
Abstract
Polyvinyl acetate (PVAc) composites were loaded with varying amounts of nano-metal alloy (Ag–Sn–Cu–Pt) and stearic acid. They are used as backing materials for ultrasonic transducers to prevent back-echoes from reverberating into the piezoelectric element and to reduce noisy echoes. The novelty of this work is the usage of these newly prepared PVAc/alloy composites as backing material in ultrasonic transducers with a polyvinylidene fluoride (PVDF) active element. The X-ray diffraction (XRD) technique was used to examine the structure of the composites. The ultrasonic technique investigated the ultrasonic attenuation coefficient, the acoustic impedance, the mechanical properties, and other parameters. The transducers with the new backing composites gained high sensitivity, broadband, short ringing, and so on. These characteristics were improved by increasing the nano-metal alloy content in the backing composites. The study also proved the efficiency of the PVAc/alloy composite as new backing material in ultrasonic transducers.
Graphical abstract
Sketch of fabricated ultrasonic transducers with backing materials from PVAc/alloy composites (B1, B2, B3, B4, B5, and B6) and their important features (BW is transducers’ band width and S is transducers’ sensitivity).

Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Piezoelectric polymer transducers have some advantages over the piezoelectric ceramic transducers, they are characterised by high internal damping, very short pulse and broad band echo. Fluorinated polymers, such as polyvinylidene fluoride (PVDF) is the most usable active element for a piezoelectric polymer transducer. PVDF, active element, has adhesive property and has low acoustic impedance that makes the choice of backing materials different from the ceramic active element [1].
Usually, backing material composes of epoxy and tungsten. Tungsten has high acoustic impedance (≈ 101MRayl) and it allows high attenuation of wave thus can prevent their reflection back to the active material and reduces the signal to noise ratio [2].
Recently, metal composite backing material used, it composed of polymer with Tin and tungsten inclusions [3]. This work gave good idea to use other ductile metals that have high melting temperature such as copper and zinc. Metal substrates make good λ/4 backing materials for the piezoelectric polymers. Therefore, most suitable backing materials—for PVDF active element—may be composed of polymer with ductile metal with high melting temperature [4,5,6].
Backing material selection must be chosen carefully to perform the required application of the fabricated transducer. Generally, backing materials must have suitable acoustic impedance that matches with the active element and they must have good attenuation properties to diminish the reflection of back-wall echoes [7]. Therefore, for piezo-polymer (e.g., PVDF) active element, the suitable backing material may be composed of polymer with metal inclusions: 1- to be adhesive directly to the surface of active element, 2- to nearly have acoustic impedance as that of active element and 3- to attenuate waves by means of metal inclusions. In addition, adjusting transducer parameters such as bandwidth, signal noise ratio and insertion loss [8, 9].
In addition, when using adhesive backing material, we will not need any further adhesive material between the active element and the backing one. Therefore, the constructed piezo-polymer transducer can operate in both λ/2 and λ/4 modes [10].
Polyvinyl acetate (PVAc) has been explored to be an excellent host for CuO NPs because of its desirable tensile strength, thermal stability, hydrophilic nature and minimum aggregation. Recently, properties of PVAc are being tuned using nanofiller of different kinds. Nanofiller-dependent optical properties of PVAc make it a suitable candidate for optoelectronics applications [11]. Band gap control is an important phenomenon to design new materials for optoelectronics. Lowering band gap can be achieved by incorporating nano-inorganic materials into polymeric matrix [12]. PVAc may be considered as suitable polymer matrix to host some metal inclusions for many industrial applications in electronics.
The aim of this study is to investigate PVAc/alloy composites loaded with different nano-metal alloy (Ag–Sn–Cu–Pt) by ultrasonic and XRD measurements to demonstrate their new gained features as good backing materials for high-frequency ultrasonic transducers that have PVDF active elements. This is the first time using PVAc/alloy composites as a backing material in ultrasonic transducers.
Results and discussion
Structure analysis
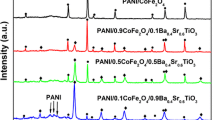
The neat PVAc, PVAc/SA and PVAc/SA/metal alloy 1 wt% composites were characterized by XRD and the results are shown in Fig. 1.

XRD patterns of PVAc composites: (a) neat PVAc composite (b) PVAc/SA composite (c) PVAc/SA/metal alloy 1% composite.
The XRD pattern of neat PVAc composite [Fig. 1(a)] shows diffraction peaks at 2θ of 10.32° and 21.68°, which correspond to the lattice planes 111 and 200, respectively [13].
On the contrary, the PVAc/SA composite film exhibited diffraction peaks at 2θ = 6.40° and 14.03° that corresponds to the lattice planes 110 and 120, respectively in addition to the diffraction peaks of neat PVAc composite film [14], Fig. 1(b).
XRD pattern of the PVAc/SA/metal alloy composite [Fig. 1(c)] shows the diffractions peaks of Tin, Platinum, Silver and Copper in addition to the diffraction peaks of neat PVAc and PVAc/SA composite films. The Tin (Sn) element shows a diffraction pattern peaks at 2θ of 35.0°, 38.0°, 41.9°, 45.7°, 56.1°, 62.58°, 66.83° and 69.58° that corresponds to the lattice planes 200, 101, 220, 211, 301, 112, 400, and 321, respectively [15]. Platinum (Pt) element clarifies a diffraction pattern peaks at 2θ of 39.9°, 50.3°, 75.47°, and 81.5° that coincide to the lattice planes 111, 200, 220, and 311, respectively [16]. Silver (Ag) element display a diffraction pattern peaks at 2θ of 39.2° and 43.58° that reconcile to the lattice planes 111 and 200, respectively [17]. Copper (Cu) element exhibit a diffraction peaks at 2θ of 46.37°, 52.50°, and 76.83° that identify to the lattice planes 111, 200, and 220, respectively [18].
Thickness (d) analysis
The new prepared backing composite specimens named B1, B2, B3, B4, B5 and B6 as mentioned in Table 1. Their thickness measured according to ASTM E797-95 [19]. A-scan Echometer (F. Nr, 10076, Wuppertal Germany, Karl Deutsch) gave the thickness in mm with expanded uncertainty ± 0.04 mm at a confidence level of 95% using coverage factor k = 2, Table 1. All measurements done after calibration test at steel sound velocity 5920 m/s. The measurement results are traceable to the SI units.
As shown in Table 1, the thicknesses of the prepared specimens were not greatly deviated, they were limited in three values: 0.986, 1.088 and 1.209 mm. During preparation, we tried to get constant thicknesses to insure measurement stability.
Generally, to get suitable backing material thickness for ultrasonic transducer, the thickness of the backing material (\(d\)) must exceed that of the piezoelectric element thickness (\(t\)); to have the ability to absorb most of the back-wall echoes and preventing their reflection back to active element [20]. Therefore, before preparing the PVAc backing composites, the PVDF piezoelectric element thickness was measured then the center frequency (\(f_{0}\)) was calculated to get after that the thickness of the backing material (\(d_{{{\text{th}}}}\)) theoretically.
Theoretically, the relationship between the center frequency (\(f_{0}\)) of a piezoelectric film and its thickness (\(t\)) follows Eq. 1 [21].
where \(C\) is the ultrasonic velocity of PVDF active element and \(k_{b}\) is a constant coefficient.
The thickness (\(t\)) of PVDF active element was 0.1 mm, its ultrasonic velocity (\(C\)) was 2250 m/s, so theoretically, its center frequency (\(f_{0} )\) will be 11.25 MHz. Then the thickness of the backing material (\(d_{{{\text{th}}}}\)) can be calculated theoretically as follow, Table 1:
where C is the ultrasonic velocity in backing materials and \(f_{0}\) is the PVDF center frequency.
From Table 1, the practical measured thicknesses (d) were nearly the same as those calculated theoretically (\(d_{{{\text{th}}}}\)). B3 specimen was the most prepared backing material that had practical thickness very close to its theoretical one by very small error = − 0.012 mm, then B5 specimen and B6 specimen with error = 0.041 and 0.09 mm, respectively.
Density (ρ) analysis
The density, for the prepared PVAc/alloy composites, was measured directly using digital electronic balance with density determination kit; B150536815; Model MS2045; Mettler Toledo, Switzerland. Figure 2(a) shows the density variation with different PVAc/alloy composites.

PVAc/Alloy composite properties: (a) density (ρ), (b) ultrasonic velocity (CL and CS), (c) ultrasonic attenuation coefficient (α), and (d) acoustic impedance (Z).
Generally, Polyvinyl acetate (PVAC) is considered as an atactic, highly branched and non-crystalline thermoplastic, it could be prepared by conventional free-radical polymerization. It is brittle below its glass transition temperature, Tg (35 °C) and very sticky above it [22]. When PVAc combined with metal, the voids between polymeric branched chains were filled by the considerably heavy metal ions and they became a network that was denser than neat PVAc composite. Therefore, metal alloy can be regarded as reinforcement agent of the PVAc polymeric composites and the increment of metal alloy content caused more increment in the polymeric reinforcement and in density, Fig. 2(a). In addition, we can say that metal ions filled gradually the polymeric network until reaching maximum, then aggregation of ions may occur in some points in the polymeric network that were considered as non-desirable points due to their non-uniform metal alloy distribution. In the present study, these points were not found greatly because the highest metal alloy concentration didn’t exceed 4%. Some researchers investigated epoxy resin/tungsten as one of the most suitable backing materials for PVDF active element [23]. They reported its density to be about 1.14 g/cm3, thus B3 (ρ = 1.15 g/cm3) can be regarded as the most prepared PVAc/alloy composite specimen that had optimal density matching with epoxy resin/tungsten, Fig. 2(a).
Ultrasonic velocity (C) analysis
There are many modes of ultrasonic operation, the two main ones: pulse-echo technique and through transmission technique. Generally, the choice of a specific mode is according to many factors like the specimen performance, the test purpose, the apparatus need, etc. In this study, through transmission technique was used, it gave more accurate measurements and it was suitable for both the specimens shape and the test requirements. Usually, through transmission technique consisted of two transducers: one acted as wave transmitter and the other acted as wave receiver; they were placed on opposite sides of the specimen under test. The time traveled by the echoes through the specimen can be recorded by means of an oscilloscope and the specimen thickness was determined using A-scan Echometer (F. Nr, 10076, Wuppertal Germany, Karl Deutsch). Then, ultrasonic velocities (Longitudinal, CL and shear, Cs), were determined [9], Fig. 2(b).
where C is the ultrasonic velocity (longitudinal or shear), x is the thickness of the specimen and \(\Delta t\) is the time traveled by the echoes.
Note that to obtain longitudinal velocity, we used normal ultrasonic transducers, while to obtain shear velocity, we used shear ultrasonic transducers.
As per Fig. 2(b), the ultrasonic velocities: longitudinal and shear increased as the metal alloy content increased in the composites. Generally, ultrasonic velocity revealed the change in microstructure of composites, thus, it increased with damage decrement and well polymer network organization. In our study, the nanoparticles metal alloy consisted of 60.1% Ag, 28.05% Sn, 11.8% Cu and 0.05% Pt. Therefore, ultrasonic velocity increment with metal content, means that all these nanoparticles metal exhibited uniform distribution in PVAc polymer matrix that polymerized from vinyl acetate monomer [24].
Ultrasonic attenuation coefficient (α) analysis
The ultrasonic attenuation coefficient is a measure of how easily a material can be penetrated by an incident ultrasonic beam. It quantifies how much the beam is weakened by the material it is passing through. Absorption is the main factor causing attenuation of the ultrasound beam. In addition, attenuation may be caused by many materials’ properties like grain size, yield strength, crystalline damage, impact strength and hardness. Ultrasonic beams, like the other energy types, attenuate when passing through different media. The attenuation coefficient (α) is expressed as the amount of ultrasonic beam attenuation per unit length, and it usually notes the energy loss, which may arise from the microstructure of the material, porosity, impurities, defects, heat treatment, etc. It is determined from the amplitude decay of a back-wall echo sequence. As per two successive echoes height (\(l_{1}\) and \(l_{2}\)) measurements, the ultrasonic attenuation coefficient (α) was measured in dB/cm with respect to the path length (\(x_{2} - x_{1} )\) [25], Fig. 2(c).
Figure 2(c) shows the decrement of ultrasonic attenuation coefficient (α) with the increment of metal alloy content; the highest value was recorded for neat PVAc composite, while the lowest one was for PVAc composite containing 4% of metal alloy. Generally, Ultrasonic attenuation coefficient (α) give valuable information about microstructure features of materials that can be variated with material’s temperature, concentration, etc. The causes of waves attenuation, like dislocation, damage, etc., were reduced by adding the nanoparticles metal alloy, which acted as good polymer filler and they were distributed effectively in the PVAc network. Whereas, a good backing material must have high attenuation coefficient to prevent reflections of back-echoes to the active material and can decrease the signal to noise ratio [26]. As per Fig. 2(c), B3 had the highest attenuation coefficient among the other PVAc/alloy composites (B4, B5 and B6) (noting that B1 and B2 are free of nano-metal alloy content). Therefore, B3 can be regarded as a good backing material to PVDF active element.

PVAc/Alloy composites mechanical properties: (a) Poisson’s ratio (\(v\)) and (b) elastic modulus (L, G, K, and E).
Acoustic impedance (Z) analysis
The acoustic impedance (Z) is a function of both the material’s density (ρ) and the material’s ultrasonic velocity (C).
The acoustic impedance (Z) describes how much resistance an ultrasound beam encounters as it passes through a material [27], Fig. 2(d).
From Fig. 2(d), we noticed a remarkable increase in the acoustic impedance (Z) with the increment of metal alloy content in PVAc matrix. The lower value of Z was for neat PVAc composite, while the higher one was for the PVAc composite containing 4% metal alloy. As mentioned in the formula of Z (Eq. 5), there are direct relationship with both density and ultrasonic velocity with Z. Therefore, as the density increased with the increase in the metal alloy content, so Z will behave the same trend, in addition to the increment of the velocity with the increment of the metal alloy content. The increment in acoustic impedance (Z) clarified the increment in the micro-hardness of the composites. This increment is good for performing good backing material because we needed to form a backing material that had high acoustic impedance to reduce waves backscattering to the piezoelectric material, thus decreasing waves interferences and noises in the back of the piezoelectric material and this is the main role of the backing material.
Another approach for a backing material to be good for a specific active element, is the impedance matching between the backing material and the active element. The acoustic impedance matching between the active piezoelectric element and the backing material enables the proper transfer of acoustic energy without reflection from the interface [28]. The acoustic impedance (Z) of PVDF was found to be 36 MRayls. Thus, from Fig. 2(d), the most PVAc/alloy composite that had acoustic impedance closely matched that of PVDF active element, was B3 that had Z = 34.86 MRayls. Therefore, B3 could be considered as the best PVAc/alloy composite to be used as backing material for PVDF active element.
PVAc/alloy composite mechanical properties analysis
The mechanical properties of the new backing materials are very important to be known because they reflect many useful factors like the materials’ microstructure, rigidity, elasticity, etc. These factors could help to define the effectiveness of the prepared PVAc composites as backing materials. The calculated mechanical properties were Poisson’s ratio, elastic moduli, Lame’ constants and micro-hardness. They can be easily calculated after measuring both the ultrasonic velocity and the density.
Poisson’s ratio (v) and elastic moduli (E, L, G and K)
Poisson’s ratio (\(v\)) and elastic moduli (E, L, G and K) were calculated as follow [9], Fig. 3:
where \(C_{{\text{S}}}\) is the shear velocity, \(C_{{\text{L}}}\) is the longitudinal velocity, ρ is the specimens’ density, E is the Young’s modulus, L is the longitudinal modulus, G is the shear modulus and K is the bulk modulus.
From Fig. 3(a), the Poisson’s ratio (\(v\)) decreased with the increment in the content of the nano-metal alloy, while from Fig. 3(b), the elastic moduli (E, L, G and K) were increased. From these findings, we can say that the nanoparticles metal alloy enhanced the microstructure of the PVAc composite specimens, they were arranged properly in the polymer network and they didn’t cause damage nor cracks [29]. They reinforced the PVAc composite specimens. B6 specimens showed the highest elastic moduli (E, L, G and K) values. Therefore, we can say that the new backing materials had effective mechanical properties, which deduce that the choice of their content was effective. In addition, these materials had challenging mechanical properties to be used in many other applications that need enhanced mechanical properties.
Lamé constants (μ, λ)
The Lamé constants are related to the ultrasonic velocities (longitudinal and shear) and the material density [9], Fig. 4(a).

(a) Lame’ constants (μ, λ) and (b) Micro-hardness (H) for PVAc/Alloy composites.
where \(C_{{\text{S}}}\) is the shear velocity, \(C_{{\text{L}}}\) is the longitudinal velocity and ρ is the composites density.
From Fig. 4(a), the Lame′ constants (μ, λ) increased with the increment in nano-metal alloy content. B6 specimens showed the highest Lame′ constants (μ, λ) values. Generally, the Lamé constants (μ, λ) depend on the material and its temperature, also, they arise in stress–strain relationships. In addition, the Lame′ constants (μ, λ) give information about the material rigidity. Therefore, their increment revealed the increment in material’s rigidity, because the nanoparticles of metal alloy increased the intermolecular bonds in the polymer network [30]. Thus, these new prepared composites can be regarded as good backing materials of highly arranged molecules; this may be due to the effective distribution of the nano-metal alloy within the PVAc composites [30].
Micro-hardness (H)
The micro-hardness (H) describes the rigidity of the material, the intermolecular bond strength and the uniform arrangement of molecules in the materials’ structure. It can be calculated after knowing the Poisson’s ratio (\(v\)) and the Young’s modulus (\(E\)) [21], Fig. 4(b).
As shown in Fig. 4(b), the micro-hardness (H) increased with the increment in nano-metal alloy content within PVAc matrix. For B1 and B2, H was not changed greatly: B1 specimen was PVAc only and B2 was PVAc with stearic acid only without alloy. B6 specimens showed the highest H value. The increment in H was noticed when adding the nano-metal alloy particles (i.e. B3, B4, B5 and B6 specimens). Thus, nano-metal alloy caused the increment of H and enhanced the rigidity of the composites. Normally, for choosing a good backing material, we must consider the intermolecular strength and the uniform molecular distribution to have the ability to absorb better the echoes, but in the same time the backing material must not be too rigid to avoid re-bouncing of echoes to the active piezoelectric element [31]. Following this view point, the suitable backing composites would be B3 and B4 composites.
Evaluation of transducers fabricated with new backing material
PVDF piezoelectric element was used as active element and the new prepared PVAc/alloy composites were used as backing materials to the active element. After fabrication of the transducers with these components, the evaluation of these transducers took place. Transducers’ bandwidth (BW), quality factor (Q) and sensitivity (S) were measured. These measurements were done to ensure that the new prepared backing materials damped out transducer ringing effectively by absorbing the acoustic energy from the backward propagating energy and from unwanted shear waves. In addition, they caused the broadening of the bandwidth and the enhancement of the transducer sensitivity.
Transducers’ bandwidth (BW)
The bandwidth (BW) and the center (operating) frequency (\(f_{0}\)) were calculated according to the following [32]:
The bandwidth (BW) was calculated according to the spectrum chart picked by the vector signal analyzer, which indicated a − 6 dB drop, the lower frequency (\(f_{{\text{l}}}\)) and upper frequency (\(f_{{\text{u}}}\)), Table 2.
As shown in Table 2, both transducers containing backing materials of B1 specimen and B2 specimen had low BW (2.1 and 2.2 MHz, respectively), while the bandwidth of transducers containing B3 specimen to B6 specimen ranging from 3.1 to 3.6 MHz. Therefore, the constructed transducers that had metal alloy incorporation in the backing materials, had relatively broad band. BW increased as nano-metal alloy increased in the composites. This may be due to nano-metal inclusions in the polymer composites could make good backing materials that can operate in both λ/2 and λ/4 modes [9]. Thus, we can say that the new prepared backing materials improved the bandwidth and performed high internal damping with short pulse of high frequency that ranged from 14.1 to 15.2 MHz.
Transducers’ quality factor
The transducer’s quality factor, Q, is the description of the amount of ringing and damping of the material. It is the operating frequency, \(f_{0}\), divided by the bandwidth, BW.
High Q transducer produced a relatively pure frequency spectrum and had a narrow bandwidth (i.e., light damping) with a corresponding long special pulse length (i.e., long ringing). Whereas, low Q produced wide bandwidth and short pulse, this the case in the constructed transducers from the new prepared backing materials. From Table 2, it is clear the decrement of Q with the incorporation of alloy in the backing material and its further decrement when increasing the alloy content in the prepared backing materials. Therefore, B6 specimen performed the broadest band transducer of high BW (3.6 MHz) and low Q (4.2). This means the transducer, containing B6 as backing material, had short ringing and strong damping compared to the others.
Transducers’ sensitivity
Transducer’s sensitivity (S) is the ability of the transducer to detect different defects. It is related to the voltage applied to the transducer, \(V_{0}\) and that received from the load specimen, \(V_{x}\).
The voltage received from the specimen (\(V_{x}\)) is always lower than that applied to the transducer (\(V_{0}\)), because the initial pulse is weakened by reflection, scattering, absorption, etc. Therefore, there are minus sign in the formula of calculating sensitivity. Using pulse-echo technique, the fabricated transducers were excited by initial voltage, then the transmitted voltage was received after reflection from a reflector (VII reference block). The sensitivity determined according to Eq. 17, Table 2.
As shown in Table 4, the transducers’ sensitivity (\(S\)) increased with the increment of nano-metal alloy content in the backing material. The nano-metal alloy enhanced the ability of the composite backing material to adjust the received echoes; such that the voltage received from the specimen (\(V_{x}\)) increased with respect to the constant applied voltage (\(V_{0}\)). Therefore, the ability of the new fabricated PVDF transducers could effectively detect defects as their backing materials contained high amount of nano-metal alloy. Moreover, sensitivity increased with frequency increment because the wavelength became shorter and the ability to pick defects increased, noting that the frequency increment was from 10.1 to 15.2 MHz.
The ultrasonic transducers fabricated with the new backing materials from PVAc/alloy composites gained features that were summarized in Fig. 5.

Sketch of fabricated ultrasonic transducers with backing materials from PVAc/alloy composites (B1, B2, B3, B4, B5, and B6) and their important features (BW is transducers’ band width and S is transducers’ sensitivity).
Figure 5 shows the ultrasonic transducers fabricated with B6 specimens had the widest bandwidth, strong damping, short ringing and the highest sensitivity. But as discussed before from the point of thickness suitability, acoustic impedance matching and ultrasonic attenuation coefficient, B3 specimen can be considered as the most suitable backing material for PVDF active element transducers.
Conclusions
PVAc polymer with a nano-metal alloy was used to create new backing materials. Their thickness is greater than that of the piezoelectric element, allowing them to absorb the majority of the back-wall echoes. The increase in nano-metal alloy content increased the density, the ultrasonic velocity, the acoustic impedance, and the mechanical properties while decreasing the ultrasonic attenuation coefficient. As a result, it was evenly distributed and strengthened the PVAc polymeric composites. Consequently, the prepared backing materials absorb the echoes, reduce the noise, and prevent the echoes from re-bouncing to the active piezoelectric element. Furthermore, the transducers improved in bandwidth and sensitivity. The results showed that B3 had a practical thickness that was very close to its theoretical thickness. It has a similar density to the well-known epoxy/resin backing material. It matched the acoustic impedance of the PVDF piezoelectric element. As a result, the B3 backing material may be considered the most appropriate among the others. Furthermore, B3 backing material transducers had a moderate bandwidth, quality factor, and sensitivity. These new backing materials could be very useful in the manufacture of ultrasonic transducers in the future.
Methodology
Polyvinyl acetate (PVAc) brought from Eagle Company, Egypt. Stearic acid purchased from El-Nasr Pharmaceutical Chemical Co., Egypt. The metal powder of Ag–Sn–Cu–Pt was of 60%, 28%, 12%, and 0.05%, respectively. It was purchased from LOJIC®, Southern dental industries LTD. E4107.
A known amount of PVAc was dissolved in 100 ml methanol for 6 h under mechanical stirring. 4% of stearic acid as plasticizer added to PVAc solution with a continuous mechanical stirrer for 30 min and the solution of PVAc and stearic acid sonicated for 20 min. PVAc/stearic acid/metal alloy composites were prepared by incorporating 4 wt% of stearic acid and different weight % (0.5%, 1%, 1.5% and 2%) of metal alloy in the PVAc matrix under mechanical stirring. The composites solutions put in an ultrasonic bath for 60 min. The PVAc/SA/metal alloy composites films were prepared by solvent casting method, each dispersion was poured into a silicon rubber mold and kept at room temperature for two weeks for slow elimination of methanol. The composite films were then dried overnight at 40 °C in an oscillating air oven [33].
The PVAc composites coded according to their content’s percentage, Table 3. Groups of five specimens prepared for every composite, to calculate repeatability of measurements.
In this study, the weight proportion between the PVAc powder, stearic acid, and the alloy contents meets that investigated by previous studies [32]. To perform high acoustic attenuation and minimum noise generating by the backing material.
In previous studies, the backing for piezoelectric elements in 4.5 MHz and higher ultrasonic transducers, comprises placing a mixture of small particle size tungsten powder and PVC powder into a high pressure die. The powder mixture has a volume ratio of 55 parts tungsten powder to 45 parts polyvinyl chloride [15]. This mixture performed highly efficient backing, which enabled high noise reduction.
Other studies demonstrated the efficiency of the backing material, which comprises a composite of tungsten powder, cerium oxide powder in an amount of 1.0 to 4.5% by weight tungsten, and an epoxy in a weight proportion to powder of from 4:1 to 50:1 [16]. This mixture gave highly improved backing, which was able to diminish noise and waves reverberation to the piezoelectric material.
Ultrasonic technique
Using through-transmission technique, ultrasonic measurements were done. In this ultrasonic mode of operation, direct contact pulser-receiver transducers were used following the ASTM standard (ASTM E114-15, 2015 [34]).
The transducers used were: longitudinal normal beam ultrasonic transducers of 2 MHz (S24HB2, Karl Deutsch) and 4 MHz (S24HB4, Karl Deutsch), in addition to a shear ultrasonic transducer of 2 MHz (S12Y2, Karl Deutsch). A-scan ultrasonic flaw detector (USN 60, GE inspection technologies) displayed the distance/amplitude of the received echoes from the specimens, and the oscilloscope (LeCroy W, wave Jet 354A) gave time/amplitude of the echoes. Reference standards blocks (VI and VII) were used to calibrate thickness measurements, Table 4.
To calibrate the transducers, we used ultrasonic flaw detector (USIP 20, Krautkramer Branson), vector signal analyzer (IF, Hp-89441A) and digital phosphor oscilloscope (Tektronix- TDS-3052B), Table 4. The ultrasonic transducers calibrated according to ASTM Designation: E317–11 [35]. All measurements in the study were carried out in ambient room temperature 23 ± 2 °C and relative humidity 45 ± 5%.
X-ray diffraction technique
X-ray diffractometer (XRD patterns P-analytical X’Pert Pro, Holland) system of high resolution used. XRD measurements were carried out using CuKα radiation (λ = 1.5406 Å) at step 0.02°, operated at 45 kV and 30 mA. The XRD patterns recorded in the 2θ range 4°–90°.
Data availability
The data are generated during and/or analyzed during the current study are available from the corresponding author on reasonable request.
References
C.V.M. Rao, G. Prasad, Characterization of piezoelectric polymer composites for MEMS devices. Bull. Mater. Sci. 35, 579 (2012). https://doi.org/10.1007/s12034-012-0319-1
M. Noipitak, B. Khwansri, S. Charunetratsamee, Comparison between tungsten and bronze powder as a backing material of ultrasonic probe for residual stress measurement. MSF 860, 97 (2016). https://doi.org/10.4028/www.scientific.net/MSF.860.97
N.A. Abd El-Malak, Ultrasonic properties of composites (polymer-fibre glass). Bull. Mater. Sci. 20, 981 (1997). https://doi.org/10.1007/BF02744886
L. Sarkar, S.G. Singh, S.R.K. Vanjari, Preparation and optimization of PVDF thin films for miniaturized sensor and actuator applications. Smart Mater. Struct. 30, 075013 (2021). https://doi.org/10.1088/1361-665X/abff15
A.K. Gupta, R. Bajpai, J.M. Keller, Transient charging and discharging current study in pure PVF and PVF/PVDF fluoro polyblends for application in microelectronics. Bull. Mater. Sci. 34, 105 (2011). https://doi.org/10.1007/s12034-011-0053-0
S. Sakorn, G.L. Rempel, P. Prasassarakich, N. Hinchiranan, Poly(styrene)- and poly(styrene-co-methyl methacrylate)-graft-hydrogenated natural rubber latex: aspect on synthesis, properties, and compatibility. J. Vinyl Addit. Technol. 22, 2 (2016). https://doi.org/10.1002/vnl.21412
J. Li, W. Ren, G. Fan, C. Wang, Design and fabrication of piezoelectric micromachined ultrasound transducer (pMUT) with partially-etched ZnO film. Sensors 17, 1381 (2017). https://doi.org/10.3390/s17061381
M. Toda, M. Thompson, Novel multi-layer polymer-metal structures for use in ultrasonic transducer impedance matching and backing absorber applications. IEEE Trans. Ultrason. Ferroelectr. Freq. Control. 57(12), 2818 (2010). https://doi.org/10.1109/TUFFC.2010.1755
M.A.Y. Barakat, Amelioration of ultrasonic transducer to study CuO doped thin films. Arch. Acoust. 43(3), 487 (2018). https://doi.org/10.24425/123920
A. Habib, S. Wagle, A. Decharat, F. Melandsø, Evaluation of adhesive-free focused high-frequency PVDF copolymer transducers fabricated on spherical cavities. Smart Mater. Struct. 29, 045026 (2020). https://doi.org/10.1088/1361-665X/ab7a3d
M. Bulinski, Metal doped PVA films for opto-electronics-optical and electronic properties, an overview. Molecules 26(10), 2886 (2021). https://doi.org/10.3390/molecules26102886
M.S. Chavali, M.P. Nikolova, Metal oxide nanoparticles and their applications in nanotechnology. SN Appl. Sci. 1, 607 (2019). https://doi.org/10.1007/s42452-019-0592-3
S.B. Yang, S.H. Yoo, J.S. Lee, J.W. Kim, J.H. Yeum, Surface properties of a novel poly(vinyl alcohol) film prepared by heterogeneous saponification of poly(vinyl acetate) film. Polymers 9(10), 493 (2017). https://doi.org/10.3390/polym9100493
R.P. D’Amelia, J. Mancuso, The study of polyvinyl pyrrolidone-polyvinyl alcohol copolymers and blends. J. Polym. Biopolym. Phys. Chem. 8(1), 1 (2020). https://doi.org/10.12691/jpbpc-8-1-1
A. Caballero, J. Morales, L. Sánchez, Tin nanoparticles formed in the presence of cellulose fibers exhibit excellent electrochemical performance as anode materials in lithium-ion batteries. Electrochem. Solid-State Lett. 8(9), 464 (2005). https://doi.org/10.1149/1.1993388
M.A. Semsarzadeh, S. Amiri, M. Azadeh, Controlled radical polymerization of vinyl acetate in presence of mesoporous silica supported TiCl4 heterogeneous catalyst. Bull Mater. Sci. 35(5), 867 (2012)
M.A. Semsarzadeh, S. Amiri, Study of chain sequence in the controlled radical telomerization of vinyl acetate with Co(acac)2 catalyst in bulk. J. Polym. Res. 19(6), 9891 (2012). https://doi.org/10.1007/s10965-012-9891-8
G. Nasar, M. Saleemhan, U. Khalil, Structural study of PVA composites with inorganic salts by X-ray diffraction. J. Pak. Mater. Soc. 3(2), 67 (2009)
ASTM E 797-95, “Standard practice for measuring thickness by manual ultrasonic pulse-echo contact method”, ASTM designation: E 797-95 (Reapproved 2001) 1995.
J. Yeom, J. Kim, K. Ha, M. Kim, Minimization of thickness of ultrasonic transducer by using piezoelectric backing layer. Jpn. J. Appl. Phys. 57, 07LD05 (2018). https://doi.org/10.7567/JJAP.57.07LD05
D. Zheng, Y. Mao, S.H. Lv, Research and validation of design principles for PVDF wideband ultrasonic transducers based on an equivalent circuit model. Measurement 141, 324 (2019). https://doi.org/10.1016/j.measurement.2019.04.050
V. Rajendran, N. Palanivelu, B.K. Chaudhuri, K. Goswami, Characterisation of semiconducting V2O5–Bi2O3–TeO2 glasses through ultrasonic measurements. J. Non-Cryst. Solids 320, 195 (2003). https://doi.org/10.1016/S0022-3093(03)00018-8
H.J. Kim, H. Lee, B. Ziaie, A wideband PVDF-on-silicon ultrasonic transducer array with microspheres embedded low melting temperature alloy backing. Biomed Microdev. 9, 83 (2007). https://doi.org/10.1007/s10544-006-9014-6
T.S. Nivin, S. Sindhu, Fabrication of novel thin film capacitor based on PVA/ZnO nanocomposites as dielectric material. Bull Mater Sci. 43, 299 (2020). https://doi.org/10.1007/s12034-020-02273-6
K. Ono, A comprehensive report on ultrasonic attenuation of engineering materials, including metals, ceramics, polymers, fiber-reinforced composites, wood, and rocks. Appl. Sci. 10(7), 2230 (2020). https://doi.org/10.3390/app10072230Error!Hyperlinkreferencenotvalid
M.A.Y. Barakat, A.A. El-Wakil, Preparation and characterization of EVA/ZnO composites as piezoelectric elements for ultrasonic transducers. Mater. Res. Express. 8, 105304 (2021). https://doi.org/10.1088/2053-1591/ac29fb
N. Hiremath, V. Kumar, N. Motahari, D. Shukla, An overview of acoustic impedance measurement techniques and future prospects. Metrology. 1(1), 17 (2021). https://doi.org/10.3390/metrology1010002
V.T. Rathod, A review of acoustic impedance matching techniques for piezoelectric sensors and transducers. Sensors (Basel) 20(14), 4051 (2020). https://doi.org/10.3390/s20144051
H. Mahmood, F. Nart, A. Pegoretti, Effective recycling of end-of-life polyvinyl chloride foams in ethylene–propylene diene monomers rubber. J. Vinyl Addit. Technol. 28(3), 494 (2022). https://doi.org/10.1002/vnl.21896
C. Dannert, B.T. Stokke, R.S. Dias, Nanoparticle-hydrogel composites: from molecular interactions to macroscopic behavior. Polymers 11(2), 275 (2019). https://doi.org/10.3390/polym11020275
K. Nicolaides, L. Nortman, J. Tapson, The effect of backing material on the transmitting response level and bandwidth of a wideband underwater transmitting transducer using 1–3 piezocomposite material. Phys. Procedia 3, 1041 (2010). https://doi.org/10.1016/j.phpro.2010.01.134
J.F. Dias, Construction and performance of an experimental phased array acoustic imaging transducer. Ultrason. Imaging 3(4), 352 (1981). https://doi.org/10.1016/0161-7346(81)90176-0
I. Hammami, K. Benhamou, H. Hammami, S. SoretoTeixeira, M. Arous, H. Kaddami et al., Electrical, morphology and structural properties of biodegradable nanocomposite polyvinyl-acetate/ cellulose nanocrystals. Mater. Chem. Phys. 240, 122182 (2020). https://doi.org/10.1016/j.matchemphys.2019.122182
ASTM E114-15, “Standard Practice for Ultrasonic Pulse-Echo Straight-Beam Contact Testing”, ASTM International, West Conshohocken, PA, 2015. www.astm.org
ASTM E0317-11, “Standard Practice for Evaluating Performance Characteristics of Ultrasonic Pulse-Echo Testing Instruments and Systems without the Use of Electronic Measurement Instruments”, approved Aug. 1, 2011.
Funding
Open access funding provided by The Science, Technology & Innovation Funding Authority (STDF) in cooperation with The Egyptian Knowledge Bank (EKB). This research did not receive any specific grant from funding agencies in the public, commercial, or not-for-profit sectors.
Author information
Authors and Affiliations
Contributions
MAYB conceived the presented idea and she did the ultrasonic measurements. AAE-W prepared the polymer composites and he did the XRD measurements. All authors verified the testing methods, discussed the results, and contributed to the final manuscript. MAYB edited the entire manuscript and communicated with the journal.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflicts of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Barakat, M.A.Y., El-Wakil, A.A. Preparation of polyvinyl acetate composite as a new backing material for the manufacture of ultrasonic transducers. Journal of Materials Research 38, 894–905 (2023). https://doi.org/10.1557/s43578-022-00881-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1557/s43578-022-00881-y