
Abstract
Background
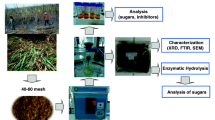
Miscanthus is a major bioenergy crop in Europe and a potential feedstock for second generation biofuels. The most efficient and realistic method to produce fermentable sugars from lignocellulosic biomass is by enzymatic hydrolysis, assisted by thermo-chemical pretreatment. Recently, microwave technology has drawn growing attention, because of its unique effects and performance on biomass.
Result
In this work, microwave energy was applied to facilitate NaOH and H2SO4 pretreatment for Miscanthus under different temperatures (130–200 °C) for 20 min. The yields of reducing sugars from Miscanthus during the pretreatment process increased up to 180 °C and then declined with increasing temperature. Out results here showed a remarkable sugar yield from available carbohydrate (73 %) at the temperature of 180 °C by using 0.2 M H2SO4. In comparison with conventional heating pretreatment studied at same temperature with same biomass material, the reducing sugar release in this study was 17 times higher within half the time. It was highlighted that the major sugar component could be tuned by changing pretreatment temperature or pretreatment media. Optimally, the glucose and xylose yield from available carbohydrate are 47 and 22 % by using 0.2 M H2SO4 and NaOH respectively when temperature was 180 °C. The digestibility of pretreated Miscanthus was 10 times higher than that of untreated biomass. 68–86 % of the lignin content was removed from biomass by 0.2 M NaOH. Simultaneous saccharification fermentation (SSF) results showed an ethanol production of 143–152 mg/g biomass by using H2SO4/NaOH microwave assisted pretreatment, which is 7 times higher than that of untreated Miscanthus. Biomass morphology was studied by SEM, showing temperature has a strong influence on lignin removal process, as different lignin deposits were observed. At the temperature of 180 °C, NaOH pretreated biomass presented highly exposed fibres, which is a very important biomass characteristic for improved enzymatic hydrolysis.
Conclusion
Compared to conventional pretreatment, microwave assisted pretreatment is more energy efficient and faster, due to its unique heating mechanism leading to direct interaction between the polar part of biomass and electromagnetic field. The results of this work present promising potential for using microwave to assist biomass thermo-chemical pretreatment.
Similar content being viewed by others

Background
Nowadays, there is a global rise in energy demand and rising concerns about increasing greenhouse gas emissions, hence biofuels derived from lignocellulosic biomass based on the biorefinery philosophy is drawing growing attention [1, 2]. Second generation bioethanol is produced from lignocellulosic biomass following three main processing steps: pretreatment, hydrolysis, and fermentation [3]. Pretreatment is crucial in the conversion of biomass into biofuel via biochemical hydrolysis, so that the recalcitrant structure of biomass can be accessed and sugars released for fermentation [3].
A number of pretreatments have been studied to improve the yields of fermentable sugars from cellulose and hemicellulose, such as mechanical [4, 5], steam explosion [6, 7], ammonia fibre explosion [5, 8], hot water [9], sub/supercritical fluid [10–12], ozone [5], biological [5], ultrasound [13], acid or alkaline pretreatments [14–16], ionic liquid [17, 18] and so forth. It is worth mentioning that novel pretreatment media, such as sub/supercritical fluids and ionic liquid are also drawing attention due to their unique solvent properties. For instance, sub/supercritical pretreatment offers several advantages, such as particle size reduction and low toxicity. Additionally, cellulose accessibility would be improved, because sharply reduced pressure leads to explosive decompression of feedstock [12], Nevertheless, this technology requires equipment capable of withstanding high temperature and pressure [10–12]. Alternatively, ionic liquids have high thermal stability and high solvent power, and can be easily recycled. While ionic liquid toxicity and biodegradability have been controversial issues, [17, 18, 20] recent advances in ionic liquid design have improved this situation. It is also suggested that some of ionic liquid could be as cheap as conventional organic solvent. [19] Therefore, aqueous acid and alkali are more extensively used as pretreatment media during biomass pretreatment [21–30]. In comparison with HCl, HNO3 and H3PO4, H2SO4 is cheaper, less corrosive, non-oxidative and stronger, hence it was used in this study. Compared with ionic liquid and sub/supercritical fluids pretreatments, microwave assisted pretreatment offers great advantages because of its unique heating mechanism. In microwave, energy transmission is contributed by dielectric losses, and the magnitude of heating depends on the dielectric properties of the subject [31]. It is more direct, uniform and much faster, due to the direct interaction between the object to be heated and an applied electromagnetic field [31, 32]. When microwave is applied to lignocelluloses, it selectively heats the more polar parts throughout the material (as opposed to conventional heat sources which heat from the outside towards the inside), and creates a ‘hot spot’ within heterogeneous materials [33]. Hence, it is hypothesized that an ‘explosion’ effect could occur in the particles, improving the disruption of the recalcitrant structures of lignocellulose. Additionally, it has been claimed that the electromagnetic field used in the microwave might create non-thermal effects that also accelerate the destruction of the crystal structures [31].
Microwaves have been used in the acid or alkali pretreatment of sugar cane bagasse [24], oilseed rape straw [34], switchgrass [28], crystalline cellulose [35], and wheat straw [30]. Ma et al. reported that by using microwave pretreatment of rice straw, the maximal efficiencies of the cellulose, hemicellulose and total saccharification of pretreated biomass were increased by 30.6, 43.3 and 30.3 % respectively. Additionally, microwave pretreatment disrupted the silicified waxy surface on rice straw, broke down the lignin-hemicellulose complex and partially removed silica and lignin [36]. Lu et al. reported that the glucose yield of pretreated rape straw from enzymatic hydrolysis was greatly enhanced (56.2 %) after microwave pretreatment, (11.5 % for untreated rape straw) [34]. These works show that microwave thermo-chemical processes are effective and promising pretreatment methods. Their results focused on pretreated biomass solid fraction, while little data has been reported concerning sugar removal during the pretreatment process. In current work, we monitored the effects of microwave assisted pretreatment in the presence of acid and alkali on Miscanthus, at different temperatures (between 130 and 200 °C). In this work, the results were focused on the sugar removal efficiency during pretreatment, rather than on the residual biomass, Moreover, to our knowledge, potential ethanol production from microwave pretreated Miscanthus has not been reported yet. [37] In addition, we used the SSF (simultaneous saccharification fermentation) process to investigate the potential ethanol production from microwave pretreated Miscanthus solid fraction. Hence, the overall sugar yield in the pretreatment liquid fraction and potential ethanol production from biomass solid fraction are studied here. Biomass morphological characteristics were studied by scanning electron microscopy.
Results and discussion
Microwave pretreatment of lignocellulosic material enhances its hydrolysis, and temperature plays a significant role during the pretreatment [38]. A higher temperature typically achieves higher biomass solubility, shortens the pretreatment time, and reduces the biomass recalcitrance more effectively [39]. However, high temperature also leads to the formation of compounds that are harmful to subsequent hydrolysis and fermentation [38]. Hence, different temperatures ranging from 130 to 200 °C were assayed in this work, in order to investigate temperature influence on biomass under microwave irradiation.
Monosaccharides analysis in the pretreatment media
Figure 1 show the total reducing sugars released from Miscanthus during pretreatment by using water, NaOH and H2SO4 as pretreatment media at various temperatures (130–200 °C). Sugar production increases up to 180 °C, and then decreases at higher temperatures in water, 0.2 M NaOH or 0.2 M H2SO4. Compared to water and NaOH, H2SO4 gives better sugar yield during pretreatment when temperature is between 130 and 180 °C. The sugar yields in this study are based on the total carbohydrate in biomass. The maximum sugar yield (3 μmol/mg biomass; yield: 73 %) was achieved by using 0.2 M H2SO4 pretreatment at 180 °C. The reducing sugar yield of Miscanthus by using water and NaOH pretreatment is also remarkably high at the same temperature, 1.3 and 1.76 μmol/mg biomass respectively. The temperature of 180 °C has been recognised as a key temperature in the microwave degradation of cellulose [40]. According to Fan et al., when the temperature is below 180 °C the CH2OH groups on cellulose are hindered from interacting with microwaves when they are strongly involved in hydrogen bonding within both the amorphous and crystalline regions. When temperatures are above 180 °C, these CH2OH groups could be involved in a localized rotation under the microwave radiation [41]. Therefore, the rate of cellulose decomposition increases and maximum sugar yield is achieved here at 180 °C. Further increasing pretreatment temperature (200 °C) leads to a significant drop in sugar yield, possibly due to the degradation of sugars under high temperature.

Total sugar release at different temperatures (130, 160, 180 and 200 °C)
Figure 2 shows the monosaccharide composition in the pretreatment media when temperature ranges from 130 to 200 °C. The monosaccharide composition of the liquor after acid and alkaline microwave pretreatment suggests a breakdown of hemicelluloses from Miscanthus, where xylans are the major component. Water, alkali and acid pretreatment have been reported to extract most of the hemicellulose, mainly glucuronoarabinoxylan or 1-arabino-d-xylans [42]. By using a 0.2 M H2SO4 pretreatment, we observed a xylose production of 1.01 μmol/mg biomass at 130 °C (Fig. 2a). When the temperature was 160 °C (Fig. 2b), xylose productions were 0.25 μmol/mg biomass and 0.38 μmol/mg biomass with water and NaOH respectively. However, good glucose yield (20 %) was achieved by 0.2 M H2SO4, suggesting that cellulose start to be hydrolysed into glucose. The xylose yield decreased significantly under H2SO4 condition when temperature increased from 130 to 160 °C, this probably due to its degradation at high temperature and acid conditions into furfural, formaldehyde, formic acid, crotonaldehyde, lactic acid, acetaldehyde, and dihydroxyacetone [43]. Similar results were observed at 180 °C (Fig. 2c). Xylose production increased to 1.01 μmol/mg biomass and 1.05 μmol/mg biomass respectively when water and NaOH are used as pretreatment media, suggesting that higher temperatures can facilitate hemicellulose breakdown. H2SO4 gave the maximum glucose production when temperature is 180 °C, which is 1.83 μmol/mg biomass (yield from carbohydrate: 47 %), suggesting the efficient decomposition of cellulose under microwave condition. At 200 °C (Fig. 2d), the sugar amounts are extremely low, which could be explained by sugar degradation. Previous studies suggested that both glucose and xylose can be converted into other chemicals, such as levulinic acid, 5-hydroxymethylfurfural, humins [44, 45], and furfural [46, 47] under high temperature hydrothermal conditions.

Monosaccharides released to pretreatment media at various temperatures. a 130 °C; b 160 °C; c 180 °C; d 200 °C
A number of pretreatments have been studied on Miscanthus before. Yu et al. pretreated Miscanthus by using aqueous ammonia/hydrogen peroxide under lower temperature (90–150 °C) with longer holding times (1–4 h), and the results showed lower cellulose removal during the pretreatment (2.4–19.1 %) [48]. Haverty et al. studied peroxide/formic acid assisted pre-treament for Miscanthus under autothermal conditions, and the results showed 0.3–4.37 % cellulose removal across conditions assayed [49]. One of our co-author, Gomez et al. studied conventional thermo-chemical pretreatment for Miscanthus material (20–180 °C, holding time 40 min), and their results shows 6–12 mg reducing sugar release/mg biomass (yield from total carbohydrate: 1.88–3.76 %) when temperature is 180 °C [50]. The reducing sugar yield in this work is 19 times higher within half the time than the result from Gomez et al. In comparison with other pretreatment methods, our microwave assisted pretreatment led to significant yield of reducing sugar release during pretreatment process.
For Miscanthus, microwave assisted pretreatment is therefore more efficient in releasing reducing sugars during pretreatment; the reason could be its unique heating mechanism (magnitude of heating depends on the dielectric properties of the subject) leading to more efficient biomass decomposition.
Effect of microwave assisted pretreatment on different biomass fractions
Untreated Miscanthus has 42 % of hemicellulose, comprising arabinose, galactose, glucose, xylose, mannose, galacturonic acid and glucuronic acid, with xylose and glucose as major components. Figure 3 shows the changes in hemicellulose percentage in the biomass after different pretreatment conditions. At 130 °C, H2SO4 reduced the hemicellulose fraction in the solid fraction to 21 % (Fig. 3a). At 160 °C, the hemicellulose percentage was further reduced to 14.7 % by 0.2 M H2SO4. When the temperature was further increased to 180 °C, the hemicellulose fraction was reduced to around 10 % and at 200 °C all the hemicellulose was removed after H2SO4 pretreatment (Fig. 3c, d). In the case of water and NaOH pretreatment, hemicellulose percentage slightly decreased after 130 °C pretreatments. When temperature is 160 and 180 °C, hemicellulose percentages are further reduced (Fig. 3b, c). When temperature is 200 °C, they decreased to 25 and 16 % respectively.

Hemicellulose percentages after different temperature pretreatments. a 130 °C; b 160 °C; c 180 °C; d 200 °C (the standard deviations are presented in Additional file 2: Table S1)
In general, increasing of pretreatment temperature removed increasing proportions of hemicellulose from biomass. Water and NaOH pretreatments have similar effects on hemicellulose degradation, in agreement with previous results on monosaccharides in the pretreatment media (Fig. 2). H2SO4 removes hemicellulose more efficiently into pretreatment media, and when temperature was 200 °C, the hemicellulose was completely removed from biomass.
Lignin is composed of phenolic units, although it has multiple potentials for its use as a product feedstock or as a fuel in its own right, it is also considered as a barrier for the efficient enzyme hydrolysis of biomass [51]. Hence, the presence of lignin is considered one of the most important factors limiting the hydrolysis of lignocellulose [22]. Alkaline and oxidative treatments, such as alkaline peroxide and lime and oxygen, have been utilized to remove lignin [27, 52, 53].
In untreated Miscanthus, lignin represents 304 mg/g biomass (Fig. 4a). NaOH removed lignin more efficiently than water at lower pretreatment temperatures. All pretreatments conditions remove the same amount of lignin at 200 °C. The lignin removal is up to 221 mg/g of biomass when the temperature was 200 °C in all pretreatments. At 180 °C, the lignin content of biomass pretreated with acid was considerably higher. This could be explained by lignin extraction from the inner regions of the cell wall, and subsequent condensations and re-deposition on the surface as reported for wood samples [54]. In comparison with the results from conventional thermo-chemical pretreatment of Miscanthus (180 °C, 40 min) by Gomez et al., and similar amount of lignin is removed by 0.2 M NaOH pretreatment, whereas more lignin (210–240 mg/g biomass) is presented in the biomass after water and 0.2 M H2SO4 pretreatments [50]. Under our conditions, the distribution and structure of lignin could be changed under microwave assisted acidic conditions, and the results show a decreasing lignin amount as measured by using acetyl bromide methods. [55] The other possible explanation is that the ester linkages between polysaccharides and lignin were cleaved by microwave effect, leading to the partial solubilisation of lignin.

a Lignin amount remaining in biomass after pretreatment under different temperature; b crystalline cellulose percentage after various pretreatment; c digestibility analysis of pre-treated biomass. NP stands for none pretreatment
Pretreatment is an important step to make cellulose more accessible to cellulases, enhancing glucose production [26]. The percentage of crystalline cellulose in raw Miscanthus is 36 % (Fig. 4b). Microwave assisted water pretreatment has little effect on crystalline cellulose when the temperature was 130 °C. When the temperature was increased to 160, 180, and 200 °C, it increased to 44, 45, and 53 % due to lignin and hemicellulose removal. Under H2SO4 pretreatment, crystalline cellulose percentages in solid fraction are similarly enhanced when temperatures were between 130 and 180 °C, but dropped remarkably to 9 % when pretreatment temperature was 200 °C, showing that under more severe acid condition (200 °C), crystalline cellulose was degraded and carbonized (see “SEM”). In the case of NaOH pretreatment, the crystalline cellulose percentage in solid fraction was enhanced to 67 % when the pretreatment temperature was 180 °C, in good agreement with the extensive removal of lignin and hemicellulose observed in these conditions. At 200 °C, the crystalline cellulose percentage was 39 %, showing a reduction of cellulose crystallinity at this temperature [26]. Under microwave irradiation the heat is produced by direct interaction between polar part of biomass and oscillating electromagnetic field. The cellulose fibres could be described as being ionic conducting (crystalline) and non-conducting (amorphous) [40]. A very ordered hydrogen bonded network is contained in the crystalline cellulose which could lead to a proton transport network under an electromagnetic field under right condition [56]. Therefore, the crystalline cellulose is able to act as an active microwave absorber, promoting the biomass decomposition. Along with the process of lignin/hemicellulose removal, crystalline cellulose percentage goes up, enhancing the microwave absorbing effect and promoting biomass degradation.
Digestibility analysis of solid fraction of biomass
Digestibility of pretreated biomass solid fraction were measured and compared, in order to find out the effectiveness of pretreatment conditions. The pretreatment is to remove lignins to make the remaining biomass fraction more accessible to the enzymes in the enzyme hydrolysis. Miscanthus digestibility was increased after all microwave assisted pretreatments, albeit to widely differing extents (Fig. 4c). For untreated Miscanthus, the digestibility is 10.25 nmol/mg biomass h, meaning 10.25 nmol glucose is produced from 1 mg biomass during each hour of enzymatic hydrolysis (the total enzymatic hydrolysis is 4 h). Water treatment slightly increased digestibility at 130 °C. It was further enhanced to 40–50 nmol/mg biomass h when the pretreatment temperature was increased from 160 to 200 °C. In the case of H2SO4, the digestibility was marginally increased when the holding temperature was 130 °C, thereafter it declines with the temperature. At 200 °C, the digestibility was only 8.7 nmol/mg biomass h. Conversely, NaOH pretreatment remarkably improves Miscanthus digestibility. At 130–160 °C, the digestibility of NaOH pre-treated Miscanthus was 10 times higher than that of untreated biomass. Because of the delignification effect of NaOH, alkaline pretreated Miscanthus with low lignin percentage and higher cellulose percentage generates more sugar in the hydrolysis process. The difference in saccharification after acid or alkali pretreatments can be explained by the fact that the easily hydrolysed sugars are released into the pretreatment liquor, reducing the amount of sugar available for enzymatic digestion.
SEM analysis of microwave pre-treated Miscanthus
Scanning electron microscope was used to study the morphologic characteristics of raw and pre-treated Miscanthus. Figure 5 shows micrographs of the surface of raw Miscanthus particles, which present flat and smooth surface.

Surface images of the untreated Miscanthus obtained by SEM. Flat surface of a fibre showing, a bar scale 5 μm; b bar scale 1 μm
Images from Miscanthus samples pretreated with 0.2 M NaOH under various temperatures are shown in Fig. 6. When pretreatment temperature was 130 °C, parallel strips and small amounts of lignin deposits appear on the biomass surface, indicating that NaOH has a mild influence on the biomass surface (Fig. 6a; Additional file 1: Figure S1). When the temperature was increased to 160 °C, lignin deposits form on the biomass surface. In contrast, at 180 °C, the biomass surface becomes rough, with more exposed cellulose fibres, due to the more complete removal of hemicellulose and lignin (Fig. 6c). When pretreatment temperature was enhanced to 200 °C, a different type of lignin deposit was observed on the biomass surface (Fig. 6d). Despite the fact that similar amounts of lignin in solid fraction of Miscanthus are reduced after various 0.2 M NaOH pretreatments (Fig. 6), the impacts of alkali on the biomass surface are remarkably distinctive at different temperatures.

Surface images obtained by SEM on Miscanthus treated with 0.2 M NaOH pretreatment under various temperature; microwave power: 300 W; magnification scale bar: 5μm. a 130 °C; b 160 °C; c 180 °C; d 200 °C
Mild water and acid conditions do not change the surface of Miscanthus particles (data not shown). Figure 7 shows the surface images of Miscanthus after water pretreatment and 0.2 M H2SO4 pretreatment at 200 °C. Parallel strips appear on the biomass surface, in addition to the appearance of lignin deposits. Higher magnification shows (Fig. 7c) that the size of these deposits is larger than those observed with NaOH pretreatment at 200 °C (Additional file 1: Figure S1d). Samples treated with H2SO4 at 200 °C were carbonized with characteristic spheres appearing on biomass surface [57].

Surface images obtained by SEM on Miscanthus treated with water and 0.2 M H2SO4 pretreatment at 200 °C; microwave power: 300 W. a Water pretreatment; magnification bar scale was 5 μm; b 0.2 M H2SO4 pretreatment; magnification bar scale is 5 μm; c water pretreatment; magnification bar scale is 1 μm; d 0.2 M H2SO4 pretreatment; magnification bar scale is 1 μm
Simultaneous saccharification fermentation (SSF) of hydrothermal-microwave pre-treated samples
The sugar mixtures resulting from biomasses pretreated using different processing alternatives can be more or less amenable to fermentation into ethanol. We investigated the ethanol production of Miscanthus after microwave pretreatment at 180 °C using SSF. We choose this temperature due to the larger effect observed in lignin and hemicellulose removal, and changed the retention times in the microwave to vary the energy applied on the samples. Figure 8 shows the time course of ethanol production in SSF of Miscanthus with or without microwave assisted pretreatment. Water pretreated Miscanthus gives rise to very low ethanol production, regardless of the increasing pretreatment time and incubation time (Fig. 8a). In the case of H2SO4 pretreatment, dramatic differences can be observed when holding time was increased from 5 to 20 min (Fig. 8b). Ethanol production was 143 mg/g biomass when pretreatment holding time was 5 min. Longer pretreatment holding time reduced ethanol production drastically. It could be due to the inhibitors which are produced in the pretreatment process, such as furfural and 5-hydroxymethylfurfural [58]. The other explanation is that the majority of digestible sugars are released during the pretreatment process, meaning the left biomass residue is less digestible. The biomass was washed with ethanol in order to remove possible inhibitors produced in the pretreatment process. Therefore, the first explanation is less likely. The result here is in agreement with the previous results of digestibility study that H2SO4 pretreated biomass material is less digestible (Fig. 4c). However, NaOH has a completely different effect. As can be seen from Fig. 8c, when pretreatment time is 5 min, very small amount of ethanol is produced. When the pretreatment time increases from 10 to 20 min, significant amount of ethanol is increasingly produced. An outstanding amount of ethanol production (152 mg/g biomass) is obtained when pretreatment time is 15 min and incubation time is 48 h. The results are in good agreement with previous digestibility study and biomass morphological study that biomass is more digestible due to NaOH performance on biomass structure (Figs. 4c, 6c).

Ethanol production of untreated and pre-treated Miscanthus over 48 h incubation time; a water pretreatment; b H2SO4 pretreatment; c NaOH pretreatment
Conclusion
Miscanthus is one of the most promising energy crops in Europe and improving processing alternatives is a priority for second generation biofuel production. In this work, we tested microwave assisted pretreatments in the presence of water, H2SO4 and NaOH. Different temperature was assayed here, and the maximum sugar yield (73 %) is obtained by using 0.2 M H2SO4 at 180 °C, which is 17 times higher than conventional heating pretreatment within half time less. It was highlighted that xylose and glucose were selectively produced by tuning pretreatment temperature or media, and significant amount of glucose (yield: 47 %) was obtained from available carbohydrate when 0.2 M H2SO4 was used for pretreatment under 180 °C. The temperature has a strong influence on the lignin removal process, as different form of lignin deposits are observed from SEM images of biomass surface. Additionally, lignin removal process was improved with microwave assistance, especially in the case of H2O and H2SO4. Due to the effective removals of lignin and hemicellulose, NaOH pretreatment significantly enhances Miscanthus digestibility, which was up to 10 times higher than that of untreated Miscanthus. It is worth mentioning that the fermentability of pretreated Miscanthus is more than 7 times higher than that of untreated biomass, and it can be optimized by changing pretreatment media and pretreatment time. Morphological study showed more exposed biomass fibres characteristic after 0.2 M NaOH pretreatment at 180 °C, which is a very important feature for following enhanced biomass digestibility. Temperature plays a significant role in pretreatment process. Under microwave conditions, 180 °C is a crucial point in the biomass degradation process, as the polar groups could be involved in a localized rotation in the microwave radiation and promote biomass degradation [41]. In our study, remarkable sugar yields and promising bioethanol production were achieved at 180 °C, which was identified as the optimal condition for our microwave assisted pretreatment. Overall, this work extensively studied the microwave assisted pretreatment for Miscanthus, and the results showed promising potential of using Microwave to assist thermo-chemical conversion of biomass to second generation biofuels.
Methods
Untreated biomass material and constituents
Miscanthus giganteus was grown under field conditions near York, UK, and harvested at maturity. The biomass was ground using a hammer mill to produce and average particle size of 100 μm × 57 μm. The biomass compositions of untreated Miscanthus are cellulose (34 % ± 2.5 %), hemicellulose (42 ± 2.8 %), lignin (30.4 ± 2 %) and ash (0.83 ± 0.03 %).
Microwave pretreatment methods
The pretreatment was conducted in a CEM Discover microwave machine (CEM Discover SP-D, US). The CEM microwave reactor vessel (30 ml) was charged with 0.4 g of Miscanthus and 16 ml H2SO4 or NaOH solution (0.2, 0.4 and 1). Pretreatment was carried out at various temperatures between 130 and 200 °C for a period of 20 min. After pretreatment, the liquid fraction was separated from biomass solid fraction by filtration. Liquid fraction was neutralized with 150 mM Ba(OH)2 or 1 M HCl. The solid fraction was rinsed with absolute ethanol (3 × 10 ml) and dried at 50 °C overnight.
The CEM MARS 6 (CEM, US) was used for the scale up microwave pretreatment in order to perform Simultaneous saccharification and fermentation (SSF). 3 g of Miscanthus and 80 ml H2SO4 (0.2 M) or NaOH solution (0.2 M) were added in a 100 ml reaction vessel. The pretreatment was carried out at 180 °C for various holding time (5–20 min). Same procedures (separation, washing and drying) as above were performed in order to conduct SSF.
Analysis of carbohydrates in liquid fraction
The liquid fraction resulting from alkaline and acid pretreatments was neutralized by 1 M HCl or 1 M NaOH solutions, respectively. Then monosaccharide in the liquid fraction was analysed by High Performance Ion Exchange Chromatography (Dionex, ICS-3000PC, Thermal scientific, USA) equipped with electrochemical detector to quantify the sugar content [59].
Hemicellulose content
Hemicellulose was analysed by using the method developed by Foster et al. [60]. 4 mg of biomass were hydrolysed using 0.5 ml 2 M TFA. After flushing the vial with dry Argon, the vials were heated at 100 °C for 4 h. TFA was removed completely by centrifugal evaporation with fume extraction overnight. Then the biomass was washed with 500 μl of Propan-2-ol twice. The samples were re-suspended in 200 μl of deionised water. After thorough mixing, the supernatant was put into a new tube for analysis using Dionex in order to measure monosaccharides in hemicellulose.
Lignin quantification
Lignin was quantified as follows: 3.5 mg of un/pretreated biomass was dissolved in 250 μl acetyl bromide solution (25 % v/v acetyl bromide/glacial acetic acid), then 1 ml 2 M NaOH and 175 µl hydroxylamine HCl in a 5 ml volumetric flask were added. The solution was taken to 5 ml with acetic acid and diluted 10 times. The absorbance was read at 280 nm and the percentage of lignin calculated using the following formula [61]:
Coefficient = 17.75; path length = 1 cm; total volume = 5 ml; biomass = 3.5 mg.
Analysis of crystalline cellulose
To determine the percentage of crystalline cellulose in biomass, 10 mg untreated or pre-treated biomass was hydrolysed using 500 µl 2 M TFA (trifluoroacetic acid) at 100 °C for 4 h. The solids were subsequently hydrolysed using Acetic acid:Nitric Acid:Water (8:1:2 v/v) at 100 °C for 30 min. Finally, the resulting residue was hydrolysed into glucose using 175 µl 72 % H2SO4 at room temperature for 45 min and then diluted to 3.2 % H2SO4 and heated at 120 °C for 2 h. Anthrone assay was used to quantify corresponding glucose [60].
Analysis of biomass digestibility
The digestibility of biomass was investigated by using a high throughput saccharification assay which is based on a robotic platform that can carry out the enzymatic digestion and quantification of the released sugars in a 96-well plate format. Enzymatic hydrolysis was carried out using an enzyme cocktail with a 4:1 (v/v) ratio of Celluclast and Novozyme 188 (both Novozymes, Bagsvaerd, Denmark). The enzymes were filtered using a Hi-Trap desalting column (GE Healthcare, Little Chalfont, Buckinghamshire, UK) before use. 0.1 mg biomass was hydrolysed for 8 h with 250 μl enzyme cocktail, in 250 ml of 25 mM sodium acetate buffer at pH 4.5, at 30 °C. Determination of sugars released after hydrolysis was performed using a modification of the method by Anton and Barrett using 3-methyl-2-benzothiazolinonehydrozone (MTBH) [62].
Morphological studies
Morphological characteristics of the raw materials and pre-treated biomass residue were studied using a scanning electron microscope fitted with tungsten filament cathode (JEOL, JSM-6490LV, Japan). Samples were sputter-coated with 7 nm Au/Pd to facilitate viewing by SEM. Images were obtained under vacuum, using a 5 kV accelerating voltage and a secondary electron detector.
Simultaneous saccharification and fermentation (SSF)
The SSF experiments were performed in 100 ml conical flask with 1 g of untreated/pre-treated biomass, 10.75 ml sterile water, 0.250 ml NaOAc buffer, 1 ml enzyme solution (4:1 v/v ratio of Celluclast and Novozyme 188, Novozymes, Bagsvaerd, Denmark), 1.365 ml ATCC medium, and 200 μl yeast extract (the yeast was grown until optical density 5 and added). The flasks were incubated for 48 h in a shaking incubator under at 30 °C and 150 rpm. Samples for ethanol determination were collected after 1, 6, 24, 48 h in GC vials containing 500 µL of 1 M sodium chloride and 0.04 % 1-propanol. Ethanol concentrations at different time points were measured by using a standard curve of ethanol.
Abbreviations
- TFA:
-
trifluoroacetic acid
- SSF:
-
simultaneous saccharification and fermentation
References
Ragauskas AJ, Williams CK, Davison BH, Britovsek G, Cairney J, Eckert CA, Frederick WJ, Hallett JP, Leak DJ, Liotta CL et al (2006) The path forward for biofuels and biomaterials. Science 311(5760):484–489
Arthur J, Ragauskas MN, Kim DH, Eckert Charles A, Hallett Jason P, Liotta CL (2006) From wood to fuels: integrating biofuels and pulp production. Ind Biotechnol 2(1):55–65
Bensah EC, Mensah M (2013) Chemical pretreatment methods for the production of cellulosic ethanol: technologies and innovations. Int J Chem Eng 2013:21
Rivers DB, Emert GH (1987) Lignocellulose pretreatment—a comparison of wet and dry ball attrition. Biotechnol Lett 9(5):365–368
Sun Y, Cheng JY (2002) Hydrolysis of lignocellulosic materials for ethanol production: a review. Bioresour Technol 83(1):1–11
Kovacs K, Macrelli S, Szakacs G, Zacchi G (2009) Enzymatic hydrolysis of steam-pretreated lignocellulosic materials with Trichoderma atroviride enzymes produced in-house. Biotechnol Biofuels 2:14.doi:10.1186/1754-6834-2-14
Balat M, Balat H, Oz C (2008) Progress in bioethanol processing. Prog Energ Combust 34(5):551–573
Alizadeh H, Teymouri F, Gilbert TI, Dale BE (2005) Pretreatment of switchgrass by ammonia fiber explosion (AFEX). Appl Biochem Biotech 121:1133–1141
Wang W, Yuan TQ, Wang K, Cui BK, Dai YC (2012) Combination of biological pretreatment with liquid hot water pretreatment to enhance enzymatic hydrolysis of Populus tomentosa. Bioresour Technol 107:282–286
Kim KH, Hong J (2001) Supercritical CO2 pretreatment of lignocellulose enhances enzymatic cellulose hydrolysis. Bioresour Technol 77(2):139–144
Schacht C, Zetzl C, Brunner G (2008) From plant materials to ethanol by means of supercritical fluid technology. J Supercrit Fluids 46(3):299–321
Morais ARC, da Costa Lopes AM, Bogel-Łukasik R (2015) Carbon dioxide in biomass processing: contributions to the green biorefinery concept. Chem Rev 115(1):3–27
Nikolic S, Mojovic L, Rakin M, Pejin D, Pejin J (2011) Utilization of microwave and ultrasound pretreatments in the production of bioethanol from corn. Clean Techn Environ Policy 13(4):587–594
Xu N, Zhang W, Ren SF, Liu F, Zhao CQ, Liao HF, Xu ZD, Huang JF, Li Q, Tu YY et al (2012) Hemicelluloses negatively affect lignocellulose crystallinity for high biomass digestibility under NaOH and H2SO4 pretreatments in Miscanthus. Biotechnol Biofuels 5:58
Canilha L, Santos VTO, Rocha GJM, Silva JBAE, Giulietti M, Silva SS, Felipe MGA, Ferraz A, Milagres AMF, Carvalho W (2011) A study on the pretreatment of a sugarcane bagasse sample with dilute sulfuric acid. J Ind Microbiol Biot 38(9):1467–1475
Kaar WE, Holtzapple MT (2000) Using lime pretreatment to facilitate the enzymic hydrolysis of corn stover. Biomass Bioenergy 18(3):189–199
da Costa Lopes AM, Bogel-Łukasik R (2015) Acidic ionic liquids as sustainable approach of cellulose and lignocellulosic biomass conversion without additional catalysts. Chemsuschem 8(6):947–965
da Costa Lopes A, Joao K, Morais AR, Bogel-Lukasik E, Bogel-Lukasik R (2013) Ionic liquids as a tool for lignocellulosic biomass fractionation. Sustain Chem Process 1(1):3
Chen L, Sharifzadeh M, Mac Dowell N, Welton T, Shah N, Hallett JP (2014) Inexpensive ionic liquids: [HSO4]–based solvent production at bulk scale. Green Chem 16(6):3098–3106
Agnieszka Brandt JG, Hallett JP, Welton T (2012) Deconstruction of lignocellulosic biomass with ionic liquids. Green Chem 15:550–583
Ju Y-H, Huynh L-H, Kasim NS, Guo T-J, Wang J-H, Fazary AE (2011) Analysis of soluble and insoluble fractions of alkali and subcritical water treated sugarcane bagasse. Carbohydr Polym 83(2):591–599
Rezende CA, de Lima MA, Maziero P, deAzevedo ER, Garcia W, Polikarpov I (2011) Chemical and morphological characterization of sugarcane bagasse submitted to a delignification process for enhanced enzymatic digestibility. Biotechnol Biofuels 4:1–18
Hong B, Xue GX, Weng LQ, Guo X (2012) Pretreatment of moso bamboo with dilute phosphoric acid. Bioresources 7(4):4902–4913
Chen W-H, Tu Y-J, Sheen H-K (2011) Disruption of sugarcane bagasse lignocellulosic structure by means of dilute sulfuric acid pretreatment with microwave-assisted heating. Appl Energy 88(8):2726–2734
Jensen JR, Morinelly JE, Gossen KR, Brodeur-Campbell MJ, Shonnard DR (2010) Effects of dilute acid pretreatment conditions on enzymatic hydrolysis monomer and oligomer sugar yields for aspen, balsam, and switchgrass. Bioresour Technol 101(7):2317–2325
Mittal A, Katahira R, Himmel ME, Johnson DK (2011) Effects of alkaline or liquid-ammonia treatment on crystalline cellulose: changes in crystalline structure and effects on enzymatic digestibility. Biotechnol Biofuels 4:41. doi:10.1186/1754-6834-4-41
Banerjee G, Car S, Scott-Craig JS, Hodge DB, Walton JD (2011) Alkaline peroxide pretreatment of corn stover: effects of biomass, peroxide, and enzyme loading and composition on yields of glucose and xylose. Biotechnol Biofuels 4:16. doi:10.1186/1754-6834-4-16
Keshwani DR, Cheng JJ (2010) Microwave-based alkali pretreatment of switchgrass and coastal bermudagrass for bioethanol production. Biotechnol Progr 26(3):644–652
Gupta R, Lee YY (2010) Investigation of biomass degradation mechanism in pretreatment of switchgrass by aqueous ammonia and sodium hydroxide. Bioresour Technol 101(21):8185–8191
Zhu S, Wu Y, Yu Z, Chen Q, Wu G, Yu F, Wang C, Jin S (2006) Microwave-assisted alkali pre-treatment of wheat straw and its enzymatic hydrolysis. Biosyst Eng 94(3):437–442
de la Hoz A, Diaz-Ortiz A, Moreno A (2005) Microwaves in organic synthesis. Thermal and non-thermal microwave effects. Chem Soc Rev 34(2):164–178
Lancaster M (2002) Green chemistry: an introductory text. R Soc Chem, Cambridge
Macquarrie DJ, Clark JH, Fitzpatrick E (2012) The microwave pyrolysis of biomass. Biofuels Bioprod Biorefin 6(5):549–560
Lu X, Xi B, Zhang Y, Angelidaki I (2011) Microwave pretreatment of rape straw for bioethanol production: focus on energy efficiency. Bioresour Technol 102(17):7937–7940
Wu YY, Fu ZH, Yin DL, Xu Q, Liu FL, Lu CL, Mao LQ (2010) Microwave-assisted hydrolysis of crystalline cellulose catalyzed by biomass char sulfonic acids. Green Chem 12(4):696–700
Ma H, Liu WW, Chen X, Wu YJ, Yu ZL (2009) Enhanced enzymatic saccharification of rice straw by microwave pretreatment. Bioresour Technol 100(3):1279–1284
Lee W-C, Kuan W-C (2015) Miscanthus as cellulosic biomass for bioethanol production. Biotechnol J 10(6):840–854
Zhu SD, Wu YX, Yu ZN, Zhang X, Li H, Gao M (2006) The effect of microwave irradiation on enzymatic hydrolysis of rice straw. Bioresour Technol 97(15):1964–1968
Luo J, Cai M, Gu T (2013) Pretreatment of lignocellulosic biomass using green ionic liquids. In: Gu T (ed) Green biomass pretreatment for biofuels production. Springer, Netherlands, pp 127–153
Budarin VL, Clark JH, Lanigan BA, Shuttleworth P, Macquarrie DJ (2010) Microwave assisted decomposition of cellulose: a new thermochemical route for biomass exploitation. Bioresour Technol 101(10):3776–3779
Fan JJ, De Bruyn M, Budarin VL, Gronnow MJ, Shuttleworth PS, Breeden S, Macquarrie DJ, Clark JH (2013) Direct microwave-assisted hydrothermal depolymerization of cellulose. J Am Chem Soc 135(32):11728–11731
Ju YH, Huynh LH, Kasim NS, Guo TJ, Wang JH, Fazary AE (2011) Analysis of soluble and insoluble fractions of alkali and subcritical water treated sugarcane bagasse. Carbohydr Polym 83(2):591–599
Lee YY, Iyer P, Torget RW (1999) Dilute-acid hydrolysis of lignocellulosic biomass. In: Tsao GT, Brainard AP, Bungay HR, Cao NJ, Cen P, Chen Z, Du J, Foody B, Gong CS, Hall P (eds) Recent progress in bioconversion of lignocellulosics, vol 65. Springer, Berlin, pp 93–115
Jing Q, Lu XY (2008) Kinetics of non-catalyzed decomposition of glucose in high-temperature liquid water. Chin J Chem Eng 16(6):890–894
Girisuta B, Janssen LPBM, Heeres HJ (2006) Green chemicals: a kinetic study on the conversion of glucose to levulinic acid. Chem Eng Res Des 84(5):339–349
Moller M, Schroder U (2013) Hydrothermal production of furfural from xylose and xylan as model compounds for hemicelluloses. Rsc Adv 3(44):22253–22260
Jing Q, Lü X (2007) Kinetics of non-catalyzed decomposition of d-xylose in high temperature liquid water*. Chin J Chem Eng 15(5):666–669
Yu G, Afzal W, Yang F, Padmanabhan S, Liu Z, Xie H, Shafy MA, Bell AT, Prausnitz JM (2014) Pretreatment of Miscanthus × giganteus using aqueous ammonia with hydrogen peroxide to increase enzymatic hydrolysis to sugars. J Chem Technol Biotechnol 89(5):698–706
Haverty D, Dussan K, Piterina AV, Leahy JJ, Hayes MHB (2012) Autothermal, single-stage, performic acid pretreatment of Miscanthus x giganteus for the rapid fractionation of its biomass components into a lignin/hemicellulose-rich liquor and a cellulase-digestible pulp. Bioresour Technol 109:173–177
Gómez L, Vanholme R, Bird S, Goeminne G, Trindade L, Polikarpov I, Simister R, Morreel K, Boerjan W, McQueen-Mason S (2014) Side by side comparison of chemical compounds generated by aqueous pretreatments of maize stover, Miscanthus and sugarcane bagasse. Bioenerg Res 7(4):1466–1480
Donohoe BS, Decker SR, Tucker MP, Himmel ME, Vinzant TB (2008) Visualizing lignin coalescence and migration through maize cell walls following thermochemical pretreatment. Biotechnol Bioeng 101(5):913–925
Chang VS, Nagwani M, Kim CH, Holtzapple MT (2001) Oxidative lime pretreatment of high-lignin biomass—poplar wood and newspaper. Appl Biochem Biotech 94(1):1–28
Mosier N, Wyman C, Dale B, Elander R, Lee YY, Holtzapple M, Ladisch M (2005) Features of promising technologies for pretreatment of lignocellulosic biomass. Bioresour Technol 96(6):673–686
Li JB, Henriksson G, Gellerstedt G (2007) Lignin depolymerization/repolymerization and its critical role for delignification of aspen wood by steam explosion. Bioresour Technol 98(16):3061–3068
Selig MJ, Viamajala S, Decker SR, Tucker MP, Himmel ME, Vinzant TB (2007) Deposition of lignin droplets produced during dilute acid pretreatment of maize stems retards enzymatic hydrolysis of cellulose. Biotechnol Progr 23(6):1333–1339
Fan J, Debruyn M, Zhu Z, Budarin V, Gronnow M, Gomez LD, Macquarrie D, Clark J (2013) Microwave-enhanced formation of glucose from cellulosic waste. Chem Eng Process Process Intensif 71:37–42
Titirici M-M, Antonietti M, Baccile N (2008) Hydrothermal carbon from biomass: a comparison of the local structure from poly- to monosaccharides and pentoses/hexoses. Green Chem 10(11):1204–1212
Larsson S, Palmqvist E, Hahn-Hägerdal B, Tengborg C, Stenberg K, Zacchi G, Nilvebrant N-O (1999) The generation of fermentation inhibitors during dilute acid hydrolysis of softwood. Enzyme Microb Tech 24(3–4):151–159
Jones L, Milne JL, Ashford D, McQueen-Mason SJ (2003) Cell wall arabinan is essential for guard cell function. Proc Natl Acad Sci USA 100(20):11783–11788
Foster CE, Martin TM, Pauly M (2010) Comprehensive compositional analysis of plant cell walls (lignocellulosic biomass) Part II: carbohydrates. J Vis Exp 37:e1837. doi:10.3791/1837
Foster CE, Martin TM, Pauly M (2010) Comprehensive compositional analysis of plant cell walls (lignocellulosic biomass) Part I: lignin. J Vis Exp 37:e1745. doi:10.3791/1745
Gomez LD, Whitehead C, Barakate A, Halpin C, McQueen-Mason SJ (2010) Automated saccharification assay for determination of digestibility in plant materials. Biotechnol Biofuels 3(1):23
Authors’ contributions
DJM and LDG planned the pre-treatments. ZZ carried out the pretreatments and the determination of monosaccharides, chemical compositions, scanning electron microscopy study and SSF, as well as the analysis of the results. RH measured biomass digestibility. ZZ, DJM and LDG prepared the manuscripts. SMM coordinated the overall study. All authors suggested modifications to the draft. All authors read and approved the final manuscript.
Acknowledgements
The present work was funded by the European Community’s Seventh Framework Programme SUNLIBB (FP7/2007-2013) under the grant agreement no. 251132. The authors gratefully acknowledge Dr Andrew Hunt for advising and support.
Compliance with ethical guidelines
Competing interests The authors declare that they have no competing interests.
Author information
Authors and Affiliations
Corresponding author
Additional files
40508_2015_41_MOESM1_ESM.jpg
Additional file 1: Figure S1. Surface images obtained by SEM on Miscanthus treated with 0.2 M NaOH pretreatment under various temperature; microwave power: 300 W; magnification scale bar: 1 μm. a 130 °C; b 160 °C; c 180 °C; d 200 °C.
40508_2015_41_MOESM2_ESM.docx
Additional file 1: Table S1. Standard deviation table for hemicellulose percentage in biomass.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made. The Creative Commons Public Domain Dedication waiver (http://creativecommons.org/publicdomain/zero/1.0/) applies to the data made available in this article, unless otherwise stated.
About this article

{kind=link}
{kind=link}
Cite this article
Zhu, Z., Macquarrie, D.J., Simister, R. et al. Microwave assisted chemical pretreatment of Miscanthus under different temperature regimes. Sustain Chem Process 3, 15 (2015). https://doi.org/10.1186/s40508-015-0041-6
Received:
Accepted:
Published:
DOI: https://doi.org/10.1186/s40508-015-0041-6