
Abstract
High performance fiber reinforced concrete is developing quickly to a modern structural material with a high potential. As for instance testified by the recent symposium on HPFRC in Kassel, Germany (April 2008) the number of structural applications increases. At this moment studies are carried out with the aim to come to an international recommendation for the design of structures with HPFRC. Research projects are being carried out in order to supply missing information in relevant areas. Some examples of recent research at TU Delft are given. For the preparation of an internationally acceptable design recommendation for HPFRC a number of principles should be respected. The code should as much as possible be in harmony with the code for conventional fiber concrete. Moreover it should be consistent with existing design recommendations for structural concrete. Second thoughts on the introduction of such a new code are given.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 High performance fiber reinforced concrete on its way to structural application
Generally speaking, the definition “high performance” is meant to distinguish structural materials from the conventional ones, as well as to optimize a combination of properties in terms of final applications related to civil engineering. The most interesting properties are, for example, strength, ductility, toughness, durability, stiffness, thermal resistance, even though it is necessary to take into account the final cost of the material and, above all, of the produced structural members [11].
In comparison with normal technical developments, the step from high strength concrete to ultra-high strength concrete in general was a rather unusual one. The development from normal strength (plain) concrete to high strength (plain) concrete with a cylinder strength of about 100 N/mm2 took approximately a decade. A concrete compressive strength of 100–110 N/mm2 was regarded to be a practical maximum, since the strength of the aggregate particles does not allow a further increase of the bearing capacity of the concrete. Fiber reinforced concrete is as well a material which has encountered limits in its development due to reasons related to its composition. In this case it was the reduced workability of concretes with increasing volumes of fibers which impeded the step to becoming a real high performance material. As a reaction on this limitation due to workability, interesting concepts were developed to increase the maximum volume of fibers and their efficiency. In the nineties the material SIFCON (Slurry Infiltrated Fibre CONcrete) was developed, the fibers of which are placed and compacted first, after which the space between them was filled with a cement-based slurry. In this way a fiber content of 12–13 vol.% can be reached, which is about 10 times the maximum volume obtained in conventional fiber concrete. Very large strain capacities (10–15%) and high strengths (120–140 MPa) can be achieved in this way, see for instance Naaman [19]. A disadvantage of this material is that, during packing, the fibers get a non-homogeneous orientation (predominantly 2-D) which is, in combination with the cost involved, a restriction to its application. Another concept was SIMCON (Slurry Infiltrated Mat CONcrete). To produce this concrete, a manufactured continuous mat of interlocking discontinuous steel fibers is placed in a form, subsequently infiltrated with a flowable cement-based slurry [13].
However, on the basis of advanced ideas with regard to the composition of fibre reinforced concrete mixtures, new types of fibre reinforced concretes with compressive strengths up to 200 N/mm2 and fibre contents up to 2.5 vol.% (175 kg/m3) became available. The new generation of ultra high strength concretes is characterized by a maximum particle diameter of about 1–2 mm, a high particle packing density as a result of the smart use of combinations of fine particles of different origin, a low water cement ratio—enabled by the use of appropriate superplasticizers—, that results in a complete use of the water in the concrete during hydration and fine steel fibers providing the hardened concrete with excellent ductility.
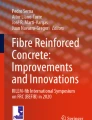
From the moment that the potential of the new generation of fiber reinforced concrete’s draw attention, for instance by realization of the high performance concrete pedestrian bridge in Sherbrooke, Canada [1], creative designers and structural engineers came up with a wide scope of ideas. Until now a number of pilot projects have been carried out, with on the one hand the aim to demonstrate the potential of the material for structural applications, and on the other hand to verify expectations based on experimental evidence. A recent example of such a pilot project, partially aiming at convincing building authorities of the reliability of the new material and partially for research and development, was the Gärtnerplatz bridge in Kassel Germany [7], which was opened to the public in 2007 (Fig. 1). The bridge has a total length of 133 m and consists of an upper slab of a concrete with a strength of 185 N/mm2 and a thickness of 80–120 mm. The slab is supported by a three dimensional steel truss. The high performance concrete deck is connected to the truss with a glued connection. This concept is promising: high performance concrete and steel can be an excellent combination, if the best properties of both materials are combined in an optimum way. Research on interface design solutions therefore deserves attention. Substantial recent experience has been gained with the use of HPFRC in various types of structures, e.g. by French engineers [3, 22, 27]. These new structures show that HPFRC is a material with which light, slender and durable structures, which are simultaneously appealing from an esthetic point of view and ecologically interesting by the possibility to minimize the use of materials, are possible.

Gärtnerplatzbridge in Kassel, Germany (2007), consisting of a high performance deck glued to a 3-D steel truss
An interesting discovery was that also the region between the meanwhile “conventional” high strength concrete (with f ′c ≤ 110 N/mm2) and ultra high strength concrete (f ′c ≥ 180 N/mm2) offers as well interesting chances for application. A good example of this is the repair of bridge decks with high performance fibre reinforced concrete. In the Netherlands many orthotropic steel bridges suffer from fatigue cracking caused by the unforeseen development of traffic loads. Repairing those cracks makes only sense if future damage is avoided by adequate measures. The solution chosen was the application of a fiber concrete with an intermediate strength of 85–115 N/mm2 and 70 kg/m3 (0.9 vol.%) straight steel fibers (12.5/0.4 mm). The thickness of the overlay is about 50–60 mm. The overlay contains one or two layers of welded mild steel reinforcement (bar diameter 8 mm at spacing 50 mm). The connection between the HPFRC overlay and the steel deck is achieved by at first applying an epoxy layer (2 mm) at the steel surface, on which fine broken aggregate (4–6 mm) is sprayed in order to obtain an interface layer with sufficient bonding capacity. Figure 2 shows a steel beam with such an overlay, subjected to a fatigue test at TU Delft. The replacement of the asphalt layer by the high performance fibre concrete results in a reduction of the stresses in the steel girders, from 125 N/mm2 down to 25 N/mm2, by virtue of added dead weight and the increased moment of inertia of the cross section. The solution chosen is an optimum both with regard to structural behaviour and service life. Tests have been carried out with regard to the time-dependant behaviour of the concrete, the adhesion capacity, the frost-thaw resistance in combination with de-icing chemicals and chloride penetration. These tests confirmed the durability of the solution, see also Braam [4] and Buitelaar [6].

Fatigue test on a steel girder provided with an overly of HPFRC [4]
Combining high performance fibre concrete with traditional reinforcement gives as well a suitable option for many applications. Another interesting application of HPFRC, combined with a high percentage of reinforcing steel in bridge decks is the replacement of the old bridge decks of the Kaag-Bridges in the Netherlands. Figure 3 shows the assembly of the precast bridge decks in UHPFRC. It was already shown by Bache in 1991 [2] that a combination of fibers and conventional reinforcing steel can lead to a composite with high strength and ductility. The concrete mixture for the Kaag Bridges was a combination of CEM III 52.4, silicafume, bauxite particles 0–1 and 5–8 mm, 200 kg/m3 (2.5 vol.%) straight steel fibers 12.5/0.4 mm, appropriate superplasticizers and an air entraining agent. The water binder ratio was 0.18. The strength class reached with this mixture was C180. After one day hardening the compressive strength was already 90 N/mm2. The bridge decks shown in Fig. 3 have a thickness of only 45 mm. They are reinforced with 3 meshes 8 mm-40 mm, which results in a reinforcing ratio of 8%. Those three layers fit in a height of about 26 mm. The concrete cover at the upper side is 9 mm and at the lower side 10 mm. The length of a deck element is 7.3 m and the width is 3.0 m. The element is supported on beams at a distance of 865 mm. The specific weight of the concrete is 2850 kg/m3. The weight of a panel per m2 is 170 kg. Although the cost of the material per m3 is high, the solution in total is competitive because of the small volume of the material which is needed, the easy transport, the quick assembly and the long service life.

Assembly of precast deck panels in reinforced ultra high strength fiber reinforced concrete (Kaag Bridges, The Netherlands)
Also in Switzerland meanwhile extended experience has been gained with regard to using high performance fibre concrete” for the rehabilitation of bridges [5].
Also the combination of prestressing steel and fibers is promising. This was demonstrated by the pilot production of high performance concrete sheet piles (Fig. 4).

HPFRC sheet piles prestressed with strands 3/8′′
The sheet piles had a thickness of 45 mm. The concrete had a strength of about 120 N/mm2 and contained 125 kg/m3 (1.6 vol.%) short steel fibers (13/0.16). Compared with sheet piles in concrete C55 the volume of concrete necessary to produce the pile was reduced to about one-third. The fibers were especially useful in the end regions of the pile, where large spalling and splitting stresses occur in the anchorage region of the prestressing strands. By virtue of the fibers these stresses are no problem, even with a sheet pile thickness as small as 45 mm. As a result of their low weight, the sheet piles can be economically transported and vibrated into the bottom with light equipment. As a result of the fibers in the end zones the elements are vibrated into the soil without damage. Since the time to place one sheet pile is considerably reduced, a sheet pile wall can be placed much faster than a corresponding wall made of traditional reinforced concrete sheet piles. As a result of all those advantages, the product is competitive in price with traditional solutions.
2 Developing a basis for appropriate code recommendations
High performance fiber reinforced concrete is still a material for which no internationally accepted design recommendations exist. Partially this is due to insufficient information with regard to the properties of the material. An example of this is the durability of high performance concrete. Designing thin-walled structural elements applying reinforced or prestressed HPFRC allows slender and large span structures. If in such structures large covers would be necessary, the advantage of using HPFRC would significantly be reduced. Research results on the durability of HPFRC are, however, very encouraging, see e.g. Schmidt [25] and Scheydt [24]. In comparison with existing codes for structural concrete new design aspects have to be added. Light, large span, elegant and material saving structures in HPFRC are for instance only possible if reliable rules for control of fatigue loading are available. Other aspects of significance in design are crack width control and the possible use of steel fibers as shear reinforcement. However, it is not only important to have design rules for such phenomena, but as well to have design rules which are as much as possible compatible with existing codes for structural concrete. This would be most advantageous for the development of hybrid structures based on combinations of traditional reinforcement, prestressing steel and fibers. This is expected to become a large field of application. Moreover it would simplify the work of the structural engineer if he could consist of a set of design relations valid both for FRC and HPFRC which could be combined with the existing rules for reinforced and prestressed structures. Therefore it should be investigated if existing international code rules, like e.g. the Eurocode on Concrete Structures, could be extended to include the application of fibers.
Another important requirement in the development of codes is the mutual consistency of design relations for different types of fiber concretes. On the one hand this refers to conventional fibre reinforced concretes, made on the basis of concrete compositions with coarse aggregate particles and large steel fibres, and on the other hand the modern types of high performance fibre concrete, with small aggregate particles and fillers, reinforced by fine, short fibers. As it was shown by the examples given before, there is as well an important area of application in between the conventional types of fibre reinforced concrete with moderate strength and the new types of ultra high strength fiber reinforced concrete. So, altogether there is a large spectrum of fibre reinforced concretes with different properties from which a choice can be made for particular applications. However, if there would be conflicting design rules for different types of FRC this would lead to confusion, questions and lack of confidence by future users of FRC and HPFRC structures. It should therefore be investigated if a common basis for design with fiber concrete in general is possible.
Finally, a special point of attention is the variability of properties of FRC and HPFRC, due to differences in orientation of the fibers, influenced by the way of producing the concrete. Scatter is a natural and logical phenomenon for fiber concrete and design rules should cope with it in an optimum way.
3 Results of recent research at TU Delft
3.1 Hybrid fiber concrete
There have been fundamental discussions on the role of the fibres in FRC. In conventional reinforced fibre concrete the fibers are relatively large in comparison with the aggregate particles. The fibers are activated as soon as a major crack in the concrete occurs: by bridging the crack, fibers more or less act in the same way as reinforcing steel. In HPFRC the fibers are much finer: they are already activated when microcracks occur in the concrete. It may therefore be wondered whether those fine fibers act as reinforcement, or whether they are an integral part of the composite on a lower (micro) level. Markovic [17] combined fine fibres with long fibres. The fine fibers react immediately on microcracking in the concrete. The further growth of those microcracks is therefore counteracted from their origin. Hence the concrete appears to stay longer in the elastic phase. When, under the influence of the increasing external load finally macrocracks occur, the long fibers are activated. Figure 5 shows the results of a number of bending tests on short beams made of hybrid fiber concrete. Here various combinations of long hooked-end steel fibers (l = 40 or 60 mm) and short straight steel fibers (l = 13 mm) have been used. Very high flexural strengths (up to 45 N/mm2) have been measured. The compressive strength of this concrete was about 120 N/mm2. It turned out that there are considerable differences between concretes with only one type of fiber and concretes with combinations of fibers. Figure 5 shows for instance that a mixture with 2 vol.% of fibers (155 kg/m3) with l = 13 mm reached a flexural tensile strength of 25 N/mm2 whereas a mixture with 1 vol.% short fibers (13 mm) plus 1 vol.% long fibers (40 mm) reaches a flexural tensile strength of 40 N/mm2. It can as well be seen in the diagram that 1 vol.% of short fibers combined with 0.5 vol.% of long fibers (40 mm) offers the same flexural tensile strength as 2 vol.% of short fibers. This shows that by combining different types of fibers optimization of mechanical properties can be achieved.

Bending tensile strengths of various types of hybrid fiber concrete [17]
3.2 Fatigue
One of the advantages of HPFRC is that the material allows light structures. A consequence is, however, that fatigue—a criterion that hardly plays a role in massive concrete structures—, can now become decisive. Fatigue can occur for instance due to traffic loads (bridges) or wind loads (off-shore wind turbines). At TU Delft a research project was carried out in which the behaviour of different types of HPFRC under fatigue loading was investigated. The concrete with the highest strength was BSI/Ceracem. This concrete had a relatively large maximum coarse aggregate diameter (7 mm) with 2.5 vol.% (200 kg/m3) fibres 20/0.3 mm. The mean compressive strength was 220 MPa. Another mixture, denoted as HSFRC, was developed at TU Delft [9]. This mixture was as well used for the production of the prestressed sheet piles shown in Fig. 4. The mixture contained 125 kg/m3 (1.6 vol.%) fibers with a length of 13 mm and a width of 0.16 mm. The average compressive strength was 145 N/mm2. The third mixture was a hybrid mixture, with 0.5 Vol% short fibers (l = 13 mm and d = 0.2 mm) and 1 vol.% long fibers with hooked ends (l = 60 mm, d = 0.75 mm) according to Markovic [17]. The compressive strength of this concrete was about 120 N/mm2. With all mixtures beams 125 × 125 × 1000 mm were made, which were subjected to four point bending. Both static and fatigue tests have been carried out. Figure 6 shows the results of the tests with static loading, represented by the relation between calculated flexural stress at the bottom of the beam and the deflection at mid-span. The “hardening” part of the curves, which is a proof of a well-designed HPFRC is clearly visible in all curves. The results of the fatigue loading tests are represented in Fig. 7. The mixture HSFRC demonstrated the best behaviour: with an upper load of 70% of the average static failure load only one of the seven beams failed within 107 cycles. For the mixtures BSI/CERACEM and the hybrid mixture an equivalent behaviour was found at 60–65% of the static strength. Moreover the BSI/CERACEM, as used here, showed a higher scatter than the other mixtures. The research demonstrated, that better workability leads to a smaller scatter in test results under fatigue loading.

Relation between bending tensile stress and deflection for three different types of HPFRC under static loading [14]

3.3 Cracking behaviour of HPFRC in combination with reinforcing steel
The cost of high and ultra-high strength fiber concrete is predominantly governed by the steel fibers. In this respect it is illustrating to analyze the relevance of 125 kg/m3 fibers 13/0.16 mm in an unconventional way. A simple calculation shows that 1 m3 concrete contains 60 millions of such fibers, altogether representing a wire with a total length of 791 km. This means as well that any cm3 contains 60 fibers. These fibers especially influence the behaviour on a micro scale (counteracting the growth of microcracks). Previously, when treating hybrid fiber concrete, it was demonstrated that long fibers can be a favourable additional component, because they take over the role of the short fibers at macro cracking. Of course the task of the long fibers can be adopted by traditional reinforcing steel or prestressing steel as well. An interesting example of a combination of wire mesh and steel fibers was given in Fig. 3, showing the placement of a deck plate made of reinforced fiber concrete. The three meshes ds = 8–40 mm represent a reinforcing ratio of 8.4% which shows, in combination with the 200 kg/m3 straight steel fibers 12.5/04 mm, high strength, high ductility and durability. In spite of these excellent characteristics it is clear that the material can be further optimized. On the one hand this refers to the production technology, on the other hand the cracking behaviour under tension and shrinkage. Moreover the question could be raised where one finds the optimum between mixture composition and mechanical properties. In order to give a contribution to the answer on this question at TU Delft tests have been carried out on combinations of high and ultra high strength fiber concrete, provided with reinforcement in combination with various volumes and types of fibers. As a part of the research axial tension tests were conducted on reinforced prismatic bars. The concrete used had compressive strengths of about 130 and 180 N/mm2 respectively. The volume of fibers was 0 vol.%, 0.8 vol.% and 1.6 vol.%, which corresponds to 0, 60 and 120 kg/m3 steel fibers. Figure 8 shows the crack patterns which were obtained by tensioning the prismatic bars 50 × 50 mm, reinforced with a steel bar ds = 6 mm in the centre of the cross section.

Crack pattern in axially loaded reinforced concrete prisms with fibre contents (from left to right) 0, 0.8 vol.% and 1.6 vol.%, for a concrete with f’c ≅ 130 N/mm2 [26]
The results show that the number of cracks increases with increasing fiber volume. Another important conclusion is that in the bar without fibres strain localization occurs in a number of cracks, whereas in the elements with fibres localization only occurs in one crack. This is a result of the variation of the concentration and orientation of fibers in the different cross sections. Of course an important question is whether the number of cracks and their distance can be calculated with an extended version of existing code rules. To this aim the behaviour of the fiber concrete in tension was tested with centrically loaded, so called “dog bone” specimens. On the basis of the tests the response curves were simplified as shown in Fig. 9.

This aimed at describing the behaviour in such a way that it represents the actual behaviour well and simultaneously offers a relation which can be used in combination with existing code rules for reinforced concrete. The relation shown in Fig. 9 consists of a linear (elastic) part until first cracking and a plastic part immediately afterwards. The plastic post-cracking tensile strength is formulated as αfct. At larger crack opening a declining branch is added, which however is often not relevant for design calculations.
The simplification according to Fig. 9 turns out to be advantageous when calculating the crack width and the crack distance. Because the fibers transmit stresses across a crack they reduce the length at both sides of the crack necessary to restore the undisturbed situation. This means that the mean crack distance, and as a consequence the mean crack width, will be smaller as a result of the action of the fibers. Figure 9 gives both the tensile strength fct of the HPFRC considered, and the stress which is transmitted across the crack αfct. With those data it is easy to derive an expression for the crack width in reinforced HPFRC. Starting from the expression for reinforced plain concrete in the Model Code 90 the expression
for the maximum crack width is obtained, where α = σpf/fctm in which σpf = post cracking “plastic” stress by fibre action, fctm = mean tensile strength of concrete, ds = diameter of reinforcing bar, τbm = mean bond strength, ρ = reinforcing ratio of reinforcing bars, Es = modulus of elasticity of reinforcing steel, N = normal tensile force, As = area of bar cross section, n = Es/Ec.
Corresponding to this, the transmission length lt is
The mean crack spacing s is then
From centric tests on dog-bone specimens for the concrete with a compressive strength of 130 N/mm2 a centric tensile strength fctm = 5.5 N/mm2 and a post cracking reduction factor of α = 0.72 was found. For the concrete with a compressive strength of 180 N/mm2 a centric tensile strength fctm = 9.0 N/mm2 and a post cracking reduction factor of α = 0.88 was found. With those values the calculated crack distances given in Table 1 are obtained [28]. The agreement between calculated and measured values is seen to be good.
Other relevant fundamental research on the behaviour of concrete reinforced both with steel fibers and traditional reinforcement was recently published [12, 15, 16, 21].
3.4 Shear capacity of HPFRC
At TU Delft in 2007 a series of shear tests was carried out by Pansuk [20].
The research program contained a series of three beams according to Fig. 10. The mean compressive strength of the concrete was 140 N/mm2. The concrete contained 0, 0.8 vol.% and 1.6 vol.% of straight steel fibers 13/0.16 mm. The beams were provided with 2 bars ds = 25 mm as longitudinal reinforcement which was expected to be sufficient to avoid failure in bending. Figure 11 shows the beams in the failure state.

Shear tests on beams made of HPFRC [20]

Failure pattern of beams made of HPFRC with fibre volumes percentages of 0, 0.8 vol.% and 1.6 vol.% (from top to bottom) [20]
It can be seen that the fibres are adding quite substantially to the shear capacity of the beams. Also in this case existing code provisions can be used to extend their validity of HPFRC. In Eurocode 2 the method of the variable inclination strut model to determine the shear capacity has been adopted. According to this method a strut angle can be chosen between 1 ≤ cot θ ≤ 2.5 and the stirrups crossed by the inclined crack under the corresponding angle can be regarded to contribute to the shear resistance with their yielding forces. The shear capacity is then
where bw = web width, d = effective depth of cross section, θ = strut inclination, Asw = cross sectional area of stirrup, t = stirrup distance and fy = yield strength of stirrup steel.
This expression can be modified to
where h = full depth of section, σpf = post cracking plastic fiber strength (Fig. 9).
Here the full cross-sectional depth h is taken into account, because also the fibres at the level below the tensile reinforcement are expected to contribute to the shear. Since the fibers are expected to add to the redistribution capacity (strut rotation) it is assumed that the limits of strut rotation can be widened to 1 ≤ cot θ ≤ 3. Direct tensile tests on dog-bone specimens provided values of σpf = 5.6 and 9.0 N/mm2 for fibre volumes of 0.8 and 1.6% respectively. In combination with cot θ = 3 the values shown in Table 2 are obtained.
Of course these results can only be regarded as provisional and further evidence is necessary. It shows, however, that extending existing code rules to HPFRC is a promising option to be further explored.
4 Second thoughts on standard testing of FRC and HPFRC
For determining the mechanical properties of high performance fibre reinforced concrete (HPFRC), in order to be able to design structures, the material should be subjected to standard testing. In principle, the behaviour of materials subjected to tension can best be obtained by conducting an axial tensile test. However, conducting an axial tensile test is inherent to a number of difficulties. First, fracture at the glued end faces of the specimen should be avoided by appropriated measures, such as tapering the specimens. Second, the result of the tests can be highly influenced by eventual load eccentricities, which are hard to avoid. The centric tensile test should therefore preferably be carried out in a highly qualified laboratory, and is not suitable for industrial use. For fibre reinforced concrete other difficulties apply. In a small cylindrical specimen there is a considerable boundary effect. The fibers tend to orient parallel to the wall of the mould and furthermore the fiber orientation is influenced by the way of casting. This latter influencing factor does not only apply to cylinders cast in a mould, but as well to cylinders sawn from a larger element like a slab.
For practical reasons a bending test on a short beam or a prism is an attractive alternative because of the relatively easy way of conducting the test. Some researchers prefer beams with a notch at the tensile side. This allows easy measuring the crack opening during loading and as such determining the stress—crack opening relation. However, it should be noted that the presence of a notch influences the behaviour of the beam quite substantially. Lappa [14] showed this by comparing the relation between the flexural stress and the beam deflection, determined both for tests on beams with and without a notch. All beams had dimensions 1000/125/125 mm and were tested with a span of 750 mm, whereas the loads were applied at the third points of the span. Some of the beams were provided with a 20 mm deep notch at mid-span. The beams were made with the mixture denoted as HSFRC in Figs. 6 and 7. The relations between the flexural tensile stress and the beam deflection are shown in Fig. 12. The notch influences the structural behaviour by forcing the crack to form at a certain position. This weakening of the cross section stimulates deformations to localize at an early stage of the test. Therefore the “deflection hardening” phase due to multiple cracking is not very pronounced in case of notched beams. The notch, however, does not necessarily correspond to the weakest cross-section: therefore even higher strengths can be obtained by tests on notched specimens than on un-notched specimens, where deformations always localize at the weakest cross-section.

Average stress–deflection curves of notched and un-notched HSFRC beams, point A denoting crack initiation and point B the end of the multiple crack formation phase [14]
A very important other aspect to be noted when discussing the question how a representative stress–strain relation for UHSFRC should be obtained is the phenomenon of fibre orientation. Figure 13 shows a collection of curves, obtained on test specimens all having the same dimensions, and all made with fibre reinforced concrete B35, with 40 kg/m3 hooked end fibres Dramix 80/60 [8]. Although the test specimens and the concrete composition are exactly the same, the scatter in results is enormous.

Variation in load–deflection relations (grey area) for 71 bending tests on FRC [8]
Deriving a design stress–strain relation from such a series of tests, based on the scatter observed, would inevitably lead to over-conservative design, since the scatter is typical for the standard test specimen and not to the structural element considered. Variations in the way of filling the mould and mechanical compaction can lead to large differences in fibre orientation and concentration. Recognizing this, RILEM defined a standard test beam for conventional fibre reinforced concrete with a notch and prescribed exactly how to fill the mould, how to carry out mechanical compaction and how to measure the load–deflection relation and the load crack opening relation. Finally it is described how stress–strain relations can be derived, on the basis of reversed analysis, from the test results. Figure 14 shows the test beam as prescribed by RILEM. Indeed the scatter of results, for the prescribed number of 6 tests, is substantially decreased by the procedure described. On the other hand it is not clear how representative those results are for practical FRC structures, which are not cast according to those accurately defined rules. Moreover the manufacturing procedure, as described in Fig. 15a, is suitable for relatively dry concretes, but not for self compacting concretes, which are gaining popularity. If a self-compacting fibre concrete is concerned, it is not possible to fill the mould in the way prescribed.

RILEM Standard test

a (left) Prescribed way of filling the mould for the RILEM test beam; b (right) Filling the mould with self compacting fibre reinforced concrete
Due to the effects described the load–deflection relations for concrete with the same strength and same vol.% of similar fibres but different consistency, can differ by a factor 2 [10]. The differences are predominantly due to the effect of fibre orientation, which is strongly influenced by the method of casting and compacting. Figure 16 shows X-ray photographs taken from a tunnel lining element cast with self compacting fibre concrete. The pictures show large deviations from homogeneity. It is clear that the stress–strain relations obtained by the standard test do not necessarily reflect the real behaviour in the structure, at least not in this case. It is therefore understandable, that there are still discussions on how to link the results of the standard test to the actual situation of a structural element, cast in situ or at a precast concrete plant.

X-ray photography’s from the same tunnel lining element cast with self compacting fibre concrete [10]
In the French regulations for UHPFRC [23] the influence of fibre orientation in the standard test specimens and the structural elements is recognized. The solution offered is based on the introduction of two different types of tests. Here thin and thick elements are distinguished, in order to reflect as much as possible the structural behaviour of thin and thick structural members in practice.
(a) If the bending behaviour of a thin element is considered, the standard test should be carried out on a specimen where the cross-sectional height is smaller than 3 lf, where lf is the fibre length. By choosing a standard bending test with such a small thickness, Fig. 17, the stress–strain relation includes already somehow the effect of alignment by the boundary conditions, which is expected to occur in thin structural elements as well.

Standard test for thin UHPFRC members [23]
Anyhow, also this test is not considered as absolutely representative, since it is advised to apply a correction factor 1/K to the results obtained from specimens taken from the actual structural element, in order to take account of differences in fibre orientation.
(b) For the design of thicker structural elements (h ≥ 3 lf) the following procedure is advised. A series of prisms is cast and notched and subjected to a bending test. By inverse analysis the post-cracking stress—crack width relation (σ − w) is obtained. This relation is corrected with a factor 1/K representing the difference between the bending test on a cast prism and the actual behaviour of the structural member. To this aim prisms are sawn from a prototype of a member to be produced.
An advantage of this method is that relations are obtained which will be near to the behaviour of the fibre concrete in the structural member. The disadvantage is that in both cases (thin and thick members) the standard test does not pretend to give a basic relation. The stress–crack opening curve is a general reference in relation to more detailed tests on area’s of the structural element. For various types of structural elements advisory values for 1/K could be given: this needs further research. In fact this method comes very near to “type testing” of complete elements.
It may be wondered if it would be possible to get a more reliable basic stress–strain relation which fulfils the two most important demands:
-
it reflects the mean basic behaviour of the fibre reinforced concrete considered
-
the test displays a minimum scatter
An interesting suggestion was made in [18] (Fig. 18). It regards a circular slab as the standard tensile test specimen, which has a circular line support at its edge. If the specimen is loaded by a load in the centre, failure will occur by the formation of a number of yield lines. The bearing capacity at yielding follows from the relation.

Circular slab as a standard test to determine the basic mechanical properties [18]
Pu = 2π R my where R is the radius of the circular slab and my is the “yield moment” per unit length of the crack. Since many yield lines are involved in the failure mechanism, the influence of manufacturing is small. Indeed it was shown by tests, that the scatter in results was very low (Fig 18, right). The same holds true for circular slabs supported on three supports, which gives rise to three dominating cracks. The stress–strain relations for the fibre concrete should be obtained from inverse analysis of the load–deflection relation observed in the circular panel test.
If the results obtained in this way are used as a basis for practical design, also here conversion factors have to be introduced to link the standard test result to the application considered. This would mean that the design stress–strain or stress–crack width relation would be a result of the mean relation obtained by the standard test and the expected scatter typical for the structural application considered. In this respect the volume of the decisive area of the element for design is of importance. If, for instance, the bearing capacity of a member relies on a small area, the possibility that in that particular section a low amount of fibres with an unfavourable orientation applies should be regarded. In such a case a higher safety coefficient should apply than in the case that substantial redistribution would logically occur. In fact such an approach would ask for the use of the theory of Weibull, (weakest link model) applied to fibre reinforced concrete. The concept of working with an RVE (representative volume element) regarding the volume with the highest stresses (with a threshold value of e.g. 95%) might be a good option.
As shown it is an important task to agree on a widely accepted standard test procedure, in combination with a conversion to design rules taking account of the effects of scatter.
At this moment various fib Task Groups work on fibre reinforced concrete. TG 8.3 concentrates on design rules for conventional fibre reinforced concrete, whereas TG 8.6 focuses on rules for high performance fibre reinforced concrete. A liaison group between the two task groups aims at harmonization. There is an intention to integrate a subchapter on design with fibre reinforced concrete in the new fib Model Code for Concrete Structures.
5 Conclusions
-
1.
High Performance Fiber Reinforced Concrete (HPFRC) has developed in relatively short time to a material with a recognized high potential of application.
-
2.
HPFRC can be used well in combination with traditional reinforcing and prestressing steel.
-
3.
In order to facilitate design with HPFRC existing codes for conventional design of concrete structures should be used as much as possible as a basis.
-
4.
The basis for designing with fiber reinforced concrete should as much as possible be compatible for the various types of fiber reinforced concrete available.
References
Aitcin PC, Richard P (2004) The pedestrian Bikeway of Sherbrooke. In: Proceedings of the 4th international symposium on “utilization of high strength/high performance concrete, Leipzig
Bache HH (1991) Densified cement/ultra fine particle based materials. In: Second international conference on superplasticizers in concrete, Ottawa, Canada, 10–12 Jun 1991
Behloul M, Ricciotti R, Ricciotti RF, Pallot P, Leboeuf J Ductal Pont du Diable footbridge, France. In: Proceedings of the fib symposium “tailor made concrete structures”, pp 335–338
Braam CR, Kaptijn N, Buitelaar P (2003) High strength concrete for bridge decks. Cement, pp 86–91 (in Dutch)
Brühwiler E, Denarié E (2008) Rehabilitation of concrete structures using ultra high performance fibre reinforced concrete. In: Proceedings of second international symposium on ultra high performance concrete, 05–07 Mar 2008, pp 895–902
Buitelaar P (2004) Heavily reinforced ultra high performance concrete. In: International symposium on ultra high performance concrete, Kassel, Germany, 13–15 Sept 2004, pp 25–35
Fehling E, Bunje K, Schmidt M, Schreiber W (2000) “The Gärtnerplatz-brücke”, design of first hybrid UHPC-steel bridge across the river fulda in Kassel, Germany. In: Proceedings of the second international symposium on ultra high performance concrete, Kassel, Germany, 5–7 Mar 2000, pp 581–588
Gossla U (2000) Bearing behaviour and safety of steel fiber reinforced structural elements. Bulleting 501, German Commission for Building wit reinforced concrete, DAfStb, Beuth Verlag, 2000, ISBN 3-410-65701-0 (in German)
Grünewald S (2004) Performance based design of self-compacting fiber reinforced concrete. PhD-thesis, TU Delft
Grünewald S, Walraven JC (2002) Sensitivity of the bending behaviour of self-compacting fiber concrete to the method of casting. In: Proceedings of the 5th symposium on cement and concrete, Shanghai, Oct 2002
Guerrini GL (2000) Applications of high-performance fiber-reinforced cement-based composites. Appl Compos Mater 7(2–3):195–207
Jungwirth J, Muttoni A (2004) Structural behaviour of tension members in ultra high Performance concrete. In: Proceedings of international symposium on UHPC 2004, Kassel, pp 533–544
Kristulovic-Opara N, Dogan E, Uang CM, Haghayeghi AR (1997) Flexural behaviour of composite R.C.-Slurry Infiltrated Mat Concrete (SIMCON) members. ACI Struct J 94(5):502–512
Lappa E (2007) High strength fiber reinforced concrete: static and fatigue in bending. PhD-thesis, Delft University of Technology
Leutbecher T (2007) Crack formation and behaviour in tension of ultra high strength concrete reinforced with rebars and steel fibers. PhD-thesis, University of Kassel, Germany (in German)
Leutbecher T, Fehling E (2008) Crack formation and tensile behavior of UHPC reinforced with a combination of rebars and fibres. In: Proceedings of second international symposium on ultra high performance concrete, 05–07 Mar 2008, pp 497–504
Markovic I (2006) High performance hybrid fiber concrete: development and utilization. PhD-thesis, TU Delft
Marti P, Pfyl Th, Sigrist V, Ulaga T (1999) Harmonized test procedures for steel fiber concrete. ACI-Mater J 96(6):676–685
Naaman AE (1991) SIFCON: tailored properties for structural performance in high performance fiber reinforced cement composites. In: Proceedings of the international workshop held by RILEM, ACI and others, Mainz, 23 Jun 1991
Pansuk W (2007) Shear capacity of RC and ultra high strength fiber reinforced concrete flanged beams. PhD-thesis, Hokkaido University, Japan, September
Redaelli D, Muttoni A (2007) Tensile behaviour of reinforced ultra-high performance fiber reinforced concrete elements. Proceedings of the fib symposium concrete structures, stimulators of development, Dubrovnik, Croatia, 20–23 May 2007, pp 267–274
Resplendino J (2008) Ultra high performance concretes—recent realizations and research programs on UHPFRC bridges in France. In: Second international symposium on ultra high performance concrete, 5–7 Mar 2008, pp 31–43
Resplendino J, Petitjean J et al (2002) Ultra high performance fiber-reinfored concretes, Interim Recommendations, AFGC-SETRA, Bagneux, France, Jan 2002
Scheydt J, Herold G, Müller HS (2008) Long term behaviour of ultra high performance concrete under the attack of chlorides and aggressive waters. In: Proceedings of the second international symposium on ultra high performance concrete, Kassel, Germany, 5–7 Mar 2008, pp 231–240
Schmidt M (2003) Ultra high performance concrete—basic materials, properties and potential. Technical University of Kassel, Schriftenreihe Baustoffe und Massivbau, Heft 2, 2003
Shionaga R, Sato Y, Walraven JC, Den Uijl JA (2008) Cracking behaviour of high performance fiber reinforced concrete in tension and bending. In: Paper published at the symposium “high performance concrete”, Tokyo, Japan, Oct 2008, pp 231–240
Thibault T UHPFRC prestressed beams as an alternative to composite steel-concrete decks: the example of Pinel Bridge (France). In: Proceedings of the fib symposium “tailor made concrete structures”, pp 1077–1083
Yang Y (2007) Bending behaviour of high performance concrete overlay on an orthotropic steel deck. MSc thesis, Delft University of Technology, The Netherlands
Open Access
This article is distributed under the terms of the Creative Commons Attribution Noncommercial License which permits any noncommercial use, distribution, and reproduction in any medium, provided the original author(s) and source are credited.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This is an open access article distributed under the terms of the Creative Commons Attribution Noncommercial License (https://creativecommons.org/licenses/by-nc/2.0), which permits any noncommercial use, distribution, and reproduction in any medium, provided the original author(s) and source are credited.
About this article
Cite this article
Walraven, J.C. High performance fiber reinforced concrete: progress in knowledge and design codes. Mater Struct 42, 1247–1260 (2009). https://doi.org/10.1617/s11527-009-9538-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1617/s11527-009-9538-3