specimens. In: RILEM recommendations for the testing and use of constructions material, London, E & FN SPON, p 488–489
Menna C, Asprone D, Durante M, Zinno A, Balsamo A, Prota A (2015) Structural behaviour of masonry panels strengthened with an innovative hemp fibre composite grid. Constr Build Mater 100:111–121
Prota A, Marcari G, Fabbrocino G, Manfredi G , Aldea C (2006) Experimental in-plane behavior of tuff masonry strengthened with cementitious matrix–grid composites. J Compos Constr 10(3)
Marcari G, Basili M, Vestroni F (2017) Experimental investigation of tuff masonry panels reinforced with surface bonded basalt textile-reinforced mortar. Compos B 108:131–142
Parisi F, Iovinella I, Balsamo A, Augenti N, Prota A (2013) In-plane behaviour of tuff masonry strengthened with inorganic matrix–grid composites. Compos B 45:1657–1666
Gattesco N, Boem I (2015) Experimental and analytical study to evaluate the effectiveness of an in-plane reinforcement for masonry walls using GFRP meshes. Constr Build Mater 88:94–104
Angiolilli M, Gregori A, Pathirage M, Cusatis G (2020) Fiber reinforced cementitious matrix (FRCM) for strengthening historical stone masonry structures: experiments and computations. Eng Struct 224:111102
Bustos-García A, Moreno-Fernández E, Zavalis R, Valivonis J (2019) Diagonal compression tests on masonry wallets coated with mortars reinforced with glass fibers. Mater Struct 52:60
Lucchini S, Facconi L, Minelli F, Plizzari G (2020) Retrofitting unreinforced masonry by steel fiber reinforced mortar coating: uniaxial and diagonal compression tests. Mater Struct 53:144
Aveston J, Cooper G, Kelly A (1971) Single and multiple fracture. In: The properties of fiber composites: conference proceedings, National Physical Laboratory, Guildford, IPC Science and Technology Press, p 15–26
Sadrmomtazi A, Kohani Khoshkbijari R (2019) Determination and prediction of bonding strength of polymer modified concrete (PMC) as the repair overlay on the conventional concrete substrate. KSCE J Civ Eng 23:1141–1149
Saberi Varzaneh A, Naderi M (2021) Study of bond strength between polymer-modified mortars/concrete and their mechanical properties using “friction-transfer” and “pull-off” methods. Mech Adv Compos Struct 8(1):171–184
Rocha Ferreira S, Rodrigues Sena Neto A, De Andrade Silva F, Gomes De Souza F, Dias Toledo Filho R (2020) The influence of carboxylated styrene butadiene rubber coating on the mechanical performance of vegetable fibers and on their interface with a cement matrix. Constr Build Mater 262:120770
Diab A, Elyamany H, Ali A (2013) Experimental investigation of the effect of latex solid/water ratio on latex modified co-matrix mechanical properties. Alex Eng J 52(1):83–98
Faella C, Martinelli E, Nigro E, Paciello S (2010) Shear capacity of masonry walls externally strengthened by a cement-based composite material: an experimental campaign. Constr Build Mater 24:84–93
Acknowledgements
The work presented in this paper has been undertaken in the framework of the research project “Novel integrated approach for seismic and energy upgrading of existing buildings” (INTEGRATED/ 0916/0004), which was co-funded by the Cyprus Research and Innovation Foundation and the European Regional Development Fund, under the Integrated Projects call of the “RESTART 2016-2020” Programme for Research, Technological Development and Innovation. The authors gratefully acknowledge the support of Tsircon Co Ltd. in supplying the raw materials used in this study and of Geoinvest Ltd. in contributing to the preparation of the stone masonry specimens. They also acknowledge the valuable assistance of Dr Loucas Petrou and Mr Michalis Michael in the preparation of the diagonal compression test setup. Finally, the provision of equipment by the Department of Civil Engineering and Geomatics of the Cyprus University of Technology for the preparation of the diagonal compression loading frame is thankfully acknowledged.
Funding
Open access funding provided by the Cyprus Libraries Consortium (CLC).
Author information
Authors and Affiliations
Contributions
Rogiros Illampas: Conceptualization, Methodology, Investigation, Validation, Formal analysis, Visualization, Writing—original draft. Ioannis Rigopoulos: Conceptualization, Methodology, Investigation, Validation, Writing—original draft. Ioannis Ioannou: Conceptualization, Methodology, Resources, Validation, Writing—review and editing, Supervision, Project administration, Funding acquisition.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Supplementary file1 (MP4 12108 KB)
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Illampas, R., Rigopoulos, I. & Ioannou, I. Development and performance evaluation of a novel high-ductility fiber-reinforced lime-pozzolana matrix for textile reinforced mortar (TRM) masonry strengthening applications. Mater Struct 57, 75 (2024). https://doi.org/10.1617/s11527-024-02340-y
Received:
Accepted:
Published:
DOI: https://doi.org/10.1617/s11527-024-02340-y