
Abstract
Producing inexpensive hydrogen using electricity to split water or to extract hydrogen from hydrocarbon compounds is a two-sided coin: one side is obtaining and exploiting low-cost, emissions-free energy sources while the opposite side is establishing low-cost robust, durable, and efficient materials for the conversion processes. This article explores the materials needed for water splitting electrolysis, electrochemical abstraction of hydrogen from light alkanes, and looping thermal-chemical reaction processes that typically form and then dissociate an acid compound in a two- or three-step process. The focus is on the R&D needs of materials that are used for high-temperature electrochemistry, focusing on solid-oxide, ion-conducting cell materials sets (SOECs). To exploit the availability of low-cost electricity, these materials must stand up to cyclic operations. They also must be durable for years of service to reduce operating and maintenance costs, and they must achieve high conversion efficiencies to avoid large, energy-intensive recycle loops.
Graphical abstract

Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Hydrogen has been proposed as a game changing, low-emissions energy currency that can provide energy storage or be used immediately in all of the major energy sectors. The classical process of steam reforming for hydrogen production is a steady-state process involving large radiant hot boxes that cannot be readily adapted to variable renewable energy sources. The hypothesis of this article is that electrochemical processes can competitively produce clean (zero-emissions) hydrogen. Two processes will be explored: (1) water-splitting electrolysis and (2) deprotonation of alkane hydrocarbons. Some unit operations of thermochemical water-splitting processes can be operated variably, but in whole, they are large and need to be run at steady state. The emphasis is on electrolysis using high-temperature solid-oxide electrolysis cells (SOECs) that take advantage of both thermal and electrical power to achieve high thermodynamic efficiencies. The subject of low-temperature alkaline electrolysis (AE) and proton-exchange membrane (PEM) electrolysis has been widely covered elsewhere.1 A variety of thermochemical cycles continue to be developed; however, these processes must surmount several challenges, which include the development of materials that can withstand high-temperature acidic environments, large capital costs associated with multiple process steps and large recycle streams, and an inability to respond to process dynamics on the time scales associated with emerging demand response needs of the electricity grid.
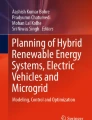
To produce affordable clean hydrogen for all its anticipated purposes as a new energy currency, it is essential that low-cost electricity be exploited. The variable nature of wind and solar energy requires that other generation sources respond to load demand capacity in a dynamic manner. Nuclear energy has been proven to be a safe, reliable, and concentrated source of clean energy that can be used to produce electricity and hydrogen.2,3 Traditional nuclear plants are large and operate at steady state with on-line reliability exceeding 93% of rated capacity annually.4 However, these plants are increasingly required to operate flexibly as wind and solar power generation continue to expand. This is illustrated in Figure 1 for a region such as the southwestern United States, which has significant solar generation. In this example, excess power generation is experienced as solar energy generation climbs during the day. This excess power can be diverted for hydrogen production. Wind energy can have a similar, though less predictable, impact on the power generation assets. In both cases, large thermal baseload plants need to be flexible in matching load demand as renewable sources are built out. Instead of ramping up and down, these plants produce hydrogen during periods of low demand or high renewable power generation.

Illustrative consequences of excess solar energy power generation.
The hydrogen produced with clean energy sources can be stored and used to regenerate electrical power or it can be injected into the natural gas pipeline as a clean energy substitute. Alternatively, the hydrogen can be used for chemicals, fuels, and steel production as illustrated in Figure 2. Recent studies estimate the market potential for clean hydrogen can easily increase by a factor of 3–5 by 2050.5 This provides incentive for developing advanced electrochemical processes that can be ramped up and down to use the excess capacity of nuclear and renewable energy when it is available.

Clean hydrogen production and transfer to the manufacturing and transportation sectors.2
Four factors are critical to producing hydrogen using the electrochemical process that exploits excess power capacity. First, it is imperative that these processes are responsive to periods when energy is available at a low cost. Second, the cost of the electrolysis materials and unit operations must be minimized. This can be accomplished by avoiding expensive catalysts and exotic alloys, reducing the number of unit operations, and limiting the mass of recycle streams. Third, the materials must be durable and withstand cyclic and potentially harsh conditions, including high temperatures and pressure, high concentrations of hydrogen, oxygen, and water vapor, and impurities that are introduced by the materials themselves. Fourth, relatively high conversion rates and steam utilization efficiency are required to reduce the size of the balance of plant and the energy used for product purification and recycle streams.
Electrochemical hydrogen production processes
In its most simple form, electrolysis can be carried out by splitting water or steam as shown in Figure 3. Steam electrolysis takes advantage of clean process heat provided by nuclear reactors or by concentrating solar systems to boil water and to superheat the steam. When thermal energy is available, high-temperature electrolysis (HTE) can be more efficient than low-temperature electrolysis (LTE) because it requires less electricity.

Routes for splitting water by LTE and HTE.
Solid-oxide cell water-splitting formats
Solid-oxide electrolysis cells (SOECs) split water within a catalyst-bearing electrode that is connected to an ion-conducting electrolyte. The ion-conduction electrolyte can selectively transport either the oxygen ions (O=) or hydrogen ions (H+, also known as a proton) to an adjacent electrode where the ions recombine to form hydrogen (H2) and oxygen (O2), as shown in Figure 4. Herein, an oxygen-conducting SOEC will be designated as O-SOEC. Proton-conducting cells will be designated P-SOEC. Although similar in principle, the unit cell materials and operating temperature are very different. O-SOEC is relatively mature; hence, it is close to commercial application.6 P-SOEC, on the other hand, is less mature and requires materials development and cell testing starting with button cells and small stack formats, according to a recent review.7

SOEC water-splitting cells.
Because water splitting is strongly endothermic, SOEC requires a heating source to maintain the cell temperature above 750°C for O-SOEC and 600°C for effective P-SOEC functionality, respectively. This is achieved by electrical-resistive heating within the SOEC electrode and electrolyte. Therefore, one of the materials design requirements is achieving a composite cell with a specific resistance that remains approximately constant over the operating life of the cell. This parameter is widely referred to as the area specific resistance (or ASR).
Additionally, SOEC stacks are comprised of repeating cells, separated by gaseous flow channels that feed steam to the cathode and collect the gases that evolve from both the cathode and electrode. Both metallic and ceramic plates have been tested for this purpose. Metal plates or interconnections provide better support and can also function as a charge distributor and collector.
The design of a SOEC requires several materials design considerations that are typical of electrochemical systems:
-
1.
The materials must conduct electrons and disperse the charge uniformly across the cell (which may be planar or cylindrical).
-
2.
The electrodes require catalytic functionality to effectively dissociate molecules into ion pairs. Typically, this is performed with nickel dispersed in the cathode. A relatively high conversion efficiency (referred to as steam utilization) is preferred to reduce hydrogen purification costs. Operating conditions need to protect the catalyst from oxidation on one hand, and hydride formation on the other.
-
3.
The electrolyte material must selectively conduct one of the ion pairs; typically, this requires high-temperature operation for ion trans-locomotion.
-
4.
The materials must be mechanically strong and have a similar coefficient of expansion; this requires a robust support that can be provided by one of the principal electrodes, electrolyte, or metal interconnect or support.
-
5.
Electrical charge connections must provide uniform electron dispersion across all sections of every cell in a stack.
-
6.
Electrical resistance heating is typically required to achieve a thermal-neutral state. The resistance needs to remain approximately constant to avoid overheating. Instead of relying on resistive heating, heat may also be directly added to the cell using microflow channels or by superheating the sweep gas to the anode.
-
7.
Metal supports and charge collectors need to be protected to avoid introduction of fugitive elements, such as chromium, that can deactivate the catalyst.
Co-electrolysis of steam and carbon dioxide
The same O-SOEC cell format for steam electrolysis can functionally disassociate CO2. This has the advantage of producing a mixture of H2 and CO, which are the building blocks for a variety of chemicals and fuels. Simultaneous electrolysis of steam and CO2 is referred to as co-electrolysis (Figure 5). It is viewed as a convenient method of utilizing CO2 to avoid sequestration in a geological repository. Several synergies between electrolysis and fossil fuel conversion have sprung from this concept. For example, suppose a stream of CO2 is available from an exogenous source. This could be an ethanol plant or a fossil-fired combustor. The CO2 can be co-electrolyzed to form syngas. It can also be used as a sweep gas to harvest oxygen. The mixture of CO2 and O2 can then be used as a replacement for air to fire a fossil fuel combustor. This is referred to as oxy-firing and has been proposed as a solution to reduce the costs of carbon capture and sequestration.

Co-electrolysis of H2O and CO2 with O-SOEC.
From a materials perspective, the key challenges include avoiding coking on the cathode and achieving the desired ratio of H2 and CO product. Additional research is needed to optimize the electrode materials for performance and to match the resistance with the endothermicity of the joint reactions to maintain thermal neutrality in the cell. The cell temperature and operating pressure can be optimized to promote a water–gas shift of the H2 with CO2 as the gas passes through the cell.
From an application perspective, co-electrolysis provides synergy between nuclear power plants and fossil-fired power plants, as illustrated in Figure 6. The overall goal is to reduce the carbon emissions while taking advantage of the vast infrastructure and natural resources that are available and produced today. When the synthesis gas is converted to durable products, part of the carbon in fossil fuels is permanently incorporated in a usable commodity or product. Synergy between these combined processes also includes the oxygen that is transported to the coal-fired plant using the CO2 that is recycled. The CO2 recycle is first partitioned to both the anode and the cathode of the electrolysis cells. Co-electrolysis occurs on the cathode, while diluent CO2 is simply used to sweep O2 from the anode. The CO2/O2 mixture replaces the air normally used for coal combustion, thus producing a concentrated exhaust of CO2.

Fossil fuel combustion enhancement with nuclear energy using O-SOEC for carbon management.
Solid-oxide alkane deprotonation cell format
With the advent of a P-SOEC, it is possible to abstract hydrogen from alkanes as shown in Figure 7. This leads to the production of an alkene monomer that can be quickly polymerized to form a plastic material. Early research has proven P-SOEC can effectively de-protonate ethane and propane to support the production of ethylene and propylene.8 A technical and economic assessment of a fully integrated commercial process indicates this process can disrupt traditional olefin steam-cracking processes.9 One gap that could make an additional improvement to the overall process is to find a membrane to separate the alkene compounds from the cell effluent. This would reduce the cost of product separation that uses a more expensive cryogenic separation scheme. The hydrogen product on the other hand is pure and can be harvested without gas cleanup.

Alkane deprotonation P-SOEC for polymer production.
In the case of alkane deprotonation, the reaction is more exothermic than water splitting. This necessitates the addition of high heating to maintain the operating condition of around 500–600°C. Nuclear energy is once again a candidate for supplying zero-emissions heat and electricity to this process. An advanced molten-salt or high-temperature gas-cooled reactor could effectively provide this heat duty.
Materials development frontiers
O-SOEC materials research is presently focused on improving O-SOEC performance and durability. P-SOEC lags the decades of research devoted to O-SOEC; hence, efforts are needed at all levels of materials development. A vertically integrated materials and component testing program (Figure 8) is being supported by the US Department of Energy (DOE) under five programs:
-
1.
HydroGEN—dedicated to the development and testing of novel materials. This program is focused on the development of P-SOEC materials sets, button-cell testing, and small planar/single cell development and testing.
-
2.
H2NEW—a consortium of DOE national laboratories focused on the objective of increasing the life of the cells from the current projection of 10,000 h of operating life to 60,000 h of life service or longer.
-
3.
Technology Acceleration—directed to supporting commercial industries to test and prove the performance of stacks and integrated modules. DOE is supporting commercial stack and module testing to provide third-party, independent qualification of their stacks sets and modular systems. This helps reduce the technical risk of materials failures and proves operating conditions prior to scale-up to commercial pilot plant demonstrations.
-
4.
Technology Demonstration Projects—intended to overcome the ultimate barrier to commercial scale-up. Cost-shared, first-of-a-kind private/public demonstration of precommercial prototypes vaults several barriers to financing, building, and operating a full-scale commercial plant.
-
5.
Advanced Manufacturing—supporting the need to reduce the cost of electrolysis unit manufacturing. Efforts in materials development are focusing on enhancing traditional methods of producing solid-oxide cells using standard roll-to-roll (R2R) tape casting and screen-printing techniques. Modern 3D additive manufacturing and spark-plasma sintering/electron-field-assisted sintering (SPS/EFAST) are potential options. If proven successful, these manufacturing techniques may reduce the energy costs as well as the time needed to manufacture SOEC cell and stack assemblies.

Vertically integrated materials development and testing.
Thermal energy integration
Figure 9 compares the energy duties of commercial electrolysis plant operations. SOEC achieves a significantly higher thermal dynamic efficiency when a source of heat is available that can vaporize the feed, as a minimum. With heat addition, SOEC uses around 30% less electrical power than PEM electrolysis and around 40% less electrical power than AE. However, the cost gains achieved in higher thermal dynamic efficiency can be lost in higher costs of materials rated for high-temperature service and heat-related phenomena.

Comparison of electrical and heat duties for proven and advanced electrolysis options. AE alkaline electrolysis; PEM polymer electrolyte membrane; HTE high-temperature electrolysis.
Nuclear reactors are capable of supplying heat to SOEC modules by producing and superheating the steam that is fed to the cells. For example, the integration with a nuclear plant involves extraction of steam and heating an intermediate heat transfer fluid, which then generates steam from a demineralized water supply. Heat recuperation of the hot product streams makes it possible to take advantage of heat sources considerably below the cell operating temperature (viz., 750–850°C for O-SOEC and 550–600°C for P-SOEC).
Heat recuperation of the hot product streams makes it possible to take advantage of heat sources considerably below the cell operating temperature (viz., 750–850°C for O-SOEC and 550–600°C for P-SOEC). A simple integration concept is shown in Figure 10. Heat recuperation makes it possible to utilize the subcritical steam produced by either a pressurized-water or boiling-water nuclear power plant. An example of the balance of the plant (BOP) surrounding the electrolysis cell has been explained elsewhere (Boardman 2021).3 Some of the materials of the BOP must also be resistant to hydrogen embrittlement.

Heat and electricity delivery from a light water nuclear power to a high-temperature SOEC electrolysis plant.10
The key to reaching higher SOEC thermodynamics is directing heat straight into the SOEC stacks. This can be accomplished in several ways: (1) A thermally heated fluid can be channeled through the cells to directly add heat to offset the endothermic reactions occurring on the cathode side of the SOEC. (2) A second approach would be to superheat the sweep gas used to the O2 electrode by adding an additional heat exchanger after preheating this stream. The challenge to very high-temperature boosting is coming up with materials that can carry the ultra-hot gas (probably up to around 900°C).
Dynamic systems operations
Low-temperature PEM electrolysis has been proven capable of rapidly modulating on a sub-second scale. This allows PEM inverters to interface with the grid in a manner that is useful for regulating the frequency of the grid when using IEEE protocols that allow automatic communication between the grid and the inverters. While the inverter to the HTE process may be cycled in a similar manner, the cell materials, stacks, heat exchangers, and stream flows will lag in response. In general, it will be best to avoid thermal cycling. Hence, the goal at this point is to operate SOEC systems in a pattern that is supportive of solar energy daily cycles and to be capable of providing spinning reserve capacity in other markets. Spinning reserves typically require an asset to supply power to the electricity grid within 10 min and for up to one hour of operation. That asset may then be throttled as other non-spinning or regularly scheduled capacity are brought back into service.
A SOEC hydrogen plant tied to a nuclear power station can provide spinning reserve by simply turning down the HTE plant. To reduce the impact of thermal cycling, it would be wise to maintain the electrolysis plant at some minimum production level (see Figure 11). Recent tests at Idaho National Laboratory (INL) proved it is possible to ramp SOEC stacks down from 90% (full power) to around 10% of capacity and then back to full power in under 10 min.11 No change to the hydrogen production or SOEC operating parameter was evident during these limited cycles. Perhaps the most significant concern is how this form of dynamics over hundreds and even thousands of cycles may result in metal fatigue and stress crack corrosion of any of the materials in the high-temperature heat delivery system and electrolysis plant. Large variations in the volumetric flow alone may result in transient heat flux and temperature variations that could fatigue weld joints, pipe turns, the SOEC stacks, and other appurtenant equipment. Even the electronics and power converters will need to be robust.

Electrolysis plant ramp rate profile enabling a nuclear plant to provide spinning reserve capacity to the electricity grid.
In addition to providing spinning reserve capacity, it may be economically advantageous to shift between the grid market when the localized marginal price (LMP) of electricity is high and producing hydrogen when the LMP is relatively low. This mode of operation may require full or partial cycling of the hydrogen production several times a week. In other situations, it may be profitable to produce and store hydrogen for production of electricity during periods when the sun has set or when wind power is not being generated. In this case, hydrogen storage will likely be required to ensure a steady supply to a regular off-taker. In the case of energy arbitrage, this will likely require storage up to terawatt hours (TWh).
A recent study by INL and Argonne National Laboratory (ANL)12 compared the cost of electrical battery storage versus hydrogen storage and recovery for power production. In this evaluation, hydrogen storage for delayed power production using a combination of an O-SOEC electrolysis unit and a PEM fuel cell were economically better than advanced lithium battery storage when the storage capacity exceeded around 1.5 TWh—based on the state of the art in 2030 (Figure 12). Hydrogen storage in caverns is proven and is already in practice in parts of the world. There is relatively no risk to long-term application of well-injection pipe risers, values, and compressors.

Comparison of large-scale energy storage and return to power using Li-ion batteries versus the combination of SOEC and PEM fuel cells.12
Earthshot with nuclear sourced hydrogen
Economics govern large-scale production of hydrogen using any of the electrochemical routes discussed herein. The challenge for SOEC fundamentally comes down to materials and unit materials manufacturing and supply chain costs, durability of the materials, and the cost of energy. In June 2021, DOE announced an initiative referred to as “Earthshot,” with the goal of dramatically reducing greenhouse gas emissions (GHG). The goal set for hydrogen is to produce zero-emissions hydrogen for one dollar ($USD) per kilogram within one decade. When achieved the 1:1:1 goal would incent large steel, chemical, and fuels industries to take up zero-emissions hydrogen as a primary fuel source and reductant.
A majority of the existing fleet of light water nuclear reactors in the United States is capable of producing power for around $30 per MWh or lower. Plant modernization will help in this regard and is supported by the DOE program for Light Water Reactor Sustainability (LWRS)13 as the nuclear utilities and reactor owner/operators also work on reducing the operating costs of these plants. The goal is to extend plant operations for up to 80 years. Many of these plants are already seeking license extensions.
The combined capacity of nearly 100 reactors has the potential of producing 20 million metric tonnes (MMT H2) of hydrogen each year. This is nearly double the amount of hydrogen currently used in the United States for petroleum crude refining and ammonia production. Clearly, not all nuclear plants will switch to producing hydrogen given various choices to maximize their revenue. However, by dedicating one-fourth of the fleet to hydrogen production, an annual output of 5 MMT H2 would amount to a significant impact on industrial and transportation sector CO2 emissions.
Along with efforts to safely drive down the operating costs of nuclear plants, it is essential that the materials and operating costs of SOEC be progressively reduced through materials development and high-volume advanced manufacturing. Recent technical and economic evaluations have shown there is a clear route to decreasing these costs by addressing not only the durability and performance of the stacks, but also bringing down the costs of manufacturing the SOEC stack components, heat recuperators, and balance of plant unit operations. The diagram and waterfall chart shown in Figure 13a, b shows how the cross-cutting program efforts led by DOE can achieve the Earthshot 1:1:1 target for hydrogen. The green trend line was calculated using data from the DOE Hydrogen and Fuel Cell Technology Office (HFTO) program record.14 The blue trend line was calculated using information on stack and systems manufacturing from commercial vendors.

Waterfall chart leading to Earthshot 1:1:1 goal with joint energy efficiency improvements and use of nuclear energy; (HFTO-DOE Energy Efficiency/Renewable Energy Hydrogen and Fuel Cell Technology Office; LWRS-DOE Nuclear Energy Light Water Reactor Sustainability Program). (a) Cost of Hydrogen by High Temperature Electrolysis (diagonal lines versus Steam Methane Reforming (horizontal lines; US Department of Energy low, average, and high natural gas price projections). (b) Combined steps by HFTO and LWRS to achieve Earthshot Target.
The first step is to reduce the cost of manufacturing stacks and plant components by automating the supply systems while continuously reducing the cost of electricity through nuclear plant modernization. The final cost reduction step is harvesting and selling the oxygen that is co-produced for applications, such as oxy-fired combustors or steel making, or even beneficiation of estuaries with high chemical and biological oxygen demands.
Figure 13a includes plots (as horizontal lines) for the cost of producing hydrogen through steam methane reforming at three price projections for natural gas, including a cost of around $35/tonne-CO2 to avoid GHG emissions. It is also important to acknowledge that the hydrogen produced by electrolysis is highly pure. The cost of cleaning up so-called fossil-derived hydrogen can add an additional $0.3–0.5/kg-H2, depending on the hydrogen purity requirements and the location of hydrogen production relative to CO2 sequestration sites.15 Assuming the average cost of natural gas of around USD$4.50/GJ meets the current projections of the DOE Energy Information Agency, then parity with steam electrolysis is reached when the cost of electricity is around $27/MWh (blue trend line) at which point the cost of hydrogen produced at an nth-of-a-kind electrolysis plant will be around $1.50/kg-H2.
Looking beyond the fleet of light water reactors, a new generation of advanced nuclear reactors will likely find a market producing hydrogen when embedded with the industrial users of hydrogen. The new class of nuclear reactors includes micro-scale reactors, small modular reactors, and large reactors rivaling the size of the current fleet. Most of these reactors are designed with inherent safety features that greatly reduce, or altogether eliminate, concerns of runaway power excursions and potential radionuclide releases. They also reduce the volume of nuclear waste extending the fuel life cycle to much longer duration than traditional light water reactors, thus burning more of the uranium fuel and transuranic elements that can be produced by nuclear reactor operation.
Advanced nuclear reactors can be sized to support various hydrogen demands (Figure 14). The key for nuclear energy is similar to SOEC; that is, the unit costs need to be competitive. This will require mass production and application of materials for harsh environments. Once a supply chain of reactors, specialty fuels, and licensing experience is established, the cost of heat and electricity produced by advanced reactors will rival other energy sources. In getting to this goal, materials development for high temperature, sometimes harsh environments will likely continue under the US DOE Nuclear Energy programs that support development of these materials, including the Gateway for Accelerated Innovation in Nuclear (GAIN),16 the National Reactor Innovation Center (NRIC),17 and advanced reactor technology development programs. The application of these reactors to support process industries, including the production of hydrogen and its associated products, is being advanced by the DOE Nuclear Energy Integrated Energy Systems Program (NE-IES).18

Advanced nuclear reactor being developed by private industries with support for the United States. Figure courtesy of US Department of Energy Office of Nuclear Energy.
Similarly, the cost of hydrogen production associated with alkane deprotonation can be arguably less than $1/kg-H2 when highly valuable polymers are being produced from the abundant source of alkanes that are currently separated from natural gas. Nuclear reactors can also help manage carbon emissions from fossil fuels reforming by supplying heat for reformation and oxygen for partial-oxidation (POx) reforming (Figure 15). The leading options are auto-thermal reforming (ATR) and partial oxidation (POx) reforming. Both of these options can be enhanced by supplying heat and oxygen from advanced high-temperature reactors and water-splitting electrolysis in which co-product oxygen. The ability to achieve very-high temperature in a nuclear reactor is currently limited by the qualification of alloys that hold up to the high temperature and pressures that are associated with such reactors.

Nexus of fossil and nuclear energy sources achieving production of zero-emissions hydrogen.
Summary
This article has highlighted opportunities to produce hydrogen and other energy products, such as steel, chemicals, and fertilizers, using nuclear energy. Nuclear energy is emissions free, energy dense, and reliable. The existing fleet is expected to be competitive with traditional fossil fuel reforming when only a modest price of for carbon emissions management is enforced. Nuclear-supported SOEC produces pure hydrogen for processes, such as ammonia production, and therefore, will be competitive once a high-volume manufacturing system is in place. Progress in the performance and durability of SOEC will decrease the price of SOEC-produced hydrogen and has the potential to reach the Earthshot goal of 1:1:1.
Besides hydrogen production by water splitting, nuclear energy can be used to abstract the hydrogen from natural gas condensates (i.e., alkanes) using a process that is under development. This new electrochemical process can be coupled with an advanced nuclear reactor to produce polymers and hydrogen. Additionally, a strong nexus between nuclear and fossil-fired power plants is possible when SOEC is used to co-produce hydrogen and oxygen. SOEC also can support carbon management through co-electrolysis.
References
A. Badgett, M. Ruth, B. Pivovar, in Hydrogen Production by Water Electrolysis (US Department of Energy, Washington, DC, 2021)
S.M. Bragg-Sitton, R.D. Boardman, in Encyclopedia of Nuclear Energy, vol. 3 (Elsevier, Amsterdam, 2021). https://doi.org/10.1016/B978-0-12-819725-7.00202-6
R.D. Boardman, in Encyclopedia of Nuclear Energy, vol. 3 (Elsevier, Amsterdam, 2021). https://doi.org/10.1016/B978-0-12-819725-7.00202-6
Statista Research Department (2021), https://www.statista.com/statistics/191201/capacity-factor-of-nuclear-power-plants-in-the-us-since-1975. Accessed Sept 2021
Hydrogen Council. McKinsey & Company, Hydrogen Insights: A Perspective on Hydrogen Investment, Market Development, and Cost Competitiveness (2021). www.hydrogencouncil.com
M.B. Mogensen, M. Chen, H.L. Frandsen, C. Graves, J.B. Hansen, K.V. Hansen, A. Hauch, T. Jacobsen, S.H. Jensen, T.L. Skafte, X. Sun, Clean Energy 3, 1750201 (2019)
C.Y.R. Vera, H. Ding, D. Peterson, W. Gibbons, M. Zhou, D. Ding, J. Phys. Energy (2021). https://doi.org/10.1088/2515-7655/ac12ab
D. Ding, Y. Zhang, W. Wu, D. Chen, M. Liu, T. He, Energy Environ. Sci. (2018). https://doi.org/10.1039/c8ee00645h
H. Hu, D. Ding, L.T. Knighton, D.S. Wendt, R.D. Boardman, Technoeconomic Analysis on an Electrochemical Nonoxidative Deprotonation Process for Ethylene Production from Ethane (INL/EXT-19-56936, US Department of Energy, Office of Nuclear Energy, Washington, DC, 2020)
T.A. Ulrich, R. Lew, T. Mortenson, J. Park, H. Medema, S. Hancock, T. Westover, R.L. Boring, Preliminary Human-System Evaluation of Thermal Power Dispatch Concept of Operations (INL/EXT-20-59898, US Department of Energy, Office of Nuclear Energy, Washington, DC, 2020)
J.E. O’Brien, R.D. Boardman, J.J. Hartvigsen, D. Larson, S. Elangovan, Int. J. Hydrogen Energy (2020). https://doi.org/10.1016/j.ijhydene.2020.04.074
L. Knighton, A. Shigrekar, D. Wendt, K. Frick, R. Boardman, A. Elgowainy, A. Bafana, H. Tun, K. Reddi, Energy Arbitrage: Comparison of Options for Use with LWR Nuclear Power Plants (INL/EXT-21-62939, Rev. 2, US Department of Energy, Office of Nuclear Energy, Washington, DC, 2021)
https://www.hydrogen.energy.gov/pdfs/20006-production-cost-high-temperature-electrolysis.pdf
H.J. Herzog, Carbon Capture (Massachusetts Institute of Technology, MIT Press, Cambridge, 2018)
https://www.energy.gov/sites/prod/files/2019/08/f65/NRIC_Fact_Sheet.pdf
Acknowledgments
DOE Light Water Reactor Sustainability Program.
Funding
This study was supported by Office of Nuclear Energy.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Boardman, R.D., Bragg-Sitton, S.M. & Otgonbaatar, U. Developing a low-cost renewable supply of hydrogen with high-temperature electrochemistry. MRS Bulletin 47, 314–325 (2022). https://doi.org/10.1557/s43577-022-00278-6
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1557/s43577-022-00278-6