
Abstract
Background
5-Hydroxymethylfurfural (HMF), an important biobased platform chemical, is accessible by the acid catalysed conversion of biopolymers containing hexoses (cellulose, starch, inulin) and monomeric sugars derived thereof. We here report an experimental study on the uncatalysed, thermal conversion of inulin to HMF in aqueous solutions in a batch set-up.
Results
The reactions were conducted in a temperature range of 153–187°C, an inulin loading between 0.03 and 0.12 g/mL and batch times between 18 and 74 min using a central composite experimental design. The highest experimental HMF yield in the process window was 35 wt% (45 mol%), which is 45% of the theoretical maximum (78 wt%). The HMF yields were modeled using a statistical approach and good agreement between experiment data and model was obtained. The possible autocatalytic role of formic acid (FA) and levulinic acid, two main byproducts, was probed by performing reactions in the presence of these acids and it was shown that particularly FA acts as a catalyst.
Conclusions
Inulin is an interesting feed for the synthesis of HMF in water. A catalyst is not required, though autocatalytic effects of FA play a major role and also affect reaction rates and product yields.
Graphical abstract

Similar content being viewed by others


Background
Biomass has been identified as an attractive alternative for crude oil, natural gas and coal to produce fuels and chemicals. When considering biobased chemicals, particularly the carbohydrate fraction (cellulose and hemicellulose) of lignocellulosic biomass shows high potential. An example of a biobased chemical is 5-hydroxymethylfurfural (HMF), which has been classified as one of the top 12 biobased chemical from biomass by the US department of Energy (DOE) [1, 2]. HMF is a very versatile building block for biofuels or biofuel additives [3, 4], solvents, surface-active agents, fungicides [5] and for interesting monomers for the plastics industry [1, 6, 7].
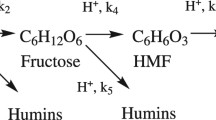
5-Hydroxymethylfurfural may be synthesised from of a wide range of hexoses by elimination of three water molecules (Scheme 1, example for d-fructose).

A simplified reaction scheme for HMF formation.
Conventionally, the reaction is carried out in water using a Brönsted acid with d-fructose as the preferred carbohydrate source [8–20]. Hydrochloric acid and sulfuric acid are the most commonly used Brönsted acids. Kuster [21], reported that d-fructose is more reactive and selective towards to HMF than d-glucose and a HMF yield from d-fructose of 68% was reported using HCl as the catalyst (Cfruct = 9 wt%, 1.5 h). Yields in water are less than quantitative due to the formation of insoluble byproducts (humins) and a subsequent reaction of HMF to levulinic acid (LA) and formic acid (FA, Scheme 1). Two main reaction mechanisms have been proposed for the reaction in water, one involving acyclic intermediates and another with cyclic intermediates [22].
Considerable progress has been made to enhance HMF yields, among others by using solvents other than water and the use of advanced catalysts [8]. Typical homogeneous Brönsted catalysts (mineral acids) have the advantage that they are relatively cheap, though recycling is often cumbersome. As such, heterogeneous catalysts could be beneficial and have been tested in detail. However, catalyst lifetime needs to be established and a major concern is the deposition of humin substances on the heterogeneous catalysts leading to irreversible catalyst deactivation. Examples of solvents other than water tested for the reaction include acetone [17], methanol [17], toluene [23] and dimethyl sulfoxide (DMSO) [24]. Among them, reactions in DMSO give essentially quantitative HMF yields [8], though down-stream processing is considerably more complicated than with water and is a critical issue.
Despite these advances, efficient, economically viable routes to produce HMF from d-fructose have not yet been commercialised. Bicker et al. [17] estimated an HMF cost price of 2 €/kg, using the assumption that d-fructose is available at a price of 0.5 €/kg. Torres et al., [25] reported that the manufacturing costs of HMF are between 1.97 and 2.43 $/kg, depending on the solvent used, based on a d-fructose price of 0.55 $/kg and 7000 ton/year HMF production unit. An HMF price of around 1.00 $/kg is considered a good starting point to allow its use in bulk-scale chemical applications.
The major variable cost item in the economic evaluations for HMF manufacture is the cost of the d-fructose feed. As such, the identification of low priced d-fructose alternatives is of high importance for the development of techno-economically viable routes to HMF. Alternative feeds are biopolymers enriched in d-fructose units, which are likely cheaper than purified d-fructose. An interesting biopolymer is inulin, an oligosaccharide consisting of mainly fructose units, in some cases capped with a glucose unit [6, 15, 26]. Inulin can be extracted from plants, examples are jerusalem artichoke [27–31], chicory [28–31] and dahlia tubers [28–31]. Of particular interest are the Jerusalem artichoke and chicory, which are reported to have a high inulin content of up to 20% on fresh weight [32].
A number of studies have been performed on the catalysed inulin conversion to HMF in water, the solvent of choice in the current investigation (Table 1). Temperatures are typically between 80 and 200°C, reaction times vary between minutes and 3 h, and intakes of inulin are between 5 and 10 wt% on solvent. A range of catalysts has been applied, varying form homogeneous (H2CO3, formed in situ by CO2 addition) to heterogeneous catalysts. Reactions not only have been performed in water but also in water-organic solvent mixtures and ionic liquids. Highest HMF yields (88 mol% on inulin) were reported by Hu et al. [33] using DMSO as the solvent.
We here report a study on the conversion of inulin to HMF using water as the solvent in the absence of a catalyst. In this way, catalyst recycle procedures are eliminated and drawbacks of heterogeneous catalysts (among others deactivation by humin deposition) are avoided. Water was selected as the solvent of choice, as it is environmentally benign, is a good solvent for many carbohydrates and it is cheap, nontoxic, and nonflammable [39–42].
A number of studies have been reported on the uncatalysed conversion of d-fructose to HMF (Table 2). For inulin, very limited information is available in the literature. The only paper is by Wu et al. [34] who reported an HMF yield of 48% (200°C, inulin loading of 5 wt% and 1 h reaction time).
Thus, it can be concluded that a detailed study on the effect of process conditions on HMF yields for the thermal decomposition of inulin in water has not been reported to date. We here report a systematic study on the effect of process conditions like reaction time, inulin intake and reaction temperature on the HMF yield. A total of 24 batch experiments were performed using a composite design. The data were analysed statistically and a model was developed to describe the HMF yield versus process conditions. Finally, possible autocatalytic effects of organic acids (FA and LA) on the rates of reactions and HMF yields were explored.
Experimental section
Chemicals
Inulin from Dahlia tubers was purchased from Acros Organic (Geel, Belgium). d-Fructose (99%) and LA (≥97%) were obtained from Acros Organic (Geel, Belgium). Formic acid (≥95%) and d-glucose (≥99.5%) were purchased from Merck KGaA (Darmstadt, Germany). HMF (≥99%) was obtained from Sigma Aldrich (Steinheim, Germany). 2,5-Dihydroxybenzoic acid (DHB) (≥99%) was purchased from Fluka (Deisenhofen, Germany). All chemicals were used without purification. De-ionized water was used to prepare the solutions.
Experimental procedures
The experimental procedures are based on previous research by our group (Girisuta et al. [19]). In a typical experiment, the pre-determined amount of inulin and de-ionized water (4 mL) were loaded to glass ampoules with an internal diameter of 5 mm, a length of 15 cm and thickness of 1.5 mm. The ampoules were sealed with a torch.
For the exploratory experiments, a series of ampoules was placed in a rack in a heating oven (Heraeus Instruments Type UT6060) at constant temperature. At different reaction times, an ampoule was taken from the oven and quickly quenched in cold water to stop the reaction. The experiments carried out in the framework of the experimental design were individually performed in an oven (Heraeus Instruments Type UT6060) at the pre-set temperature. For the autocatalytic experiments with LA and FA, a series of ampoules were filled with inulin (0.1 g/mL) and the appropriate amount of each acid (0 or 0.1 M) and placed in an oven [Binder, APT Line™ FD (E2)] at 180°C for a predetermined reaction time. The experiments were repeated at different reaction times allowing construction of an HMF yield versus time plot for each individual organic acid and the blank experiment. All experiments were conducted in duplicate and the average value is taken. The outcome of the autocatalytic experiments cannot be compared directly with that of the screening and experimental design experiments as the heating up profile (temperature versus time) for both ovens differs.
After reaction, the ampoules were opened and the reaction mixture was taken out, and centrifuged for about 10–30 min to remove the solids. The liquid product was diluted with demi water before analysis.
The composition of the inulin sample and particularly the type and amount of C6-sugars was determined by an acid-catalysed hydrolysis reaction. For this purpose, inulin (2.5 g) was dissolved at 70°C in 150 mL of water under stirring. The pH was adjusted to 1.4–1.6 by adding HCl (12 M). Then, the solution was placed in a water-bath for 30 min at 90°C. A liquid sample was taken and analysed by HPLC.
Analysis
Matrix assisted laser desorption ionization-time of flight mass spectrometry (MALDI-TOF MS) on a Voyager-DE PRO was used to determine the molecular weight of the inulin sample. DHB was used as the matrix.
HPLC was used to identify and quantify the liquid product from the reactions. The HPLC system consisted of a Hewlett Packard 1050 pump, a Bio-Rad organic acid column Aminex HPX-87H and a Water 410 differential refractive index detector. A sulfuric acid solution (5 mM) was used as the eluent with a constant flow rate of about 0.55 cm3/min. The column was operated at 60°C. The HPLC was calibrated with solutions of the pure compounds at a range of concentrations. Using the chromatogram peak area and the external calibration curves, the concentrations of components in the liquid phase were determined.
Definitions
The HMF yield (yHMF) is defined according to Eq. (1) and reported on a weight basis.
here, CHMF represents HMF concentration (mol/L) at a certain time t, MHMF is the molecular weight of HMF (g/mol), V represents the liquid volume (L) and win represents the intake of inulin (g).
The yield of HMF was converted from wt% to mol% by assuming that inulin consists of linked glucose/fructose units (C6H10O5) which react to HMF according to the following stoichiometry:
As such, the maximum yield of HMF is 78 wt%. Thus, the yield of HMF in mol% may be calculated from the yield in wt% by dividing the latter by 0.78.
Statistical modelling
The optimisation experiments were modeled using Design-Expert 7 software (Stat-Ease). The yield of HMF (YHMF) was modeled using a standard expression as given in Eq. (3):
The independent variables (inulin intake, temperature and reaction time) are represented by the indices 1–3. The regression coefficients were obtained by statistical analyses of the data. Significance of factors was determined by their p value in the ANOVA analyses. A factor was considered significant if the p value was lower than 0.05, meaning that the probability of noise causing the correlation between a factor and the response is lower than 5%. Insignificant factors were eliminated using backward elimination, and the significant factors were used to model the data.
Result and discussion
Inulin characterization
The molecular weight distribution of the inulin used in this study (Dahlia tubers) was determined by MALDI-TOF/MS, a technique particularly suited for molecular weight determinations of oligosaccharides and polysaccharides [46, 47]. The Mn was found to be 2560, the Mw 3680, indicating an average degree of polymerisation (DP) of about 16. Roberfroid [31] reported that the DP of inulin varies according to plant species, weather conditions, and the physiological age of the plant. In chicory, DP values range from 2 to 65, with 15 reported as an average. For inulin from onions, the DP is in the range of 2–12, for Jerusalem artichoke the DP is reported to be <40. Thus, the experimentally determined value of the DP of the inulin sample used in this study is within the ranges reported in the literature.
The d-fructose and d-glucose content of the inulin used in this study were determined by a mild hydrolysis of the samples followed by HPLC analyses of the liquid phase. The fructose content was 94 mol%, the remainder being glucose, giving a fructose to glucose ratio of 15–1. The fructose content is in close agreement with the literature for Dahlia tubers (94.1–96.7 mol%) [48]. Thus, the inulin sample contains mainly of oligomers with d-fructoside units, with each oligomer chain on average capped with a d-glucose molecule, in line with literature data [31].
HMF synthesis from inulin in the absence of a catalyst
Exploratory experiments on the thermal conversion of inulin were performed at 170°C, using an inulin intake of 0.1 g/mL. A typical concentration profile is given in Figure 1. Six water soluble components were identified in the reaction mixtures (HPLC). Three show a clear maximum in the course of the reaction, viz. d-fructose, d-glucose and HMF, and are as such intermediates in the reaction sequence. The final products are LA, FA and acetic acid (AA). In addition, some brown–black insolubles were observed, known as humins, which are always formed during the acid catalysed conversions of carbohydrates in water, either in monomeric or polymeric form [8].

Concentration-time profiles for various compounds during the thermal conversion of inulin in water (170°C, CIn = 0.1 g/mL).
The product composition versus time is in agreement with the reaction network provided in Scheme 2. It involves the saccharification of inulin to the monomeric building blocks (d-fructose and some d-glucose), followed by the reaction of these C6 sugars to HMF. The latter is not inert under reaction conditions and reacts further to LA and FA [18, 19, 49–52].

A simplified reaction scheme for the conversion of inulin to HMF.
Besides these products, acetic acid was detected in small amounts, though not quantified. AA is likely formed by hydrolysis of acetyl side groups in the inulin [53] or alternatively, from further degradation reactions of the intermediates. For instance, Asghari et al. [54] reported the formation of acetic acid (5 mol%) from fructose in subcritical water (200–320°C, residence time of 120 s, Cfruct of 0.05 M, no catalyst).
Effect of process conditions of the uncatalysed conversion of inulin to HMF
To determine and quantify the effect of process variables on the conversion of HMF, 24 experiments were conducted in a batch reactor set up (glass ampoules) using a central composite design. Three independent variables, the temperature (153–187°C), inulin intake (0.03–0.12 g/mL) and reaction time (18–74 min), were explored and the yields of HMF and LA were taken as the dependent variables. The results are provided in Table 3.
The center point of the central composite design was measured six times and the HMF yield was found to be on average 21.4 wt% with a standard deviation of 2.9 wt%. Thus, the reproducibility of the experimental procedure appears to be good.
The highest experimental HMF yield was about 35 wt% (45 mol%, entry 6 in Table 3) and was achieved at 180°C, an inulin intake of 0.05 g/mL and a reaction time of 18 min. Wu et al. [34] reported an HMF yield of 41% at 180°C, an inulin intake of 0.05 g/mL and a reaction time of 2 h. Comparison is cumbersome as conditions are not exactly similar and different starting materials were used (among others, inulin source and related properties like DP).
It is also of interest to compare the results with those obtained for inulin in water with sulphuric acid as the catalyst [55]. In the latter case, the highest experimental yield of HMF was 39.5 wt% (50.6 mol%), obtained at 170°C, 0.17 g/mL inulin intake and an acid concentration of 0.006 M and 20 min reaction time. Thus, the maximum HMF yield for the uncatalysed, thermal reaction within the window of process conditions is only slightly lower than when using a Brönsted acid. The reaction time is in general much longer for the thermal reaction than for the sulphuric acid catalysed reaction. As such, the use of a Brönsted acid catalyst has advantages in terms of reaction rates and as such a smaller reactor will be needed to achieve a certain production rate (kg/h). However, sulphuric acid recycle, complicating the work-up section, is not required for the uncatalysed reaction. Detailed process design studies will be required for both options to evaluate the best approach and these are beyond the scope of the current study.
Statistical modeling
The HMF yield (yHMF) as a function of the independent variables was statistically modelled using the Design-Expert 7 software package. All independent variables (temperature T, intake inulin Cin and reaction time t) were shown to be statistically significant and to have an effect on the HMF yield. The best model for HMF yield is given in Eq. (4) and includes both quadratic and interaction terms. An extended version with more significant numbers for the coefficients to be used for among others reactor engineering studies is given in the Additional file 1. The R-squared of the model is 0.9664, an indication that the model fits the experimental data well.
Analysis of the model variance is given in Table 4. A good agreement between the model and the experimental data was observed, as is shown in the parity plot provided in Figure 2.

Parity plot between the experimental and modelled HMF yields.
With the statistical model available, it is possible to determine the effects of the process conditions on the HMF yield within the design window. To illustrate this, the model predictions for HMF yield for batch times of 30 min (Figure 3, left) and 40 min (Figure 3, right) are given versus the temperature and inulin intake. The yield of HMF is a complex function of the independent variables and it is difficult to draw general conclusions. Though, as expected, the HMF yields after 40 min are lower than for 30 min. This is due to the subsequent reaction of HMF to LA and FA (Scheme 2), leading to a lowering in the HMF yield. The effect of the inulin intake on the HMF yield is also complex in nature and temperature depending. At low temperatures, the HMF yield is slightly higher at higher inulin intakes, whereas the opposite trend is observed at higher temperatures, where a lower inulin intake is favoured.

Modeled HMF yield versus temperature and inulin intake for two batch times (left 30 min; right 40 min).
The occurrence and importance of the consecutive reaction of HMF to LA was also confirmed by considering the LA yield (yLA) versus the process conditions (Table 3). The LA yield was modeled and the results are given in Figure 4 and Table 5. The model equation with an R-square of 0.9464 is given in Eq. (5). An extended version with more significant numbers for the coefficients to be used for among others reactor engineering studies is given in the Additional file 1. The parity plot (Figure 5) reveals good agreement between the model and the experimental data.

Modeled LA yield versus temperature and reaction time at a fixed inulin intake of 0.09 g/mol.

Parity plot between the experimental and modeled LA yield.
As expected on the basis of the reaction network proposed in Scheme 2, the LA yield is higher when using a longer batch time and higher temperatures, see Figure 4 for details.
Possible role of acid formation on HMF yields: autocatalytic effects
During the course of the reactions, organic acids such LA and FA are formed. These acids may act as catalysts for all reactions in the proposed reaction network (Scheme 2). To gain insight in the effect of these organic acids on the reaction rates and product distributions, a number of additional batch experiment was performed using inulin as the starting material and with one of the individual acids (LA or FA) and a combination of LA and FA present at the start of the reaction. The experiments were carried out temperature of 180°C, an acid concentration of 0.1 M, and an inulin loading of 0.1 g/mL. The results are given in Figure 6.

Autocatalytic effect of LA and formic acid on the fructose and HMF yield when using inulin as the feed (180°C, an acid concentration of 0.1 M, and an inulin loading of 0.1 g/mL).
When considering the fructose yield versus time profiles, it is evident that the presence of particularly FA has a positive effect on the rate of reaction of fructose and all fructose reacts away considerably faster when compared to the uncatalysed reaction and the reaction in the presence of LA. A similar trend was found for the HMF yield versus time profiles. Here the presence of FA also leads to a reduction of the time required to reach the maximum HMF yield. The autocatalytic effect of LA is by far less pronounced than for FA and the profiles are essentially similar to the uncatalysed reaction. This, we may conclude that particularly FA has a positive effect on the reaction rates. These findings may be explained by considering the pKA values of both acids, 3.75 for FA and 4.6 for LA, indicating that a stronger Brönsted acid leads to higher reaction rates due to a higher Brönsted acidity of the solution. Thus, the formation of d-fructose and HMF is mainly due to autocatalytic effects of FA. These findings are in line with studies reported in the literature using fructose as the substrate (Table 2). For instance Ranoux et al. [45], showed that the reaction of fructose to HMF is autocatalysed by FA and that the role of LA is by far less pronounced.
An interesting observation is that the maximum HMF yield in the yield-time profile is only slightly dependent on the presence of the organic acids, though evidently the reaction rates are affected. This also seems to be the case for d-fructose, though this is less clear as the fructose concentration may already have reached a maximum before the first sampling point (15 min). Both fructose and HMF are intermediates in the reaction network as given in Scheme 2. The near time independency of the maximum HMF yields as given in Figure 6 (right) suggests that both the rates of inulin hydrolysis to fructose (with oligomeric intermediates), the subsequent formation of HMF and the subsequent reaction to LA and FA are equally affected by the presence of FA, implying a similar reaction order in H+ (likely close to 1) [55].
However, without detailed kinetic studies (including determination of the amount of oligomeric sugars during reaction) it is not possible to draw definite conclusions about the exact mode of action of the organic acids and the way they influence reaction rates and thus the product yields. In addition, also for the thermal reaction, the organic acids are formed in the course of the reaction, resulting in autocatalytic effects that substantially complicate a detailed kinetic analysis.
Conclusions
The uncatalysed, thermal conversion of inulin to HMF in water was studied for a wide range of reaction conditions, including variations in temperature (153–187°C), inulin intake (0.03–0.12 g/mL) and reaction time (18–74 min). Inulin was selected as it contains mainly d-fructose units, which are known to be among the best sugars for HMF synthesis. In addition, inulin has found a wide range of applications, among others, in the food and beverage industry and as such is abundantly available. The global inulin market was 246.5 kilo tons in 2013 and is expected to grow to exceed over 400 kilo tons by 2020 [58].
The highest HMF yield was 35 wt%, corresponding to a 45% yield on a molar basis (180°C, inulin intake of 0.05 g/mL and a reaction time of 18 min). The experimental data were modelled using a statistical approach. The model shows a good fit with the experimental data and allows estimation of the HMF yield as a function of temperature, inulin intake and reaction time. This model may be used for reactor engineering purposes, for instance to optimise the HMF yield in continuous reactors with different degrees of mixing.
Autocatalysis of reaction products (FA and LA) and particularly by FA, the strongest acid, occurs to a significant extent as was shown by separate experiments with inulin in the presence of organic acids. These findings indicate that it may be advantageous regarding HMF yield to perform the reaction in a buffer solution at neutral pH values. These experiments are in progress and will be reported in due course.
Outlook: Besides the use of purified inulin, it also of interest to study the uncatalysed reaction with a real feed containing a high inulin content in order to further reduce the manufacturing costs of HMF. In this respect, the use of Chicory roots as a starting material for HMF production in water is of particular interest as this root has a reported inulin content of up to 20% on dry matter [32]. In addition, it is considered the best crop for inulin production as it has a high inulin yield per hectare (reported between 2.6 and 13.1 ton/ton drymatter chicory roots per hectare [59]) and a regular root facilitating mechanic harvesting. The catalyzed version was reported in a patent from the Süddeutsche Zucker-Aktiengesellschaft, who showed an HMF yield of 13% when using chicory roots for a reaction in water with sulphuric acid as the catalyst (pH of 1.8 at 140°C for 2 h [60]. Further studies will be required to show the proof of concept for the uncatalysed reaction.
References
Werpy T, Petersen G (2004) Top value added chemicals from biomass. US Department of Energy, Springfield
Bozell JJ, Petersen GR (2010) Technology development for the production of biobased products from biorefinery carbohydrates—the US department of energy’s “top 10” revisited. Green Chem 12:539–554
Li C, Zhang Z, Zongbao ZK (2009) Direct conversion of glucose and cellulose to 5-hydroxymethylfurfural in ionic liquid under microwave irradiation. Tetrahedron Lett 50:5403–5405
Roman-Leskhov Y, Barret J, Liu ZY, Dumesic JA (2007) Production of dimethylfuran for liquid fuels from biomass-derived carbohydrates. Nature 447:982–986
Lewkowski J (2001) Synthesis, chemistry and applications of 5-hydroxymethylfurfural and its derivative. ARKIVOC (i):17–54
Corma A, Velty A, Sara I (2007) Chemical routes for the transformation of biomass into chemicals. Chem Rev 107:2411–2502
Chheda JN, Huber GW, Dumesic JA (2007) Liquid-phase catalytic processing of biomass-derived oxygenated hydrocarbons to fuels and chemicals. Angew Chem 46:7164–7183
Boisen A, Christensen T, Fu W, Gorbanev YY, Hansen TS, Jensen JS et al (2009) Process integration for the conversion of glucose to 2,5-furandicarboxylic acid. Chem Eng Res Des 87:1318–1327
van Putten RJ, van der Waal JC, de Jong E, Rasrendra CB, Heeres HJ, de Vries JG (2013) Hydroxymethylfurfural, a versatile platform chemical made from renewable resources. Chem Rev 113:1499–1597
Mednick ML (1962) The Acid-base-catalyzed conversion of aldohexose into 5-(hydroxymethyl)-2-furfural. National Meeting of the American Chemical Society, Chicago
McKibbins S, Harris J, Saeman J (1962) Kinetics of the acid catalyzed conversion of glucose to 5-hydroxymethyl-2-furadehyde and levulinic acid. For Prod J Part V 12:17–23
Kuster BFM (1977) The influence of water concentration on the dehydration of d-fructose. Carbohydr Res 54:177–183
Kuster BFM, Baan HSVD (1977) The influence of the initial and catalyst concentrations on the dehydration of d-fructose. Carbohydr Res 54:165–176
Kuster BFM, Temmink HMG (1977) The Influence of pH and weak-acid anions on the dehydration of d-fructose. Carbohydr Res 54:185–191
Rapph K (1988) Process for preparing pure 5-hydroxymethylfuraldehyde. Patent No. US 4740605, Germany
Seri K, Inoue Y (2001) Catalytic activity of lanthanide(iii) ions for the dehydration of hexose to 5-hydroxymethyl-2-furaldehyde in water. Bull Chem Soc Jpn 74:1145–1150
Bicker M, Hirth J, Vogel H (2003) Dehydration of fructose to 5-hydroxymethylfurfural in sub and supercritical acetone. Green Chem 5:280–284
Watanabe M, Aizawa Y, Iida T, Aida TM, Levy C, Sue K et al (2005) Glucose reactions with acid and base catalysts in hot compressed water at 473 K. Carbohydr Res 340:1925–1930
Girisuta B, Janssen LM, Heeres HJ (2006) A Kinetic study on the conversion of glucose to levulinic acid. Chem Eng Res Des 84(A5):339–349
Tarabanko V, Chernyak MY, Nepomnyashchiy I, Smirnova MA (2006) High temperature 5-hydroxymethylfurfural synthesis in a flow reactor. Chem Sustain Dev 14:49–53
Kuster BFM (1990) 5-Hydroxymethylfurfural. A review focussing on its manufacturing. Starch/Starke 42:314–321
Newth FH (1951) The formation of furan compounds from hexoses. Adv Carbohydr Chem 6:83–106
Musau RM, Munavu RM (1987) The preparation of 5-hydroxymethyi-2-furaldehyde (HMF) from d-fructose in the presence of DMSO. Biomass 13:67–74
Amarasekara AS, Ebede CC (2008) Mechanism of the dehydration of d-fructose to 5-hydroxymethylfurfural in dimethyl sulfoxide at 150°C: an NMR study. Carbohydr Res 343:3021–3024
Torres AI, Daoutidis P, Tsapatsis M (2010) Continuous production of 5-hydroxymethylfurfural from fructose: a design case study. Energy Environ Sci 3:1560–1572
Rosatella AA, Simeonov SP, Frade RFM, Afonso CAM (2011) 5-Hydroxymethylfurfural (HMF) as a building block platform: biological properties, synthesis and synthetic applications. Green Chem 13:754–793
Praznik W, Beck R (1984) Determination of fructan oligomers of degree of polymerization 2–30 by high-performance liquid chromatography. J Chromatogr 303:417–421
Bohm A, Kaiser I, Trebstein A, Henle T (2005) Heat-induced degradation of inulin. Eur Food Res Technol 220:466–471
Kays SJ, Nottingham SF (2008) Biology and chemistry of jerusalem artichoke. CRC Press, Taylor & Francis Group, Boca Raton
Franck A (2002) Technological functionality of inulin and oligofructose. Br J Nutr 87:S287–S291
Roberfroid M (2005) Inulin-type of fructans. CRC Press, Boca Raton
Ricca E, Calabro V, Curcio S, Iorio G (2007) Fructose production by chicory inulin enzymatic hydrolysis: a kinetic study and reaction mechanism. Process Biochem 2007(44):466–470
Hu Z, Liu B, Zhang Z, Chen L (2013) Conversion of carbohydrates into 5-hydroxymethylfurfural catalyzed by acidic ionic liquids in dimethyl sulfoxide. Ind Crop Prod 50:264–269
Wu S, Fan H, Xie Y, Cheng Y, Wang Q, Zhang Z et al (2010) Effect of CO2 on conversion of inulin to 5-hydroxymethylfurfural and propylene oxide to 1, 2-propanediol in water. Green Chem 12:1215–1219
Benvenuti F, Carlini C, Patrono P, Raspolli Galletti AM, Sbrana G, Massucci MA et al (2000) Heterogeneous zirconium and titanium catalysts for the selective synthesis of 5-hydroxymethyl-2-furaldehyde from carbohydrates. Appl Catal A Gen 193:147–153
Carlini C, Patrono P, Gallettia AMR, Sbrana G (2004) Heterogeneous catalysts based on vanadyl phosphate for fructose dehydration to 5-hydroxymethyl-2-furaldehyde. Appl Catal A Gen 2004(275):111–118
Wu Q, Yan Y, Zhang Q, Lu J, Yang Z, Zhang Y et al (2013) Catalytic dehydration of carbohydrates on in situ exfoliatable layered niobic acid in an aqueous system under microwave irradiation. Chem Sustain Chem 6:820–825
Carlini C, Giuttari M, Galletti AMR, Sbrana G, Armaroli T, Busca G (1999) Selective saccharides dehydration to 5-hydroxymethyl-2-furaldehyde by heterogeneous niobium catalysts. Appl Catal A Gen 183:295–302
Savage PE (1999) Organic chemical reactions in supercritical water. Chem Rev 99:603–621
Akiya N, Savage PE (2002) Roles of water for chemical reactions in high-temperature water. Chem Rev 102:2725–2750
Oomori T, Khajavi SH, Kimura Y, Adachi S, Matsuno R (2004) Hydrolysis of disaccharides containing glucose residue in subcritical water. Biochem Eng J 2004(18):143–147
Kruse A, Dinjus E (2007) Hot compressed water as reaction medium and reactant properties and synthesis reactions. J Supercrit Fluids 39:362–380
Hansen TS, Woodley JM, Riis A (2009) Efficient microwave-assisted synthesis of 5-hydroxymethylfurfural from concentrated aqueous fructose. Carbohydr Res 344:2568–2572
Qi X, Watanabe M, Aida TM, Smith RL Jr (2008) Catalytical conversion of fructose and glucose into 5-hydroxymethylfurfural in hot compressed water by microwave heating. Catal Commun 9:2244–2249
Ranoux A, Djanashvili K, Arends IWCE, Hanefeld U (2013) 5-Hydroxymethylfurfural synthesis from hexoses is autocatalytic. ACS Catal 3:760–763
Harvey DJ (1996) Matrix-assisted laser desorption/ionisation mass spectrometry of oligosaccharides and glycoconjugates. J Chromatogr A 720:429–446
Kazmaier T, Roth S, Zapp J, Harding M, Kuhn R (1998) Quantitative analysis of malto-oligosaccharides by MALDI-TOF mass spectrometry, capillary electrophoresis and anion exchange chromatography. Fresenius J Anal Chem 361:473–478
Anan’ina NA, Andreeva OA, Mycots LP (2009) Standarization of inulin extracted from dahlia single tubers and some physicochemical properties of inulin. Pharm Chem J 43:157–158
Khajavi SH, Kimura Y, Oomori T, Matsuno R, Adachi S (2005) Degradation kinetics of monosaccharides in subcritical water. J Food Eng 68:309–313
Aida TM, Tajima K, Watanabe M, Saito Y, Kuroda K, Nonaka T et al (2007) Reactions of d-fructose in water at temperatures up to 100 MPa. J Supercrit Fluids 42:110–119
Aida TM, Sato Y, Watanabe M, Tajima K, Nonaka T, Hattori H et al (2007) Dehydration of d-glucose in high temperature water at pressures up to 80 MPa. J Supercrit Fluids 40:381–388
Brunner G (2009) Near critical and supercritical water. Part I. Hydrolytic and hydrothermal processes. J Supercrit Fluids 47:373–381
Jin FM, Zhou ZY, Moriya T, Kishida H, Higashijima H, Enomoto H (2005) Controlling hydrothermal reaction pathways to improve acetic acid production from carbohydrate biomass. Environ Sci Technol 39:1893–1902
Asghari SF, Yoshida H (2006) Acid-catalyzed production of 5-hydroxymethyl furfural from d-fructose in subcritical water. Ind Eng Chem Res 45:2163–2173
Fachri BA, Abdilla RM, Rasrendra CB, Heeres HJ (2015) Experimental and modeling studies on the acid-catalysed conversion of inulin to 5-hydroxymethylfurfural in water. Chem Eng Res Des (submitted)
De S, Dutta S, Saha B (2011) Microwave assisted conversion of carbohydrates and biopolymers to 5-hydroxymethylfurfural with aluminium chloride catalyst in water. Green Chem 12:1215–1219
Li Y, Lu X, Yuan L, Liu X (2009) Fructose decomposition kinetics in organic acids-enriched high temperature liquid water. Biomass Bioenergy 33:1182–1187
http://www.grandviewresearch.com/press-release/global-inulin-market. Accessed April 26, 2015
http://www.eblex.org.uk/wp/wp-content/uploads/2013/12/BRPplusChicory-and-Plantain031213.pdf. Accessed April 26, 2015
Rapp K (1988) Process for preparing pure 5-hydroxymethylfuraldehyde. US Patent No. 4740605
Authors’ contributions
BAF and RMA carried out the experiments and drafted the manuscript. CBR and HJH supervised the entire study. All authors read and approved the final manuscript.
Acknowledgement
B.A. Fachri and R.M. Abdilla would like to thank the Directorate General of Higher Education, Ministry of Education and Culture, Indonesia for funding of their PhD program.
Compliance with ethical guidelines
Competing interests The authors declare that they have no competing interests.
Author information
Authors and Affiliations
Corresponding author
Additional files
40508_2015_35_MOESM1_ESM.docx
Additional file 1: The following additional data are available with the online version of this paper. Extended model equations of both the HMF and LA yield versus process parameters.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made. The Creative Commons Public Domain Dedication waiver (http://creativecommons.org/publicdomain/zero/1.0/) applies to the data made available in this article, unless otherwise stated.
About this article

Cite this article
Fachri, B.A., Abdilla, R.M., Rasrendra, C.B. et al. Experimental and modelling studies on the uncatalysed thermal conversion of inulin to 5-hydroxymethylfurfural and levulinic acid. Sustain Chem Process 3, 8 (2015). https://doi.org/10.1186/s40508-015-0035-4
Received:
Accepted:
Published:
DOI: https://doi.org/10.1186/s40508-015-0035-4