
Abstract
Additive manufacturing technology like laser powder bed fusion represents a valid alternative for the production of ferromagnetic cores. In this study, two grades of steel were considered, with standard (3.0 wt%) and high (6.5 wt%) Si content. The study is aimed at optimizing the process parameters in order to obtain components suitable for magnetic applications. Moreover, the effect of post-production annealing heat treatment on the microstructure evolution is investigated. The investigation included microstructural analysis by optical microscope, dynamic scanning calorimetry analysis and electro-magnetic measurements on samples with optimized geometry. Results shows that both types of steel can be produced free from defects. Even if the magnetic behaviour of FeSi6.5 samples by AM do not fully reproduces that obtained on electrical steels manufactured by standard process, it appears quite promising. In this framework the optimization of post-production processes represents a promising challenge to meet market demands.
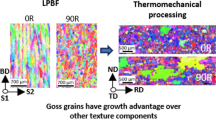
Graphical abstract

Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
The requirement of energy sector players and the stringent CO2 emission targets, called in the last years to development of materials for different application (oil and gas, aerospace, automotive including electric car market) [1,2,3,4,5,6,7]. In this framework, the widespread adoption and growing use of electric motors has highlighted the need to advance and improve the efficiency of electrical conversion devices [8]. For the typical magnetic application, such as in the ferromagnetic cores of electrical motors, generators and electrical transformation, the FeSi steel is the class of soft magnetic materials mainly adopted [9]. Alloys with a Si content between 2.0 and 7.0 wt% guarantee good magnetic features and, among these, a Si content of 6.5 wt% offers the best soft magnetic properties: near-zero magneto crystalline anisotropy, near-zero magnetostriction and high electrical resistivity [10]. It is known that commercial magnetic devices are manufactured with overlapping thin sheets of FeSi steel, with a Si content of less than 3.5–4.0 wt% [11]. The strategy to use sheets of 0.2–0.5 mm thickness, coated with insulated material, allows the reduction of power losses due to eddy currents [12]. However, high-silicon steels (Si content ≥ 4.5 wt%) are inherently brittle with poor workability, so the production of thin sheets through a conventional rolling process is not feasible [13]. The embrittlement is due to the presence of Si that promotes the formation of ordered lattice structures (B2 and D03) during cooling, which allow the formation of antiphase boundaries to the passage of dislocations in the lattice, with consequent increase of hardness and brittleness [14]. In recent years it has been demonstrated that additive manufacturing (AM) technology should represent a powerful method to overcome some limitations imposed by standard materials processing [15,16,17]. Also in the case of the inherent high Si FeSi steels brittleness, AM technology represents a valid manufacturing alternative. Moreover, the ability to produce components with complex internal geometry allows optimization of the geometry of ferromagnetic cores regardless of the mechanical properties of the alloy or the limitations of conventional technology. Furthermore, the high cooling rates, typically involved in the AM process, allow limiting the formation of ordered phases in FeSi steels, making it possible to produce components with a high Si content [18]. Until now, scientific research on the production of magnetic materials and components through AM is recent and, the contributions present in the literature refer to the FeSi alloy with a Si content up to 6.9 wt% and to the setting of the process parameters. Therefore, the focus was mainly on manufacturing components with minimized defects, high relative density and optimized geometry for magnetic properties of ferromagnetic cores [12, 19]. The metallurgical design, the choice of specific production process and the ability to modify the microstructure by heat treatment represent the key elements for the optimization of magnetic and electrical performances. In this study, Laser Powder Bed Fusion (L-PBF) technology was employed to produce specimens and components using two types of FeSi steels: a variant with standard Si content (3.0 wt%–FeSi3) and the other with high Si content Si (6.5 wt%–FeSi6.5). In particular, this study provides details on the possibility to produce the two alloys with the aim to obtain components free from defects. Moreover, the effect of the heat treatment was tested in order to obtain the microstructural conditions which guaranteed the best magnetic performance. The magnetic behavior was studied on different cross-section geometries of the samples (full-section and optimized ring section as reported in [19]). For both steels, three different types of section were examined to suitably optimize the effect of the geometry on the mitigation of losses due to eddy currents.
Materials and methods
FeSi electric steel, with 3.0 wt% and 6.5 wt% Si content were considered to manufacture samples by AM. The powder was processed through a system with L-PBF technology (EOS-M290). The platform temperature was kept at 200 °C and the process was carried out under an argon atmosphere with oxygen content below 0.4%. At first, twenty 11 × 11 × 11 mm cubes of both steels were manufactured. Cubic samples were produced by varying values of process parameters in agreement with [16]. This allowed to define the best process parameters suitable to obtain samples suitable to evaluate electro-magnetic properties. After the manufacturing process, the specimens were subjected to stress-relieving heat treatment at 700 °C and then to an annealing heat treatment at 1150 °C for 1 h. The test samples were machined along a plane parallel to the building direction (BD). The microstructure was then analysed using an OM with dedicated software. DSC analyses were performed up to a temperature of 550 °C with a heating rate of 10 °C/s, on the powders, as-built samples and stress-relieved samples for both alloys. Later, samples of specific geometries were manufactured to measure the magnetic proprieties of FeSi3 and FeSi6.5 steels. The ring samples were heat treated at 1150 °C for 1 h.
Results and discussion
From the observation of the polished sections (Fig. 1) it can be observed that the FeSi3 steel is completely free from cracks while all the FeSi6.5 steel samples show cracks orthogonal to the BD, which increase as the specific laser energy E is increased. In addition, based on the analysis of the porosity it appears that, for both steels, a low specific laser energy (E < 200 Jm−1) causes the formation of irregularly shaped pores (Fig. 1a and d) due to a not perfect fusion of the powder which leaves empty spaces between the particles. On the contrary, with a high specific laser energy (E > 250 Jm−1), the pores assume a spherical shape (Fig. 1c and f) due to keyhole formation. Finally, the results demonstrated that, in order to reduce the internal porosity fraction (relative density of 99.99%), the best combination of process parameters were E = 250 Jm-1, v = 1 ms-1, P = 250 W for FeSi3 steel (Fig. 1b) and E = 200 Jm-1, v = 0.835 ms-1, P = 167 W for FeSi6.5 steel (Fig. 1e).

Effect of E [Jm−1] on the densification of FeSi steel. FeSi3: a E = 150 Jm−1, relative density 99.93%, b E = 250 Jm−1, relative density 99.99%, c E = 350 Jm−1, relative density 99.98%. FeSi6.5: d E = 150 Jm−1, relative density 99.93%, e E = 200 Jm−1, relative density 99.99%, f E = 350 Jm−1, relative density 99.98%
Figure 2 shows the DSC curves for different states for FeSi3 and FeSi6.5 steels: powder, as-built samples and as-built and stress relieved samples. As expected for the FeSi3 steel there is no transformation in ordered phases, while for the FeSi6.5 steel the scenario is different [13]. The DSC curve of the FeSi6.5 powder shows an exothermic peak corresponding to the transformation from the disordered structure A2 to ordered structures B2 or D03. In fact, given the rapid solidification of the powder during the gas atomization process, the powder is, by definition, free of stress and of ordered phases [20]. Regarding the FeSi6.5 as-built sample, an ordering.

DSC heating curves of powder, as-built sample and stress relieved sample of FeSi3 and FeSi6.5 steels
Peak of different magnitude is visible. During the building of the sample, the diffusive processes are partially activated and a minimal lattice reorganization in the ordered phases is induced. However, as-built samples are mainly disordered, the high cooling rates involved in AM processes suppresses the lattice order and ensure the fabrication of high Si content samples. After stress-relieving treatment at 700 °C, the transformation in ordinate phases is complete, leading to AM manufactured parts having excellent magnetic performance [21]. After stress-relieving treatment, both steels were subjected to annealing heat treatment at 1150 °C for 1 h and the effect of the treatment on the microstructural evolution was studied (Fig. 3). In the as-built condition, the microstructures appear completely columnar with grains directed parallel to the BD with epitaxial growth (Figs. 3a and c), as expected for FeSi steels produced with AM technology.

Microstructure evolution of FeSi3 and FeSi6.5 after annealing heat treatment at 1150 °C for 1 h. a FeSi3 in as-built condition, b FeSi3 after heat treatment, c FeSi6.5 in as-built condition, d FeSi6.5 after heat treatment
After the annealing heat treatments, for the FeSi3 steel the microstructural variation is not very evident (Fig. 3 b), the structure remains columnar with an average size that passes from 103.1 ± 5.2 to 123.8 ± 6.2 µm after treatment.
For FeSi6.5 steel, on the other hand, the microstructure changes significantly: starting from a microstructure with columnar grain (average grain size of 11.3 ± 0.6 µm), after the annealing heat treatment the microstructure evolves from columnar to equiaxed with an average grain size of 81.2 ± 4.1 µm (Fig. 3d). In a previous work [16] XRD measurements were conducted to evaluate the texture evolution from the as-built sample and from the heat-treated sample. The results showed that in the case of untreated FeSi6.5, the texture is < 001 > cubic and becomes < 110 > Goss after annealing heat treatment at 1150 °C for 1 h.
Magnetic performances of soft magnetic materials strongly depend on grain size and texture [19], in particular the cubic < 100 > and Goss < 110 > textures favour an easy magnetization while the opposite effect is given by the < 111 > texture [5]. Furthermore, the potential of AM technology to create complex geometries allows to optimize the structure of the component in order to reduce power losses. In fact, for ferromagnetic cores made in FeSi3 and FeSi6.5 alloys it emerged that the samples with Si at 6.5 wt% have higher magnetic permeability and magnetization and lower power losses than the samples with Si at 3.0 wt% (more than 50% less) [19]. Furthermore, by comparing the magnetization curves it is evident that the samples with an optimized section guarantee lower power losses compared to the component with a full section [19].
Conclusions
In this work, a campaign was carried out to identify the process parameters for the production of high Si content FeSi ferromagnetic cores using L-PBF technique. Two different Si contents (3.0 wt% and 6.5 wt%) were considered. Annealing heat treatments were performed at 1150 °C for 1 h and the microstructural evolution was evaluated for both steels. The aim was to evaluate the performance improvements achievable through this alternative manufacturing approach. The conclusions can be summarized as follows:
-
The range of process parameters is very limited due to phenomena of porosity formation or to the formation of keyholes.
-
From the DSC analysis it appears that for the FeSi6.5 alloy, given the rapid solidification involved in an AM process, the structure is mainly disordered, ensuring its processability. However, after the stress-relieving treatment the structure becomes ordered as desired.
-
For both alloys the solidification microstructure consists of columnar grains along the building direction;
-
The average grain size of FeSi6.5 in the as-built condition is 11.3 ± 0.6 μm, about one order of magnitude smaller than that of FeSi3 (103.1 ± 5.2 μm).
-
After heat treatment, the size and shape of the FeSi3 grains do not change significantly, while in FeSi6.5 the grain size increases (from 11.3 ± 0.6 μm to 81.2 ± 4.1 μm at 1150 °C) going from columnar to equiaxed.
-
The FeSi6.5 alloy show better magnetic properties than the FeSi3 alloy, with higher magnetic permeability and magnetization and with power losses reduced more than 50%.
Data availability
The datasets generated during and/or analyzed during the current study are available from the corresponding author on reasonable request.
References
G. Stornelli, M. Gaggiotti, S. Mancini, G. Napoli, C. Rocchi, C. Tirasso, A. Di Schino, Metals. (2022). https://doi.org/10.3390/met12020200
G. Stornelli, A. Di Schino, S. Mancini, R. Montanari, C. Testani, A. Varone, Appl. Sci. (2021). https://doi.org/10.3390/app112210598
A. Di Schino, C. Testani, Metals (2020). https://doi.org/10.3390/met10040552
A. Di Schino, M. Gaggiotti, C. Testani, Metals (2020). https://doi.org/10.3390/met10060808
A.F. Miranda-Pérez, B.R. Rodríguez-Vargas, I. Calliari, L. Pezzato, Materials (2023). https://doi.org/10.3390/ma16051847
B.R. Rodríguez-Vargas, G. Stornelli, P. Folgarait, M.R. Ridolfi, A.F. Miranda-Pérez, A. Di Schino, Materials (2023). https://doi.org/10.3390/ma16165610
G. Stornelli, A. Tselikova, D. Mirabile Gattia, M. Mortello, R. Schmidt, M. Sgambetterra, C. Testani, G. Zucca, A. Di Schino, Materials (2023). https://doi.org/10.3390/ma16072897
E. Cardelli, A. Faba, M. Pompei, S. Quondam Antonio, AIP Adv. (2017). https://doi.org/10.1063/14978456
M. Garibaldi, I. Ashcroft, M. Simonelli, R. Hague, Acta Mat. (2016). https://doi.org/10.1016/j.actamat.2016.03.037
B.D. Cullity, C.D. Graham, Introduction to magnetic materials (IEEE Press, Piscataway, 2009)
T.F. Babuska, M.A. Wilson, K.L. Johnson, S.R. Whetten, J.F. Curry, J.M. Rodelas, C. Atkinson, P. Lu, M. Chandross, B.A. Krick, J.R. Michael, N. Argibay, D.F. Susan, A.B. Kustas, Acta Mat. (2019). https://doi.org/10.1016/j.actamat.2019.08.044
D. Goll, D. Schuller, G. Martinek, T. Kunert, J. Schurr, C. Sinz, T. Schubert, T. Bernthaler, H. Riegel, G. Schneider, Add Man. (2019). https://doi.org/10.1016/j.addma.2019.02.021
J.N. Lemke, M. Simonelli, M. Garibaldi, I. Ashcroft, R. Hague, M. Vedani, R. Wildman, C. Tuck, J All and Com. (2017). https://doi.org/10.1016/j.jallcom.2017.06.085
Y. Ustinovshikov, I. Sapegina, J Mat Sci. (2004). https://doi.org/10.1023/B:JMSC.0000012934.96045.a3
G. Stornelli, D. Gaggia, M. Rallini, A. Di Schino, Acta Metallurgica Slovaca (2021). https://doi.org/10.36547/ams.27.3.973
A.D. Schino, G. Stornelli, Acta Metallurgica Slovaca (2022). https://doi.org/10.36547/ams.28.4.1648
M.R. Ridolfi, P. Folgarait, A. Di Schino, Materials (2020). https://doi.org/10.3390/ma13061424
G. Stornelli, M.R. Ridolfi, P. Folgarait, J. de Nisi, D. Corapi, C. Repitsch, A. Di Schino, La Metallurgia Italiana. 113, 50–63 (2021)
G. Stornelli, A. Faba, A. Di Schino, P. Folgarait, M.R. Ridolfi, E. Cardelli, R. Montanari, Materials. (2021). https://doi.org/10.3390/ma14061489
A.M. Mullis, L. Farrell, R.F. Cochrane, N.J. Adkins, Metall Mater Trans. (2013). https://doi.org/10.1007/s11663-013-9856-2
K. Narita, M. Enokizono, IEEE tran on magn. 15(1), 911 (1979)
Funding
Open access funding provided by Università degli Studi di Perugia within the CRUI-CARE Agreement. The research was funded by Regione Umbria in the framework of “Piano Sviluppo e Coesione FSC ex DGR n. 251/2021—Avviso ricerca 2020–codice CUP I39J20002770008”. Regione Umbria, Piano Sviluppo e Coesione FSC ex DGR n. 251/2021—Avviso ricerca 2020 –codice CUP I39J20002770008
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Stornelli, G., Vargas, B.R.R., Folgarait, P. et al. Development of FeSi steel with increased Si content by laser powder bed fusion technology for ferromagnetic cores application: Microstructure and properties. MRS Advances 8, 1195–1199 (2023). https://doi.org/10.1557/s43580-023-00646-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1557/s43580-023-00646-7