
Abstract
Over the last 50 years, there have been remarkable advances in the field of metallic glasses: the range of compositions, techniques for production and shaping, sample sizes, and uncovering of property combinations offering unparalleled performance. Research continues to reveal fundamental insights relevant for the structure and properties of glasses and liquids generally. This article focuses on the latest advances in understanding and on the rapidly widening prospects for applications beyond those already established.
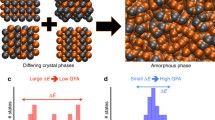
Graphical abstract

Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Rapid quenching of a liquid alloy to make a metallic glass (MG) was first reported in 1960.1 Initial MGs were limited to ultrathin cross sections, then “bulk” samples (with minimum cross section of 1 mm to 1 cm) were cast from Pd-based compositions. The demonstration in the early 1990s that bulk MGs (BMGs), with minimum cross section far beyond 1 cm, could be cast without noble metal content invigorated the field (Figure 1), as covered in MRS Bulletin’s most cited article.2 The August 2007 issue of MRS Bulletin was devoted to BMGs; since then, the research field has grown, with some research priorities remaining and others emerging. This article focuses on developments since 2007.

The publication record for metallic glasses shows a steady interest in hydrogen technology and catalysis, and (after 2005) rising interest in biomedical applications, then in rejuvenation, additive manufacturing, and analysis of glass formation and properties using machine learning.
Since the initial splat-quenched fragments,1 there has been the imperative to obtain MGs in more useful and bulk form (Figure 2). The early development of melt-spinning and planar-flow casting remains the basis for the production of thin-foil Fe-based soft-magnetic MGs. Amorphous metallic powders, made by ball-milling and mechanical alloying, offered the prospect of consolidation into bulk. Solid-state amorphization by interdiffusion in multilayers of two elements (made by thin-film deposition or by mille-feuille rolling) was also promising. These solid-state potential routes to bulk amorphous/glassy states lost prominence when it was realized that many alloys could be cast directly into BMGs.2 Now, additive manufacturing and thermoplastic joining offer the elimination of any significant size restriction.

Metallic glass applications at smallest to largest minimum dimension: (a) elemental Ta nanotip,17 (b) nanoparticles for electrocatalysis,79 (c) micropillars patterned with nanopillars,80 (d) planar-flow-cast ribbon,81 (e) microgear,60 (f) diaphragm with pressure gauge,60 (g) thermoplastically formed watch case,58 and (h) additively manufactured gear.82
It is evident, however, that many important applications are for thin foils, coatings, and submillimeter components. Accordingly, this article covers MGs in general, not just BMGs. Indeed, the principal market for MGs is for soft-magnetic thin foils (Figure 2d) used mainly to reduce losses in power transformers. These MGs may be used directly, but may also be the precursor to partially crystallized nanocomposites with excellent properties. MGs are thus important in the energy transition: their wider application is an open door to reduction in losses in electricity transmission, of increasing importance as the electrification of transport progresses. Much current MG research, even if not directly on magnetic properties, is relevant: for example, improvement of mechanical properties can facilitate the manufacture of transformer cores. The market for MG and MG-derived soft-magnetic materials was USD$940 million in 2022 and is projected to reach $1.63 billion by 2028.3
Beyond this established market, there are others expected to show even more rapid growth. The market for bulk MGs, reported to have been $56 million in 2022, is projected to reach $246 million in 2031.4 The opportunities for BMGs are best for small, precision parts. These range from the few and visible (e.g., bezels on luxury watches) to the many and invisible (potentially several components in every cellphone). Even though these are niche markets, their total value may be vast. Despite cost and processing difficulties, commercialization is accelerating.5
Along with growing commercial interest, research on MGs stimulates fundamental insights, not only into these materials themselves, but also more generally into the physics of the glassy and liquid states of matter.
New glass-forming compositions
The search for new MG compositions with higher glass-forming ability (GFA) and better property combinations remains important. Early efforts to make BMGs culminated in Inoue’s proposal of “three empirical rules” for promoting GFA, which correlated well with previous guidelines, such as the search for deep eutectics.6 With most obvious elemental combinations already tried, discovery of new BMG compositions becomes more difficult.
The number of potential BMGs and the number already discovered are estimated to be of the order of 106 and 103, respectively.7 Trial and error is not feasible to uncover so many new compositions. There is a need for high-throughput screening that can effectively, and quickly, probe unexplored compositions and optimize known ones. One approach is thin-film sputter-deposition of a compositional library from several metal targets.8 Effective characterization of the alloys requires fast data acquisition with good spatial resolution. Glass-forming regions in composition space are identified using x-ray diffraction and spectroscopy (EDX).9 Blow-forming of the deposited film has been used to assess the GFA, thermoplastic formability, and liquid fragility in the entire library in a single operation.10 Electrical resistivity11 and bacterial growth on the film12 have also been mapped.
Relating to glass-forming composition range, the effective cooling rate in sputter-deposition is typically much higher than in melt cooling; subsequent spike-annealing of the deposits reduces the cooling rate to values more useful for comparison with cast samples.13 Another approach to high-throughput alloy screening is additive manufacturing of compositionally graded layers,14 where GFA can be identified by optical microscopy.
There is growing interest (Figure 1) in machine learning approaches to the discovery of new BMG compositions and the prediction of their properties. Studies to date15,16 are promising, but are hindered by the limited data sets available on glass formation and the bias in the data (reporting is more likely when a composition is found to be glass forming than when it is not).
The search for glass formation has also extended to pure metals. After decades of dispute, it is now clear that elemental liquids, when quenched sufficiently rapidly (of the order of 1014 K s‒1), can form glasses (Figure 2a);17 these may be of interest for rapid glass-crystal switching in memory.
Structure and heterogeneity
The structure of MGs remains under study, with new approaches.18 Molecular dynamics (MD) simulations, combined with x-ray and neutron-scattering studies, focus on elucidating local coordination in the liquid and glassy states.19 Most MD simulations involve forming the glass at unrealistically high cooling rates (greater than 109 K s−1).20 By combining MD with a Monte Carlo swap algorithm, much lower cooling rates can be mimicked. Applying this to a Cu50Zr50 glass with realistic potentials, an effective cooling rate as low as 500 K s‒1 has been achieved, leading to more realistic model structures.20
Recent structural studies focus on heterogeneity. Mapping hardness and elastic properties on a well-prepared surface shows that MGs are heterogeneous, over a range of length scales.21 This intrinsic heterogeneity, inherited from the dynamics and structure of the liquid,22 is typically reduced upon annealing.23 Heterogeneity in the glass suggests the possibility of elucidating microstructure–property relationships,24 probed particularly for plastic flow shown to be mediated by local shear transformation zones (STZs), with 10–100 atoms involved.25,26
Is it possible to identify locations (soft spots predisposed to shear) that preexist (in the manner of dislocations in crystals), or do they appear only when a stress is applied? Experimental observation is not feasible. In atomistic simulations, STZs are activated in regions that have no clear association with excess local volume and virtually no structural signature. A priori identification of regions in which STZs will be active may require multidimensional analysis with a computational tractability just now emerging.20
Range of states for a given composition
For a given MG composition, different structures and properties can be accessed by post-solidification treatments. Annealing, or aging, allows MGs to relax to lower energy and higher density. This causes embrittlement, and thus most interest has been in processing to achieve the reverse, rejuvenation, in which the energy of the MG is increased. Reviewed elsewhere,27 this topic is briefly summarized here. The range of energy achievable in a MG by post-solidification treatments is astonishingly wide, roughly the heat of melting of the alloy. Rejuvenation can be achieved by plastic deformation, but also (surprisingly) under nominally elastic loading and by thermal cycling (usually between room and liquid-nitrogen temperatures).28 The complex property changes induced by thermal cycling include improved plasticity, and can be large (e.g., 70% increase in fatigue strength and near-doubling of impact toughness29). Setting aside irradiation, the highest degrees of rejuvenation in MGs have been achieved locally at shear bands, and in millimeter-scale volumes by triaxially constrained compression.30 In the latter case, a Zr-based BMG was rejuvenated to an energy characteristic of a cooling rate 7–8 orders higher than in its actual casting.
Interest in ultrastable (low-energy) states of MGs is stimulated by finding that simple annealing of MGs can access low energies much faster than in other systems, notably molecular glasses.31
Mechanical properties
In comparison with their crystalline counterparts, MGs show higher yield stress, lower shear and Young moduli, and therefore higher elastic strain limit and greater capacity for elastic energy storage; attractive attributes for many applications.32 However, plastic deformation at room temperature is sharply localized in thin shear bands, reflecting strain softening.33 A key feature of conventional polycrystalline alloys as engineering materials is that strain hardening stabilizes their tensile elongation against necking, conferring ductility. With the inverse of hardening, MGs in tension fail prematurely by shear-band propagation spanning the sample cross section: despite local plasticity, the effective ductility is zero, greatly limiting the adoption of MGs for structural applications.
An attractive compromise of properties may be sought in composite materials with a MG matrix. In the most studied type, the dispersed phase is a ductile crystalline solid solution (in the form of primary solidification dendrites).34 We, however, restrict our consideration to the property optimization that can be achieved with monolithic (single-phase) MGs.
Shear-band engineering
Good plasticity and toughness correlate with the plastic strain being accommodated by a high population density of bands with correspondingly small shear on each (Figure 3a–b).35 Recent studies have improved our knowledge of the structure and properties of the interior of shear bands and their environment,36,37 but to date, these studies do not offer a guide toward improved properties.

Mechanical properties of monolithic metallic glasses (MGs): (a) extensive shear banding at the notch tip in a deformed Pd-based bulk metallic glass (BMG) sample, associated with record-high fracture toughness (inset);39 (b) correlation of toughness and shear-band population density for a range of BMG compositions (based on Au, La, Mg, Ni, Pd, Pt, Ti, or Zr);38 (c) compression stress–strain curves for as-cast and rejuvenated samples of a Zr-based BMG, the latter showing strain hardening associated with relaxation (inset).41
By optimizing composition, the population density of shear bands can be increased, improving properties (Figure 3b).38 For example, Pd79Ag3.5P6Si9.5Ge2 MG combines good glass-forming ability high yield stress (σy = 1490 MPa) and high toughness (Kc ≈ 200 MPa m1/2) (Figure 3a, inset).39 Remarkably, this MG has a damage tolerance (the product of counter-correlated σy and Kc) that is the highest of any known engineering material. High toughness is not restricted to MGs based on noble metals, and in different systems may be related to different aspects of the glassy structure and bonding.38
For a given MG composition, the population density of shear bands can be increased for example: by forming the MG at a higher cooling rate or with nanoglass heterogeneity; by cold-working (rolling, drawing, uniaxial compression, severe plastic deformation); or by surface treatments (shot peening, imprinting, coating). These extrinsic factors work by stimulating the initiation of shear bands and blocking their propagation. This shear-band engineering has demonstrated clear improvements in compressive and bending plasticity and in toughness, but has not delivered the strain hardening that would be required to achieve significant ductility.35 Ductility may be better sought not through proliferation of shear bands, but through their elimination.
The pursuit of strain hardening
The potential advantages of strain hardening and associated suppression of shear banding are clear, but for decades the prospects of achieving strain hardening in MGs seemed bleak. The naturally high yield stress of MGs suggested they might have little or no hardening capacity. The discovery that in small samples (cross sections typically less than 100 nm) shear bands cannot operate was a breakthrough, as the resulting homogeneous plastic flow, up to plastic strains of 25%, shows clear strain hardening.40
The challenge is to suppress shear banding in macroscopic samples. The extreme rejuvenation noted earlier30 lowers σy by as much as 21% and favors homogeneous flow. Rejuvenated samples show strain hardening (Figure 3c) and suppression of shear bands up to εp = 2.7‒3.8 percent. Opposite to the effect of strain hardening in crystalline metals, this hardening is associated with relaxation of the glass to lower enthalpy (Figure 3c, inset).41
The derivative of true flow stress σT with respect to true strain εT is the hardening rate ℋ; normalizing this relative to the ultimate tensile stress σU allows materials to be compared. For conventional crystalline alloys, (ℋ/σU) ranges from ~3.5 for annealed austenitic stainless steel to ~35 for an ultrafine-grained ferritic/martensitic steel; for a rejuvenated MG in tension (ℋ/σU) ≈ 44.42 The high efficiency of strain hardening in MGs may reflect that, with local relaxation, every atom can contribute to hardening, not only those at dislocation locks, but this is bad news: hardening capacity is soon exhausted. Application of Considère’s analysis suggests that the maximum attainable ductility of MGs is only ~1 percent.42
Catalysis and hydrogen
MGs have long been considered to have potential as catalysts.43 The energy transition away from fossil fuels highlights the need for more efficient electrochemical energy conversion. The need for better catalysis of direct methanol and ethanol oxidation in fuel cells is but one example.
With intrinsically higher energies than their crystalline counterparts, MGs are expected to be more reactive, and to have a higher density of low-coordination sites on their surface; overall, their catalytic activity should benefit from increased orbital overlap with reagent species. Comparing crystalline and glassy catalysts of similar composition, the MGs can show higher activity and greater reaction selectivity.43,44 The upper temperature limit for use of MG catalysts is comparatively low,45 but lower-temperature operation is desirable to reduce environmental impact and cost.
For hydrogen evolution and in fuel cells, Pd-Cu-Si BMGs outperform commercial Pt/C catalysts on many metrics, with lower precious-metal content.46,47 Selective dealloying of the MG surface stabilizes active sites for optimized catalysis.48 The catalytic activity of MGs can also be enhanced by partial crystallization.44 MGs are under consideration as catalysts for water purification, particularly for industrial wastes containing phenolic compounds.49
In addition to intrinsic activity and selectivity, catalysts need high surface area and durability (maintenance of performance over time). In achieving these, MGs may have advantages. A conventional catalyst may have crystalline nanoparticles on a conducting support. The high surface area thus achieved decreases in use through agglomeration and dissolution of the nanoparticles and degradation of the support. MGs offer much improved durability. Thermoplastic formation of an array of nanopillars on a MG surface (Figure 2c) straightforwardly gives a high surface area and, with the strength and elastic limit of MGs, shows high mechanical resilience (no break-up or agglomeration).50 Furthermore, the MG substrate is more electrically conductive than the carbon-based supports often used for nanoparticles.
Compared to crystalline counterparts, palladium-based MGs are capable of storing more hydrogen with easier desorption. Alloy design needs to balance storage capacity, GFA, cost, and durability. At best, only a few weight percent of hydrogen can be stored in monolithic MGs. This capacity is increased in multilayer structures,46,47 but these increase production cost and may reduce durability.
Additive manufacturing
Additive manufacturing (AM) is increasingly important for many types of material. For MGs, AM offers glass formation without limit of final size (Figure 2h and Figure 4m–n). The ability to produce complex shapes is particularly useful, given that MGs cannot readily be cold-worked. Of many techniques, selective laser melting (SLM) of a powder bed is most commonly applied for MGs. A wide range of compositions (based on Fe, Zr, and noble metals) has been successfully printed.51,52,53 With sufficient energy density to completely melt the powder, cooling rates in the melt pool are of the order of 103 K s−1. Even marginal glass formers can be quenched successfully into a glassy state, but there are problems with partial crystallinity, porosity, and oxygen contamination.53

Biomedical applications of metallic glasses (MGs): radiographs of mice femora with and without a Mg-based bulk metallic glass (BMG) implant at (a) zero and (b) four weeks after implantation;71 (c) schematic and (d) scanning electron microscope image of structured MG-polymer co-drawn fibers with three MG ribbons and two rods for sensing and actuation;78 (e, f) fibroblast-MG nanopattern interactions, showing nanorod bending (g, h) due to cell sensing;75 BMG biomedical devices, (i) tweezers and (j) miniaturized scalpels,73 (k) commercial minimally invasive surgical devices,83 (l) pacemaker casing,83 and 3D printed (m) acetabular cup and (n) femoral prosthesis.84
Crystallization can be initiated during melt quenching, and afterward in the heat-affected zone around the melt pool.54,55 Partial crystallization and structural relaxation lead to embrittlement, and to lowered resistance to crystallization during subsequent hot-forming in the glassy and supercooled-liquid states.55,56
Porosity in MGs degrades their mechanical resilience, especially in tension. AM leads to porosity across a range of length scales, different types dominating in different processing regimes. Fatigue, wear resistance, and fracture toughness of AM BMGs are likely to be degraded by porosity, thermally induced strains,57 and microcracking.
There is oxygen pickup during AM,56 particularly for more reactive (e.g., Zr-based) compositions. Oxygen contamination promotes crystallization and, either directly or via partial crystallization, can embrittle the product.53
Changing AM process parameters to extend local liquid lifetime allows more time for pores to close, but also for crystallization. Double-scan strategies and post-AM thermal treatments can reduce porosity, but also promote further crystallization and structural relaxation. Optimization of processing aims at compromise between conflicting demands; alloy design specifically for AM may be helpful. The critical casting diameter of a MG may not be a good guide to the avoidance of crystallization in AM.53 For the MG in the heat-affected zone, the relevant part of the TTT diagram for crystallization is below the temperature of the nose. The distinct kinetics in this regime, studied for its relevance to thermoplastic forming,58 is controlled by crystal growth rather than nucleation. The degree of crystallization during processing is expected to be lower for MG alloys with stronger liquids (i.e., with weaker temperature dependence of viscosity just above Tg).
AM is likely to be most immediately useful for MGs in luxury goods (Figure 2g) and medical implants.59 Noble metal alloys (especially those based on gold or silver) have high reflectivity for the IR radiation (Nd-YAG laser) commonly used. The reflectivity inhibits complete melting of the powder, but this challenge can be mitigated by the use of lower-wavelength (green) radiation.
Not all compositions will be readily obtained in bulk by AM. The conflicting requirements for low porosity and low crystallinity narrow the processing window for optimization of MG structure and properties. Nevertheless, the growing research attention to AM is well justified by the already demonstrated capabilities to eliminate the size limit and to make shaped MG components that meet performance standards.
Space
Aerospace applications provide examples of unparalleled performance of MGs as structural materials.60 Compliant mechanisms rely on the coupled flexibility of material and component geometry to achieve complex motions. Mechanisms fabricated from Zr-based BMGs outperform the previous best (using conventional polycrystalline Ti-6Al-4 V), achieving higher energy densities, greater rotations and deflections, and allowing reductions in size.61 The favorable characteristics of the BMGs include their high strength and elastic limit, and their thermoplastic forming capability.
The NASA Mars rover Curiosity contained gears made of nitrided maraging steels, which showed unacceptable wear rates at low temperatures, requiring high expenditure of power to heat the system to allow lubrication. Comparison of several compositions showed that Cu-Zr-based BMGs have wear resistance better than the steel.62 The ductile-to-brittle transition degrades the wear resistance of many steels at cryogenic temperatures, while in contrast MGs retain much of their room-temperature toughness.63 That MGs can be used in cryogenic applications without lubrication is highly attractive in space exploration.62 An AM Zr-Cu-Al-Nb MG excavating blade showed less expenditure of mechanical energy and smoother penetration (no stalling), attributed to its high hardness.64 In tests of shielding spacecraft from hypervelocity impacts, interleaved MG sheets survived impacts that the currently used shields did not.65
Biomedical
Alloys for these applications would ideally include only biocompatible elements (e.g., Ti, Zr, Pt) and not those that can be harmful (e.g., Ni, Co, Cr, Al) when released into the body.66 To combine biocompatibility with high GFA remains challenging. For example, in Zr- and Ti-based alloys, nickel promotes glass formation, yet it is an allergen to be avoided in materials in contact with the body; research on MGs for biomedical applications accelerated (Figure 1) with reports of compositions without nickel. Many studies suggest that the biocompatibilities of BMGs can be comparable to, or better than, the industrial standard for orthopedic-implant materials (e.g., Ti-6Al-4V or elemental titanium).67
The high strength of MGs32 can meet the requirements for the miniaturized implants that are aimed to reduce the invasiveness of surgery.68 While MGs are not yet in use for biomedical devices, suitable alloys have been identified with potential for fabrication of novel components with versatile functionalities and processing routes (Figure 4).
For biodegradable implants, magnesium-based alloys are promising because of their dissolution (resorption) rates and biocompatibility. With polycrystalline implants, hydrogen release during implant dissolution leads to gas pockets adversely affecting neighboring tissue growth.69 MGs offer the distinct advantage that their composition can be tuned,70 optimizing corrosion of an implant to achieve its resorption over a desired time without excessive gas release. For Mg-Zn-Ca MGs, the desired performance has been achieved in vitro and in vivo (Figure 4a–b).70,71
Thermoplastic surface patterning of MGs72 is of biomedical interest.73 A surface array of nanopillars (Figure 2c) shows greatly increased surface area compared to flat samples; when coated with an enzymatic layer, the sensitivity to, for example, glucose is increased, exceeding that of commercially available sensor materials.74 Nanopatterns allow control over the morphology75 and differentiation76 of cells attached to MG surfaces, attractive for tailoring the bodily response to an implant (Figure 4e–h). Nanopatterns can tailor the antibacterial action of MGs,77 a functionality increasingly recognized as important.12
MGs can be co-drawn with thermoplastic polymers (matching their viscosities), allowing manufacture of functional fibers containing ultrafine MG wires and tubes. The wires can be used as actuators and sensors for neuronal and cellular interactions, while the tubes allow local chemical stimulation, as demonstrated by insertion into the motor cortex of rats (Figure 4c–d).78
Regarding commercial availability of medical devices containing MGs, there are as yet no Class III devices, but there are Class I and IIa devices, and some parts, that meet the requirements of the relevant standard ISO 10993.
Conclusions
Research on metallic glasses is active, with recent years seeing key breakthroughs – potential elimination of the size limit through additive manufacturing, the realization of strain hardening, the development of compositions with high toughness. The ability to be thermoplastically formed is important, from overall component shaping to surface nanopatterning. Intrinsically attractive properties, and the wide capabilities for tailoring those properties, offer opportunities for applications in many areas (biomedical, catalytic, magnetic, mechanical). Generally, MGs have a stronger competitive advantage for high-performance, smaller components, and for coatings/surfaces.
Data availability
Not applicable.
References
W. Klement, R.H. Willens, P. Duwez, Nature 187, 869 (1960)
W.L. Johnson, MRS Bull. 24(10), 42 (1999)
The Express Wire, “Amorphous Metal Cores Market Insights - 2030.” MarketWatch website: https://www.marketwatch.com/press-release/amorphous-metal-cores-market-insights-2030-2023-06-15. Press release, June 15, 2023
https://bisresearch.com/industry-report/bulk-metallic-glass-market.html
K. Gao, X.G. Zhu, L. Chen, W.H. Li, X. Xu, B.T. Pan, W.R. Li, W.H. Zhou, L. Li, W. Huang, Y. Li, J. Mater. Sci. Technol. 131, 115 (2022)
A.L. Greer, “Metallic Glasses,” in Physical Metallurgy, 5th edn. (Elsevier, Amsterdam, 2014), chap. 4, pp. 305–385
Y. Li, S. Zhao, Y. Liu, P. Gong, J. Schroers, ACS Comb. Sci. 19, 687 (2017)
S. Ding, Y. Liu, Y. Li, Z. Liu, S. Sohn, F. J. Walker, J. Schroers, Nat. Mater. 13, 494 (2014)
M.X. Li, S.F. Zhao, Z. Lu, A. Hirata, P. Wen, H.Y. Bai, M.W. Chen, J. Schroers, Y.H. Liu, W.H. Wang, Nature 569, 99 (2019)
S.A. Kube, S. Sohn, R. Ojeda-Mota, T. Evers, W. Polsky, N. Liu, K. Ryan, S. Rinehart, Y. Sun, J. Schroers, Nat. Commun. 13, 3708 (2022)
D. You, H. Zhang, S. Ganorkar, T. Kim, J. Schroers, J.J. Vlassak, D. Lee, Acta Mater. 231, 117861 (2022)
Y. Liu, J. Padmanabhan, B. Cheung, J. Liu, Z. Chen, B.E. Scanley, D. Wesolowski, M. Pressley, C.C. Broadbridge, S. Altman, U.D. Schwarz, T.R. Kyriakides, J. Schroers, Sci. Rep. 6, 26950 (2016)
N. Liu, T. Ma, C. Liao, G. Liu, R.M.O. Mota, J. Liu, S. Sohn, S. Kube, S. Zhao, J.P. Singer, J. Schroers, Sci. Rep. 11, 3903 (2021)
P. Tsai, K.M. Flores, Acta Mater. 120, 426 (2016)
G. Liu, S. Sohn, S.A. Kube, A. Raj, A. Mertz, A. Nawano, A. Gilbert, M.D. Shattuck, C.S. O’Hern, J. Schroers, Acta Mater. 243, 118497 (2023)
J. Hu, X. Xu, Y. Cui, M. Xu, X. Gao, X. Ji, J. Non-Cryst. Solids 607, 122116 (2023)
L. Zhong, J. Wang, H. Sheng, Z. Zhang, S.X. Mao, Nature 512, 177 (2014)
T. Egami, C.W. Ryu, Front. Mater. 9, 874191 (2022)
Y.Q. Cheng, H.W. Sheng, E. Ma, Phys. Rev. B 78, 014207 (2008)
Z. Zhang, J. Ding, E. Ma, Proc. Natl. Acad. Sci. U.S.A. 119, e2213941119 (2022)
J.C. Qiao, Q. Wang, J.M. Pelletier, H. Kato, R. Casalini, D. Crespo, E. Pineda, Y. Yao, Y. Yang, Prog. Mater. Sci. 104, 250 (2019)
G. Jug, A. Loidl, H. Tanaka, Europhys. Lett. 133, 56002 (2021)
Y. Fan, T. Iwashita, T. Egami, Phys. Rev. E 89, 062313 (2014)
Y.Q. Cheng, E. Ma, Prog. Mater. Sci. 56, 379 (2011)
A.S. Argon, Acta Metall. 27, 47 (1979)
Y. Fan, T. Iwashita, T. Egami, Nat. Commun. 5, 5083 (2014)
Y.H. Sun, A. Concustell, A.L. Greer, Nat. Rev. Mater. 1, 16039 (2016)
S.V. Ketov, Y.H. Sun, S. Nachum, Z. Lu, A. Checchi, A.R. Beraldin, H.Y. Bai, W.H. Wang, D.V. Louzguine-Luzgin, M.A. Carpenter, A.L. Greer, Nature 524, 200 (2015)
D. Grell, F. Dabrock, E. Kerscher, Fatigue Fract. Eng. Mater. Struct. 41, 1330 (2018)
J. Pan, Y.X. Wang, Q. Guo, D. Zhang, A.L. Greer, Y. Li, Nat. Commun. 9, 560 (2018)
Y. Zhao, B. Shang, B. Zhang, X. Tong, H. Ke, H. Bai, W.-H. Wang, Sci. Adv. 8(33), eabn3623 (2022)
M.F. Ashby, A.L. Greer, Scr. Mater. 54, 321 (2006)
F. Spaepen, Acta Metall. 25, 407 (1977)
C.C. Hays, C.P. Kim, W.L. Johnson, Phys. Rev. Lett. 84, 2901 (2000)
A.L. Greer, Y.Q. Cheng, E. Ma, Mater. Sci. Eng. R 74 , 71 (2013)
J. Pan, Q. Chen, L. Liu, Y. Li, Acta Mater. 59, 5146 (2011)
F.A. Davani, S. Hilke, H. Rösner, D. Geissler, A. Gebert, G. Wilde, J. Alloys Compd. 837, 155494 (2020)
L. Shao, J. Ketkaew, P. Gong, S. Zhao, S. Sohn, P. Bordeenithikasem, A. Datye, R.M.O. Mota, N. Liu, S.A. Kube, Y. Liu, W. Chen, K. Yao, S. Wu, J. Schroers, Materialia 12, 100828 (2020)
M.D. Demetriou, M.E. Launey, G. Garrett, J.P. Schramm, D.C. Hofmann, W.L. Johnson, R.O. Ritchie, Nature Mater. 10, 123 (2011)
D. Jang, J.R. Greer, Nat. Mater. 9, 215 (2010)
J. Pan, Y.P. Ivanov, W.H. Zhou, Y. Li, A.L. Greer, Nature 578, 559 (2020)
W.H. Zhou, N.T. Panagiotopoulos, A.L. Greer, Y. Li, Scr. Mater. 212, 114572 (2022)
K. Hashimoto, “Chemical Properties,” in Amorphous Metallic Alloys, ed. by F.E. Luborsky (Butterworths, London, 1983), chap. 24, pp. 471–486
W.E. Brower Jr., M.S. Matyaszczyk, T.L. Pettit, G.V. Smith, Nature 301, 497 (1983)
A. Baiker, Faraday Discuss. Chem. Soc. 87, 239 (1989)
V. Hasannaeimi, S. Mukherjee, Sci. Rep. 9, 12136 (2019)
B. Sarac, A. Sezai Sarac, J. Eckert, J. Electrochem. Soc. 170, 014503 (2023)
Y.C. Hu, Y.Z. Wang, R. Su, C.R. Cao, F. Li, C.W. Sun, Y. Yang, P.D. Guan, D.W. Ding, Z.L. Wang, W.H. Wang, Adv. Mater. 28, 10293 (2016)
L.C. Zhang, Z. Jia, F. Lyu, S.-X. Liang, J. Lu, Prog. Mater. Sci. 105, 100576 (2019)
M. Carmo, R.C. Sekol, S. Ding, G. Kumar, J. Schroers, A.D. Taylor, ACS Nano 5, 2979 (2011)
S. Pauly, L. Löber, R. Petters, M. Stoica, S. Scudino, U. Kuhn, J. Eckert, Mater. Today 16, 37 (2013)
X. Li, Adv. Eng. Mater. 20, 1700874 (2018)
C. Zhang, D. Ouyang, S. Pauly, L. Liu, Mater. Sci. Eng. R 145, 100625 (2021)
Y. Lu, Y. Huang, J. Wu, X. Lu, Z. Qin, D. Daisenberger, Y.-L. Chiu, Intermetallics 103, 67 (2018)
D. Ouyang, W. Xing, N. Li, Y. Li, L. Liu, Addit. Manuf. 23, 246 (2018)
V. Pacheco, D. Karlsson, J.J. Marattukalam, M. Stolpe, B. Hjörvarsson, U. Jansson, M. Sahlberg, J. Alloys Compd. 825, 153995 (2020)
J.P. Best, Z. Evenson, F. Yang, A.-C. Dippel, M. Stolpe, O. Gutowski, M.T. Hasib, X. Li, J.J. Kruzic, Appl. Phys. Lett. 115, 031902 (2019)
J. Schroers, Adv. Mater. 22, 1566 (2010)
A. Aliyu, C. Panwisawas, J. Shinjo, C. Puncreobutr, R.C. Reed, K. Poungsiri, J. Mater. Res. Technol. 23, 2956 (2023)
A. Inoue, N. Nishiyama, MRS Bull. 32(8), 651 (2007)
E.R. Homer, M.B. Harris, S.A. Zirbel, J.A. Kolodziejska, H. Kozachkov, B.P. Trease, J.-P.C. Borgonia, G.S. Agnes, L.L. Howell, D.C. Hofmann, Adv. Eng. Mater. 16, 850 (2014)
D.C. Hofmann, L.M. Andersen, J. Kolodziejska, S.N. Roberts, J.P. Borgonia, W.L. Johnson, K.S. Vecchio, A. Kennett, Adv. Eng. Mater. 19, 1600541 (2017)
S. Roberts, C. Zachrisson, H. Kozachkov, A. Ullah, A.A. Shapiro, W.L. Johnson, D.C. Hofmann, Scr. Mater. 66, 284 (2012)
D.C. Hofmann, P. Bordeenithikasem, L.P. Tosi, M. Hendry, C. Yahnker, C. Sunday, A. Pate, S. Firdosy, J.J. Iten, J. Nuechterlein, M. Stolpe, Eng. Rep. 2(8), e12219 (2020)
L. Hamill, S. Roberts, M. Davidson, W.L. Johnson, S. Nutt, D.C. Hofmann, Adv. Eng. Mater. 16, 85 (2014)
M. Calin, A. Gebert, A.C. Ghinea, P.F. Gostin, S. Abdi, C. Mickel, J. Eckert, Mater. Sci. Eng. C 33, 875 (2013)
M. Jafary-Zadeh, G.P. Kumar, P.S. Branicio, M. Seifi, J.J. Lewandowski, F. Cui, J. Funct. Biomater. 9, 19 (2018)
S. Sasaki, M. Seiryu, H. Ida, S. Miyashita, N. Takeshita, D. Irie, Y. Yokoyama, T. Takano-Yamamoto, Sci. Rep. 13, 3038 (2023)
M. Niinomi (ed.), Metals for Biomedical Devices (Woodhead Publishing, 2010). https://doi.org/10.1533/9781845699246
B. Zberg, P.J. Uggowitzer, J.F. Löffler, Nat. Mater. 8, 887 (2009)
H.F. Li, X.H. Xie, K. Zhao, Y.B. Wang, Y.F. Zheng, W.H. Wang, L. Qin, Acta Biomater. 9, 8561 (2013)
N. Liu, G. Liu, A. Raj, S. Sohn, M.D. Morales-Acosta, J. Liu, J. Schroers, Sci. Adv. 7, 47 (2021)
J. Schroers, G. Kumar, T.M. Hodges, S. Chan, T.R. Kyriakides, JOM 61, 21 (2009)
E.R. Kinser, J. Padmanabhan, R. Yu, S.L. Corona, J. Li, S. Vaddiraju, A. Legassey, A. Loye, J. Balestrini, D.A. Solly, J. Schroers, A.D. Taylor, F. Papadimitrakopoulos, R.I. Herzog, T.R. Kyriakides, ACS Sens. 2, 1779 (2017)
J. Padmanabhan, E.R. Kinser, M.A. Stalter, C. Duncan-Lewis, J.L. Balestrini, A.J. Sawyer, J. Schroers, T.R. Kyriakides, ACS Nano 8, 4366 (2014)
Z. Liu, N. Liu, J. Schroers, Prog. Mater. Sci. 125, 10089 (2022)
A. Tripathy, P. Sen, B. Su, W.H. Briscoe, Adv. Colloid Interface Sci. 248, 85 (2017)
W. Yan, I. Richard, G. Kurtuldu, N.D. James, G. Schiavone, J.W. Squair, T. Nguyen‐Dang, T. Das Gupta, Y. Qu, J.D. Cao, R. Ignatans, S.P. Lacour, V. Tileli, G. Courtine, J.F. Löffler, F. Sorin, Nat. Nanotechnol. 15, 875 (2020)
M. Zhao, K. Abe, S. Yamaura, Y. Yamamoto, N. Asao, Chem. Mater. 26, 1056 (2014)
M. Hasan, J. Schroers, G. Kumar, Nano Lett. 15, 963 (2015)
C. Zhang, X. Li, S.Q. Liu, H. Liu, L.J. Yu, L. Liu, J. Alloys Compd. 790, 963 (2019)
Acknowledgments
The authors acknowledge financial support: for A.L.G. and O.S.H. from the European Research Council Advanced Grant ExtendGlass (ERC-2015-AdG-695487); for M.B.C. from the European Union Horizon 2020 Research and Innovation Programme (Marie Skłodowska-Curie Grant No. 861046, BIOREMIA); for O.S.H. from the Goldsmiths’ Company, London, UK.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Greer, A.L., Costa, M.B. & Houghton, O.S. Metallic glasses. MRS Bulletin 48, 1054–1061 (2023). https://doi.org/10.1557/s43577-023-00586-5
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1557/s43577-023-00586-5