
Abstract
Transforming discarded textiles into more valuable products through upcycling offers a multi-pronged approach to alleviating textile industry-related pollution. In this study, we employed a facile approach to upcycling waste textile fabrics via MXene functionalization using a passive dip-coating process. The method is straightforward and versatile, producing a continuous coating on a variety of natural and synthetic textile substrates such as cotton, hemp, and nylon. Even with a minimal amount of MXene, the coated fabrics displayed sufficient conductivity, unlocking their potential for a multitude of applications including Joule heating, strain sensing, and infrared (IR) camouflage. The simplicity of this method provides an alternative utilization for fabric off-cuts and end-of-life garments in the production of multifunctional textiles for smart wearable clothing, potentially mitigating the expected scarcity of textile resources in the forthcoming decades.
Graphical abstract
This study employed a simple and versatile approach of upcycling waste textile fabrics via MXene functionalization through a passive dip coating process, meeting the demands for materials that are both sustainable and multi-functional.

Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The textile industry, classified as one of the major pollution-generating industries, is known for its fast-paced production and consumption cycles, which results in a substantial amount of waste [1, 2]. These wastes are generated at every step of the textile life cycle, starting from the production of raw materials, through manufacturing processes, up to their end of life [1, 2]. Particularly alarming is the yearly average textile consumption, which has doubled from 7 to 13 kg per individual over the past two decades, reaching a global threshold of 100 million tons and translating to ~$400 billion worth of wasted clothing [2]. These discarded clothing and textile scraps contribute to overflowing landfills, waste valuable resources, and release greenhouse gases as they decompose [1].
Addressing the issue of textile waste requires a multi-faceted approach involving but not confined to (1) raising consumer awareness/behavior, (2) implementing sustainable fashion practices, (3) adopting circular design and production, and (4) engaging in textile recycling and upcycling [1, 2]. With these strategies in mind, re-purposing waste materials into higher-value products (upcycling) provide a multi-pronged avenue toward minimizing environmental pollution.
Unlike traditional methods of textile recycling, such as the regeneration of melted or dissolved textiles [3], upcycling involves tailoring these wastes into materials for higher-value applications, such as medical implants [4], components for batteries and supercapacitors [5], and valuable bio- and organic molecules [6]. This approach also contributes to the realization of a circular economy by decreasing solid waste in landfills, reducing the need for new materials, and conserving production-related energy, resulting in a collective reduction of environmental footprint [1].
An approach of increasing the value of textiles, in general, is by adding another dimension of functionality through the incorporation of multifunctional polymers and nanomaterials [7,8,9]. Examples include materials possessing a combination of unique properties such as conductivity, energy storage capabilities, and even anti-microbial behavior, i.e., poly(3,4 ethylenedioxythiophene):poly(styrenesulfonate) (PEDOT:PSS) [10], graphene oxide (GO), [11], MXenes [7, 8], as well as nanoparticles like colloidal silver [12].
In particular, the field of wearable electronics, which demands versatile threads and/or fibers that can seamlessly blend into regular fabrics, has recently gained tremendous benefit from adapting this approach [7, 8, 13]. A recent promising strategy for imparting multifunctionality onto textiles is through the deposition of MXene sheets [7, 13]. MXenes are a class of two-dimensional (2D) materials consisting of transition metal carbides, nitrides, or carbonitrides, known for their exceptional electrical conductivity [14], high electrochemical capacitance [15], and highly active surfaces [16]. Due to these characteristics, MXenes show promise in various applications, such as energy storage [17], electromagnetic shielding [18], catalysis [19], and more. Unlike other active materials (e.g., graphene and other 2D materials) that require high mass loading to achieve significant improvements in multifunctionality, MXene can form conductive composites even at relatively negligible amounts [8, 9]. MXenes are also non-cytotoxic making these materials attractive for biomedical applications [20].
However, most studies focus on demonstrating new functionalities and/or improving the performance of prototype devices, overlooking the potential of upcycled textile waste. Adding value to materials sourced from discarded end-of-life textiles, fiber fragments, and excess pieces via MXene modification also offers a promising solution for the anticipated shortage of raw materials in the following decades [21].
In this study, we provided new life to waste textiles through a passive dip-coating modification of fabric off-cuts (cotton, hemp, and nylon) with Ti3C2Tx MXene. Simply by adding an imperceptible amount of MXene (by mass), the resulting textiles exhibited adequate conductivity, as well as rapid and substantial temperature elevation (over 60 °C for cotton) within seconds upon the application of a small electric potential (around 24 V), demonstrating their potential use as a Joule heater. The MXene coating also provided an old cotton glove sensitivity to changes in pressure and strain. Increasing the number of coatings on the fabrics also improved their ability to block infrared radiation, suggesting their viability for IR camouflage applications. We foresee that the coating of fabric off-cuts and end-of-life garments demonstrated in this work will establish a practical alternative method for producing functional textiles with significant potential for smart wearable clothing and personal heating implements.
Results and discussions
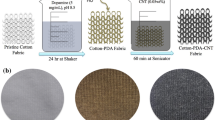
The preparation of the re-purposed MXene-coated fabrics begins with solution processing of MXene into homogenous dispersions (details in supplementary information), followed by a passive dip-coating approach [9, 13]. Briefly, this process involves cycling between dip-coating pre-washed waste textile patches (~3 cm × 3 cm in dimension) in a 5 mg mL−1 dispersion of MXene (lateral size ~0.5 to 1.5 µm) for 10 min and drying at ~60 °C for 10 min (Fig. 1a).

a Schematic diagram illustrating the coating process, involving the direct dipping of waste textiles into a 5 mg mL−1 dispersion of MXene for a single coating cycle. b FTIR and c Raman spectra of MXene and MXene-coated fabrics
The abundance of H-bonding functional groups in cotton, hemp, and nylon provides anchor sites for the surface terminations of MXene, as confirmed through Fourier Transform Infrared (FTIR) spectroscopy (Fig. S2 and 1b). Specifically, the FTIR spectra of cotton and hemp exhibited C=O and –OH stretches at 1640 cm−1, and ~3300 cm−1, respectively, while nylon displayed an additional N–H peak at ~3200 cm−1. These H-bonding functional groups are capable of strong interaction with the –OH-rich MXene (Fig. 1b) [20, 22, 23]. These H-bonding interactions were evident through noticeable shifts in the -OH stretch of MXene-coated samples toward lower wavenumber of ~3400 cm−1. [24, 25] Increasing the number of MXene coatings also resulted in the dampening of prominent IR vibrations ascribed to the functional groups of textiles, indicating the presence of a thicker layer of MXene (Fig. 1b). The surface compatibility of the fabrics and the individual MXene surfaces produced higher intensities for MXene-related peaks in their respective Raman spectra (Fig. 1c). Raman shifts characteristic of MXene at ~199 and ~716 cm–1, assigned to the out-of-plane vibration of Ti and C atoms (A1g symmetry) and in-plane (shear) vibrations of Ti and C atoms at ~282, ~366, and ~624 cm–1 (Eg symmetry) was present for all MXene-coated fabrics [26].
Scanning electron microscopy (SEM) images taken at high magnification (10,000X) reveal a uniform MXene coating on individual fibers, regardless of the fabric used (Fig. 2a–c). Although MXene deposition was evident in both Raman spectra and SEM images, the amount of deposited MXene in each fabric was found to be minimal with respect to the sample’s total mass (~2–3 wt% per patch). The imperceptible amount of MXene coating preserved the porous nature of the textile substrates, as observed using low-resolution SEM (Fig. 2d–f) and water contact angle measurements, which show the inability of the coated textiles to form a droplet due to their water absorption capability (Figs. S6 to S8). These factors are important considerations in assessing textile comfort and wearability [27].

SEM images of a–c cotton, hemp and nylon fabrics, and their d–f MXene-coated versions under 1,000X (left) and 10,000X (right) magnifications
Increasing the number of coating cycles led to observable changes in individual fiber morphology for all fabrics, as well as enhanced surface coverage of MXene, resulting in less surface cracks (Fig. 3a). The sheet resistance (ranging from hundreds to ~1000 Ω □−1) was observed to decrease after the 6th coating cycle regardless of the fabric substrate, then plateaued after the 9th cycle (~7–13 wt% loading), implying saturation of the fabric surface with MXene (Fig. 3b). This consistent duration during each passive dip-coating cycle allows almost complete uniformity of MXene loading in each fabric. In spite of not yet part of this work’s current focus, it is highly recommended to further investigate how MXene infiltration varied among different fabrics, which provides understanding on how the choice of textile affects coating efficiency. Lower sheet resistance, which corresponds to higher electrical conductivity, is an attractive property for materials used as Joule heating elements [28]. IR images of MXene-coated cotton, hemp, and nylon fabrics tested at room temperature show emitted heat signatures corresponding to ~60 °C, ~30 °C, and ~30 °C, respectively, when subjected to a 24 V electrical potential (additional details in the supplementary information). The temperature increases from ambient conditions occurred within seconds, indicative of prospective heating capability even at a low operating voltage (Fig. 3c). However, we note using 24 V in the Joule heating experiments that serves merely as a demonstration of the fabrics' potential in thermal management applications. We recognize that these conditions presented are not yet optimal and could be improved to enhance the cost effectiveness of the resulting device. Therefore, we strongly recommend future textile engineering modifications, such as varying knitting patterns to enhance performance, as directions for further research in this area. It should be also noted that these temperatures are only apparent heat signatures and may not reflect the actual temperatures of the samples [29]. To further demonstrate practicality, the coating method was translated to an end-of-life cotton glove. The electrical resistance of the MXene-coated glove (6 coats) varied in response to opening and closing hand motions (Fig. 3d), demonstrating its potential as a strain sensor. Digital photographs are provided in Fig. 3e. This similar set of gloves showed to remain sensitive to motion after 12 months of initial testing even storing under ambient conditions (room temperature and humidity) Figure S12.

Improved coverage of MXene in all fabrics with an increasing number of coating cycles visualized through a SEM images, resulting in corresponding decrease in b sheet resistance. c Infrared images of the MXene-coated fabrics (after 6-coats) under an applied voltage of 24 V, demonstrating their potential use as Joule heater. d Demonstration of the use of a MXene-coated cotton glove (6-coats) as strain sensor. A digital photograph of the strain-sensing process shown in (e)
Aside from sensing and heating applications, these coated fabrics show potential as IR camouflage materials due to the inherently low IR emissivity of Ti-based MXenes [30]. Figure 4 demonstrates MXene-coated cotton’s camouflage capability in varying heating conditions. For example, small patches of cotton with six coats of MXene were found to block the IR signatures coming from a beaker-containing silicon oil at ~50 °C (Fig. 4a) and an aluminum foil-covered hotplate at ~70 °C (Fig. 4b). Lastly, IR images of a discarded cotton glove and its MXene-coated counterpart show enhanced suppression of the gloved hand’s thermal signature upon MXene coating (Fig. 4c). Noting that cotton fabrics are also known to be insulating, these results demonstrate enhancement in thermal insulation brought about by the MXene coating.

Demonstrations of MXene-coated cotton’s IR camouflage capability under varying heating conditions. Small patches of waste cotton and MXene-coated cotton (6 coats) covering a a beaker containing silicon oil at ~ 50 °C, and b an aluminium foil-covered hotplate at ~ 70 °C. c IR images of a waste cotton glove and its MXene-coated counterpart demonstrate more efficient blockage of thermal signature upon coating
Conclusion
This study showcases how passive dip coating of discarded textiles in colloidal MXene dispersions provides sufficient functionality for a variety of applications. Uniform coatings were achieved for both natural (cotton and hemp) and synthetic (nylon) textile substrates without compromising conductivity, even at low MXene loading. Proof-of-concept demonstrations highlight the potential uses of these MXene-coated waste fabrics in relatively unexplored applications of MXenes, such as Joule heating, strain sensing, and IR camouflage. We anticipate that this approach will unlock possibilities for integrating waste textiles into materials designed for smart wearable clothing and potentially contribute to mitigating the projected shortage of textile materials in the coming decades.
Experimental section
Formulation of MXene coating dispersions
Single-layer MXene sheets were acquired using the minimally intensive layer delamination (MILD) method [20, 22, 23]. The aluminum layer was etched out of the Ti3AlC2 MAX phase precursor (1 g, Carbon-Ukraine Ltd., particle size < 40 µm) by the hydrofluoric acid formed in situ using 1.6 g lithium fluoride (LiF, 99%, Sigma-Aldrich Pty Ltd, Australia) in 20 mL 9 M hydrochloric acid (HCl, 12 M, Sigma-Aldrich Pty Ltd, Australia). The etching solution was pre-stirred for 5 min, after which the MAX phase was carefully added, and then vigorously stirred for 28 h at 50 °C. The resulting mixture of multi-layer MXene and partially etched MAX phase was centrifuged (ThermoScientific Multifuge X3R, USA) at 3500 rpm for 15 min. The supernatant was discarded while the pellet was redispersed in milli-Q water. This centrifugation and redispersion steps were repeated until the dispersion was almost neutralized (~pH 6–7). The remaining partially etched MAX phase in the sediment layer was removed by low-speed centrifugation (1500 rpm) for 15 min, producing a dark green supernatant containing the single-layer MXene. Finally, the supernatant was reconcentrated via centrifugation at 7000 rpm for 30 min. To determine the concentration of MXene, 25 µL of the sediment was transferred to a pre-weighed pan, vacuum dried for approximately 1–2 h, and then weighed. The sediment was diluted to 5 mg mL−1 using Ar-purged milli-Q water and was kept frozen at − 20 °C until use.
Dip coating of different waste textiles
The fabric off-cuts (cotton, hemp, and nylon) and discarded gloves were all acquired from the Future Fibres Facility, Deakin University—Waurn Ponds, Australia. Cotton fabrics and gloves were originally purchased from Spotlight Australia. Hemp and nylon fabric samples were obtained from Shanxi Greenland Textile Co., Ltd. and Runyuan Warp Knitting Machine Ltd. (Changzhou, China), respectively. The fabrics were handwashed using a commercial detergent for 30 min and cut into 3 × 3 cm patches. Both the fabric patches and the discarded cotton gloves were soaked in separate 50 mL portions of 5 mg mL−1 MXene dispersion for 10 min, followed by drying at ~60 °C in an oven (Mehmert) for 10 min. The soak-and-dry cycle was repeated until the desired number of coatings was achieved (3, 6, and 9 coats).
Characterization
XRD patterns were recorded to primarily validate the success of MAX phase etching into MXene. This analysis used a powder diffractometer (PANalytical X'Pert Powder) using Cu Kα radiation (λ = 1.54 Å) at a 2θ step of 0.013° and 100 miliseconds dwell time. XRD samples were mounted on zero XRD diffraction SiO2 substrate. The Fourier-transform infrared (FTIR) analysis was performed using a Vertex 70 FTIR spectrophotometer (Bruker, USA) with an attenuated total reflection (ATR) accessory at a range of 400–4000 cm−1. Raman spectra were acquired using a 514-nm Ar ion laser at 5% power (Renishaw InVia Raman Microspectrometer, UK). SEM images were taken at an accelerating voltage of 3 keV using a Supra 55-VP field emission scanning electron microscope (SEM, Zeiss, Germany). Sheet resistance (R) was acquired from the slope of the I–V curve measured using a multi-meter (Ossila Four-Point Probe System, UK) with a four-point probe accessory (1.27 mm probe spacing). Infrared images were captured using an IR camera (FLIR T430sc), and Joule heating experiments were carried out with an input of 24 V (Keysight B2902A Precision). Silver paint was used to establish the connection between the fabric and the copper tape to reduce the contact resistance during heating experiments.
Data availability
The data included in this manuscript are available in the supporting information or upon request from the authors.
References
Z. Kamble, B.K. Behera, Text. Prog. 53, 65–122 (2021)
K. Shirvanimoghaddam, B. Motamed, S. Ramakrishna, M. Naebe, Sci. Total Env. 718, 137317 (2020)
Y. Yao, B.J. Allardyce, R. Rajkhowa, D. Hegh, S. Qin, K.A.S. Usman, P. Mota-Santiago, J. Zhang, P. Lynch, X. Wang, Macromol. Rapid Commun. 43, 2100891 (2022)
B. Zeng, X. Wang, N. Byrne, Carbohydr. Polym. 205, 1–7 (2019)
Z. Wang, P. Zhang, S. Chen, K.A.S. Usman, D. Hegh, R. Kerr, H. Zhang, S. Qin, C. Zhang, D. Liu, Chem. Commun. 58, 1946–1949 (2022)
R.E. Vera, A. Suarez, F. Zambrano, R. Marquez, J. Bedard, K.A. Vivas, A. Pifano, M. Farrell, M. Ankeny, H. Jameel, R. Gonzalez, Resour. Conserv. Recy. 189, 106715 (2023)
S. Qin, K.A.S. Usman, D. Hegh, S. Seyedin, Y. Gogotsi, J. Zhang, J.M. Razal, A.C.S. Appl, Mater. Interfaces 13, 36655–36669 (2021)
A. Levitt, D. Hegh, P. Phillips, S. Uzun, M. Anayee, J.M. Razal, Y. Gogotsi, G. Dion, Mater. Today 34, 17–29 (2020)
S. Uzun, S. Seyedin, A.L. Stoltzfus, A.S. Levitt, M. Alhabeb, M. Anayee, C.J. Strobel, J.M. Razal, G. Dion, Y. Gogotsi, Adv. Funct. Mater. 29, 1905015 (2019)
F. Alhashmi Alamer, K. Althagafy, O. Alsalmi, A. Aldeih, H. Alotaiby, M. Althebaiti, H. Alghamdi, N. Alotibi, A. Saeedi, Y. Zabarmawi, ACS Omega 7, 35371–35386 (2022)
R. Jalili, S.H. Aboutalebi, D. Esrafilzadeh, R.L. Shepherd, J. Chen, S. Aminorroaya-Yamini, K. Konstantinov, A.I. Minett, J.M. Razal, G.G. Wallace, Adv. Funct. Mater. 23, 5345–5354 (2013)
K. Kardarian, T. Busani, I. Osório, H. Domingos, R. Igreja, R. Franco, J. Cortez, Mater. Chem. Phys. 147, 815–822 (2014)
A. Levitt, J. Zhang, G. Dion, Y. Gogotsi, J.M. Razal, Adv. Funct. Mater. 30, 2000739 (2020)
J. Zhang, N. Kong, S. Uzun, A. Levitt, S. Seyedin, P.A. Lynch, S. Qin, M. Han, W. Yang, J. Liu, X. Wang, Y. Gogotsi, J.M. Razal, Adv. Mater. 32, 2001093 (2020)
M.R. Lukatskaya, S. Kota, Z. Lin, M.-Q. Zhao, N. Shpigel, M.D. Levi, J. Halim, P.-L. Taberna, M.W. Barsoum, P.J.N.E. Simon, Nat. Energy 2, 1–6 (2017)
R.M. Yoo, A. Djire, ACS Catal. 13, 6823–6836 (2023)
X. Li, Z. Huang, C.E. Shuck, G. Liang, Y. Gogotsi, C. Zhi, Nat. Rev. Chem. 6, 389–404 (2022)
F. Shahzad, M. Alhabeb, C.B. Hatter, B. Anasori, S. Man Hong, C.M. Koo, Y. Gogotsi, Science 353, 1137–1140 (2016)
S.K. Verma, R. Verma, Y.R. Girish, S. Verma, K. Pramoda, Y. Vaishnav, J. Saji, K.S.S. Kumar, J. Mol. Struct. 1281, 135145 (2023)
K.A.S. Usman, Y. Yao, C.J.O. Bacal, J. Zhang, K.L. Jarvis, P.A. Lynch, P. Mota-Santiago, S. Qin, M. Naebe, L.C. Henderson, Adv. Mater. Interfaces 10, 2201634 (2023)
G. Gereffi, S. Frederick, G. Gereffi, The global apparel value chain, trade and the crisis: challenges and opportunities for developing countries (The World Bank, Washington, 2010)
K.A.S. Usman, C.J.O. Bacal, J. Zhang, S. Qin, P.A. Lynch, P. Mota-Santiago, M. Naebe, L.C. Henderson, D.Y. Hegh, J.M. Razal, Macromol. Rapid Commun. 43, 2200114 (2022)
K.A.S. Usman, J. Zhang, D.Y. Hegh, A.O. Rashed, D. Jiang, P.A. Lynch, P. Mota-Santiago, K.L. Jarvis, S. Qin, E.L. Prime, M. Naebe, L.C. Henderson, J.M. Razal, Adv. Mater. Interfaces 8, 2002043 (2021)
M. Mao, K.-X. Yu, C.-F. Cao, L.-X. Gong, G.-D. Zhang, L. Zhao, P. Song, J.-F. Gao, L.-C. Tang, Chem. Eng. J. 427, 131615 (2022)
Z.-H. Wu, X.-L. Feng, Y.-X. Qu, L.-X. Gong, K. Cao, G.-D. Zhang, Y. Shi, J.-F. Gao, P. Song, L.-C. Tang, Compos. Commun. 37, 101402 (2023)
A. Sarycheva, Y. Gogotsi, Chem. Mater. 32, 3480–3488 (2020)
K. Slater, Text. Prog. 9, 1–70 (1977)
J. Zhang, S. Uzun, S. Seyedin, P.A. Lynch, B. Akuzum, Z. Wang, S. Qin, M. Alhabeb, C.E. Shuck, W. Lei, E.C. Kumbur, W. Yang, X. Wang, G. Dion, J.M. Razal, Y. Gogotsi, A.C.S. Cent, Sci. 6, 254–265 (2020)
M. Vollmer, K-P. Möllmann, (eds.), Infrared Thermal Imaging (2017). https://doi.org/10.1002/9783527693306.ch1
X. Li, M. Li, X. Li, X. Fan, C. Zhi, Research (2022). https://doi.org/10.34133/2022/9892628
Acknowledgments
The authors acknowledge the Australian Research Council for funding (IH210100023), the Deakin University’s Advanced Characterization Facility and Australian National Fabrication Facility for providing equipment access. Dr. K.A.S. Usman and Dr. J. Zhang also acknowledge financial support from the Alfred Deakin Post-doctoral Research Fellowships.
Funding
Open Access funding enabled and organized by CAUL and its Member Institutions. Open Access funding enabled and organized by CAUL and its Member Institutions. Professor Joselito M. Razal: Australian Research Council for funding (IH210100023).
Author information
Authors and Affiliations
Contributions
Ken Aldren Usman: Conceptualization, Methodology, Investigation, Data Curation, Writing—Original draft preparation, Writing—Reviewing and Editing. Kevin Perez Marquez: Investigation, Data Curation, Methodology, Investigation, Writing—Reviewing and Editing. Mia Angela N. Judicpa: Investigation, Data Curation, Methodology, Investigation, Writing—Reviewing and Editing. Roy Alvin Malenab: Writing—Reviewing and Editing. Rufus Mart Ceasar Ramos: Writing—Reviewing and Editing. All authors discussed the results and commented on the manuscript. Christine Jurene O Bacal: Investigation, Data Curation, Methodology, Investigation, Writing—Reviewing and Editing. Jizhen Zhang: Writing—Reviewing and Editing, Peng Zhang: Investigation, Data Curation, Methodology, Investigation, Writing—Reviewing and Editing. Joselito M. Razal: Conceptualization, Supervision, Funding acquisition, Writing—Reviewing and Editing.
Corresponding authors
Ethics declarations
Competing interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Usman, K.A.S., Marquez, K.P., Judicpa, M.A.N. et al. MXene coating on waste textiles for wearable electronics and thermal regulation. MRS Advances (2024). https://doi.org/10.1557/s43580-024-00911-3
Received:
Accepted:
Published:
DOI: https://doi.org/10.1557/s43580-024-00911-3