
Abstract
This study introduces a method to create porous carbon structures with intricate internal voids. 3D-printed PLA acts as an internal sacrificial template, combined with carbonized whey powder as the porous carbon matrix. Sintering whey powder at 150°C yields solid pieces that, upon carbonization, result in highly porous carbon objects while maintaining the original mold shape. Temperature control ensures successful whey powder sintering before PLA melting. The use of PLA sacrificial templates, along with whey carbonization, allows for developing devices with finely tailored internal voids, as demonstrated through a double Archimedean spiral reactor with porous carbon walls.
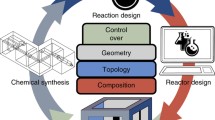
Graphical abstract

Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
In previous articles, we have shown how whey powder can be sintered at around 150°C, resulting in solid pieces that replicate the shape of the mold in which they are deposited.[1,2] These sintered whey pieces are sturdy and possess mechanical properties good enough to be manipulated without easily crumbling. Since whey is a natural and thermoset-like organic polymer, when these sintered pieces are carbonized in an inert atmosphere[1] or subjected to a CO2 activation process at higher temperatures,[2] they transform into porous carbon pieces that retain the original mold shape, albeit undergoing an isotropic reduction of 23%. Notably, these porous carbons exhibit very high mechanical properties compared to other carbons with similar porosity.[1]
In this way, we explore now the possibility of creating intricate porous carbon objects using PLA (polylactic acid) sacrificial molds while sintering/carbonizing whey powder. This method is similar to how Borges et al. created molded catalytic stirrers using potassium-loaded aluminum silicate powder for biodiesel production.[3]
Fused deposition modeling (FDM) technology is the preferred 3D printing method for manufacturing polylactic acid (PLA) templates, which, due to their properties,[4] are well suited for use as sacrificial templates. This process, which facilitates rapid prototyping, begins with a digital design that is sliced into layers or laminations. During printing, a filament passes through a heated nozzle, melting the material, which solidifies as it is deposited layer over layer.[5]
A notable aspect of employing PLA sacrificial molds is that they are not only utilized to impart external form to the piece but also enable the definition of its internal structure. This capability proves particularly advantageous in this context, given that the carbon formed during the whey carbonization exhibits high porosity[1,2] facilitating the removal of PLA volatile compounds without altering the designed geometry beyond the aforementioned isotropic shrinkage of 23%.
Some previous works used 3D printing inks loaded with sacrificial pore templates at the nanometric and micrometric scales to produce hierarchical porous materials.[6] However, the porosity of these carbons is far from being a tailored hollow structure, and the SEM pictures that illustrate the article show that the matrix is cracked, probably due to volatile release.
Noteworthy are also the attempts to fabricate engineered vasculature using 3D-printed sacrificial templates. Various hydrogels and polymers, including PLA (which is removed with dichloromethane), have been used as sacrificial templates. However, “several issues remain in this multi-method design, including but not limited to the […] sacrificial material removal method…”.[7]
Interestingly, in a study where a gel of an RF (resorcinol/formaldehyde) resin was utilized as a porous matrix (with pores of 4–50 μm), it was noted that “Copolyester (CPE+) […] was selected as the polymer to print the templates, and other polymers failed (PLA, ABS, and PC) because they negatively affected the polymerization of the R–F mixture”.[8] The reason why copolyester succeeds as a sacrificial mold while other polymers like PLA, ABS, and PC fail could be attributed to the different release of volatile components from sacrificial templates in relation to pore formation during the gelation and carbonization of the RF resin.
In summary, crafting porous carbon structures with tailored internal voids, achieved by using sacrificial templates, does not seem to be a simple task to date. In this context, the objective of this work is to demonstrate how the use of PLA sacrificial templates, in combination with the carbonization of a thermostable-like polymer such as whey, can be employed to create devices with intricately designed internal voids. This showcases a new option for advancing this technology.
Materials and methods
The whey powder was supplied by Quesería Lafuente S.A.U. (Spain). It was obtained through the spray drying of sweet whey from cow/sheep cheese production. Physico-chemical specifications of the product are provided elsewhere.[9]
Smartfil® PLA filament, purchased from Smart Materials, was utilized to create the sacrificial template and external cylindrical mold.
Thermogravimetric analysis (TG) of whey powder and PLA was conducted using a TA Instruments Q600 thermobalance in an N2 atmosphere. The analysis employed a heating rate of 10°C/min, covering the temperature range from room temperature to 850°C, with an approximate sample mass of 25 mg.
To demonstrate the technology, a double Archimedean spiral (x = 3.54 mm, y = 3.54 mm, z = 30 mm) was designed and 3D printed in PLA using a Prusa MK3S + 3D printer and the Prusa slicer. This printer uses fused deposition printing (FDM) technology and features a heated bed made of polyetherimide (PEI) sheets, automatic bed leveling, and a filament monitoring sensor. It has a print area of 250 × 210 × 210 mm, with a 0.4 mm nozzle (although it allows the use of other nozzle sizes), and can print with a variety of materials such as polylactic acid (PLA), polyethylene terephthalate (PET), and nylon. Standard parameters for commercial PLA material, namely a nozzle temperature of 215°C and a bed temperature of 60°C, were applied in the printing process, and a 0.4 mm nozzle was used. Alongside, a cylindrical container (x = 50 mm, y = 50 mm, z = 41 mm) was 3D-printed, also with PLA, to serve as an external mold. The STL, 3mf, and G-code files for these designs, along with a document and a video describing the design, printing, post-printing processing (support removal), and operation of the reactor, are included in the supplementary material hosted on the CSIC repository. Access to this material is available by following the link.[10]
The PLA double spiral was positioned at the center of the cylindrical container that was then gradually filled with whey powder until achieving complete coverage. In this manner, the Archimedean double spiral functioned as an internal sacrificial template, shaping a channel with identical geometry, while the cylindrical container acted as an external mold, determining the external cylindrical shape of the artifact.
Following this, the entire assembly was heat-treated for 2h in an air atmosphere, using an oven set at 150°C. During this stage, whey powders underwent sintering, forming a solid piece. Subsequently, the external mold is removed, and the solid cylinder of sintered whey with the PLA spiral encrusted in the middle is subjected to a carbonization under an inert atmosphere of 100 ml min−1 of N2 in a horizontal tubular furnace, reaching a temperature of 850°C. Specific parameters included a heating rate of 10°C min−1 and a soaking time of 1.5 h.
Results
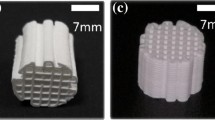
The illustrations and photos in Fig. 1 schematically outline the process of fabricating a cylindrical porous carbon reactor with an internal channel in the form of a double Archimedean spiral. These visuals also display cross sections revealing the internal pipe, along with a SEM microphotography showcasing the porosity of the carbon walls in the reactor.

(a–e) Stages of the manufacturing process of a porous carbon reactor using a PLA sacrificial template, with an internal tube designed as stacked Archimedean spirals; (f) Reactor; (g) Cross sections revealing the internal pipe; (h) SEM microphotography showing the porosity of the carbon walls.
The carbonized reactor measures 34.6 mm in diameter, 19 mm in height, and has a volume of 17.9 cm3. In addition, the double spiral inner tube, with a channel length of 408.2 mm and a diameter of 2.3 mm, has an internal volume of 1.70 cm3 and an enveloping surface area of 2950 mm2. This inner tube enhances access to wall porosity (up to 1000 m2/g),[1,2] reducing pressure drop. Silicone coating on the outer walls provides a hermetic seal, preventing leaks.
The most relevant physical-chemical properties of the material, including porosity, mechanical properties, and chemical composition, can be found elsewhere.[1,2]
This structure can be thought of as a tubular reactor with walls made of porous carbon. The video in the supplementary material[10] illustrates the circulation of water through the reactor, providing insights into its functionality.
Discussion
The double spiral design aims to optimize the contact surface and minimize volume usage. While this particular design has been done in an intuitive way, it could be greatly improved using the new tools provided by Artificial Intelligence (AI) and Machine Learning (ML). In this regard, it is worth mentioning that AI and ML could significantly enhance this design. In the field of 3D printing, AI and ML are essential not only for optimizing printing parameters, such as speed, temperature, and layer thickness, but also for significantly improving the design process by automating the creation of optimized designs, especially those based on certain geometric complexities. This automated design approach leads to the development of complex and efficient designs, potentially exceeding human capabilities. Additionally, AI and ML models play a crucial role in additive manufacturing (AM), where they predict optimal characteristics, reduce computational costs, refine design processes, and enable advanced topology optimization.[11,12]
It is important to note that whey powder sintering happens at 150°C,[1,2] and the PLA mold starts melting at 160°C (Fig. 2). So, temperature control during this phase is crucial in order to ensure that whey powder sintering occurs before the mold begins to melt, preventing any deformations in the final piece.

TG curves of whey powder and PLA. Whey sintering takes place at 150°C,[1,2] while the melting point of PLA is 160°C. PLA volatile release occurs between 330°C and 400°C. The yields of whey and PLA at 850°C are 26.6 wt% and 1.1 wt%, respectively. The SEM microphotograph in the upper right corner corresponds to a piece of sintered whey at 250°C, illustrating the early formation of large pores at this temperature.
Upon completion of this stage, by continuing the heating process in an inert atmosphere, such as N2, the whey piece will carbonize, transforming into porous carbon, while the PLA template will begin to vaporize at 330°C (Fig. 2). Again, by controlling the temperature in this phase of the process, it can be achieved that, at the end of carbonization, the PLA is completely removed at 400°C (Fig. 2), leaving only the porous carbon piece formed from the carbonized whey shaping. Therefore, the PLA mold has been employed as a sacrificial template.
It is important to note that the formation of pores up to 200 μm takes place during whey sintering at 150°C, remaining mostly unchanged during carbonization. Additional pores, including meso- and micropores, develop during carbonization.[1,2] Besides the gaps left by the volatiles released from the sacrificial template, this highly macroporous structure facilitates the release of PLA volatiles (330°C < T < 400°C), in addition to those that come from whey, without generating internal pressures, thereby preventing cracks or damage. Therefore, when using internal sacrificial templates, it would be crucial for these molds to be placed in a polymeric matrix generating an adequate porosity at temperatures below the mold's volatilization temperature, as occurs with whey and PLA.
Conclusions
In summary, employing PLA sacrificial templates alongside the whey powder sintering/carbonization process enables the creation of intricate, hollow, and closed designs with relative ease, a feat challenging to achieve with alternative methods. Crucially, carbonizing whey produces a highly macroporous carbon material at temperatures lower than the volatilization temperature of PLA, providing substantial permeability essential for efficiently removing the volatiles released by the internal sacrificial PLA mold.
Data availability
Additional data are available at the CSIC repository DIGITAL.CSIC, which is referenced in this manuscript.[10]
References
R. Llamas-Unzueta, J.A. Menéndez, L.A. Ramírez-Montoya, J. Viña, A. Argüelles, M.A. Montes-Morán, 3-D structured porous carbons with virtually any shape from whey powders. Carbon 175, 403–412 (2021). https://doi.org/10.1016/j.carbon.2021.01.021
L. Raúl Llamas-Unzueta, J. Adrián Ramírez-Montoya, A. Menéndez, M.A. Montes-Morán, Customised microporous carbon 3D structures with good mechanical properties and high nitrogen content obtained from whey powders. C 9, 100 (2023). https://doi.org/10.3390/c9040100
M.E. Borges, L. Hernández, J.C. Ruiz-Morales, P.F. Martín-Zarza, J.L.G. Fierro, P. Esparza, Use of 3D printing for biofuel production: efficient catalyst for sustainable biodiesel production from wastes. Clean Technol. Environ. Policy 19, 2113–2127 (2017). https://doi.org/10.1007/s10098-017-1399-9
L.L. Sandanamsamy, W.S.W. Harun, I. Ishak, F.R.M. Romlay, K. Kadirgama, D. Ramasamy, S.R.A. Idris, F. Tsumori, A comprehensive review on fused deposition modelling of polylactic acid. Prog. Addit. Manuf. 8, 775–799 (2023). https://doi.org/10.1007/s40964-022-00356-w
R.B. Kristiawan, F. Imaduddin, D. Ariawan, Z.A. Ubaidillah, A review on the fused deposition modeling (FDM) 3D printing: filament processing, materials, and printing parameters. Open Eng. 11, 639–649 (2021). https://doi.org/10.1515/eng-2021-0063
L. Alison, S. Menasce, F. Bouville, E. Tervoort, I. Mattich, A. Ofner, A.R. Studart, 3D printing of sacrificial templates into hierarchical porous materials. Sci. Rep. 9, 409 (2019). https://doi.org/10.1038/s41598-018-36789-z
S. Li, H. Li, X. Shang, J. He, H. Yihe, Recent advances in 3D printing sacrificial templates for fabricating engineered vasculature. MedComm. Biomater. Appl. 2, e46 (2023). https://doi.org/10.1002/mba2.46
C.Y. Chaparro-Garnica, E. Bailón-García, D. Lozano-Castelló, A. Bueno-López, Design and fabrication of integral carbon monoliths combining 3D printing and sol–gel polymerization: effects of the channel morphology on the CO-PROX reaction. Catal. Sci. Technol. 11, 6490–6497 (2021). https://doi.org/10.1039/D1CY01104A
R. Llamas-Unzueta, J.A. Menéndez, M. Suárez, A. Fernández, M.A. Montes-Morán, From whey robocasting to custom 3D porous carbons. Addit. Manuf. 59, 103083 (2022). https://doi.org/10.1016/j.addma.2022.103083
A. Reguera-García, R. Llamas-Unzuelta, M.A. Montes-Morán, J.A. Menéndez-Díaz, Design and 3D printing of a double-stacked Archimedean spiral in PLA. DIGITAL.CSIC (2023). http://hdl.handle.net/10261/339705
F. Ciccone, A. Bacciaglia, A. Ceruti, Optimization with artificial intelligence in additive manufacturing: a systematic review. J Braz. Soc. Mech. Sci. Eng. 45, 303 (2023). https://doi.org/10.1007/s40430-023-04200-2
W. Choi, R.C. Advincula, H. Felix Wu, Y. Jiang, Artificial intelligence and machine learning in the design and additive manufacturing of responsive composites. MRS Commun. 13, 714–724 (2023). https://doi.org/10.1557/s43579-023-00473-9
Acknowledgments
The authors acknowledge the financial support received from the Ministerio de Ciencia e Innovación (MCIN/AEI/10.13039/501100011033, Project PID2020–115334GB-I00) and Principado de Asturias (FICYT)-European Union (FEDER) (Project PCTI-Asturias IDI/2021/000015). J.A.M. and M.A.M.M. are members of the PTI+SusPlast of the Spanish National Research Council (CSIC).
Funding
Open Access funding provided thanks to the CRUE-CSIC agreement with Springer Nature.
Author information
Authors and Affiliations
Contributions
Raúl Llamas-Unzueta: investigation, visualization. Alejandro Reguera-García: software, investigation, visualization. Miguel A. Montes-Morán: reviewing and editing, funding acquisition. J. Angel Menéndez: conceptualization, original draft writing, supervision, funding acquisition.
Corresponding author
Ethics declarations
Competing interests
Not applicable
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Llamas-Unzueta, R., Reguera-García, A., Montes-Morán, M.A. et al. Fabrication of a stacked Archimedean spiral reactor with porous carbon walls using 3D-printed PLA as internal sacrificial template and carbonized whey powder as porous carbon matrix. MRS Communications (2024). https://doi.org/10.1557/s43579-024-00544-5
Received:
Accepted:
Published:
DOI: https://doi.org/10.1557/s43579-024-00544-5