
Abstract
Titanium alloys are widely used in the petrochemical industry owing to their excellent overall performance. In this study, a high-temperature solution treatment in the two-phase region was proposed, with a slow cooling rate resulting in the successful partial globularization of lamellar α microstructure, achieving an extruded Ti-Al-V-Mo-Zr alloy tube elongation increase of 69% and impact toughness increase of 51%. The kinking of lamellar α microstructure promoted its continuous globularization by increasing misorientation. Consequently, the elongation and impact toughness of Ti-Al-V-Mo-Zr alloy tubes could be greatly improved by tuning the microstructure to a mix of coarse equiaxed and lamellar α microstructures, the improved strength being attributed to the secondary α phase (αs) obtained using the proposed method and aging. The results of this study can be expected to provide guidance for the fabrication of highly ductile titanium-alloy oil-drilling tubes.
Graphical abstract

Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Titanium alloys are important structural materials that are used extensively in the field of aerospace engineering, biomedical applications, and the petrochemical industry because of their excellent mechanical properties, broad working temperature range, good fatigue resistance, and superior corrosion resistance [1,2,3]. Titanium alloys are typically used as major load-bearing structures that can be exposed to harsh conditions, necessitating superior structural and mechanical properties. A variety of microstructures—such as equiaxed, bimodal, or lamellar microstructures—can be obtained using different heat-treatment processes. Consequently, Ti-6Al-4 V alloys with lamellar microstructures are often used in the petrochemical industry. Although the lamellar microstructure exhibits high fracture toughness, good creep strength, and resistance to fatigue crack growth, the moderate strength and ductility of the alloy limit its wider industrial application. The bimodal or equiaxed microstructures exhibit a better balance between strength and ductility. To obtain such microstructures, well-designed, multi-step thermomechanical processing (TMP) is essential for breaking the lamellar α microstructure and creating the globular α microstructure.
This microstructural transition is known as the spheroidization of lamellar α, and it can be understood as a special recrystallization process as it occurs without nucleation. Generally, sufficient plasticity can be used to form the globular α microstructure through a series of TMP processes, owing to the deformation and globularization of the existing lamellar α microstructure.
In recent decades, many studies have been conducted on the dynamic globularization of two-phase titanium alloys [4,5,6,7]. Semiatin et al. investigated the deformation conditions related to the dynamic globularization kinetics of Ti-6Al-4 V [8] and Ti-6242 [9] alloy during isothermal hot compression tests. Shell and Semiatin [10] studied the effect of the initial microstructure on dynamic globularization. Furthermore, Shao [11, 12] reported the coarsened αs to be delayed crack growth; the coarsening of αs effectively improving the ductility of the alloy and slightly increasing its strength. The morphology of the coarsened αs could be further optimized by heat treatment based on in situ observations. Tan [13] studied the slip behavior and low-cycle fatigue of the TC21 alloy and found that the equiaxed microstructure exhibited a longer fatigue life and superior tensile properties than the lamellar microstructure. In summary, the best combination of properties was obtained by adjusting the size and morphology of αp (primary) and αs phases. Park et al. recently reported that for Ti-6Al-4 V alloys, enhanced superplasticity could be achieved by dynamic spheroidization at high strain rates of 0.1–1 s−1. It was evident that plastic deformation was essential to induce globularization prior to heat treatment [14]. However, although previous studies have provided broad insights into the dynamic and static globularization of two-phase titanium alloys, limited attention has been paid to the detailed mechanisms of microstructural evolution in two-phase titanium alloys containing Widmanstätten microstructures.
However, titanium-alloy tubes used for oil-drilling pipes have very limited deformation processes and cannot be subjected to TMPs to tune their globularization microstructures. Consequently, the titanium-alloy tube used in this study could only be subjected to heat treatment to achieve a better combination of strength and toughness, though it is difficult to produce bimodal structures using heat treatment alone. However, recently, successful globularization during the manufacturing of titanium components has been reported [4, 5, 15,16,17]. These heat treatments rely on subcritical annealing during the first stage to produce the globular α microstructure; below the β-transus temperature, some αp was preserved and formed intragranular α nuclei, which promoted the growth of equiaxial α during the subsequent continuous cooling process. Consequently, globularization could be initiated through the splitting of lamellar α at the sub-grain boundaries.
This study aims to evaluate the globularization behavior of the lamellar α microstructure during heat treatment and its influence on the strength and impact toughness of extruded Ti-Al-V-Mo-Zr alloy tubes with lamellar microstructures. Consequently, various heat treatments were conducted in the α + β phase region, and tensile property and impact tests were conducted at room temperature. Finally, the microstructures were examined in detail to clarify the relationship between the microstructures and various properties.
Results
Microstructure evolution
Figure 1 shows the microstructures of samples obtained using different heat treatments. The microstructure after heat treatment exhibit evident globularization characteristics, unlike the extruded microstructure. Figure 1(a) shows the residual colony α and a small lamellar α fragment in the S1 sample. This indicates that the solution treatment and aging (STA) process cannot result in globularization. Figure 1(b) shows several lamellar α fragments that form globular α nuclei, which further facilitate the globularization of lamellar α [18]. Some lamellar α also transform to β phase, increasing the β phase content. The considerable difference between the microstructures of the S1 and S5 samples, shows that the solid solution at a higher temperature in the two-phase region and a slow cooling rate can promote the transformation of microstructures from lamellar α to globular α [19].

Microstructure of the TC4S alloy samples after different heat treatments, (a) S1 sample, (b) S2 sample, (c) S3 sample, (d) S4 and (e) S5 sample and (f) the microstructure parameters of the TC4S alloy samples after different heat treatments.
Figure 1(c)–(e) shows that incompletely globularized, completely globularized, and unglobularized regions are formed in samples S3, S4, and S5, with several grains retaining their lamellar characteristics. This may be because numerous lamellar α regions are retained owing to limited deformation during the extrusion process, the formation of subgrain boundaries being limited under low-deformation conditions [20]. Deformation is an important factor affecting globularization during heat treatment [21]. Compared with the STA process, some dislocations in the samples may be rearranged, numerous sub-grains forming, which promote the transformation of microstructures from lamellar α to globular α—this is a necessary condition for the globularization of the kinked lamellar microstructure. The globular α nucleus further promotes the growth of globularized α during the continuous slow cooling process [Fig. 1(c)]. During this process, bending lamellar α forms straight lamellar α, whereas bending lamellar α fragmentation forms globularized α, as the residual stress is relieved. Moreover, some bending lamellar α in the grain changes to globular α and forms residual α. Subsequently, the lamellar α decreases when subjected to solution heat treatment (910 °C for 1 h) and aging heat treatment (500 °C for 2 h) applied after subcritical annealing; as shown in Fig. 1(d), the microstructure of the S4 and S5 samples is mixed with coarse equiaxed and lamellar α microstructures. Figure 1(f) summarizes the microstructural parameters of the alloy samples after different heat treatments. It is evident that the colony sizes of the S4 and S5 samples increase, providing effective resistance to crack propagation during impact.
Evolution of grain boundaries
The transformed microstructures of sample S4 were observed using electron backscatter diffraction (EBSD), the morphological changes of which can be described as follows: when the deformation is constant, a large number of dislocations are initiated near the shear line, and the dislocations cross-slip and climb during heat treatment. As the heat treatment continues, a dislocation wall forms, which then changes into a sub-grain boundary along the shear band, further separating the lamellar α. The lamellar α phase undergoes a change in shape under heat treatment. This process is important to understand the microstructural evolution mechanism. Consequently, it is necessary to explain the phase-rotation process from a crystallographic perspective.
Figure 2(a) shows the EBSD orientation maps of the S4 sample. In terms of the microstructure, the lamellar structure does not separate, thereby maintaining its integrity. However, crystal rotation occurs in a single lamellar α. Here, the different colors of the lamellae α represent different crystal orientations, the high and low-angle boundaries clearly evident in the lamellae α. Moreover, a high-angle boundary indicates a grain boundary misalignment of > 15°, whereas a low-angle boundary indicates a grain boundary misalignment is 2°–15°. The same area exhibits different crystal orientations, indicating the formation of misorientations within that area.

EBSD microstructure analysis for S4 sample, (a) inverse pole figure (IPF) of grain microstructure, misorientation ofα grain in (b) area I, (c) area II, and (d) area III.
Figure 2(b)–(d) shows the changes in the crystal orientation of areas I, II, and III, respectively. As shown in Fig. 2(b), area I exhibits six different orientations, the Euler angles being [Φ = 89.2°, φ1 = 35.4°, φ2 = 4.2°], [Φ = 91.5°, φ1 = 36.6°, φ2 = 2.6°], [Φ = 92.3°, φ1 = 41.5°, φ2 = 55.3°], [Φ = 92.8°, φ1 = 42.0°, φ2 = 3.5°], [Φ = 90.8°, φ1 = 43.4°, φ2 = 6.4°], and [Φ = 90.8°, φ1 = 49.4°, φ2 = 9.7°], respectively. The misorientations of the three grains determined via calculations are 6.01°, 5.18°, 4.48°, 3.19°, and 6.58° (these values indicating the formation of low-angle boundaries). This stage can be regarded as the beginning of the boundary division. Similarly, area II in Fig. 2(c) exhibits six different crystal orientations. However, this shows more evident differences in orientation, unlike the orientation of area I. The Euler angles of the six crystals in area II are [Φ = 73.2°, φ1 = 33.7°, φ2 = 18.4°], [Φ = 73.5°, φ1 = 35.0°, φ2 = 19.2°], [Φ = 84.7°, φ1 = 107.3°, φ2 = 13.8°], [Φ = 80.8°, φ1 = 122.5°, φ2 = 11.8°], [Φ = 80.5°, φ1 = 123.0°, φ2 = 45.4°], and [Φ = 86.8°, φ1 = 146.2°, φ2 = 37.6°], respectively. The misorientations in area II are 73.46°, 18.48°, 15.58°, and 26.27° (these values indicating the formation of high-angle boundaries).
Additionally, area III exhibits a more apparent change in crystal orientation, as shown in Fig. 2(d). The Euler angles are [Φ = 52.2°, φ1 = 33.9°, φ2 = 53.3°], [Φ = 64.9°, φ1 = 41.4°, φ2 = 37.1°], and [Φ = 61.0°, φ1 = 44.1°, φ2 = 9.9°], respectively. The misorientations within area III determined via calculations are 15.8°, 12.36°, and 30.17°; in this case, the degree of misorientation can be regarded as completion of the boundary-splitting process. The bending of lamellar microstructures occurs because of the out-of-step rotation of the crystal structures after heat treatment—that is, from the initial homogeneous crystal structures to the out-of-step rotation of the crystal structures [22, 23].
Consequently, grain formation is a crystal orientation transition process from low-angle grain boundaries to high-angle grain boundaries, and then to grain boundary separation. Akhtar [24,25,26] found higher creep-damage tolerance values in P91/P91B samples owing to the highest precipitate-size: prior-austenite-size ratio and the synergistic effects of crystal orientations, creep parameters, local strain, macro-microdeformation, and polycrystal hardness.
Globularization of Widmanstätten microstructure
Detailed transmission electron microscope (TEM) images of the transformed microstructures of samples S2 and S3 are shown in Fig. 3(a), (b), and (c), respectively. These images also provide a better understanding of the globularization of bending lamellar α. Figure 3(a) shows several tangled dislocation distribution around the bending lamellar α caused by the inhomogeneity of the hot-extrusion process. Upon heating the sample to 955 °C for 15 min, the tangled dislocations in the titanium alloy readily cross-slip and climb. The movement of these dislocations and their accumulation at the grain boundaries lead to stress concentrations with increasing heat treatment time. Consequently, the boundaries become irregular. To reduce the stress concentration, the dislocation tangles form planar dislocation arrays (Fig. 3(b)).

Dislocation configuration of the Ti-Al-V-Mo-Zr alloy samples, (a) extruded, (b) S2, (c) S3 sample and (d) schematic illustration.
As the heating time increases to 60 min [Fig. 3(c)], the dislocations recombine to form dislocation substructures (subgrain boundaries). Consequently, an increase in diffusion-controlled dislocation occurs because of thermal activation, which promotes the formation of high-angle boundaries at the interphase α/α boundary [27, 28]. These subgrain boundaries split the primary lamellar α microstructure, resulting in the globularization of the extrusion Ti-Al-V-Mo-Zr alloy microstructure.
Figure 3(d) shows a schematic of the globularization process during heat treatment. Dislocations exist within the bending lamellar α owing to the inhomogeneity of the hot-extrusion process [29,30,31]. After heat treatment, the residual stress and heat energy move to these dislocations. To reduce the stress concentration, the tangled dislocation array forms a subgrain. Moreover, the energy stored in dislocations is generally higher than that in the plane dislocation array, implying that at higher temperatures, the entangled dislocation structure can spontaneously form a plane array to reduce free energy [15, 32].
The low-energy dislocation structure theory was proposed by Wilsdorf et al. [33]. During high-temperature heat treatment, the dislocations of the samples, as shown in Fig. 3(d), are in a thermodynamic non-equilibrium state and may slip, climb, or recombine to reduce the total energy. These active dislocations gradually develop into planar arrays with increasing annealing time, which minimizes the total free energy. The evolution process is shown in Fig. 3(d). These dislocation arrays are the initial subboundaries. Some dislocations aggregate through further dislocation movement or recombination, thereby forming a series of stable subboundaries. These subgrain boundaries split the main lamellae α, leading to some lamellae α splitting while others are retained. Additionally, the dislocations in the lamellae α are reduced.
The tensile property and impact toughness of TC4S alloy
The tensile properties and impact toughness of an alloy are influenced by its microstructural features, such as the volume fraction, size, and morphology of the different phases. Figure 4 shows the average tensile properties of the TC4S alloy after heat treatment. As shown in Fig. 4, the yield strength (σ0.2) and ultimate tensile strength (σb) of the globularized alloy decrease, but the σ0.2 and σb of S1 sample increase. Moreover, the elongation and impact toughness of the globularized alloy are superior to those of the extruded alloy. As expected, the globularization of lamellar α affects the mechanical properties of the alloy, reducing the strength and increasing the elongation (EI).

Stress–strain curves and tensile property and impact energy results of TC4S alloy samples after different heat treatments.
The σb, σ0.2, EI, and impact toughness of the extruded Ti-Al-V-Mo-Zr alloy were measured to be 1026.4 MPa, 952.1 MPa, 12.8%, and 37 J/cm2, respectively. The σb and σ0.2 values of sample S1 increased because several lamellar α transformed into the β phase, the second phase being generated in the latter. The σb and σ0.2 values of sample S3 decreased slightly compared to those of S2, owing to the increase of solution time, more lamellar α phase transformed into β phase. The α nuclei resulted in a slight decrease in the σb and σ0.2 because of the globular α in the S3 sample. Moreover, the impact toughness of the S1, S2, and S3 samples (22, 18.6, and 14.2 J/cm2) decreased. For the S4 sample, the σb and σ0.2 decreased slightly to 874.3 and 746.1 MPa, respectively. The elongation and impact toughness increased by 22% and 62.8 J/cm2, respectively, owing to the reduction in the cooling rate, thereby leading to the production of globular α. The fraction of the lamellar α decreased and the α nuclei in these regions continued to grow, resulting in an average width and aspect ratio of 6 μm and 1.5, respectively. In turn, this induced a decrease in the σb and an increase in elongation.
Consequently, the contribution of the dislocation walls, channel structure, and cells to the strength and ductility are similar to the “fine grain effect.” During the stage II temperature in the globularization process of the S5 sample, the increased size of globular α enhanced the strength of the alloy [34, 35]. During the final step in the globularization process, only αs precipitates in the β phase were included owing to the increased interface, resulting in increased strength. The elongation and impact toughness were improved because of the globularization of a portion of the lamellar α [15]. The increased fraction of the globular α improved the impact toughness of the S4 and S5 (55.7 J/cm2) samples, although, the impact toughness of the S1 sample decreased.
During the quenching and aging process, the bending lamellar α transformed to the β phase, resulting in a decrease in impact toughness owing to the lower volume fraction of globular α. Furthermore, as shown in Fig. 4, it is evident that the grain size and volume fraction of lamellar α of the S2 and S3 samples decrease compared to the S1 sample, the resistance of crack propagation decreases, resulting in the impact toughness decreasing. After globularization, the α colony size and the volume fraction of the globular α of the S4 and S5 samples increases; this, the impact toughness increases considerably.
Discussion
Effect of microstructure on strength and impact toughness
Figure 5 shows the relationship between the tensile strength and impact toughness of typical titanium alloys. The results are similar to those of Hirth’s investigation [38], which shows that all data are largely in line with the linear distribution and TC4S alloys with lamellar microstructures exhibit the highest impact toughness among typical titanium alloys; moreover, its corresponding tensile strength is not exactly low. It is evident that unglobularization of the lamellar α phase is one of the main factors influencing the impact toughness. This result was also predicted by Collins, who conducted multiple neural network simulations using available data to establish a fracture toughness-strength correlation in Ti-6Al-4 V alloys.

The relationship between YS and the impact toughness for Ti and titanium alloys. Our present TC4S alloy achieves excellent impact energy while maintaining a medium yield strength compared to other titanium alloys, for example CP-Ti [36,37,38,39], Ti-6Al-4 V alloy [40,41,42,43,44,45], Ti-5Al-2Sn-2Zr-4Mo-4Cr alloy [46,47,48], Ti-6Al-2Sn-2Zr-3Mo-1Cr-2Nb-0.1Si [49,50,51,52].
For single-phase alloys, the energy consumed during crack growth is used to overcome plastic deformation at the crack tip. Consequently, increasing the plastic zone at the crack tip can improve impact toughness [53]. The width of the plastic zone at the crack tip of the plane strain an be calculated as follows:
where D0 denotes the width of the plastic zone of the crack tip, and σ0.2 denotes the yield strength [54].
The yield strength of the Ti-6Al-4 V alloy was taken to be 866.47 MPa, while KIC was 91.45 MPa m1/2. Assuming the size of the plastic zone for the α and β phases to be the same, the calculated width of the plastic zone at the crack tip for the Ti-6Al-4 V alloy is 3.5 μm. The width is much larger than the lamellar α, and smaller than the gobular α.
Figure 6 shows the plastic zone of the crack tip during crack propagation. Here, Fig. 6(a) shows the interaction between the globular α and plastic zone. In this case, the globular zone is larger than the plastic zone. When a crack passes through the globular α or along its boundary, the plastic dissipation energy increases and the crack path is circuitous.

The mechanism of the influence of the globular α (a) and lamellar α (b) on impact toughness (c) the schematic diagram of the microstructure of sample S4 and S5.
Figure 6(b) shows the interaction between the lamellar α and the plastic zone, the thickness of the lamellar α being smaller than that of the plastic zone. When the plastic zone includes two or more lamellar α, there is more energy consumption in the plastic zone. In this study, it is evident that the globularization of the α phase influences the impact toughness.
The microstructure of samples S4 and S5 is a heterogeneous structure with mixed with coarse equiaxed and lamellar α. Figure 6(c) shows a schematic of the microstructures of the samples S4 and S5. It is evident that the lamellar α phase at the grain boundaries forms colonies, while a coarse equiaxial structure is formed within the crystal. When the crack enters the grain through the grain boundary, it first passes through the colony comprising lamellae α, leading to deflection of the crack. Since the lamellar α has the same orientation in a colony, it can be considered to be a single crystal; consequently, the colony becomes an effective barrier. Additionally, the slip system of the phase with a hexagonal tightly packed (HCP) crystal structure is limited compared to that of the β-phase with a body-centered cubic (BCC) crystal structure. The cracks are more tortuous in S4 and S5 than in S1, S2, and S3, and their impact toughness increases.
Effect of second phase on impact toughness
Figure 7 shows that samples S1 and S5 comprise the second phase (αs) in the β phase. Figure 7(a) and (b) shows a bright-field TEM micrograph of the S1 sample, and Fig. 7(c) and (d) shows a bright-field TEM micrograph of the S5 sample. The fractured αs is as shown in Fig. 7(b) and (d). Figure 7(e) shows αs and the corresponding selected area electron diffraction (SAED) patterns of the S5 sample. It is evident that the corresponding SAED patterns that are recorded near to the [110]β zone axis and the αs phase are acicular and form in three different directions. There are more αs phases in the S5 sample than that in the S1 sample. Figure 7(f) shows the crack growth diagram in the residual α and β phases. During the impact-toughness test, the crack tends to propagate to the next slip bands or the α/β interface. A higher fraction of the αs phase in the β phase in the S5 sample causes a more circuitous crack across the β phase than that in the S1 sample. When cracks occur across the α/β interface, they often propagate in a straight line, because the common [1-210]α axis is parallel to the [111] in β grain. Moreover, the crack propagation paths are more circuitous owing to the fine αs phase. This induces the S5 sample to exhibit resistance to crack propagation.

(a) Bright-field (BF) micrograph exhibiting acicular αs precipitates in β matrix for S1 sample, (b) magnified view of the boxed region in (a), (c) BF micrograph showing acicular αs precipitates in β matrix for S5 sample, (d) magnified view of the boxed region in (d), (e) corresponding SAED patterns of the morphology of αs viewed along < 111 > β zone axis for S5 sample, (f) the crack growth diagram in residual α and β phase.
Conclusions
To study the effect of spheroidization of the lamellar α-phase on the impact properties of titanium alloys, a titanium alloy model with excellent impact properties was constructed based on the theory presented in this paper. The precipitation, distribution, and content of various phases in titanium alloys, as well as the intrinsic connections between them, could be regulated using different heat treatments without deformation, providing reliable data for the large-scale use of titanium alloys for oil wells in the future.
In this study, we proposed a method for the effective partial spheroidization of TC4S alloys and investigated the effect of their microstructures on their mechanical properties. The following conclusions could be drawn:
-
(1)
In TC4S alloys, the kinked lamellar microstructure provides the necessary substructural boundaries for initiating spheroidization via thermal grooving and boundary splitting after heat treatment. Concomitantly, the slow cooling rate provides the energy to further promote the growth of spheroidal α, leading to spheroidization.
-
(2)
After globularization, the TC4S alloy exhibited higher impact toughness and elongation, while maintaining its strength owing to the secondary α phase and heterogeneous globularization.
-
(3)
The impact toughness of the sample with coarse equiaxed and lamellar α microstructures improved by 69%. Moreover, A special microstructure could improve the impact toughness of alloys.
Methods
Initial materials
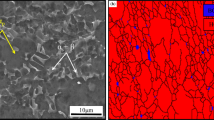
The initial material was extruded Ti-Al-V-Mo-Zr alloy (TC4S) tubing with an outer diameter of 90 mm and a thickness of 9 mm. The tube dimensions were as shown in Fig. 8(a). The β-transus temperature (Tβ) was determined to be approximately 962 °C. The experimental alloy had the same composition system of Ti-6.1Al-4.0 V-0.5Mo-0.5Zr (wt.%). Figure 2 shows the initial microstructure of the Ti-Al-V-Mo-Zr alloy tube with kinked lamellar microstructure owing to the large deformation that occurred during the tube extrusion, including the α colony [Fig. 8(a)]. Each α colony is composed of alternately distributed light kinked lamellar α and dark β phases.

Schematic diagram of the original TC4S alloy tubing, (a) extruded tube, (b) tensile specimen, c impact toughness specimen machined from tube.
Figure 8(b) shows an enlarged view of the dotted rectangle in Fig. 8(a). The lamellar α microstructure thicknesses is approximately 0.2–0.5 μm, and the volume fraction is approximately 60%.
Heat treatment
Cylindrical (Φ 8.5 × 73 mm) and square (1 × 1 cm) specimens were obtained by machining an extruded TC4S alloy tube (Fig. 9), after which the TC4S alloy tube sample was subjected to heat treatment. Table 1 summarizes the detailed heat treatment process used to achieve the globularization of lamellar microstructures.

Initial microstructure of the extruded TC4S alloy sample, (a) Widmanstätten microstructure showing kinked lamellar α and α colony, and (b) high magnification image of the kinked lamellar α
During the first stage of globularization, the sample was annealed at 955 °C (sub-critical temperature) for 1 h. The sample was subsequently cooled to room temperature at a slow cooling rate (10 °C/min), and some globular α nucleation was obtained. Thereafter, solution heat treatment (910 °C, 1 h) was used to obtain substantial amounts of globular α. Finally, an aging heat treatment (500 °C, 2 h) was applied after subcritical annealing to obtain the secondary phase (αs). Additionally, to study the globularization mechanism, the 955 °C/0.5 h/WC (water cooling), 955 °C/1 h/WC, and 955 °C/1 h/FC (furnace cooling) samples were selected to demonstrate the microstructure evolution in this process. Moreover, only the solution and aged heat treatment process (910 °C for 1 h, WC followed by 500 °C for 2 h, then air cooling) was used to determine the effect of globularization on the microstructure.
Microstructure observation
To evaluate the microstructure globularization mechanism during heat treatment, the specimens were observed using an Axio Imager optical microscope (OM), a Helios Nanolab G3 UC scanning electron microscope (SEM) with EBSD, and a Tecnai G20 TEM. The samples were mechanically polished using standard titanium metallographic procedures and chemically etched using Koller reagent (HF:HNO3:H2O = 10:15:75) for OM observation. The microstructural parameters of various samples were determined using ImageJ software. The TEM samples were prepared by mechanically grinding them to a thickness of less than 50 μm, prior to subjecting them to twin-jet electropolishing in solution and double-jet electropolishing in solution (6% perchloric acid, 30% butanol, and 64% methanol (by volume)) at − 30 °C, using an applied potential of 25 V. The specimens were mechanically polished using a 5:1 silica suspension and hydrogen peroxide for EBSD observation. EBSD scans were performed using steps of 0.1–0.2 µm. The EBSD data were analyzed using the HKL Channel5 software.
Tensile and impact test
Circular tensile rods of length 73 mm were machined from the alloy samples by means of electric discharge machining, their specific dimensions being as shown in Fig. 1(b). Tensile tests were conducted using an MTS landmark testing machine at a loading speed of 1 mm/min. The tensile axis was parallel to the elongation direction of the pipe. Additionally, Charpy V-notch specimens of dimensions 10 × 5 × 55 mm were cut from the fracture toughness samples [Fig. 8(c)] (the unit of impact toughness being J/cm2). Finally, impact-toughness experiments were conducted using a Charpy impact tester equipped with an NI300C pendulum-type apparatus. All tests were repeated thrice.
Data availability
The data that support the findings of this study are available from the corresponding author upon reasonable request.
References
D. Banerjee, J.C. Williams, Perspectives on Titanium Science and Technology. Acta Mater. 61(3), 844–879 (2013)
A. Orozco-Caballero, F. Li, D. Esqué-de los Ojos et al., On the ductility of alpha titanium: the effect of temperature and deformation mode. Acta Mater. 149, 1–10 (2018)
B. Poorganji, M. Yamaguchi, Y. Itsumi et al., Microstructure evolution during deformation of a near-α titanium alloy with different initial structures in the two-phase region. Scripta Mater. 61(4), 419–422 (2009)
J. Xu, W. Zeng, X. Zhang et al., Analysis of globularization modeling and mechanisms of alpha/beta titanium alloy. J. Alloy. Compd. 788, 110–117 (2019)
X.G. Fan, H.J. Zheng, Y. Zhang et al., Acceleration of globularization during interrupted compression of a two-phase titanium alloy. Mater. Sci. Eng. A 720, 214–224 (2018)
H.-W. Song, S.-H. Zhang, M. Cheng, Dynamic globularization kinetics during hot working of a two phase titanium alloy with a colony alpha microstructure. J. Alloy. Compd. 480(2), 922–927 (2009)
L. Wang, X.G. Fan, M. Zhan et al., The heterogeneous globularization related to crystal and geometrical orientation of two-phase titanium alloys with a colony microstructure. Mater. Des. 186, 108338 (2020)
S.L. Semiatin, V. Seetharaman, I. Weiss, Flow behavior and globularization kinetics during hot working of Ti–6Al–4V with a colony alpha microstructure. Mater. Sci. Eng., A 263(2), 257–271 (1999)
S.L. Semiatin, J.F. Thomas, P. Dadras, Processing-microstructure relationships for Ti-6Al-2Sn-4Zr-2Mo-0.1Si. Metall. Trans. A 14(11), 2363–2374 (1983)
E.B. Shell, S.L. Semiatin, Effect of initial microstructure on plastic flow and dynamic globularization during hot working of Ti-6AI-4V. Metall. Mater. Trans. A 30(12), 3219–3229 (1999)
H. Shao, Y. Zhao, P. Ge et al., Crack initiation and mechanical properties of TC21 titanium alloy with equiaxed microstructure. Mater. Sci. Eng. A 586, 215–222 (2013)
H. Shao, Y. Zhao, P. Ge et al., In-situ SEM observations of tensile deformation of the lamellar microstructure in TC21 titanium alloy. Mater. Sci. Eng. A 559, 515–519 (2013)
C. Tan, X. Li, Q. Sun et al., Effect of α-phase morphology on low-cycle fatigue behavior of TC21 alloy. Int. J. Fatigue 75, 1–9 (2015)
I. Konovalenko, P. Maruschak, J. Brezinová et al., Morphological characteristics of dimples of ductile fracture of VT23M titanium alloy and identification of dimples on fractograms of different scale. Materials 12, 2051 (2019)
Z. Zhao, J. Chen, H. Tan et al., Achieving superior ductility for laser solid formed extra low interstitial Ti-6Al-4V titanium alloy through equiaxial alpha microstructure. Scripta Mater. 146, 187–191 (2018)
P.G. Kubendran Amos, E. Schoof, D. Schneider et al., On the globularization of the shapes associated with alpha-precipitate of two phase titanium alloys: insights from phase-field simulations. Acta Mater. 159, 51–64 (2018)
X. Ma, W. Zeng, F. Tian et al., The kinetics of dynamic globularization during hot working of a two phase titanium alloy with starting lamellar microstructure. Mater. Sci. Eng., A 548, 6–11 (2012)
S. Zherebtsov, M. Murzinova, G. Salishchev et al., Spheroidization of the lamellar microstructure in Ti–6Al–4V alloy during warm deformation and annealing. Acta Mater. 59(10), 4138–4150 (2011)
C.L. Jia, H.C. Kou, N.N. Chen et al., Stress relaxation induced spheroidization of the lamellar α phase in Ti-7333 alloy. J. Alloy. Compd. 781, 674–679 (2019)
X. Junjie, L. Dongsheng, L. Xiaoqiang, Modeling and simulation for the stress relaxation behavior of Ti-6Al-4V at medium temperature. Rare Metal Mater. Eng. 44(5), 1046–1051 (2015)
Z.H. Wu, H.C. Kou, B. Tang et al., Stress relaxation induced morphological evolution and texture weakening of α phase in Ti-6Al-4V alloy. Mater. Lett. 236, 148–151 (2019)
Y. Gao, G. Ma, X. Zhang et al., Microstructure evolution and hot deformation behavior of Ti-6.5Al-2Zr-1Mo-1V alloy with starting lamellar structure. J. Alloys Compd. 809, 151852 (2019)
Y.C. Lin, G.-D. Pang, Y.-Q. Jiang et al., Hot compressive deformation behavior and microstructure evolution of a Ti-55511 alloy with basket-weave microstructures. Vacuum 169, 108878 (2019)
A. Khajuria, M. Akhtar, R. Bedi et al., Influence of boron on microstructure and mechanical properties of Gleeble simulated heat-affected zone in P91 steel. Int. J. Press. Vessels Pip. 188, 104246 (2020)
M. Akhtar, A. Khajuria, Probing true creep-hardening interaction in weld simulated heat affected zone of P91 steels. J. Manuf. Process. 46, 345–356 (2019)
M. Akhtar, A. Khajuria, Effects of prior austenite grain size on impression creep and microstructure in simulated heat affected zones of boron modified P91 steels. Mater. Chem. Phys. 249, 122847 (2020)
S. Mironov, M. Murzinova, S. Zherebtsov et al., Microstructure evolution during warm working of Ti–6Al–4V with a colony-α microstructure. Acta Mater. 57(8), 2470–2481 (2009)
J.L.W. Warwick, N.G. Jones, I. Bantounas et al., In situ observation of texture and microstructure evolution during rolling and globularization of Ti–6Al–4V. Acta Mater. 61(5), 1603–1615 (2013)
X. Junjie, L. Dongsheng, L. Xiaoqiang, Modeling and simulation for the stress relaxation behavior of Ti-6Al-4V at medium temperature. Rare Metal Mater. Eng. 44(5), 1046–1051 (2015)
B.X. Feng, X.N. Mao, G.J. Yang et al., Residual stress field and thermal relaxation behavior of shot-peened TC4-DT titanium alloy. Mater. Sci. Eng. A 512(1), 105–108 (2009)
Y. Zong, P. Liu, B. Guo et al., Investigation on high temperature short-term creep and stress relaxation of titanium alloy. Mater. Sci. Eng., A 620, 172–180 (2015)
J.K. Fan, H.C. Kou, M.J. Lai et al., Hot deformation mechanism and microstructure evolution of a new near β titanium alloy. Mater. Sci. Eng. A 584, 121–132 (2013)
D. Kuhlmann-Wilsdorf, Theory of plastic deformation: - properties of low energy dislocation structures. Mater. Sci. Eng. A 113, 1–41 (1989)
J.K. Fan, J.S. Li, H.C. Kou et al., The interrelationship of fracture toughness and microstructure in a new near β titanium alloy Ti–7Mo–3Nb–3Cr–3Al. Mater Charact 96, 93–99 (2014)
F.W. Syed, V. Anil Kumar, R.K. Gupta et al., Role of microstructure on the tension/compression asymmetry in a two-phase Ti-5Al-3Mo-1.5V titanium alloy. J. Alloys Compd. 795, 151–162 (2019)
I.P. Semenova, A.V. Polyakov, V.V. Polyakova et al., Mechanical behavior and impact toughness of the ultrafine-grained Grade 5 Ti alloy processed by ECAP. Mater. Sci. Eng. A 696, 166–173 (2017)
L.J. Wu, K.Y. Luo, Y. Liu et al., Effects of laser shock peening on the micro-hardness, tensile properties, and fracture morphologies of CP-Ti alloy at different temperatures. Appl. Surf. Sci. 431, 122–134 (2018)
H.F. Lu, K.Y. Luo, L.J. Wu et al., Effects of service temperature on tensile properties and microstructural evolution of CP titanium subjected to laser shock peening. J. Alloy. Compd. 770, 732–741 (2019)
F. Benmessaoud, M. Cheikh, V. Velay et al., Role of grain size and crystallographic texture on tensile behavior induced by sliding mechanism in Ti-6Al-4V alloy. Mater. Sci. Eng. A 774, 138835 (2020)
X. Shi, W. Zeng, Y. Sun et al., Study on the hot processing parameters-impact toughness correlation of Ti-6Al-4V Alloy. J. Mater. Eng. Perform. 25(5), 1741–1748 (2016)
C. Buirette, J. Huez, N. Gey et al., Study of crack propagation mechanisms during Charpy impact toughness tests on both equiaxed and lamellar microstructures of Ti-6Al-4V titanium alloy. Mater. Sci. Eng. A 618, 546–557 (2014)
T.J. Ma, W.Y. Li, S.Y. Yang, Impact toughness and fracture analysis of linear friction welded Ti–6Al–4V alloy joints. Mater. Des. 30(6), 2128–2132 (2009)
M.-W. Wu, P.-H. Lai, J.-K. Chen, Anisotropy in the impact toughness of selective laser melted Ti–6Al–4V alloy. Mater. Sci. Eng. A 650, 295–299 (2016)
Y. Chong, T. Bhattacharjee, J. Yi et al., Achieving bi-lamellar microstructure with both high tensile strength and large ductility in Ti-6Al-4V alloy by novel thermomechanical processing. Materialia 8, 100479 (2019)
W. Li, S. Yamasaki, M. Mitsuhara et al., In situ EBSD study of deformation behavior of primary α phase in a bimodal Ti-6Al-4V alloy during uniaxial tensile tests. Mater. Charact. 163, 110282 (2020)
D. Ballat-Durand, S. Bouvier, M. Risbet, Contributions of an innovative post-weld heat treatment to the micro-tensile behavior of two mono-material linear friction welded joints using: The β-metastable Ti–5Al–2Sn–2Zr–4Mo–4Cr (Ti17) and the near-α Ti–6Al–2Sn–4Zr–2Mo (Ti6242) Ti-alloys. Mater. Sci. Eng. A 766, 138334 (2019)
Q. Zhang, J. Chen, H. Tan et al., Microstructure evolution and mechanical properties of laser additive manufactured Ti–5Al–2Sn–2Zr–4Mo–4Cr alloy. Trans. Nonferr. Metals Soc. China 26(8), 2058–2066 (2016)
H.-M. Li, M.-Q. Li, J. Luo et al., Microstructure and mechanical properties of heat-treated Ti–5Al–2Sn–2Zr–4Mo–4Cr. Trans. Nonferr. Metals Soc. China 25(9), 2893–2900 (2015)
X. Wen, M. Wan, C. Huang et al., Effect of microstructure on tensile properties, impact toughness and fracture toughness of TC21 alloy. Mater. Des. 180, 107898 (2019)
Q. Zhang, J. Chen, Z. Zhao et al., Microstructure and anisotropic tensile behavior of laser additive manufactured TC21 titanium alloy. Mater. Sci. Eng. A 673, 204–212 (2016)
Z.-F. Shi, H.-Z. Guo, J.-W. Zhang et al., Microstructure−fracture toughness relationships and toughening mechanism of TC21 titanium alloy with lamellar microstructure. Trans. Nonferr. Metals Soc. China 28(12), 2440–2448 (2018)
X. Wen, M. Wan, C. Huang et al., Strength and fracture toughness of TC21 alloy with multi-level lamellar microstructure. Mater. Sci. Eng. A 740–741, 121–129 (2019)
Y. Ma, Q. Xue, H. Wang et al., Deformation twinning in fatigue crack tip plastic zone of Ti-6Al-4V alloy with Widmanstatten microstructure. Mater. Charact. 132, 338–347 (2017)
P.C. Collins, S. Koduri, V. Dixit et al., Understanding the interdependencies between composition, microstructure, and continuum variables and their influence on the fracture toughness of α/β-processed Ti-6Al-4V. Metall. Mater. Trans. A 49(3), 848–863 (2018)
Acknowledgments
This work was financially supported by “the Project supported by Hunan Provincial Department of Education Project and State Key Laboratory of Powder Metallurgy”, Central South University, Changsha, China, and the Project supported by Science and Technology Exploration Project of China National Petroleum Corporation (2018D-5010-08).
Funding
This work was supported by the Hunan Provincial Department of Education Project.
Author information
Authors and Affiliations
Contributions
GC: data curation, writing—original draft, methodology, investigation. HL: conceptualization, methodology, conceptualization, supervision, data curation.
Corresponding authors
Ethics declarations
Conflict of interest
We declare that we have no financial and personal relationships with other people or organizations that can inappropriately influence our work, there is no professional or other personal interest of any nature or kind in any product, service and/or company that could be construed as influencing the position presented in, or the review of, the manuscript entitled.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Chi, G., Liu, H. Microstructure evolution and its effect on the impact toughness of the Ti-Al-V-Mo-Zr alloy tube. Journal of Materials Research 39, 311–323 (2024). https://doi.org/10.1557/s43578-023-01224-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1557/s43578-023-01224-1