
Abstract
The current work presents and discusses the design and performance qualities of braided electronic yarns for woven textiles to produce red light-intensity effects. The design process involves a simple encapsulation process with adhesive tape and a heat-shrinkable tube to secure stainless-steel conductive threads (SS-CTs) to the solder pads of light-emitting diodes. These are arranged in a series against two SS-CTs to provide single positive and negative terminals at both ends. Findings from the infrared images show that the heat distribution and dissipation of the stainless-steel conductive threads are insignificant in affecting the wear comfort of the electronic textiles on the human body. The washing test shows the robust nature of the braided electronic yarns even after 20 cycles of being subjected to high agitation and mechanical stress. A proof of concept illustrates the effectiveness of the study results, which calls on further research work to enhance the durability and flexibility of the braided electronic yarns and electronic textiles to ensure a higher level of wear comfort. These braided electronic yarns would find end applications for nighttime visibility of pedestrians, a situation that would improve the recognition of drivers for reduced collision.
Graphical abstract

A simple low-cost process to manufacture electronic yarns (e-yarns) starts by embedding light-emitting diodes (LEDs) in series on two stainless-steel conductive threads (SS-CTs) through encapsulation in a heat-shrinkable tube (HST), and insulating one side of the SS-CT, then braided by using 8-core retroreflective threads that are then woven to form an electronic textile (e-textile). The braided e-yarns and e-textiles when washed exhibit good performance properties for clothing that would be interactive to enhance the nighttime visibility of pedestrians.
Impact statement
Electronic textiles otherwise known as e-textiles have been the subject of scholarly attention in recent years due to their performance properties and wide areas of application for entertainment, monitoring, and safety purposes. The use of appropriate electronic yarns (e-yarns) plays a key role in connectivity and provides the necessary feedback when applied to a textile material. E-yarns are now replacing a few modern electronic textiles (e-textiles) that use rigid copper wires commonly applied in electronic circuits for e-textiles and improve the wear comfort of the garment. The integration of light-emitting diodes (LEDs) into conductive threads to form electronic yarns for textile material can be applied not only for entertainment purposes but also as a safety feature for pedestrians. The use of appropriate components is necessary to ensure and maintain the textile quality and properties for effective wearability. Herein, an e-yarn fabricated with stainless-steel conductive threads and LEDs for e-textiles is presented. As part of ongoing research work to develop smart interactive clothing to increase the nighttime visibility of pedestrians, this work discusses the design and performance qualities of braided e-yarns for woven textiles. The success of these low-cost, flexible, and strong (high wash durability) braided e-yarns facilitates their integration into woven fabrics for smart clothing to enhance the visibility and therefore safety of pedestrians.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
The use of advanced materials and technology for interactive purposes and to provide necessary feedback and information has been on the rise. These advanced products have a wide range of uses, from providing esthetics to having a more functional application. To help achieve functional performance, electronic components are now being integrated into textile materials. These electronic textiles or so-called e-textiles comprise the integration of electronic systems and components into the structure of textile materials for effective control and advanced functions.1,2 Appropriate microcontrollers, sensors, and powering devices are integrated into textile structures to sense environmental changes and provide real-time monitoring. Zeng et al.3 attributed the effectiveness of these e-textiles to their wear comfort, flexibility, efficiency, and high sensitivity. Other functions include the capability for wireless communication as well as the gathering and monitoring of sensitive information.4 Unfortunately, the wearability and wear comfort of some modern e-textiles is affected by the use of very limited rigid electronic materials. However, in recent years, there have been studies that focus on the fabrication of flexible e-textiles to address the shortcomings of rigid materials, which use a large number of stretchable and highly conductive electronic yarns (e-yarns). E-yarns are fabricated by incorporating electronic components with conductive threads that can be integrated into the textile structure for various functional applications.5 Most importantly, studies have integrated vibration, motion, and accelerometer sensors to produce e-yarns to detect fall or near fall, monitor vibration in the index finger and palm to classify gait alterations, respectively.6,7,8 Other notable e-yarns are the development of light-emitting diode (LED) e-yarns, which are embedded into clothing for applications in health care, art, fashion, entertainment, and road safety (to make pedestrians visible).9
LED e-yarns are usually fabricated by embedding LEDs into thin wires or conductive yarns to produce light when supplied with an external source of power. Studies by Hardy et al.10 and Nashed et al.11 used an automated manufacturing process to embed LEDs and semiconductor dies, respectively, onto copper wires,12 embedded photodiodes onto copper wires, while Satharasinghe et al.13 embedded LEDs and photodiodes onto copper wires to monitor heart rate. LED e-yarns have also been used for entertainment purposes. Hardy et al.14 embroidered e-yarns onto the surface of stretchable fabric with zig-zag stitches for a costume garment. Here, the e-yarns attached pose no discomfort to the wearer, but provide the needed illumination for the dancer. More recent studies have adopted a manual approach to integrating LEDs into conductive threads for woven fabrics. For example, Simegnaw et al.15 embedded surface-mounted devices (SMDs) on conductive yarns by using a reflow soldering machine, and used crimp beads to bond the LEDs to the conductive yarns.16 These studies have explored the integration of LEDs onto copper wires, silver yarn, and stainless-steel (SS) threads through automated or manual processes.
To further contribute to the growing volume of work on e-yarns and increase their range of applications, this study proposes e-yarns that can be woven into fabric for clothing that enhances the visibility of pedestrians. The World Health Organization17 reported pedestrian accidents as among the leading causes of global deaths on the road. The large number of pedestrian accidents has been largely due to their lack of visibility and conspicuity, and the ability of drivers on the road to see them at night, which places pedestrians in a vulnerable position.18 To help improve the visibility of pedestrians and the ability of drivers to identify pedestrians, one approach is to integrate lighting effects on the clothing of pedestrians. Herein, this study proposes a simple approach to develop low-cost e-yarns by embedding LEDs in series onto two SS conductive threads, which are then braided and woven into e-textiles. Herein, a different approach of fabricating e-yarns with LEDs is proposed. The issues of breakages at connection joint (between the LED and the crimp beads)16 and breakage of copper wires after washing12 would be limited in our proposed approach. The stainless-steel threads are used in the fabrication process due to their heat resistance, exceptional durability, and conductivity. The resultant e-textiles have lighting effects when connected to a power source and can be used for interactive clothing for visibility at night. The braided e-yarns and e-textile are also subjected to 20 washing cycles to evaluate their wash durability, workability, and reliability.
Results and discussion
In this study, braided electronic yarns and electronic textiles are fabricated using stainless-steel conductive threads and LEDs as illustrated in a four-step production process (Figure 1). The eventual braided e-yarns are integrated into the structure of the woven fabric during weaving. Herein, two heat-shrinkable tubes are used in the encapsulation process to produce two samples of braided electronic yarns and electronic textiles.

Four steps of the production procedure (materials, encapsulation, braiding, and weaving). LEDs, light-emitting diodes.
Proof of concept
A set of braided e-yarns was first tested to ensure their workability before insertion as weft yarn into fabric. Their short length meant that they had to be inserted by hand through the shed created and further tested before and after beat-up to ensure their workability. This was done to ensure that the reed movement to pack the braided e-yarns does not affect their functionality or damage them in the process. This procedure was employed during the insertion of all of the braided e-yarns after every inch in the textile structure. The remainder of the plain weave was woven with RR threads because the surface was both flat and raised. Figure 2a, e and Figure 2b, c, f, g shows the actual images of the braided e-yarns and e-textiles embedded with three and six LEDs, respectively. The results show the ability of the braided e-yarns and e-textiles to emit light (when using a 3 V battery) even under bending stress done manually. However, the e-textiles produced by inserting Sample 1 braided e-yarns are not consistently flexible (Figure 2d) as compared to the much more flexible e-textiles inserted with Sample 2 braided e-yarns (Figure 2h).

(a) Braided e-yarns with 1.6 mm heat-shrinkable tube (HST), used for (b) and (c) woven e-textiles. (d) Flexible nature of the e-textiles (Sample 1). (e) Braided e-yarns with 0.5 mm HST, used for (f) and (g) woven e-textiles. (h) Flexible nature of the e-textiles (Sample 2).
Illustration of the proof of concept here plus the ability of the braided e-yarns and resultant woven fabrics to withstand mechanical agitation from washing and drying cycles shows their potential for wearables. In fact, the work in this study paves the way for the potential use of the concept in the production of safety clothing to enhance the visibility of pedestrians when connected to sensors and a control unit.
Structure morphology
A magnification scale of 5 mm was used to measure the dimensions of the encapsulated and braided e-yarns and the insertion of the braided e-yarn in the fabric (Figure 3). The images in Figure 3a–b show the amount of space occupied by the inserted braided e-yarns with the ⌀1.5 mm and ⌀0.6 mm HSTs for Samples 1 and 2, respectively. Here, the insertion areas are raised from the normal fabric structure. It is thus not surprising that the relative thickness of the insulated and braided areas with the ⌀1.5 mm HST is larger than the areas with a ⌀0.6 mm HST (Figure 3c–d). This issue could eventually affect the stiffness or flexibility of the fabric samples and hence the wear comfort of the sample.

Surface morphology of: (a) Sample 1 with ⌀1.5 mm heat-shrinkable tube (HST), (b) Sample 2 with ⌀0.6 mm HST, (c) thickness of the insulated conductive thread with ⌀0.6 mm HST (top) and ⌀1.5 mm HST (bottom), and (d) thickness of braided e-yarns at conductive thread (CT) insulated regions with ⌀0.6 mm HST (top) and ⌀1.5 mm HST (bottom). LED, light-emitting diode.
Tensile strength
The mechanical property (i.e., the tensile strength of the e-yarns and braided e-yarns) was investigated as reported in Figure 4. Results from Figure 4a show that the breaking extension of the fabricated e-yarns for Sample 2 (5.72 mm) was less than that of Sample 1 (7.98 mm), which required a lesser breaking load. It was observed that breaks for both Sample 1 and Sample 2 occurred at the joints (where the SS-CT was encapsulated with the LEDs) as shown in Figure 4c(i) and c(ii), and d(i) and d(ii), respectively. Herein, the encapsulated part of the SS-CT was however extended or stretched without breaking. This could be attributed to the extension property of these heat-shrinkable tubes (⌀1.5 mm and ⌀0.6 mm). Further results indicated that the braiding of 8-core retroreflective threads around the fabricated e-yarns influenced the tensile strength. As shown in Figure 4a, the breaking extension and breaking load for both Sample 1 and Sample 2 increased. It is further confirmed that Sample 1 (made with ⌀1.5 mm HST) has the highest tenacity (Figure 4b) as compared to Sample 2 (made with ⌀0.6 mm HST).

Tensile strength of e-yarns and braided for Samples 1 and 2. (a) Breaking load and breaking extension for Samples 1 and 2. (b) Tenacity for Samples 1 and 2. (c[i] and c[ii]) Nature of the fabricated e-yarn and braided e-yarn after tensile strength test for Sample 1 and (d[i] and d[ii]) nature of the fabricated e-yarn and braided e-yarn after tensile strength test for Sample 2.
Fabric weight and thickness
The final weight of the fabric samples varies, as shown in Figure 5. The weight of Sample 1 is higher (335 GSM) compared to Sample 2 (313 GSM). Even though the number of embedded LEDs, fabric dimensions, and structure are the same, the use of a ⌀1.5 mm HST in Sample 1 could have attributed to the higher weight hence making the fabric heavier. On the other hand, the relative thickness of the encapsulated yarn with the use of a ⌀1.5 mm HST is higher than that of Sample 2 encapsulated with a ⌀0.6 mm HST. The thickness of the different encapsulated areas is very visible on the fabrics.

(a) Thickness of fabric samples, (b) weight of fabric samples. (Note: Area of CT means the area where the heat-shrinkable tube (HST) is used to cover the side of the stainless-steel conductive thread (SS-CT), and the light-emitting diode (LED) portion means the encapsulated region that joins the LED to two SS CTs for positive and negative terminals.)
Shear properties
The friction and contact pressure between yarns,19 and the sliding or moving of the yarns in the fabric structure against each other, influence the shear rigidity (G). When a shear tension of 10 gf/cm is applied to the samples, lower G means less resistance to shearing (shear ability of the fabric) or higher G means higher resistance to shearing. Alternatively, lower hysteresis of the shear force (2HG) and hysteresis of the shear force at 5° (2HG5) mean good recoverability and poor recoverability for higher values, respectively. The results in Figure 6 show that the e-textiles made with the insertion of Sample 2 braided e-yarns (as the weft) have a lower G, which suggests the ease of the shear ability of the yarns in the structure. However, due to their higher 2HG and 2HG5 values, the e-textiles have poor recoverability after shearing. This is relatively different from e-textiles made with the insertion of Sample 1 braided e-yarns. The sample exhibited a slightly higher G but relatively lower 2HG and 2HG5, which points to good recoverability after shearing.

Shearing property values of e-textiles in the weft direction. (Note: G means shear rigidity, 2HG means hysteresis of the shear force, and 2HG5 means hysteresis of the shear force at 5°.)
Effects of power on heat distribution
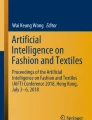
The power supplied to the fabric samples was a 3 V battery to light up the series of LEDs arranged in the braided e-yarns. Herein, the stainless-steel conductive threads (SS-CTs) allowed the flow of current from the 3 V battery to power the LEDs, hence, an IR thermographic image was taken to confirm the heat dissipation of the CTs and the LEDs when emitting light. Temperature is at normal levels when there is no supply of battery power to the braided e-yarns in the electronic textiles for Samples 1 and 2. Furthermore, with the supply of power, the heat distribution and dissipation of the SS-CTs are too insignificant to affect the wear comfort of the e-textiles (Figure 7). Results from the IR thermographic images (using the hot spot mode measurement) show an increase in heat produced from the LEDs after 5 min (i.e., 31.8°C to 32.3°C) for Sample 1 (Figure 7a[ii] and b[ii]) and 32.3°C to 32.5°C for Sample 2 (Figure 7c[ii], d[ii]). These temperatures, which range from 30.2°C to 32.5°C, are within a comfortable level that will not affect the wearer. This implies that the temperature of the LEDs when exposed to a thermal camera for 5 min increased under room temperature. These results are consistent with the findings in Simegnaw et al.20 which show the appropriateness of the developed braided e-yarns for e-textiles for wearables without affecting the wear comfort.

(a[i]) and (b[i]) Sample 1 electronic textiles powered with the use of 3 V battery. (a[ii]) IR images of Sample 1 electronic textiles at 0 min and (b[ii]) IR images of Sample 1 electronic textiles after 5 min; (c[i]) and (d[i]) Sample 2 electronic textiles powered with the use of 3 V battery. (c[ii]) IR images of Sample 2 electronic textiles at 0 min and (d[ii]) IR images of Sample 2 electronic textiles after 5 min. LEDs, light-emitting diodes.
Effects of encapsulation on light values
The light intensity produced by an LED is relatively different after materials are wrapped around its surface. Here, the experimental approach uses a digital Lux meter, where the lux values are measured to understand the effects of attaching the transparent adhesive tape (AT), heat-shrinkable tube (HST), and braided yarn on the surface of an LED. The findings show a drop in light intensity of the final braided e-yarn after encapsulating with AT, HST, and yarns wrapped around the LED (see Figure 8). This shows that the use of the 8-core braided RR threads influences or blocks some of the light rays produced by the LEDs. Further results show a reduced light intensity when the braided e-yarns are woven into the fabric. This confirms that the composite fiber sheath affects the amount of light scattered.12 Additionally, findings show a 40% difference in the amount of light scattered when the e-yarns are braided with 8-core retroreflective and a 46.15% when woven into the fabric. However, this decline did not eventually affect the visibility of the red lights produced by the LEDs. This is because a larger amount of the produced light is scattered through the voids of the braided sheath on the e-yarns.

Effects of encapsulation on the light intensity values of the light-emitting diodes.
Total resistance of the e-textile and braided e-yarns
The resistance values of the SMD LEDs, with the conductive threads on their left and right sides that are determined by using Equation 1, are listed in Table I. The total resistance, which is a direct function of the resistance of the SMD LEDs, and conductive threads on the left and right sides, is determined by using Equation 2a for the braided e-yarns and Equation 2b for the fabric samples. Thus, the total resistance of the braided e-yarns and fabric samples are plotted in Figure 9. The results reveal that the total resistance is 225.95 Ω and 225.42 Ω for the 9.5 in. of Samples 1 and 2 braided e-yarns, respectively. Furthermore, the total resistance for the fabric form is 450.39 Ω and 450.30 Ω for the 3 × 9.5 in. of Samples 1 and 2, respectively.

Total resistance (Ω) of braided e-yarn and fabric forms.
Wash durability test
The samples in the braided e-yarn and fabric forms were then subjected to high mechanical agitation through a wash and tumble dry process based on several cycles to investigate their durability and workability (Figure 10). The LEDs embedded in the braided e-yarns were still fully functional even after 20 cycles of washing and drying, which demonstrates the durability of the braided e-yarns. However, the mechanical stress and agitation caused the detachment of the ends of the encapsulated area of the Sample 1 braided e-yarns (Figure 11a). This issue could be attributed to the design and shaping of the ends but does not affect the final functionality of the yarns. The results from the washing test for the fabric form revealed that one of the LEDs is not functional after 10–20 washing and drying cycles for Sample 1 and after 20 washing and drying cycles for Sample 2 braided e-yarns. Further analysis revealed the instability of the LEDs, which could be attributed to the manufacturing process (Figure 11b–c). Yarn breakage could have disrupted the supply of power to the LEDs, but this is not the case. The breakage of the joined parts was revealed in Satharasinghe, Hughes-Riley, and Dias,12 who concluded that copper wire breakage in the manufactured e-yarns affects the supply of power and the nonfunctioning of the photodiodes. However, the nonfunctioning LEDs in this study could be the insufficient contact of the solder pads with the SS-CTs that act as the positive and negative terminals. This further prevents the power from circulating through the SS-CTs to light up the LEDs.

Washing durability results of braided e-yarns: various washing and drying cycles.

(a) Detachment of braid at end of the encapsulated area of Sample 1 braided e-yarns, (b) nonfunctioning light-emitting diode (LED) in Sample 1 braided e-yarns, and (c) nonfunctioning LED in Sample 2 braided e-yarns.
Conclusion
The fabrication of a low-cost e-yarn with LEDs embedded in SS-CTs and the resultant woven e-textiles have potential applications for clothing that enhance the safety of pedestrians. Herein, LEDs are embedded in series in two SS-CTs, encapsulated with HSTs with different diameters to secure the LEDs to the SS-CTs, and insulating one side of the SS-CTs. A hot air gun is used to supply the appropriate heat to shrink the HST. Braiding is then used to wrap eight core RR threads on the constructed e-yarn. The findings reveal the flexibility of Sample 2 braided e-yarns and e-textiles that use a ⌀0.6 mm HST. The IR images show that the heat distribution and dissipation of the SS-CTs are not significant enough to affect the wear comfort of the e-textile. Furthermore, the e-yarns easily shear in the e-textiles with sectional weft insertion when using Sample 2 braided e-yarns. On average, Samples 1 and 2 braided e-yarns and e-textiles have approximately the same amount of total resistance. Similarly, the washing test shows the robustness of the braided e-yarns even after 20 washing and drying cycles. However, one of the LEDs is nonfunctional after 10–20 washing and drying cycles of Sample 1 braided e-yarns and after 20 washing and drying cycles of Sample 2 braided e-yarns. This issue could be attributed to the attachment and securing method of the LEDs to the SS-CTs. It is further confirmed that Sample 1 (made with ⌀1.5 mm HST) has the highest tenacity as compared to Sample 2 (made with ⌀0.6 mm HST). To conclude, Sample 2 braided e-yarns and electronic textiles have less fabric weight and are more flexible, which retains the characteristics of the woven fabric as compared to Sample 1. Finally, a proof of concept illustrates the effectiveness of the e-textiles with the braided e-yarns to produce the necessary red lighting effects for pedestrian safety purposes. The success of this experiment calls on further research work to enhance the durability and flexibility of braided e-yarns and e-textiles to provide better wear effects to users. Additionally, future research studies can integrate effective energy harvesting devices, for example, yarn-based supercapacitors, to e-yarns in a textile material. This design structure can effectively supply an appropriate amount of energy or power needed to power the LEDs embedded in e-yarns. This would contribute to a much lower weight of the external batteries when attached to the textile to supply power, which would reduce negative impacts on the wear comfort.
Materials and methods
Materials
In the experimental work, different materials are used for the design and production of e-yarns that are integrated into a retroeflective (RR) woven fabric (see Figure 12a–d). Materials such as 150D/2 retroreflective (RR) threads with thickness of 0.12 mm and 22.348 NE were purchased from Dongguan Cheng Wei RR yarns Material Co., Ltd, China. Miniature LEDs (SMD 0603) with two solderable metallic parts (positive and negative terminals) were purchased from Shenzhen Lianxinrui Technology Co. Ltd, China. This type of LED produces a red color when connected to a battery source. Furthermore, three-ply SS conductive threads or yarns were purchased from Fujian QL Metal Fiber Co. Ltd, China. According to the manufacturer, these yarns are highly conductive and flexible, and have unique properties, including resistance to high-temperatures (350–800°C) and alkaline and acid, with a diameter of 0.33 mm strength of 5.63 kgf, weight/m of 0.27 g, so they can easily be used for woven or knitted products. Scotchbrand transparent adhesive tape (AT) (from the 3M Company, USA) was used to secure the conductive threads or yarns to the two terminals of the LEDs. A ⌀0.6 mm transparent heat-shrinkable tube (HST) (type: S-902-600, 600 V, and 105°Ϲ for voltage and temperature ratings, respectively, was purchased from Shenzhen CXCW Electronic Co. Ltd, China. Additionally, a ⌀1.5 mm white and a ⌀2.0 mm transparent HST were purchased from Welfare Electronic Component Ltd, Hong Kong SAR, China. The HSTs were used to insulate certain parts of the conductive yarns and secure the SS conductive yarns to the two solderable terminal parts of the SMD 0603 LEDs. These materials were combined to produce two samples of e-yarns named Sample 1 (encapsulated with ⌀1.5 mm HST) and Sample 2 (encapsulated with ⌀0.6 mm HST). The FLUKE 107 CAT III 600 V Digital Multimeter and the LX-101 Lux Meter were purchased from Welfare Electronic Component Ltd, Hong Kong SAR, China.

(a[i]) Front of surface-mounted device (SMD) 0603 light-emitting diode (LED) and (a[ii]) back of SMD 0603 LED, (b) stainless-steel conductive yarns, (c) different types of heat-shrinkable tubes (HSTs), (d) Scotch transparent tape, (e) ⌀1.5 mm HST before and after shrinkage, and (f) ⌀0.6 mm HST before and after shrinkage.
Encapsulation procedures
As mentioned earlier, encapsulation was conducted to secure the SS conductive yarns to the two solderable terminal parts of the SMD 0603 LEDs and insulate certain parts of the conductive yarns during the fabrication of the e-yarns. Here, two experimental approaches that use either conductive adhesive paste or AT together with the HST were explored to understand the feasibility and workability of the encapsulation design plan.
Encapsulation design one (using conductive adhesive paste and HST)
Figure 13a–d shows the schematic of the cross-sectional view of the embedding of the LED onto the SS conductive yarn and the encapsulation procedure. First, the SMD 0603 LED is placed face down on the sticker base, exposing its solder pads upward. A small quantity of conductive adhesive is applied to the solder pads with the two conductive yarns (in parallel) held under tension placed onto the conductive adhesive. The properties of the conductive yarns mean that the conductive adhesive has to dry for some time (approximately 30 min to 1 h). Upon drying, the conductive yarns are held to the diodes. Adhesive tape is subsequently used to attach the side of one of the parallel yarns close to the diode for insulation purposes so that upon encapsulation, the surface of the two parallel yarns does not come into contact. Otherwise, this could affect the electric current flow that passes through the two yarns that are acting as positive and negative points to power the LEDs. A transparent polymer HST with a diameter of ⌀2.0 mm is cut and passed through the parallel yarns to the diode area. The diode and conductive yarn are held together firmly in the HST after heat is applied with a hot air gun, which shrinks the HST. The shrinkage of the HST reduces its inner diameter to firmly hold the diode and conductive yarn in place and encapsulate the joint. The ends of the HST are pressed together to ensure that the conductive yarns are still in parallel. This approach is time-consuming due to the length of time required for the drying of the conductive adhesive.

Design one fabrication process of e-yarn. (a) Schematic of a cross-sectional view of embedding surface-mounted device 0603 LEDs on stainless-steel (SS) conductive yarns and encapsulating with heat-shrinkable tube, (b) attaching two parallel yarns to the solder pads using a conductive adhesive, (c) placing adhesive tape on one side of the parallel yarn to prevent short-circuiting when the surface of the yarns come into contact, and (d) encapsulating the light-emitting diode (LED) to the yarns with a heat-shrinkable tube. CTs, conductive threads.
Encapsulation design two (using AT and HST)
A schematic of the cross-sectional view of the embedding of the LED onto the conductive yarns and encapsulation with the transparent polymer HST as shown in Figure 14a. The SMD 0603 LED (Figure 14b) is placed on its side onto AT (Figure 14c), where its solder pads face the right and left sides. Two conductive yarns are placed in contact with the solder pads (Figure 14d), which act as the positive and negative terminals to power the LEDs. Another piece of AT is placed on top to secure the contact between the conductive yarns and the solder pads of the LEDs as shown in Figure 14e. A ⌀2.0 mm transparent polymer HST is then cut and passed through the parallel yarns to encapsulate the yarn-diode area (Figure 14f). The joined diode and conductive yarns are held firmly in the HST after heat is applied and the HST shrinks. The shrinkage of the HST reduces its inner diameter, which holds and encapsulates the joint firmly in place (Figure 14g). The ends of the HST are then pressed together to ensure that the conductive threads are still in parallel. This approach is fast and not time-consuming and effectively secures the critical components together. Hence, this design is adopted and used to fabricate the e-yarns in this study.

Design two fabrication process of e-yarn. (a) Schematic of cross-sectional view of embedding surface-mounted device (SMD) 0603 LEDs on stainless-steel (SS) conductive yarns and encapsulating with heat-shrinkable tube. (b) Cross-sectional view of SMD 0603 LED, (c) placing side of light-emitting diode (LED) on adhesive tape (AT), (d) placing two SS conductive threads (CTs) on both sides of LED, (e) concealing using AT to ensure yarns come into contact with LED, (f) placing heat-shrinkable tube (HST) over the concealed region, and (g) encapsulating the LED with the threads in an HST.
E-yarn development
After confirming that Encapsulation Design Two, which uses AT and HST to encapsulate the SS conductive threads (SS-CTs) to the LED on its two solder pads, the next stage involved the fabrication of the e-yarns with several LEDs embedded on a single strand of the yarn. Here, Scotch brand transparent adhesive tape was used to first secure two SS-CTs to the solder pads (positive and negative) of a series of LEDs as shown in Figure 15a, d. This leaves a trail of SS-CTs as the positive terminal and the other as the negative terminal. Second, ⌀1.5 mm and ⌀0.6 mm HSTs are separately used to encapsulate or insulate one part of the exposed long SS-CT. This insulation is done to prevent contact with the conductive surface of the thread, which prevents current flow and hence no light will be emitted from the LEDs. The use of the ⌀1.5 mm and ⌀0.6 mm HSTs produces Samples 1 and 2, respectively. In Sample 1, as shown in Figure 15a–c, after using the ⌀1.5 mm HST to insulate one side of the threads, a hot air gun is used at a set temperature of 300°C to shrink the HST and firmly secure the components together. The ends of the HST are carefully pressed together and shaped as shown in Figure 15g. For Sample 2, a ⌀0.6 mm HST was used to insulate one side of the threads, and a heat source was applied at a set temperature of 300°C to shrink the HST to firmly secure the components together. Another ⌀0.6 mm HST was used to insulate the ends of the SS-CT (see Figure 15e, h). Afterward, the formed e-yarn was tested to ensure its workability and then braided. The braiding machine used is shown in Figure 15i, which uses eight (8) bobbins (wound with RR threads) to braid around the e-yarn inserted in the middle.

(a–c) E-yarn development process with ⌀1.5 mm heat-shrinkable tube (HST), (d–f) E-yarn development process with ⌀0.6 mm HST, (g, h) shape of the ends of the encapsulated light-emitting diodes (LEDs) for Samples 1 and 2, respectively, and (i) insertion and braiding technique of the e-yarns. Eight core retroreflective (RR) threads are used to braid around two conductive threads with LEDs in series. SS-CT, stainless-steel conductive thread.
Braided e-yarns embedded in woven fabric
The braided e-yarns with a length of about 24.13 cm long were integrated into a woven fabric. A Rapier Sample loom (CCI/SL7900) with a dobby shedding motion was used to produce an e-textile with a 1/1 plain weave structure (Figure 16). Two textile samples (i.e., one made with Sample 1 braided e-yarns and the other made with Sample 2 braided e-yarns) were produced with the yarns and loom parameters as shown in Table II.

Design plan to produce the e-textiles on a loom.
Characterization
Structure morphology
The structure of the fabric samples was observed under an optical microscope (Leica M165 C) at a magnification of 5 mm. Additionally, the microscope was used to analyze or measure the dimensions of the encapsulated yarn, braided e-yarn, and insertion of the braided e-yarn into the fabric.
Tensile strength
The tensile strength of Sample 1 and Sample 2, which comprises both e-yarns and the braided e-yarns, were measured using an Instron 5566 Universal Testing Machine. The test method used to measure the tensile strength of the samples was in accordance with ISO 2062:2009. Herein, the clamping distance or gauge length was set at 100 mm. Five samples were tested for each of Sample 1 and Sample 2 and the average results were calculated and recorded.
Fabric weight and thickness
An electronic balance (BX300, Shimadzu Corp.) and digital thickness gauge were used to measure the weight and thickness of the fabric samples produced with the insertion of the braided e-yarn into certain areas of the fabric. The test procedure was conducted in accordance with ASTM D3776 (weight) and ASTM D1777-96 (thickness). The woven fabrics measure 3 × 9.5 in. with two braided e-yarns (which contain six embedded LEDs). Four samples were tested for each of Sample 1 and Sample 2 and the average results were calculated and recorded.
Shear properties
The tensile and shear tester (KES-FB1) of the Kawabata Evaluation System of Fabric (KES-F) was used to evaluate the shearing properties of the e-textiles made from Samples 1 and 2. Here, each e-textile sample contains two braided e-yarns inserted 1 in. apart. The shearing test was conducted in only the weft direction under standard testing conditions of a relative humidity of 65 ± 2% for 24 h and temperature of 21°C ± 1°C (atmospheric air). Four samples were tested for each of Sample 1 and Sample 2 and the average results were calculated and recorded.
Effects of power on heat distribution
Infrared (IR) images were taken to ensure heat distribution or dissipation when a 3 V battery was used to supply the power. Here, the e-textiles that measure 7.62 × 24.13 cm were placed on the wrist of a human arm for 5 min time-lapse exposure to IR radiation (for image capturing). A subject was recruited to wear the sample fabric for the images to be captured. The blue-to-white color bar represents the lowest to the highest temperature in Figure 17. This measurement is done to investigate if the supplied power will result in heat distribution in the SS conductive threads, which could affect the eventual wear comfort of the user.

Temperature color indicators for captured infrared (IR) images.
Effects on lighting values
This is an experimental approach to investigate the effects of the AT, HST, and braided yarn structure on the light-emitting values produced by the SMD 0630 LEDs embedded in the SS conductive yarns. Here, the study adopts an experimental setup of measuring the light intensity using a Lux meter placed 1 in. above the sample as shown in Figure 18. Four samples were tested for each of Sample 1 and Sample 2 and the average results were calculated and recorded.

Experimental setup to measure the light intensity values with a Lux meter.
Total resistance of the e-textile and braided e-yarns
It is important to note that the connection of the LEDs to a power source must ensure that the supplied voltage is adequate to light up the LEDs and prevent any damage that could occur due to high voltage. Herein, the total resistance was tested on the 24.13 cm long braided e-yarns (which contain three LEDs) and e-textile samples that measured 7.62 × 24.13 cm (with two embedded braided e-yarns that contain a total of six SMD LEDs). The arrangement of the SMD LEDs in the circuit for both the braided e-yarn and fabric (e-textiles) forms is shown in Figure 19. The measurement procedures in Simegnaw et al.15 for the total resistance are adopted and modified in this study. The resistance of each node was measured by using a two-point probe of a digital multimeter. The electrical resistance measurements were conducted under standard conditions in atmospheric air (21°C ± 1°C) and relative humidity of 65 ± 2% for 24 h. Four samples were tested for each of Sample 1 and Sample 2 and the average results were calculated and recorded.

Arrangement of surface-mounted device light-emitting diodes (SMD LEDs) in (a) braided e-yarn form, and (b) fabric form, to measure total electrical resistance. SS-CT, stainless-steel conductive thread.
The two electrodes of the digital multimeter were used to measure the current and voltage drop that flows through the conductive threads in the braided yarn and fabric forms to validate the resistance by using the equation in Simegnaw et al.:20
where V is the voltage drop across the circuit, I is the current flowing through the circuit, and R is the electrical resistance.
Therefore, the total electrical resistance of the braided e-yarns and fabric samples is dependent on the resistance of the SMD LEDs and the conductive threads (on the left and right sides). This is calculated by using Equation 2a for the braided e-yarns and Equation 2b for the fabric samples:
where RT is the total resistance of the braided e-yarns and fabric sample, Rly is the electrical resistance of the conductive threads on the left side, RR is the resistance of the SMD LEDs (which is 75 Ω), and Rry is the electrical resistance of the conductive threads on the right side.
Washing testing
The braided e-yarns and sample fabrics were washed in a standard domestic washing machine in accordance with AATCC Monograph M6, Standardization of Home Laundry Test Conditions (66 ± 1 g of detergent, temperature of 20°C, and fabric load of 1800 g). Here, four samples each from Samples 1 and 2 in the fabric and braided e-yarn forms attached to a white-cotton t-shirt (Figure 20) were used to test for durability, workability, and reliability, when subjected to 5, 10, 15, and 20 washing and drying cycles. Four samples were tested for each of Sample 1 and Sample 2 and the average results were calculated and recorded.

(a) Front view of a white t-shirt with Sample 1 in both fabric and braided e-yarn forms and (b) back view of a white t-shirt with Sample 2 in both fabric and braided e-yarn forms.
Data availability
The data that support the findings of this study are presented in this manuscript.
Abbreviations
- E-yarns:
-
Electronic yarns
- E-textiles:
-
Electronic textiles
- HST:
-
Heat-shrinkable tube
- SS:
-
Stainless steel
- SS-CT:
-
Stainless-steel conductive threads or yarns
- RR:
-
Retroreflective
- KES-F:
-
Kawabata evaluation system of fabrics
- LED:
-
Light-emitting diode
- SMD:
-
Surface-mounted device
- CT:
-
Conductive thread
- GSM:
-
Grams per square meter
References
R.F. Service, Science 301(5635), 909 (2003). https://doi.org/10.1126/science.301.5635.909
Z. Zheng, J. Jur, W. Cheng, MRS Bull. 46(6), 488 (2021). https://doi.org/10.1557/s43577-021-00120-5
W. Zeng, L. Shu, Q. Li, S. Chen, F. Wang, X.-M. Tao, Adv. Mater. 26(31), 5310 (2014). https://doi.org/10.1002/adma.201400633
D. Marculescu, R. Marculescu, N.H. Zamora, P. Stanley-Marbell, P.K. Khosla, S. Park, S. Jayaraman, S. Jung, C. Lauterbach, W. Weber, T. Kirstein, D. Cottet, J. Grzyb, G. Troster, J. Jones, T. Martin, Z. Nakad, “Electronic Textiles: A Platform for Pervasive Computing,” Proc. IEEE 91, 1995 (2003). https://doi.org/10.1109/JPROC.2003.819612
A. Rathnayake, T. Dias, “Yarns with Embedded Electronics,” in Adjunct Proceedings of the 2015 ACM International Joint Conference on Pervasive and Ubiquitous Computing and Proceedings of the 2015 ACM International Symposium on Wearable Computers (Association for Computing Machinery, New York, 2015), pp. 385–388
Z. Rahemtulla, A. Turner, C. Oliveira, J. Kaner, T. Dias, T. Hughes-Riley, Materials (Basel) 16(5), 1920 (2023)
Z. Rahemtulla, T. Hughes-Riley, T. Dias, Sensors (Basel) 21(8), 2780 (2021)
P. Lugoda, S.C. Hayes, T. Hughes-Riley, A. Turner, M.V. Martins, A. Cook, K. Raval, C. Oliveira, P. Breedon, T. Dias, IEEE Sens. J. 22(23), 23232 (2022). https://doi.org/10.1109/JSEN.2022.3216459
R.K. Seidu, S. Jiang, Eng. Proc. 52, 4 (2023)
D.A. Hardy, I. Anastasopoulos, M.-N. Nashed, C. Oliveira, T. Hughes-Riley, A. Komolafe, J. Tudor, R. Torah, S. Beeby, T. Dias, Microsyst. Technol. 28, 1409 (2022). https://doi.org/10.1007/s00542-019-04361-y
M.-N. Nashed, D.A. Hardy, T. Hughes-Riley, T. Dias, Fibers 7, 12 (2019)
A. Satharasinghe, T. Hughes-Riley, T. Dias, Sci. Rep. 8, 16205 (2018). https://doi.org/10.1038/s41598-018-34483-8
A. Satharasinghe, T. Hughes-Riley, T. Dias, “2A2_0564_ Photodiode and LED Embedded Textiles for Wearable Healthcare Applications,” in Proceedings of the 19th World Textile Conference-Autex 2019 (Ghent, June 11–15, 2019), 6
D.A. Hardy, A. Moneta, V. Sakalyte, L. Connolly, A. Shahidi, T. Hughes-Riley, Fibers (Basel) 6(2), 35 (2018)
A.A. Simegnaw, B. Malengier, M. Getnet, L. Van Langenhove, Text. Res. J. 93, 4068 (2023). https://doi.org/10.1177/00405175231167864
A.A. Simegnaw, B. Malengier, M.G. Tadesse, L. Van Langenhove, Materials (Basel) 15(8), 2892 (2022). https://doi.org/10.3390/ma15082892
World Health Organization, Global Status Report on Road Safety 2018: Summary (2018). Accessed 18 Jan 2022. https://www.who.int/violence_injury_prevention/road_safety_status/2018/en/
R.A. Tyrrell, J.M. Wood, D.A. Owens, S. Whetsel Borzendowski, A. Stafford Sewall, Clin. Exp. Optom. 99(5), 425 (2016). https://doi.org/10.1111/cxo.12447
H.S. Cho, H.J. Yoon, B.H. Lee, J.C. Woo, H.Y. Choi. E. Shim, J.H. Youk, Polymers (Basel) 14(9), 1873 (2022)
A.A. Simegnaw, B. Malengier, M.G. Tadesse, G. Rotich, L. Van Langenhove, Materials (Basel) 15(1), 272 (2022)
Acknowledgments
This paper forms part of a PhD research project that aims to develop smart interactive clothing with inherent retroreflective abilities to improve pedestrian safety at nighttime. Additionally, some portions of this paper were presented at the 5th International Conference on the Challenges, Opportunities, Innovations and Applications in Electronic Textiles in Ghent, Belgium, from November 14–16, 2023.
Funding
Open access funding provided by The Hong Kong Polytechnic University. This research is financially supported by the Research Institute for Intelligent Wearable Systems, The Hong Kong Polytechnic University (P0039254).
Author information
Authors and Affiliations
Contributions
R.K.S contributed to conceptualization, investigation, visualization, validation, and writing original draft. S.X.J. contributed to supervision, review and editing, and project administration.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that no competing financial or personal interest could have appeared to influence the work reported in this paper.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Seidu, R.K., Jiang, S. Functional performance of low-cost electronic yarn for E-textiles. MRS Bulletin (2024). https://doi.org/10.1557/s43577-024-00736-3
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1557/s43577-024-00736-3