
Abstract
Lithography-based additive manufacturing methods emerged as a powerful method for manufacturing of complex-shaped ceramic parts with excellent functional and structural properties. This paper summarizes the current state of the art in this field by articulating technological challenges associated with printing of functional parts. In addition, the paper addresses process requirements towards further enhancing component quality. A key aspect for obtaining high-quality parts is related to controlling chemical composition and uniformity of the photopolymerizable slurries. The latter requires in-depth understanding of the underlying photochemical processes. Changes in the formulation of the resin as well as changes in the exposure strategy distinctly influence bond conversion and gelling, which, in turn, influence the properties of the green part during thermal processing. Properly optimized processes and material composition allow to target a variety of challenging applications including patient specific parts for digital dentistry, and 3D-printed ceramics which can operate in harsh environments, as may be required in aerospace or chemical engineering applications. The paper will also provide an outlook into novel opportunities for 3D-printed ceramics.
Graphical abstract

Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Ceramic materials offer a wide range of benefits: they provide high stiffness and strength at comparably low weight, they are corrosion resistant and mostly biocompatible, and their functional properties (thermal and electrical conductivity, optical properties, …) can be tuned over a large range. Typical fields of application include biomedical engineering (dentistry, orthopedics, …), aerospace and energy, and electronics. For many applications small, yet complexly shaped parts are needed, making additive manufacturing (AM) a suitable choice for manufacturing.[1,2,3,4,5]
Since early 1990, AM technologies have been evaluated for directly manufacturing dense ceramic parts:
-
(1)
Selective laser sintering (SLS) was one of the first methods[6,7] considered for the fabrication of dense ceramic parts without the need for intermediate thermal processing. Challenges associated with this approach are mostly related to the large internal stresses that occur due to fast cooling rates during sintering. Internal stresses in combination with residual defects led to inferior mechanical properties, when compared with traditionally sintered components
-
(2)
Fused filament fabrication (FFF)[8,9] uses a composite feedstock made from ceramic particles embedded in a polymer matrix. After the so-called green part has been printed, the polymer matrix is decomposed thermally, and the remaining ceramic powder is sintered to form the final product. Since de-binding and sintering take place slowly, internal stresses are less of lesser concern compared to SLS. Nevertheless, eventual defects due to incomplete adhesion between the layers might degrade the mechanical properties, especially the strength, substantially.
-
(3)
A further approach,[10,11] referred to as “3D-printing”, uses a ceramic powder bed into which binder is selectively injected by an inkjet head. This process was commercialized during the 1990s. Ceramic parts made with this process where successfully utilized as ceramic molds for investment casting. The benefits of this process are based on its inherent simplicity and processing speed. It works very well with course powders. However, for high performance ceramics (e.g., alumina or zirconia) with small particle size (typically < 1 µm) and consequently rather low tapping density, it is difficult to sinter dense ceramic parts.
-
(4)
The use of ceramic filled photopolymers for lithography-based AM[12] provides another option for obtaining additively manufactured ceramic parts. The main benefits of this approach are related to excellent surface quality and dimensional accuracy which can be obtained using lithography-based approaches. Parts made from these processes exhibit smooth surfaces, thereby enabling the fabrication of ceramic parts with exceptionally high strength values. Additionally, photopolymerizable ceramic slurries have many properties in common with ceramic slurries which are traditionally used in ceramic manufacturing. By employing dispersion strategies known from traditional processes, photopolymerizable slurries allow for high solid loadings (typically 45–60 vol%), even when using fine particles. This enables fabrication of dense ceramic parts after thermal processing.
A drawback of lithography-based approaches is the possibility to introduce defects caused by limited inter-layer bonding and insufficient thermal debinding of the polymer matrix: After printing, the green part consists of a composite material containing a cross-linked polymer matrix, a solvent, and ceramic powder particles. During thermal processing the solvent is slowly evaporated in a first step (drying) for the purpose of opening microscopic channels within the green part that allow for removal of decomposition products which are generated during the second step of thermal processing (debinding). The evaporating solvent and the gaseous decomposition products may lead to internal stresses in the printed part. In the case of insufficient inter-layer bonding, this will lead to delamination. Thermal processing therefore needs to be done slowly, resulting in rather long thermal processing times (typically 8–72 h) compared to AM technologies which can directly fabricate the dense ceramic part (e.g., selective laser sintering). Since removal rate of solvent and decomposition products is diffusion-controlled, the achievable wall thickness of parts printed by lithography-based processes is limited to thin-walled parts. Wall-thicknesses beyond 15–20 mm are difficult to achieve.
But for small and complexly shaped parts, which require excellent mechanical properties, lithography-based approaches are currently the most commonly used technologies, and several commercial suppliers (Lithoz GmbH, 3D-Ceram Sinto, Admatec BV,…) provide systems and materials for 3D-printing of high-performance ceramics.
Materials and methods
Systems and processes
Several types of systems for lithography-based ceramic 3D-printing have been proposed. What they all have in common is their (1) layer-wise approach for defining shapes of virtually arbitrary part complexity and a (2) light-engine which allows the selective exposure of photopolymerizable slurries. The slurry can either be exposed either in a raster-based or in a vector-based fashion.
Vector-based approaches[13,14,15] use a laser-beam which is guided over the slurry surface via a galvanometer scanner. The path which the laser beam is following corresponds to the specific cross-section that needs to be solidified. Alternatively, a dynamic mask can be used to expose the whole layer in one shot. Early mask-based approaches where relying on liquid crystalline displays (LCD)[16,17] which could project digital images onto the slurry. The limited transmissivity of LCD-panels for light with short wavelengths (365–450 nm) and the rather poor contrast-ratio between on- and off-pixels motivated the shift towards digital mirror devices (DMD).[18,19] Such devices contain a large number of micro-mirrors (e.g., 1980 × 1200 pixels) which can be readily tilted at high frequencies. If a mirror is in on-position, white light is projected onto the respective region of the vat containing the slurry. If a mirror element is off, no light is projected onto the photosensitive formulation, leaving the slurry liquid in this area. As light-source, high-power light-emitting diodes (LEDs) are used in commercially available machines. In order to reduce scattering of the light in the ceramic-filled slurry, long wavelengths (see “Slurry formulation” Section) are preferred. Light scattering and light absorption of the ceramic particles limit the penetration depth in the slurry, which in, in turn, limits the maximum layer thickness resulting in insufficient inter-layer bonding.
Laser-based as well as DMD-based systems have their distinct benefits and drawbacks. From an optical perspective, laser-based systems have an advantage since there is less trade-off between feature resolution and build size: with an appropriate optical design, it is possible to print large parts which at the same time have excellent feature resolution (typically between 10 and 50 µm). This is in contrast to DMD-based systems, where one has to choose between large build-size and high feature resolution. A chip with 1980 × 1200 pixels and a pixel size of 50 µm at the vat yields a build size of 99 × 60mm2. If the feature resolution needs to be improved, build size will be reduced and vice versa. This trade-off can be circumvented by adopting moving DMD chips or multi-chip systems, which allow to stitch the individual images together. But the necessary changes in the system design will increase the engineering complexity.
Choosing either vector- or raster-based approaches will have a substantial influence on the kinetics of the photochemistry happening during exposure. For vector-scanning systems, the combination of laser power, laser spot size, and scan speed will define the energy dose and the exposure time which each voxel within the photopolymerizable formulation will experience. The scan speed is of specific relevance, since large scan speeds are needed to increase throughput. At the same time, an increase in scan speed will reduce the exposure time if all other parameters are left constant. In the case of formulations with rather low reactivity and a delayed gel point (see “Slurry formulation” Section) this can lead to problems regarding insufficient double bond conversion. Raster-based systems are of benefit in this context since they expose the whole layer in one shot. This leads to much longer exposure times for each voxel without sacrificing throughput.
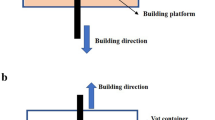
For processing of ceramic filled slurries, additional aspects need to be considered. On one side, the high solid loading will lead to a substantial increase in the viscosity of the slurry. For the purpose of filling the process zone with fresh slurry after one layer has been exposed, dedicated recoating mechanisms have been proposed. In the case of exposure from below through a transparent vat, a rotating vat can ensure that fresh slurry is always present before the next exposure step. When the slurry is exposed from above, dedicated blades are used to ensure a uniform and sufficiently thin recoating of the part beneath the surface.
Since the density of the inorganic fillers is typically much higher than the density of photopolymerizable organic formulation, measures for preventing sedimentation of the ceramic particles must be taken. On one side, proper dispersion of the particles is necessary. Additionally, continuous agitation of the slurry is helpful to avoid sedimentation. Above-mentioned rotating vat is very helpful in this context. In Fig. 1 the principle setup of a modern ceramic 3D-printer is sketched.

Schematic scheme of a lithography-based ceramic 3D-printer. 1 building platform, 2 vat, 3 optical system with DMD, 4 light source (LED).
Materials
Successful manufacturing of 3D-printed ceramic parts with good mechanical properties, requires a deep understanding of the ceramic particles in use, the formulation of the photopolymerizable slurry, and the printing parameters together with the details of thermal post-processing. In this section, key issues regarding the composition of the ceramic-filled slurries will be discussed.
Fracture mechanical aspects
One of the major challenges when dealing with 3D-printed ceramics is the limited fracture toughness of the bulk ceramic material. The inherently low toughness of ceramic materials makes them sensitive towards defects, which can limit the strength of the final part when a layer-wise manufacturing process is employed. In order to estimate the influence of surface roughness on the final strength, Eq. (1) needs to be considered, where the stress intensity factor K is related to the external stress σ, the form factor f and the defect size a.
When rearranging this formula to calculate the critical crack size ac in relation to the fracture toughness Kc of the material, Eq. (2) is obtained.
For our purposes, we use a form factor f = 1. Assuming that a high performance silicon nitride material is investigated,[20] a \({K}_{c}=6.5 \mathrm{MPa} \sqrt{\mathrm{m}}\) and a 4-point bending strength \(\sigma =930 \mathrm{MPa}\) can be inserted into Eq. (2). This leads to a value for ac = 15 μm, which needs to be related to the typical layer thickness used in additive manufacturing. In the case of lithography-based AM systems, layer thicknesses between 25 and 50 µm are common for printing load-bearing ceramic parts. From above estimations it becomes obvious, that optimized exposure strategies (e.g., greyscale exposure) and thermal processing schemes are needed to avoid reduction in strength owing to the notches introduced by the printing process.
Above presented theoretical considerations are in good accordance with experimental evidence. When using CNC-machined molds in combination with gelcasting slurries,[20,21] 4-point bending beams with defined surface roughness can be obtained. By utilizing different machining paths, molds with scalloped machining grooves parallel to the long axis of the beam can be prepared [Fig. 2(b)], as well as molds with perpendicular scallops. Parallel scallops, being in the same direction as the stresses acting on the 4-point-bending beam, should have no influence on the strength of the material. In contrast, perpendicularly scalloped surfaces [Fig. 2(a)] serve as notches and potentially reduce the strength, depending on their depth.

Perpendicular (a) and parallel machining grooves on 3-point bending beams.
Table I summarizes measured data. As expected, polished samples show the highest strength. The surface of sintered silicon nitride is very sensitive to the sintering atmosphere and the reaction of the non-sintered powder with the surrounding atmosphere will lead to a certain degree of roughness and variations in the chemical composition of the surface in comparison to the bulk. This explains why even in the case of parallel scalloped surfaces the strength of unpolished samples is reduced. Small perpendicular notches (1 and 5 µm, respectively) may lead further strength reduction. Only notches in the range of 10 µm and beyond [in reasonable agreement with linear elastic fracture mechanics, see Eq. (2)] will lead to further reduction in strength.
In the context of ceramic AM these findings indicate the importance of carefully controlling internal and external defects if load bearing ceramic parts are to be 3D-printed. Besides precise machinery and exposure parameters facilitating the manufacturing of parts with smooth surfaces, this will also require well formulated photopolymerizable ceramic slurries.
Slurry formulation
When formulating ceramic filled slurries suitable for stereolithography,[22] the organic matrix, the type of ceramic filler and the interaction between filler and matrix need to be considered. The ceramic slurries need to contain rather high amounts of ceramic powder of > 45 vol% in order to ensure proper densification upon sintering. The photocurable organic matrix is a tailored system for each used grade of ceramic powder. These binders are based on a low viscous solvent, reactive monomers of different functionality based on acrylate and methacrylate chemistry, a photoinitiator that is active at the emitted wavelength of the LEDs at a low amount of less than 1 wt%, and process specific additives such as dispersants to properly homogenize and stabilize the suspension a s well as dyes to moderate the light penetration.
Due to scattering by ceramic particles and absorption by the photoinitiator and additives, the penetration depth of light into the slurry is limited. This limits the maximum layer thickness which can be used, and also leads to a polymerization gradient within individual layers. This gradient can cause interlaminar cracking during debinding and drying. By tuning the refractive index of the organic matrix towards the refractive index of the ceramic particles,[23] the cure depth can be increased to minimize the polymerization gradient.
Typically, the cure depth should be at least twice the layer thickness to achieve proper bonding between the layers. The cure depth can be increased by using longer exposure times, which unfortunately leads to reduced build speed and reduced feature resolution due to lateral scattering of the light. The main factors which influence scattering, and as a result the penetration depth \({D}_{p}\) can be determined from theoretical considerations[24] which relate \({D}_{\mathrm{p}}\) to the average particle diameter \({d}_{50}\), a scattering term Q and the solid loading \(\Phi\) as:
Q can be calculated from the inter-particulate distance h, the wavelength λ of the used light and n, the difference of the refractive indices of matrix and filler:
As can be seen from Eqs. (3) and (4), the main influencing factor is the difference of the refractive indices between particles and matrix. Furthermore, solid loading and average particle diameter are relevant. In addition to scattering, absorption can take place, which yields challenges when dark ceramics like silicon carbide or silicon nitride are to be processed. For non-absorbing ceramics like most oxide ceramics, scattering is the dominating mechanism which limits the penetration depth. Since Dp depends inversely to the square of Δn, even moderate increases in the refractive index of the organic phase will reduce scattering. Refractive index matching,[23] which works well with a number of oxide ceramics and glass ceramics, is therefore a helpful tool to achieving a more uniform exposure and better feature resolution within each layer.
Due to the high reactivity and good availability of corresponding monomers and oligomers, formulations based on acrylate and methacrylate chemistry are commonly used in photopolymerizable slurries. In combination with efficient visible-light photoinitiators, the fast free radical photopolymerization of multifunctional acrylate monomers leads to high crosslinking densities and gelation at low double bond conversion (DBC). This is helpful for achieving high build speeds at low light intensities. On the other hand, high crosslinking densities might cause cracking of the green part during drying and debinding.
It is therefore necessary to balance the crosslink density, the solvent content and the exposure strategy in order to reach a practical compromise between high reactivity, resulting in higher throughput, and possible challenges during debinding.
A useful concept in this respect is the gelpoint formulation (see Fig. 3). The gelpoint of a photopolymerizable formulation refers to the intersection between the storage modulus curve (G′) with the curve of the loss modulus (G″). Before the gelpoint, the slurry is liquid, after the gelpoint the formulation can behaves like a solid. A delayed gel point is helpful to reduce shrinkage and internal stresses, but poses challenges for the exposure strategy: For rather weakly crosslinked photopolymers, which are preferred for 3D-printing of ceramics, the time tgP which is necessary to reach the point where the formulation becomes solid like is typically in the range of several seconds. This leads to consequences for the used exposure strategy, since not only the light dose but also its distribution over time is relevant for the outcome of the exposure process. For determining the photorheological properties of photopolymer formulations, a photorheometer which can combine the measurement of viscoelasticity in combination with infrared spectra (see Fig. 3) is a very helpful tool.

With photorheology, the viscoelastic properties of a photopolymer can be related to the double bond conversion.[25]
An additional important aspect of slurry formulation is a good dispersion of the ceramic particles in the photopolymerizable formulation.[26] This can be achieved by choosing appropriate dispersing agents, which serve as compatibilizer between the different polarities of ceramic particles and organic matrix.
Applications
Biomedical engineering
Patient-specific implants are already well established and one of the key drivers in AM for biomedical applications. As already mentioned above ceramics could be either bioinert (no reaction from the body against the material) or bioresorbable (full resorption of the material by the body). Both ceramic material classes are already used in biomedical applications and AM offers now new possibilities (Fig. 4).

Source: Lithoz GmbH.
3D-printed non-prep veneers from lithium disilicate with (right) and without (left) pigments.
Lithium disilicate is a well-known and aesthetic material for dental reconstruction but is difficult to shape. It may be either casted, a time-consuming process, or subtractively machined. Both approaches have in common that it is not possible to make thin parts, which is only possible with AM as it enables fabrication of so-called non-prep veneers. Dental non-prep veneers are thin, shell-like restorations. As the name suggests, these restorations can be applied without prior invasive preparation of teeth making. As a consequence, the required medical procedure is more comfortable for patients as it does not require anesthetics and the removal of enamel.
By analogy, the production of crowns is also possible. For increased aesthetics a core–shell principle can be applied to mimic the natural structure of the teeth with a dentin core and an enamel shell. This can be done by printing, sintering and assembly of two separate elements printed from different suspensions—one element containing a given pigment and the other element containing another or none—or even by using multi-material printing techniques[27] to combine the two different suspensions directly during 3D-printing. The resulting crown using this multi-material printing is depicted in Fig. 5.

Source: Lithoz GmbH.
3D-printed crown using a bi-material printing approach to combine pigment-containing lithium disilicate in the core with unpigmented lithium disilicate in the shell.
Resorbable materials like calcium phosphates (hydroxyapatite or tricalcium phosphate) or bioglasses (S45S5 or similar) can be used as bone replacement scaffold to ensure the healing of bigger size defects. The human body resorbs these materials and uses their chemical compounds to grow new bone in the body. After implantation, these scaffolds are gradually resorbed by the human body (the resorption rate is depending on the size, the material, and the density of the implants) and remodeled into native bone tissue so that the defect is then eventually completely recovered with natural bone. The main applications for these materials are in the cranio-maxillofacial area and especially cranial implants as shown in Fig. 6.

Source: Lithoz GmbH.
3D-printed cranial implant made from hydroxyapatite.
Energy and aerospace engineering
Aerospace and power industries are continually seeking to increase engine efficiency to reduce the fuel consumption and carbon footprint. This could be achieved by increasing the working temperature of the engines, but the turbine blades are already run above their melting temperature of the material, which is possible due to air cooling of the blades and thermal barrier coatings. These blades are usually casted and in order to form the complex internal cooling channels during the casting of metal turbine blades, a ceramic core, which is usually are injection molded, is necessary. To further increase the efficiency more sophisticated cooling channels (multi-wall cores) must be introduced and these cannot be injection molded anymore. Examples of AM fabricated casting cores are shown in Fig. 7.

Source: Lithoz GmbH.
Ceramic casting cores in the as-printed green state directly after printing (left) and after debinding and sintering (right).
Industrial applications
As already pointed out at the beginning of this article, ceramics have special material properties, which allows them to withstand harsh environmental conditions, such as corrosive atmospheres, high temperatures and high wear. Hence, they are used in multiple applications, where other materials would fail. Nozzles for high abrasive materials, catalyst carriers for satellite propulsion, or microreactors[28] are just some examples for such use cases. Also, the textile and semiconductor industry[29] benefit from ceramic parts. Traditional processes, such as injection molding or milling, reach their limits when it comes to complex structures or small batches. For obvious reasons, 3D printing can opens entirely new technological opportunities.
Discussion and future perspectives
The previous section provides guidance where 3D-printed ceramics may find useful applications. In recent years, it could be shown that the requirements regarding reproducibility, cost, precision and part quality can meet the needs for a range of applications, even in demanding fields like biomedical engineering. This leaves room for substantial future growth of 3D-printed ceramics. We submit the hypothesis that the following parameters will determine to what extent 3D-printing of ceramics will broaden future applications:
-
(1)
Part size: AM benefits from applications, where rather small parts are required, since the cost per part typically scales linearly with the part volume.
-
(2)
Customizability: AM is of benefit in applications, where customizability (e.g., patient specific geometries for medical implants) is of importance. In contrast to many other manufacturing methods, customizability comes for free when using AM.
-
(3)
Shape complexity: Complex geometries with internal channels, freeform-structures and overhanging features are in many cases difficult to fabricate with traditional manufacturing methods (e.g., CNC machining). Applications which require such features (e.g., heat exchangers, nozzles for combustion engines, …) can achieve significant performance gains when relying on AM.
-
(4)
Digitalization: As an inherently digital manufacturing method, AM benefits from use cases where digital models are easily available, e.g., patient data from intraoral scanners in digital dentistry or computer tomography data in medicine.
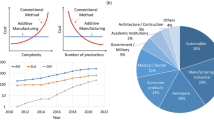
The combination of customizability, shape complexity and digitalization will determine, how “irreplaceable” AM is for specific applications. Figure 8 shows a qualitative diagram which reflects the view of the authors regarding the future potential of various AM applications. Since no specific numbers on applications relying on ceramic materials were available, Fig. 8 depicts the overall situation, with no limitation on specific materials, assuming that ceramics follow a similar trend like polymers and metals. We believe that applications related to biomedicine show significant potential, in terms of market volume as well as irreplaceability of AM in this segment: The demand for customization is by the nature of the applications large (e.g., digital dentistry), the part sizes are small and cost per part can be high. In addition, ceramics have certain benefits regarding biocompatibility and aesthetics compared to polymers and metals. Although the entry barriers (regulatory affairs, efficient access to the market, …) are high, the benefits are large enough to justify significant efforts to overcome these barriers. The market size is sufficiently large, in 2020[30] the worldwide medical market had a size of 120 Bill. US$. Of specific interest for AM is the dental market, whose overall size is estimated to be 38 Bill. US$ in 2022.[31] AM is already covering a substantial part of this market, e.g., by providing 3D-printed dental aligners for orthodontics.

Qualitative estimation of the potential market volume over irreplaceability of 3D-printed parts in various fields of application.
Another boost for 3D-printed ceramics comes from the fact that the acquisition of digital models (e.g., obtained by computed tomography or intraoral scanners) is becoming more and more standard in fields such as orthodontics, implantology and restorative dentistry. Maintaining this momentum requires further expanding manufacturing tools that area capable of printing digital models of biomedical-grade materials. Ceramics with good biocompatibility, excellent aesthetics and adequate mechanical properties are the right choice for many of such applications.
3D-printed ceramics turned out to be an excellent choice for a variety of applications in chemical and mechanical engineering, where parts with complex shapes need to operate under harsh environmental conditions (high temperature, and corrosive media) are needed. We anticipate that the number of applications benefitting from 3D-printed ceramics will grow further.
As indicated in Fig. 8, fields like electronics and electrochemistry (batteries and fuel cells) offer large potential for 3D-printed ceramics. Lithography is a well-established technology in micro-electronics, and the demand for future miniaturization and further integration plays into the hands of lithography-based 3D-printing of ceramics. The latter provides for necessary resolution, needed structural properties, as well as electrical and thermal properties, including electronic and ionic conductivity. Other relevant material properties as such as coefficient of thermal expansion and chemical and thermal stability are also achievable with 3D-printed ceramics. Applications such as complexly shaped ceramic separators or heat thinks with conformal cooling channels might open inroads into large and growing markets. In terms of potential market size, microelectronics with its large global market size of 440 Bill. US$ in 2020[32] will increasingly offer very interesting use-cases for 3D-printed ceramic parts (e.g., electrical connectors, interconnects, 3D-printed functional ceramic parts for sensors, …).
Data availabilty
The datasets generated during and/or analyzed during the current study are available from the corresponding author on reasonable request.
References
Y. Lakhdar, C. Tuck, J. Binner, A. Terry, R. Goodridge, Additive manufacturing of advanced ceramic materials. Prog. Mater. Sci. 116, 100736 (2021). https://doi.org/10.1016/j.pmatsci.2020.100736
J.-C. Wang, H. Dommati, S.-J. Hsieh, Review of additive manufacturing methods for high-performance ceramic materials. Int. J. Adv. Manuf. Technol. 103, 2627–2647 (2019). https://doi.org/10.1007/s00170-019-03669-3
A. Zocca, P. Colombo, C.M. Gomes, J. Günster, Additive manufacturing of ceramics: issues, potentialities, and opportunities. J. Am. Ceram. Soc. 98, 1983–2001 (2015). https://doi.org/10.1111/jace.13700
J. Deckers, J. Vleugels, J.-P. Kruth, Additive manufacturing of ceramics: a review. J. Ceram. Sci. Tech. 5, 245–260 (2014). https://doi.org/10.4416/JCST2014-00032
R. Galante, C.G. Figueiredo-Pina, A.P. Serro, Additive manufacturing of ceramics for dental applications: a review. Dent. Mater. 35, 825–846 (2019). https://doi.org/10.1016/j.dental.2019.02.026
D. Grossin, A. Montón, P. Navarrete-Segado, E. Özmen, G. Urruth, F. Maury, D. Maury, C. Frances, M. Tourbin, P. Lenormand, G. Bertrand, A review of additive manufacturing of ceramics by powder bed selective laser processing (sintering/melting): calcium phosphate, silicon carbide, zirconia, alumina, and their composites. Open Ceram. 5, 100073 (2021). https://doi.org/10.1016/j.oceram.2021.100073
D.L. Bourell, H.L. Marcus, J.W. Barlow, J.J. Beaman, Selective laser sintering of metals and ceramics. Int. J. Powder Metall. 28, 369 (1992)
M.K. Agarwala, R.V. Weeren, R. Vaidyanathan, A. Bandyopadhyay, G. Carrasquillo, V. Jamalabad, N. Langrana, A. Safari, S.H. Garofalini, S.C. Danforth, J. Burlew, R. Donaldson, P. Whalen, C. Ballard, Structural ceramics by fused deposition of ceramics. In: SFF Symposium (University of Texas Austin, Austin, 1995), pp. 1–8. https://doi.org/10.15781/T2N873J4Q
S. Cano, J. Gonzalez-Gutierrez, J. Sapkota, M. Spoerk, F. Arbeiter, S. Schuschnigg, C. Holzer, C. Kukla, Additive manufacturing of zirconia parts by fused filament fabrication and solvent debinding: selection of binder formulation. Addit. Manuf. 26, 117–128 (2019). https://doi.org/10.1016/j.addma.2019.01.001
E. Sachs, M. Cima, J. Cornie, D. Brancazio, J. Bredt, A. Curodeau, T. Fan, S. Khanuja, A. Lauder, J. Lee, S. Michaels, Three-dimensional printing: the physics and implications of additive manufacturing. CIRP Ann. 42, 257–260 (1993). https://doi.org/10.1016/S0007-8506(07)62438-X
E. Sachs, M. Cima, J. Cornie, Three-dimensional printing: rapid tooling and prototypes directly from a CAD model. CIRP Ann. 39, 201–204 (1990). https://doi.org/10.1016/S0007-8506(07)61035-X
S.A. Rasaki, D. Xiong, S. Xiong, F. Su, M. Idrees, Z. Chen, Photopolymerization-based additive manufacturing of ceramics: a systematic review. J. Adv. Ceram. 10, 442–471 (2021). https://doi.org/10.1007/s40145-021-0468-z
M.L. Griffith, J.W. Halloran, Freeform fabrication of ceramics via stereolithography. J. Am. Ceram. Soc. 79, 2601–2608 (1996). https://doi.org/10.1111/j.1151-2916.1996.tb09022.x
M.L. Griffith, T.M. Chu, W. Wagner, J.W. Halloran, Ceramic stereolithography for investment casting and biomedical applications. In: SFF Symposium (University of Texas Austin, Austin, 1995), pp. 31–38. https://doi.org/10.15781/T20K26W76
F. Doreau, C. Chaput, T. Chartier, Stereolithography for manufacturing ceramic parts. Adv. Eng. Mater. 2, 493–496 (2000). https://doi.org/10.1002/1527-2648(200008)2:8%3c493::AID-ADEM493%3e3.0.CO;2-C
C. Provin, S. Monneret, H. Le Gall, S. Corbel, Three-dimensional ceramic microcomponents made using microstereolithography. Adv. Mater. 15, 994–997 (2003). https://doi.org/10.1002/adma.200304916
S. Narang, S. Ventura, S. Sharma, J. Stotts, Fabrication of three-dimensional objects, WO2000000335A1 (2000)
G. Mitteramskogler, R. Gmeiner, R. Felzmann, S. Gruber, C. Hofstetter, J. Stampfl, J. Ebert, W. Wachter, J. Laubersheimer, Light curing strategies for lithography-based additive manufacturing of customized ceramics. Addit. Manuf. 1–4, 110–118 (2014). https://doi.org/10.1016/j.addma.2014.08.003
M. Schwentenwein, J. Homa, Additive manufacturing of dense alumina ceramics. Int. J. Appl. Ceram. Technol. 12, 1–7 (2015). https://doi.org/10.1111/ijac.12319
J. Stampfl, H.-C. Liu, S.W. Nam, K. Sakamoto, H. Tsuru, S. Kang, A.G. Cooper, A. Nickel, F.B. Prinz, Rapid prototyping and manufacturing by gelcasting of metallic and ceramic slurries. Mater. Sci. Eng. A. 334, 187–192 (2002). https://doi.org/10.1016/S0921-5093(01)01800-7
H.-C. Liu, S. Kang, F.B. Prinz, J. Stampfl, T. Wien, Fabrication of ceramic components for micro gas turbine engines. In: 26th annual conference on composites, advanced ceramics, materials, and structures: b: ceramic engineering and science proceedings, vol 23 (4) (John Wiley & Sons, Ltd, 2002), pp. 43–50. https://doi.org/10.1002/9780470294758.ch5
J.W. Halloran, M. Griffith, T.-M. Chu, Stereolithography resin for rapid prototyping of ceramics and metals, US Pat. 6117612A (1997)
M. Hartmann, M. Pfaffinger, J. Stampfl, The role of solvents in lithography-based ceramic manufacturing of lithium disilicate. Materials. 14, 1045 (2021). https://doi.org/10.3390/ma14041045
T. Chartier, C. Chaput, F. Doreau, M. Loiseau, Stereolithography of structural complex ceramic parts. J. Mater. Sci. 37, 3141–3147 (2002). https://doi.org/10.1023/A:1016102210277
M. Kury, K. Ehrmann, C. Gorsche, P. Dorfinger, T. Koch, J. Stampfl, R. Liska, Regulated acrylate networks as tough photocurable materials for additive manufacturing. Polym. Int. 71, 897–905 (2022). https://doi.org/10.1002/pi.6364
M. Pfaffinger, M. Hartmann, M. Schwentenwein, J. Stampfl, Stabilization of tricalcium phosphate slurries against sedimentation for stereolithographic additive manufacturing and influence on the final mechanical properties. Int. J. Appl. Ceram. Technol. 14, 499–506 (2017). https://doi.org/10.1111/ijac.12664
S. Nohut, S. Geier, I. Kraleva, M. Schwentenwein, R. Bermejo, Lithography-based additive manufacturing of porosity graded alumina (2022). https://doi.org/10.2139/ssrn.4092234
B. Perez, Bosch and BASF create world’s first 3D printed ceramic microreactor, 3D printcom voice 3D print. Addit. Manuf. (2022). https://3dprint.com/292761/bosch-and-basf-create-worlds-first-3d-printed-ceramic-microreactor/. Accessed 27 April 2023
Alumina Systems at the FormNext, (n.d.). https://alumina.systems/en/Company/News/Archiv-News-EN/Ceramic-gas-distribution-ring-highlight-of-FormNext-E1269.htm. Accessed 27 April 2023
D. Sher, Ceramic AM—an analysis of the market and a 10-year forecast of key hardware, materials and service opportunities 2020–2030, 3dpbm (2021)
Dental market, (n.d.) https://www.fortunebusinessinsights.com/dental-market-106251. Accessed 2 Aug 2023.
Mikroelektronik—Trendanalyse bis 2025 (2021). https://www.zvei.org/presse-medien/publikationen/mikroelektronik-trendanalyse-bis-2025. Accessed 2, Aug 2023
Funding
Open access funding provided by TU Wien (TUW). No funding was received to assist with the preparation of this manuscript.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
MS and JH have an employment contract with Lithoz GmbH, JH is also shareholder of Lithoz GmbH. In addition to that, the authors have no conflicts of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Stampfl, J., Schwentenwein, M., Homa, J. et al. Lithography-based additive manufacturing of ceramics: Materials, applications and perspectives. MRS Communications 13, 786–794 (2023). https://doi.org/10.1557/s43579-023-00444-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1557/s43579-023-00444-0