
Abstract
Low-density steels (FeMnAlC) with an austenitic microstructure were the subject of intense research due to their outstanding combination of high strength and ductility. However, there is no systematic study on the effect of C in a high-Mn low-density steel maintaining the stacking fault energy (SFE) focused on the operating deformation mechanisms, particularly involving in situ synchrotron analysis. This study aims to evaluate the influence of C on the mechanical behavior of austenitic alloys while maintaining the grain size and the SFE. The results indicate that C plays a key role on the mechanical behavior of these alloys and its presence increases not only the strength but also the ductility. The in situ synchrotron analysis showed that decreasing the test temperature has a similar effect of the C, in which both are associated with lower levels of dislocation mobility and higher amounts of mechanical twins (TWIP effect).
Graphical abstract

Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Low-density steels belong to the second and third generations of advanced high-strength steels (AHSS) [1]. The main alloying elements are Mn, Al, and C in combination with Fe [2], which results in diverse microstructures, varying from fully ferritic to fully austenitic, with or without precipitation of κ-carbide [3]. The main effort was put into the austenitic phase due to the potential presence of deformation mechanisms, such as transformation-induced plasticity (TRIP) or twinning-induced plasticity (TWIP). The outstanding mechanical properties rely on those phenomena and on the fact that austenite presents a high capability to store dislocations in its structure [4]. The main application for this material is centered in the automotive industry, since in addition of their high strength and ductility, this material might present lower density with reductions of up to 10% in comparison to conventional steels [5].
The stacking fault energy (SFE) has been described as one of the main parameters to govern the activated mechanisms during plastic deformation [6]. Three main methods are used to determine this property: (i) experimental approach (principally via transmission electron microscopy), (ii) first-principle methods, and (iii) thermodynamic modeling. Other variables, such as grain size and texture, can also be considered to affect the activated mechanisms. Low values of SFE (usually below 20 mJ/m2) are associated with the TRIP effect, medium values of SFE (from 20 to 45 mJ/m2) are associated with the TWIP effect, and high values of SFE are associated with the absence of those effects, presenting dislocation glide with the formation of dislocation cells at more advanced deformation stages.
The presence of carbon is often associated with the increase in yield stress due to solid solution strengthening effect [6]. Contrary to expectations, some studies on medium and high-Mn steels have revealed that this element might also lead to higher ductility values [7,8,9]. The presence of carbon is associated with an increase in the SFE [10], but the explanations of such unexpected behavior involve the occurrence of different deformation mechanisms such as varying from TRIP to TWIP [7] and by the fact that carbon act as a pinning center for dislocations movement, reducing the possibility of cross-slip since planar dislocations structures are often associated with an initially high strain hardening rate during the deformation process [8]. Models to predict the critical resolved shear stress (CRSS) for both mechanisms (TRIP and TWIP) are used to foresee the plastic behavior of these materials; however, it is often a challenge to obtain and interpret experimental evidence to sustain such modeling [7, 11, 12].
Despite the presence of distinct analysis in the literature regarding the mechanical behavior of TRIP/TWIP steels, it is a consensus that the strain hardening behavior of a high-Mn TWIP steels initially occurs due to the dislocation’s interaction during slip for low levels of plastic deformation [13]. The cross-slip is not favored and a planar structure of stacking faults (SF) and dislocations is often associated with those materials (which leads to initial high values of strain hardening rate) [14]. At higher strains, the mechanical behavior tends to be more influenced by the dislocation–twin interaction and the progressive twin formation at favored oriented grains leads to active barriers for the dislocation glide. The main model to describe the increase on the strain hardening of TWIP steels relies on the continuous formation of mechanical twins and gradually decreasing the dislocation mean free path during plastic deformation [12].
Despite the works presented in the literature [12, 15,16,17], there is no systematic study of the effect of C content on the mechanical behavior of high-Mn low-density steels with Al additions maintaining the SFE in the same order of magnitude. Therefore, this work aims to investigate the effect of C additions on the mechanical behavior of a high-Mn steel, focusing on the activated induced mechanisms and dislocations’ structure.
Results and discussion
Stacking fault energy (SFE) and microstructure
The calculated SFE for alloys containing 5 wt% of Al and different contents of C and Mn is shown in Fig. 1. The white triangles indicate the compositions of the alloys: 0C, 3C, and 6C with SFE of 55.7, 57.2, and 60.4 mJ/m2, respectively.

Stacking fault energy (SFE) map varying the Mn and C content for iron-based alloys with 5-wt% Al.
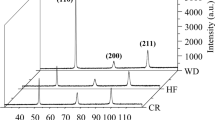
A fully austenitic microstructure was obtained after the annealing heat treatment and the recrystallized grain sizes were 7.6 ± 0.6 µm; 8.2 ± 0.6 µm; and 7.0 ± 0.8 µm, for the 0C, 3C, and 6C samples, respectively. Those results are presented in Fig. S1 (Online Resource 1) with the microstructure and the respective diffractogram for each composition. Therefore, it can be observed that all materials showed the SFE and the grain size in the same order of magnitude with a very low variation from the highest to the lowest value for both parameters (4.7 mJ/m2 for the SFE and 1.2 μm for the grain size). Therefore, the main difference relies on the distinct C content for all the alloys.
Tensile test until fracture
The tensile behavior and the strain hardening rates for each alloy are presented in Fig. 2. The C is effective on increasing the yield stress, but also increases the ductility of such alloys. This behavior is already illustrated in the literature, and it is explained by two distinct aspects: the higher capacity of C-alloyed steels to store dislocations [8] and the presence of the induced plasticity mechanisms, such as TRIP or TWIP [7].

(a) True stress–strain curves and (b) strain hardening rate of the three alloys with different C contents.
A slight increase in the strain hardening rate curve close to the yield strength is often associated with the occurrence of the plasticity-induced mechanisms, such as TRIP or TWIP. It is common to associate the strain hardening rate valley to the CRSS of the respective activated mechanism [12]. However, as shown in Fig. 2(b), no alloys presented such behavior. Instead, all the strain hardening rate curves exhibited a sudden decrease with further stabilization after yield and slight decrease until fracture. The strain hardening rate curves are similar for the samples with C content and it is lower for the C-free alloy (0C). The effectiveness of C to increase the strain hardening rate is described in the literature and the carbon–dislocation interaction might induce distinct behavior depending on the strain rate [8, 9].
The longitudinal microstructures close to the fracture are presented in Fig. 3. Mechanical twins are visible in the samples with carbon additions (3C and 6C) but not in the sample without carbon. This result is in conflict with what was reported in the literature since according to the SFE of these alloys, the same deformation mechanism would be expected [7].

SEM-SE cross-section images from the samples after the tensile test in regions close to the fracture for (a) 0C, (b) 3C, and (c) 6C.
Hence, from the results presented in Fig. 2 together with what is presented in Fig. 3, it is possible to observe that the presence of C was extremely important to the occurrence of the TWIP effect, in which the 0C alloy presented the lowest values of strain hardening rate, and, consequently, lower ductility (Considère criterion) and lower tensile strength. On the other hand, from the strain hardening rate curves of the 3C and 6C alloys [Fig. 2(b)], it is possible to observe that by increasing the C content from 0.3 to 0.6 wt%, the main effect is regarding the mobility of the dislocations by increasing the corresponding stress for each applied strain. The strain hardening rate curves are on the same levels for the 3C and 6C alloys because the number of mechanical twins presented in both compositions might be close enough to produce a higher variation in this parameter in comparison to the alloy without carbon (without the TWIP effect).
Figure 4 presents the bright-field (BF) images obtained via TEM to observe the dislocation arrangement after the rupture (all images were obtained at the [110] zone axis to observe the presence of mechanical twins or ε-martensite). Figure 4(a) and (b) presents the dislocation structure for the 0C alloy in which none of the induced plasticity mechanisms took place. Figure 4(c) and (d) presents the microstructure of the 3C alloy with mechanical twins and the dislocation planar structure. Complementarily, Fig. 4(e) and (f) presents the microstructure of the 6C alloy, also with the presence of mechanical twins, however with a dislocation structure resembling more like cells rather than tangles. This behavior was previously observed in the ferrite phase of a high-Mn duplex steel [18].

Bright-field TEM images from the fractured samples (a) and (b) 0C, (c) and (d) 3C, and (e) and (f) 6C.
Theoretically, it is possible to predict which mechanism would be more likely to occur considering two available models to predict the CRSS for both TRIP (Eq. 1) and TWIP (Eq. 2) effects. The first is based on the discrimination of the temperature and mechanical driving force to the ε-martensite formation [7]. The second relies on the Mahajan and Chin’s three-layer twin model [14, 19].
In which, \({\Delta G}_{\mathrm{Ms}}^{\upgamma \to\upvarepsilon }\) and \({\Delta G}_{T}^{\upgamma \to\upvarepsilon }\) are the difference between Gibbs free energy of the austenite and ε-martensite at \(\mathrm{Ms}\) temperature (ε-martensite start temperature formation) and at the deformation temperature \(T\). Those parameters were obtained by the thermodynamic modeling described in this work to calculate the SFE (for more information see Tables T2 and T3 at the Online Resource 1). The \(s\) corresponds to the shear strain associated with the phase transformation and \({V}_{\mathrm{m}}\) is the molar volume of the austenite calculated through the lattice parameter obtained by the XRD analysis.
In which, \({b}_{\mathrm{P}}\) is the Burgers vector of a partial a/6 \(\langle 112\rangle\)-type dislocation, \(\mu\) is the shear modulus, and \({L}_{\mathrm{o}}\) is the sessile partial dislocation length held in the twin nucleus. In the present work, the Burgers vector length was measured according to the lattice parameter for each alloy obtained via X-ray diffraction technique; the shear modulus was calculated according to the equation presented in [7] varying with the chemical composition and the sessile partial dislocation length was 260 nm (for more information see Table T2 at the Online Resource 1) [7, 14].
According to the above models, the CRSS for the TRIP effect results in − 5.2 MPa, 18.9 MPa, and 52.5 MPa for the 0C, 3C, and 6C alloys, respectively. The negative value for the C-free alloy occurs since the predicted temperature start for the ε-martensite formation (\(\mathrm{Ms}\)) is higher than room temperature, according to the equations proposed by Yang et al. [20] through the multiple regression analysis considering 328 alloys. The 0C composition is on the limits of the proposed modeling, suggesting that this value might be induced by some considerate errors. In fact, the observed microstructures from Figs. S1, S2(a), and S3(a) shows that all the samples were fully austenitic and maintained this crystalline structure even after plastic deformation. On the other hand, CRSS for TWIP effect (Eq. 2) lead to 256.5 MPa, 262.6 MPa, and 244.7 MPa for the 0C, 3C, and 6C alloys, respectively. From both results, one can conclude that all samples are prone to present the TRIP effect, even though the obtained values could not be precisely determined.
Equations 1 and 2 are used by Lee et al. [7] to explain the differences observed in the activated induced plasticity mechanisms for alloys with similar Mn and C content, but without Al. Therefore, it is possible to state that there are some limitations in using Eq. 1 to predict the CRSS for the TRIP effect in the alloys studied here.
Interrupted tensile tests
The presence of mechanical twins at the 3C and 6C alloys and not on the 0C alloy was not expected since the CRSS for the TRIP effect were lower for the C-free alloy. The calculated CRSS for the TWIP effect were almost the same for all the alloys and to have a deeper understanding of when this mechanism takes place, interrupted tensile tests were performed and the samples were analyzed by EBSD at the center of the tensile sample in the load direction. Three samples of each composition were tested at different strain levels and the corresponding inverse pole figure (IPF) images are presented in Figs. 5, 6 and 7 (a–c).

IPF of the 0C alloy strained until (a) 1.4%, (b) 4.0%, and (c) 10%. The TEM-BF images (d) were taken at the [110] zone axis to possibly observe mechanical twins and (e) at the [100] zone axis to observe the arrangement of dislocations.

IPF of the 3C alloy strained until (a) 1.1%, (b) 3.0%, and (c) 7.0%. The TEM-BF images (d) were taken at the [110] zone axis to observe mechanical twins and (e) at the [100] zone axis to observe the arrangement of dislocations.

IPF of the 6C alloy strained until (a) 1.5%, (b) 4.0% and (c) 11%. The TEM-BF images (d) were taken at the [110] zone axis to observe mechanical twins and (e) at the [100] zone axis to observe the arrangement of dislocations.
Figures 5(a), (b), and (c) show the IPF images for the 0C sample tested until 1.4%, 4.0%, and 10% strains, respectively. Figures 6(a)–(c) shows the IPF images for the 3C sample tested until 1.1%, 3.0%, and 7.0% strains and Fig. 7(a)–(c) shows the images for the 6C sample at 1.5%, 4.0%, and 11% strains. The third and highest level of deformation in the interrupted tensile tests corresponded to 50% of the deformation to fracture in each sample. The black areas in the IPF maps are mainly related to intrinsic pores coming from the spray forming process and the possible initiation of cracks due to the tensile test. The final dislocation structure and the presence or absence of deformation twins are presented in Figs. 5, 6, and 7 (d and e) for the 0C, 3C, and 6C samples, respectively. The [110] zone axis was chosen to observe the presence of mechanical twins (confirmed with the respective diffraction pattern) and the [100] zone axis was chosen to observe the dislocation structure.
From the EBSD-IPF images of the partially deformed samples, it was not possible to observe twins or any indication of their presence. However, through the TEM analysis it was possible to observe the presence of nanoscale deformation twins in considerably lower fractions compared to the tests conducted until fracture. This result indicates that despite its occurrence, the majority of the TWIP effect takes place at high levels of deformation. In fact, as agreed by most of the literature reports, the occurrence of TWIP must be preceded by dislocation dissociation and pilling up in a in a specific order to form mechanical twins [14, 21].
From the results presented here, it is possible to conclude that carbon plays a key role in the strain hardening rate of high-Mn steel and this can be explained by the occurrence of the TWIP effect together with the inherent contribution of the carbon to pin the dislocations during plastic deformation. The alloys investigated in this study exhibit a significantly high SFE (Fig. 1) and predicted to be similar to all compositions. This observation sheds light on the notion that relying solely on the SFE, grain size, and test temperature can be insufficient for determining the occurrence of mechanical twinning. Additionally, the CRSS models could not predict which induced plasticity mechanism would take place. For this reason, a more complex approach regarding the evaluation of the SFE must be evaluated for the prediction of the deformation mechanisms.
Relatively recent ab initio studies suggest that not only the SFE (presented as the intrinsic stacking fault energy, ISFE), but a generalized stacking fault energy (GSFE) approach should be considered to evaluate the possible deformation mechanisms [22]. This concept is increasingly being explored in the literature to assess the twinnability of austenitic steels [23] and multi-principal element alloys (MPEA) [24]. The GSFE encompasses several properties, primarily the ISFE, the unstable stacking fault energy (USFE) that provides a qualitative value of the energy barrier to nucleate a partial dislocation, and the unstable twinning fault energy (UTFE) that is the energy associated with a shift in an adjacent {111} plane to the twin in a \(\langle 112\rangle\) direction in the presence of an intrinsic stacking fault. Furthermore, the presence of carbon has been associated with an increase in the entire γ-surface (GSFE) and its tendency to diffuse away from a stacking fault or twin at elevated temperatures. Xie et al. [22] revealed that carbon plays a significant role in plasticity mechanisms, and this was evaluated from the effective energy barriers for stacking fault, twinning, and full slip, considering its distance to the slip plane. In this study, the presence of carbon near the stacking fault potentially reduces the energy barrier for twinning. Notably, when carbon is positioned inside or near the stacking fault, it substantially affects the USFE [23], leading to the formation of wide stacking faults that ultimately act as twin embryos [22].
The presence of carbon was also studied regarding its effect on the elastic strain energy of high-Mn steel at concentrations lower than 0.4-wt% C [25]. The elastic strain energy is one of the parameters to calculate the SFE by the thermodynamic modeling and it is common to ignore this term contribution in the calculation. A different approach to explain the effect of C on the presented deformation mechanism relies on the fact that this element affects differently the CRSS for TRIP and TWIP [7]. However, it is well established that the effect of C on the strain hardening behavior of high-Mn TWIP steels is based on the carbon–dislocation interaction, in which cross-slip is inhibited, consequently increasing the rate of dislocation accumulation [8]. This scenario is in accordance with the present work, in which for all the strain levels, the strain hardening rates were higher for the samples containing carbon (3C and 6C). To better understand this effect, the samples exhibiting the TWIP effect were in situ characterized using synchrotron radiation at different temperatures (− 100 °C, 25 °C, and 300 °C) together with the tensile test. The results are presented below.
In situ XRD experiments
The results obtained by conventional tensile tests showed that the strain hardening rates of the 3C and 6C alloys are higher than the 0C sample. In addition, both alloys with C additions presented mechanical twins together with the dislocation slip as the deformation mechanism. In diffraction, peak broadening can be directly associated with the defect’s density when the crystallite size remains the same. For this reason, the full width at half maximum (FWHM) can be directly related to the concentration of dislocations during the mechanical test and be compared with tests performed at different temperatures. The Pseudo-Voigt model was used to fit the diffraction peaks, and the experimental, fitted, and residual curves for the respective (111) and (200) peaks are presented at Online Resource 2. The diffraction pattern with the associated stress is presented in Figs. S2 and S3 (Online Resource 1), and it can be observed that there is no indication of martensite formation in those samples (TRIP effect).
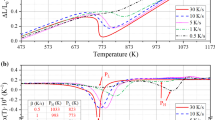
Figures 8(a), (b) and 9(a) and (b) present the variation of the FWHM at different stress levels for three testing temperatures: − 100 °C, 25 °C, and 300 °C. It is possible to observe that for all conditions, the FWHM was higher at − 100 °C than at 25 °C and 300 °C. This result might be explained by the fact that by decreasing the dislocations mobility, the cross-slip effect is hindered, resulting in a higher strain hardening rate and the possible formation of mechanically induced twins (TWIP effect) together with the increase on the dislocations density. The microstructures observed in Figs. 8(c) and 9(c) (− 100 °C), Figs. 8(d) and 9(d) (25 °C), and Figs. 8(e) and 9(e) (300 °C) are in complete accordance with this statement. It is possible to observe an intense twinning at the cryogenic temperature testing samples. On the other hand, a smaller number of twins at 25 °C and even smaller at 300 °C. Both microstructures from tested compositions at 300 °C [Figs. 8(e) and 9(e)] presented some black dots in which are probably associated with a non-uniform etching during samples preparation.

FWHM × stress levels for the 3C sample at three different temperatures for the diffraction planes: (a) (111) and (b) (200). Optical micrographs of the samples after fracture (c) − 100 °C, (d) 25 °C, and (e) 300 °C.

FWHM × stress levels for the 6C sample at three different temperatures for the diffraction planes: (a) (111) and (b) (200). Optical micrographs of the samples after fracture (c) − 100 °C, (d) 25 °C, and (e) 300 °C.
The FWHM provides a valuable information regarding the presence of defects inside the microstructure, in which both mechanical twins and dislocations directly contribute to this parameter. The fact that by reducing the temperature, the FWHM is higher confirms what is presented in the literature that both dislocations density and volume fraction of mechanical twins are higher in comparison to higher temperatures [26]. Additionally, the temperature directly affects the SFE values, so that the higher the temperature, the higher the SFE. The SFE of the 3C alloy were determined by Eq. 3 leading to 52, 57, and 95 mJ/m2 at − 100 °C, 25 °C, and 300 °C, respectively. On the other hand, the SFE of the 6C alloy were 52, 60 and 102 mJ/m2 at − 100 °C, 25 °C, and 300 °C, respectively [27]. It is possible to observe that the SFE values for both materials at 300 °C are considerably higher than for the other temperatures. In the literature, the limit of 40 mJ/m2 is usually considered for the upper limit of SFE for TWIP steels. From this work, it was possible to observe that by reducing the mobility of the dislocations even with C additions or by reducing the test temperature, mechanical twins could be observed leading to a higher strain hardening effect compared to the alloy without C and without mechanical twins (0C).
Conclusion
In the present study, the effect of carbon was investigated in three austenitic low-density steels with 0-wt% C, 0.3-wt% C, and 0.6-wt% C. The main idea was to maintain the stacking fault energy (SFE) on the same levels to investigate the effect of carbon on the deformation mechanism without varying this property. From all the results, including the in situ characterization of the testing samples, it was possible to observe that the presence of carbon has not only the potential to increase the strength of the alloy but also the ductility by increasing the strain hardening rate. The presence of the TWIP effect was only observed in the samples with carbon additions and this can be explained by the interstitial–dislocation interaction that induces a more planar slip in comparison to the sample without carbon. The equations to obtain the CRSS for both TRIP and TWIP effects were not reliable to the compositions studied here since the obtained values were not consistent with the experimental observations. Further study should be made regarding the applicability limits of those models. The tests performed at − 100 °C complemented the observed results associated with C content variation. The effect of carbon on the USFE might also be one of the variables which usually are not considered in the literature but might induce distinct mechanical behavior for high-Mn steels.
Materials and methods
Three alloys with different C and Mn contents were produced via spray forming (0C, 3C, and 6C). This process was chosen to keep the micro- and macro-segregation levels to a minimum and to achieve better control over the microstructure after subsequent thermomechanical treatments. The compositions were chosen to maintain the SFE on the same order of magnitude and the experimental chemical composition is presented in Table 1. The chemical composition of Mn and Al were determined by the energy-dispersive X-ray spectroscopy (EDS) and the C content was obtained by inert gas fusion.
The balance between C and Mn content was made according to its contribution to the SFE. A thermodynamic approach was used to predict the SFE based on Olson and Cohen [28, 29] modeling presented in Eq. 3.
In which \(\rho\) is the atomic density of the {111} planes, the \({\Delta G}^{\upgamma \to\upvarepsilon }\) factor consists of the Gibbs free energy difference between the face-centered cubic phase (austenite) and the hexagonal closed packed phase (ε-martensite), \({E}_{\mathrm{def}}\) is associated with the elastic strain energy caused by the phase transformation, and, finally, \({\sigma }^{\upgamma \to\upvarepsilon }\) corresponds to the interfacial energy per area generated by the nucleation of the ε-martensite. Even though there are several models to calculate all the parameters described above [30, 31], the authors used the equations described in the work presented by Otani et al. [27] since it was experimentally validated for high-Mn steels (for more information see Table T3 at the Online Resource 1).
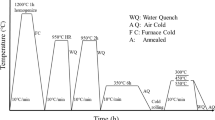
The spray forming parameters are provided in Table T1 (Online Resource 1). The substrate was a cylinder with a diameter of 89 mm, and 2.5 kg of feedstock material was used to produce the deposits. The deposits were cut in the longitudinal direction and the samples were cold rolled until 50% of thickness reduction. For all the compositions, the samples were annealed at 850 °C for 10 min. The grain size was evaluated through image analysis by the intercept method.
The samples were machined according to the sub-sized geometry from ASTM E8/E8M, and the tensile tests were carried out until fracture using an Instron servo-hydraulic testing machine under 10−3 s−1 strain rate. Additional tensile tests were performed but interrupted in three different levels of deformation to observe the presence of mechanical twins. The deformation level was taken according to the behavior of each composition at the tests until fracture.
The samples were prepared through conventional metallographic procedure and etched with Nital 2%. Optical microscopy (OM) and scanning electron microscopy (SEM) were used to observe the microstructures before and after the tensile test. Electron backscatter diffraction (EBSD) technique was used to characterize the tested samples in three different levels of deformation on a FEI Inspect S50 SEM microscope equipped with an EDAX system. Transmission electron microscopy (TEM) was employed to analyze the dislocation structure and additional deformation mechanisms in both the fractured samples and the samples subjected to the highest deformation level during the interrupted tests. The samples were prepared by grinding the base material to 80-µm-thick disks and the final thinning was made by a precision ion polishing system (PIPS) operating at 5 keV. The TEM analysis was performed using a Tecnai-FEG G2 F20 (TEM/STEM) operating at 200 kV.
The 3C and 6C samples were subjected to tensile tests with in situ XRD experiments in three different temperatures: − 100 °C, 25 °C, and 300 °C. The mechanical test was performed using a thermomechanical simulator (Gleeble™ 3S50) combined with a synchrotron X-ray diffraction beamline. The experiments were conducted at the X-ray scattering and thermomechanical simulation (XTMS) station in the LNLS—XRD1 line (Campinas, Brazil). The diffraction intensity was measured through two solid-state linear detectors (MYTHEN™—1080 pixels) and the X-ray beam energy was 12 keV (λ = 0.10332 nm) on a Bragg–Brentano diffraction geometry. The X-ray intensity, together with the applied stress, was fitted by a pseudo-Voigt model. The main parameter extracted from these experiments is the full width at half maximum (FWHM) for the diffraction peaks corresponding to (111) and (200) planes at different stress levels.
Data availability
Data are made available on request.
References
T. Wang, J. Hu, R.D.K. Misra, Mater. Sci. Eng. A (2019). https://doi.org/10.1016/j.msea.2019.03.021
S.J. Park, B. Hwang, K.H. Lee, T.H. Lee, D.W. Suh, H.N. Han, Scr. Mater. (2013). https://doi.org/10.1016/j.scriptamat.2012.09.030
S. Chen, R. Rana, A. Haldar, R.K. Ray, Prog. Mater Sci. (2017). https://doi.org/10.1016/j.pmatsci.2017.05.002
I. Gutierrez-Urrutia, D. Raabe, Scr. Mater. (2013). https://doi.org/10.1016/j.scriptamat.2012.08.038
R. Rana, C. Lahaye, R.K. Ray, JOM (2014). https://doi.org/10.1007/s11837-014-1126-5
B.C. De Cooman, O. Kwon, K.-G. Chin, Mater. Sci. Technol. (2012). https://doi.org/10.1179/1743284711Y.0000000095
S.-J. Lee, J. Han, S. Lee, S.-H. Kang, S.-M. Lee, Y.-K. Lee, Sci. Rep. (2017). https://doi.org/10.1038/s41598-017-03862-y
Z.C. Luo, M.X. Huang, Scr. Mater. (2020). https://doi.org/10.1016/j.scriptamat.2019.11.047
Y.Z. Li, M.X. Huang, Metall. Mater. Trans. A (2019). https://doi.org/10.1007/s11661-019-05179-z
X. Peng, D. Yi Zhu, Z. Ming Hu, M. Jie Wang, L. Long Liu, H. Jun Liu, J. Iron Steel Res. Int. (2014). https://doi.org/10.1016/S1006-706X(14)60018-2/METRICS
S. Allain, J.P. Chateau, D. Dahmoun, O. Bouaziz, Mater. Sci. Eng. A (2004). https://doi.org/10.1016/j.msea.2004.05.038
B.C. De Cooman, Y. Estrin, S.K. Kim, Acta Mater. (2018). https://doi.org/10.1016/j.actamat.2017.06.046
R. Kalsar, S. Sanamar, N. Schell, H.-G. Brokmeier, R. Saha, P. Ghosh, S. Suwas, Mater. Sci. Eng. A (2022). https://doi.org/10.1016/j.msea.2022.144013
D.R. Steinmetz, T. Jäpel, B. Wietbrock, P. Eisenlohr, I. Gutierrez-Urrutia, A. Saeed-Akbari, T. Hickel, F. Roters, D. Raabe, Acta Mater. (2013). https://doi.org/10.1016/j.actamat.2012.09.064
S. Bai, Y. Chen, X. Liu, H. Lu, P. Bai, D. Li, Z. Huang, J. Li, J. Mater. Res. Technol. (2023). https://doi.org/10.1016/J.JMRT.2023.06.037
M. Soleimani, A. Kalhor, H. Mirzadeh, Mater. Sci. Eng. A (2020). https://doi.org/10.1016/j.msea.2020.140023
B. Hu, H. Luo, F. Yang, H. Dong, J. Mater. Sci. Technol. (2017). https://doi.org/10.1016/j.jmst.2017.06.017
L. Zhang, R. Song, C. Zhao, F. Yang, Mater. Sci. Eng. A (2015). https://doi.org/10.1016/j.msea.2015.05.108
S. Mahajan, G.Y. Chin, Acta Metall. (1973). https://doi.org/10.1016/0001-6160(73)90085-0
H.-S. Yang, J.H. Jang, H.K.D.H. Bhadeshia, D.W. Suh, Calphad (2012). https://doi.org/10.1016/j.calphad.2011.10.008
K.M. Rahman, N.G. Jones, D. Dye, Mater. Sci. Eng. A (2015). https://doi.org/10.1016/j.msea.2015.03.082
R. Xie, W. Li, S. Lu, Y. Song, L. Vitos, J. Phys. Condens. Matter (2019). https://doi.org/10.1088/1361-648X/aaf2fa
N.I. Medvedeva, M.S. Park, D.C. Van Aken, J.E. Medvedeva, J. Alloys Compd. (2014). https://doi.org/10.1016/j.jallcom.2013.08.089
Z. Zhang, H. Sheng, Z. Wang, B. Gludovatz, Z. Zhang, E.P. George, Q. Yu, S.X. Mao, R.O. Ritchie, Nat. Commun. (2017). https://doi.org/10.1038/ncomms14390
S.-J. Lee, J. Han, C.-Y. Lee, I.-J. Park, Y.-K. Lee, J Alloys Compd. (2014). https://doi.org/10.1016/j.jallcom.2014.08.054
J. Kuan Ren, D. Shun Mao, Y. Gao, J. Chen, Z. Yu Liu, Mater. Sci. Eng. A (2021). https://doi.org/10.1016/j.msea.2021.141959
L. Otani, A. Vidilli, F. Coury, C. Kiminami, W. Botta, G. Zepon, C. Bolfarini, Metals (Basel) (2020). https://doi.org/10.3390/met10030352
G.B. Olson, M. Cohen, Metall. Trans. A (1976). https://doi.org/10.1007/BF02659822
G.B. Olson, M. Cohen, Metall. Trans. A (1976). https://doi.org/10.1007/BF02659823
A. Saeed-Akbari, J. Imlau, U. Prahl, W. Bleck, Metall. Mater. Trans. A (2009). https://doi.org/10.1007/s11661-009-0050-8
O.A. Zambrano, J. Eng. Mater. Technol. (2016). https://doi.org/10.1115/1.4033632
Acknowledgments
This study was financed in part by the Coordenação de Aperfeiçoamento de Pessoal de Nível Superior-Brasil (CAPES)—Finance Code 001. This work was also supported by Fundação de Amparo à Pesquisa do Estado de São Paulo/FAPESP (Grant Number 2018/12638-3 and 2017/14805-1) and Conselho Nacional de Desenvolvimento Científico e Tecnológico/CNPq (Grant Number 403955/2021-1 and 166111/2020-1). This research used facilities of the Brazilian Synchrotron Light Laboratory (LNLS), part of the Brazilian Center for Research in Energy and Materials (CNPEM), and a private non-profit organization under the supervision of the Brazilian Ministry for Science, Technology, and Innovations (MCTI). The XRD1/Gleeble beamline staff is acknowledged for the assistance during the experiments (Proposal Number 20180175). The authors would like to thank Shohag Hussain for providing the mild steel substrates for the spray forming processing.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Otani, L.B., Vidilli, A.L., Zepon, G. et al. The effect of C on the mechanical behavior of a low-density high-Mn steel. Journal of Materials Research 39, 77–89 (2024). https://doi.org/10.1557/s43578-023-01162-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1557/s43578-023-01162-y