
Abstract
Silicon-on-insulator (SOI) wafers offer significant advantages for both Integrated circuits (ICs) and microelectromechanical systems (MEMS) devices with their buried oxide layer improving electrical isolation and etch stop function. For past a few decades, various approaches have been investigated to make SOI wafers and they tend to exhibit strength and weakness. In this review, we aim to overview different manufacturing routes for SOI wafers with specific focus on advantages and inherent challenges. Then, we look into how SOI wafers are characterized for quality assessment and control. We also provide insights towards potential future directions of SOI technology to further accelerate ever-growing IC and MEMS industries.
Similar content being viewed by others
Introduction

Silicon-on-insulator (SOI) wafer consists of a single-crystalline silicon, known as the device layer, positioned atop the insulating Buried OXide (BOX) layer (Fig. 1a). This structure effectively isolates the device layer from the bulk silicon, offering advantages that make SOI wafers particularly appealing for both mainstream and specialized applications. Firstly, SOI wafers enable lower parasitic device capacitance because of their isolation from the bulk silicon substrate. This isolation significantly contributes to reduced power consumption, a vital requirement in today’s power-conscious technology environment. Secondly, the complete isolation of the n- and p-well devices in SOI wafers allows for the fabrication of higher speed devices while avoiding latch-up effects, a notable issue in conventional CMOS structures. Finally, the robust structure of SOI wafers offers radiation-hardening properties, making them particularly suitable for sensitive applications where radiation tolerance is paramount. Given these advantages, SOI technology has found broad applicability [1, 4,5,6]. Their low power consumption makes them highly attractive for portable electronic devices and power-sensitive applications, while their enhanced processing speeds are used in high-performance computing and telecommunication systems. The radiation-hardening characteristics of SOI wafers have made them a favored selection for their use in space technologies, nuclear research, and high-energy physics experiments. Moreover, the single-crystalline nature of the device layer on the BOX layer is facilitating the fabrication of optoelectronic and MEMS devices due to its etch stop (Fig. 1b) [2, 3, 7, 8]. In each case, the unique benefits of SOI wafers are utilized to fabricate more robust, efficient, and high-performing systems.
In this review, we aim to overview the fabrication technology of SOI wafers with their advantages and challenges. Then, we look into the structural, electrical characterization method of fabricated SOI wafers. We also offer insights into the future directions of SOI wafer technology.
Fabrication

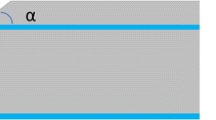
a 3D schematic illustrating the fabrication of SOI wafers through the SIMOX technology. b Cross-sectional TEM images of (left) the as-implanted sample and (right) the annealed high-quality low-dose SIMOX with a 60 nm-thick buried oxide layer. Reprinted from [9] with permission from Springer Nature. c Cross-sectional TEM image of both conventional low-dose SIMOX and ITOX SIMOX wafers following the removal of the surface oxide layer. Reprinted from [10] with permission from Springer Nature. d Cross-sectional XTEM image of the annealed wafer partially subjected to an oxygen ions. Reprinted from [11] with permission from Elsevier. e 3D schematic illustrating the fabrication of SOI wafers through the Smart Cut™ technology. f Cross-sectional TEM image of the implanted zone. Reprinted from [12] with permission from Elsevier. g Cross-sectional TEM image of a 100 mm InP-on-silicon substrate after \(\sim\)0.5 \(\upmu\)m InP film overgrowth by MOCVD. Reprinted from [13] with permission from John Wiley and Sons
SIMOX
Fabrication method and history
The Separation by IMplantation of OXygen (SIMOX) method, developed in the 1970s, introduced an approach for the fabrication of SOI wafers without bonding [14]. In the SIMOX process, a high dose of oxygen ions is implanted into a silicon wafer (Fig. 2a). This implantation stage is succeeded by a high-temperature annealing process, during which the implanted oxygen undergoes a chemical reaction with silicon to form a uniform layer of silicon dioxide (SiO\(_2\)) (Fig. 2b) [9, 15]. The resulting SiO\(_2\) layer is embedded within the silicon substrate, giving rise to the characteristic SOI structure. This development provided a means to effectively control the thickness of the embedded insulator layer. Using this technology, SOI wafers can be fabricated up to a size of 300 mm.
In the early stages of SIMOX technology, achieving a 200 nm device layer atop a continuous, stoichiometric BOX layer of 400 nm required an ion energy of 200 keV and a dose of \(2\times 10^{18}\) cm\(^{-2}\) [15]. This dose, however, significantly surpassed the quantities used in device fabrication, exceeding it by more than a hundredfold and thereby leading to the induction of defects within the crystalline lattice [16]. To preserve the crystallographic integrity at the surface—where the ion energy was at its highest—the ion implantation process was conducted at elevated temperatures, specifically above 500 \(^{\circ }\)C [17]. This approach served to mitigate the onset of displacement damage. At the onset, threading dislocations permeating the device layer were observed to be at the level of \(10^{10}\) cm\(^{-2}\) [18]. This value was effectively reduced to 10\(^{6}\) cm\(^{-2}\) when ion implantation was carried out at 600 \(^{\circ }\)C [16]. Post-implantation, a high-temperature annealing process was employed to form the BOX layer [19]. Theoretically, it is possible to eliminate internal precipitates at temperatures exceeding 1300 \(^{\circ }\)C. Throughout the actual fabrication process, it was confirmed that an atomically sharp and planar interface could be realized between the device and BOX layers [20].
As the implantation dose increases, so does the process cost [21]. Therefore, modifications to ion implantation and annealing conditions have enabled the formation of the BOX layer at an order of magnitude lower dose than the initial \(2\times 10^{18}\) cm\(^{-2}\), specifically at 10\(^{17}\) cm\(^2\) [15]. SOI wafers produced with this method generally have a BOX layer of less than 100 nm, with reports of achieving layers as thin as 56 nm [22]. The reduced implantation dose also helped decrease the defects caused by the ions. However, the presence of such thin BOX layers increased the probability of the formation of silicon pipes, which can create electrical shorts across the layer. Upon oxidizing the SOI wafer at higher than 1300 \(^{\circ }\)C, some oxygen passes through the surface oxide and the device layer, reacting at the Si/SiO\(_{2}\) interface [10, 23]. This process is referred to as Internal Thermal OXidation (ITOX) (Fig. 2c). Although this slightly increases the thickness of the BOX layer, it eliminates the silicon pipes, thus improving the stoichiometry of the BOX layer.
Advantages
A prominent merit of this method is the superior control it offers over the thickness of the buried oxide layer, facilitating the production of consistent and high-quality SOI wafers [9]. Another notable feature of the SIMOX process is its inherent simplicity [24]. It is primarily a three-step process: implantation, annealing, and polishing, with the dose of implantation offering a straightforward means to regulate the thickness of both the device layer and the BOX layer. This ability to adjust layer thickness by merely altering the implantation dose contributes significantly to the process’s ease and flexibility. In addition to the thickness control, the SIMOX process allows the selective fabrication of oxide in specific areas via masking (Fig. 2d) [11, 25]. This capacity for localized oxide fabrication further emphasizes the versatility of SIMOX, enabling more complex device structures and broadening the range of potential applications.
Challenges
Despite its considerable advantages, the SIMOX technology does present certain challenges, particularly in the domains of cost and defect management. The necessity of high energy ion implantation equipment and an extended annealing process contribute to a higher cost of production compared to other SOI fabrication methods [21]. Moreover, ion implantation inevitably leads to lattice defects in the device layer, which cannot be reduced beyond a specific level [26]. This phenomenon can adversely impact the performance characteristics of the final device. Further complicating matters are the device layer’s oxide precipitates and the silicon pipes in the BOX layer. These occurrences can prove detrimental during device fabrication. While certain mitigations, such as the use of an ITOX process, can somewhat alleviate these issues, advanced process refinement is required.
Smart Cut™
Fabrication method and history
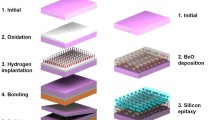
The implantation of hydrogen ions at a dose higher than \(5\times 10^{6}\) cm\(^{-2}\) leads to the formation of microcavities within the silicon wafer [27]. Some of these hydrogen ions form dangling bonds with silicon, while the remainder inhabit the cavity interiors. During the annealing process, the pressure exerted by the segregation of hydrogen in its molecular form causes a thin silicon film to blister from the wafer [28]. Michel Bruel exploited these detrimental effects to control the thickness of the separated silicon films. To prevent blistering, a thick, rigid substrate was bonded to the surface of the wafer where the microcavities were formed through ion implantation. This procedure induced the microcavities, initially formed in a vertical orientation, to evolve laterally [29]. This innovative approach has been applied to the Smart Cut™ technology.
The Smart Cut™ technology is a layer transfer process that has significantly influenced the silicon wafer industry by facilitating the production of SOI wafers. The Smart Cut™ process proceeds through a series of steps: ion implantation, wafer bonding, layer splitting, and surface finishing (Fig. 2e) [30]. First, ions (typically hydrogen ions, but helium can also be used) are implanted into a single-crystal silicon donor wafer [31]. The ions are implanted at a specific depth, which determines the thickness of the layer to be transferred (Fig. 2f) [12, 32]. Next, the donor wafer is bonded to a handle wafer, which can be another silicon wafer. Often, an oxide layer is grown on one or both wafers before bonding, which results in an insulating layer in the final SOI structure. The bonded wafer pair then undergoes a thermal annealing process, which causes the implanted ions to form microbubbles and exert pressure on the surrounding silicon [33]. This results in a controlled fracture that effectively splits the donor wafer, transferring a thin layer of silicon onto the handle wafer. Finally, the transferred layer is polished to provide a smooth surface for subsequent device fabrication. Using this technology, SOI wafers can be fabricated up to a size of 300 mm.
In the case where the implantation dose falls below \(3\times 10^{16}\) cm\(^{-2}\), the hydrogen quantity is insufficient to induce the formation of lateral cracks within the voids [34]. As a result, these voids dissolve, and hydrogen diffuses away from the targeted region. Therefore, maintaining an implantation dose of no less than \(3\times 10^{16}\) cm\(^{-2}\) is crucial to enable the silicon layer’s splitting during the annealing. Ions of hydrogen or helium are typically favored for this process, owing to their minimal size and high mobility. Hydrogen is frequently used for this purpose due to its superior reactivity with the internal surface of the semiconductor [35]. Under identical implantation and annealing conditions, the dose needed for film separation is \(2\times 10^{17}\) cm\(^{-2}\) for helium, substantially higher than the \(6\times 10^{16}\) cm\(^{-2}\) required for hydrogen ions [36]. Another significant aspect in the Smart Cut™ process is the annealing temperature. Annealing is conducted in two steps. In the first step, annealing is done within a temperature range of 400–600 \(^{\circ }\)C to split the single-crystal silicon layer. In the second step, annealing near 1100 \(^\circ\)C is carried out to enhance the bonding strength [29].
Advantages
The Smart Cut™ technology enables unparalleled precision in controlling the thickness of the transferred silicon layer on the handle wafer, which can be controlled based on the energy of ion implantation. Additionally, by manipulating the oxidation time and polishing steps, the thickness of both the device layer and the BOX layer can be varied across a broad spectrum with high uniformity [37]. This technology permits the device layer thickness to range from as little as 4 nm to as much as 1.5 \(\upmu\)m, and the BOX layer thickness can vary from 5 nm up to 5 \(\upmu\)m [29, 38, 39]. Furthermore, the process’s flexible design allows the utilization of high-quality seed wafers for the device layer, while less expensive, lower-quality wafers can be employed as handle wafers due to their supportive role. This not only provides a cost advantage but also a quality advantage. Adding to its economic benefits, the seed wafer can be reused in subsequent processes, reducing the overall material costs [40]. Moreover, the Smart Cut™ technology grants the ability to change the type of device layer (germanium, silicon carbide, indium phosphate etc.) and handle wafer (sapphire etc.), extending the versatility of this process (Fig. 2g) [13, 41,42,43]. This flexibility can be crucial when optimizing for different applications or device requirements, demonstrating another significant advantage of the Smart Cut™ method.
Challenges
Despite its significant advantages in fabrication, the Smart Cut™ process does have certain challenges that need to be addressed. For the Smart Cut™ process, the defect density has been minimized to a few per cm\(^2\), but an optimized high-level technology is required to achieve a defect-free SOI wafer [44]. Another hurdle comes from the wafer bonding process. The bonding quality significantly influences the final product’s performance. Surface cleanliness, flatness, and roughness of both the donor and handle wafers must be controlled meticulously, as any imperfections can lead to incomplete bonding, causing defects or voids in the final SOI structure [45]. In addition, the Smart Cut™ process involves several complex steps, each of which requires specialized equipment and careful control of process parameters. This can make the process expensive and time-consuming, particularly for large-scale manufacturing. Each step adds complexity and requires precise control to ensure a high-quality final product.

a 3D schematic illustrating the fabrication of SOI wafers through the Eltran\(^\circledR\) technology. b Cross-sectional images of double layered porous Si formed by changing an anodic current. Reprinted from [46] with permission from Springer Nature. 3D schematic illustrating the fabrication of SOI wafers through the c BSOI and d BESOI technology. e Cross-sectional SEM images of the (top) as-etched BESOI and (bottom) the H\(_{2}\) annealed BESOI The annealing condition is 1150 \(^{\circ }\)C, 80 torr, 1 h in H\(_{2}\). Reprinted from [47] with permission from AIP Publishing
Eltran\(^\circledR\)
Fabrication method and history
The Eltran\(^\circledR\) (Epitaxial Layer TRANsfer) process, developed by Canon in the 1990s, is a method for fabricating SOI wafers (Fig. 3a) [46]. The process initiates by forming a porous structure with a high surface-to-volume ratio (\(\sim\)200 m\(^2\) cm\(^{-3}\)) on the surface of a silicon seed wafer through electrochemical reactions [48]. This is followed by the growth of silicon via epitaxy on this structure [49]. An high-quality oxide layer is then grown by thermally oxidizing the porous silicon structure, which will serve as the BOX layer. Following the bonding of this prepared wafer to a handle wafer, the donor wafer is detached. This detachment is facilitated by the mechanically weak nature of the porous structure, thereby resulting in the formation of an SOI wafer. Using this technology, SOI wafers can be fabricated up to a size of 300 mm.
Efforts have been made to form two layers of porous structures with distinct pore morphologies in the donor wafer, aiming to facilitate the detachment process in the Eltran\(^\circledR\) method [50, 51]. By controlling the current flow, fine pores are first formed, followed by the formation of coarser pores deeper within the structure (Fig. 3b) [46]. The boundary between these two layers experiences substantial interfacial stress, enabling a more uniform cleavage when a water jet is used. After the formation of the SOI wafer, the surface’s porous silicon is removed, and hydrogen annealing is implemented to yield an atomically flat surface [46].
Advantages
Crystal Originated Particles (COPs) are actually octahedral voids that form within the silicon boule during the Czochralski (CZ) crystal growth process, via a phenomenon known as void condensation [38, 52]. The COPs are typically found in SOI wafers that are produced using wafers fabricated by the CZ crystal growth method. However, the Eltran\(^\circledR\) method, by virtue of fabricating the device layer through epitaxial growth, avoids the occurrence of COPs [15]. Additionally, the absence of an ion implantation process contributes to maintaining a high-quality device layer in the Eltran\(^\circledR\) method. The Eltran\(^\circledR\) method also offers advantages, notably its ability to form a device layer ranging widely in thickness from several nanometers to micrometers, depending on the growth of silicon on the porous structure [53]. Furthermore, since oxidation occurs on the epitaxially grown silicon surface, the thickness of the BOX layer can also be adjusted over a wide range.
Challenges
The Eltran\(^\circledR\) process, which involves the epitaxial growth of a silicon layer on a rough, porous structure, inherently reflects this roughness in the resultant silicon layer [46]. To achieve the same level of smoothness as bulk wafers, surface planarization processes are necessary. However, these can lead to a reduction in film thickness and degradation of in-plane uniformity. Moreover, during the epitaxy process, the occurrence of stacking faults can compromise the quality of the device layer, necessitating process fine-tuning [51]. The fabrication of a double-layer porous structure, designed to facilitate transfer, also requires careful process fine-tuning. These factors combine to form a complex series of steps, each of which necessitates its own fine-tuning and thus further complicates the whole process Hence, the Eltran\(^\circledR\) method, with its requisite multiple process steps and inherent complexity, brings about issues related to high costs and low yield. Due to these challenges, the production of SOI wafers utilizing the Eltran\(^\circledR\) method has largely been discontinued.
BSOI/BESOI
Fabrication method and history
The Bonded SOI (BSOI) process was developed in the 1980 s. This technique involves forming a thermally grown or deposited oxide on one or both wafers, and these wafers, possessing hydrophilic oxide surfaces, are then directly bonded to fabricate an SOI wafer (Fig. 3c) [54]. The adhesion between the two is manipulated through annealing of the SOI wafer. The thinning down for the formation of the device layer is achieved through grinding, wet or dry chemical processes [55]. The BSOI method is predominantly employed to fabricate device layers with a thickness between 10 to 100 \(\upmu\)m [56]. However, it presented a deterioration in uniformity when utilized for the fabrication of thinner device layers.
The Bonded Etch-Back SOI (BESOI) process enables the formation of a uniformly thin device layer during thinning down processes such as chemical etching by establishing an etch stop prior to bonding (Fig. 3d) [57]. This is commonly achieved by injecting a high dose of boron into the wafer to form an etch stop, or by forming a device layer on a boron (B) doped surface through epitaxy [38]. The etch stop is also established by Germanium (Ge) or combination of Ge and B [47]. After bonding the wafer, thinning down is done, followed by a selective etch to remove silicon up to the etch stop. Finally, the etch stop is removed to fabricate the SOI wafer. The as-etched BESOI reflects the roughness of the etch stop. Therefore, methods like hydrogen annealing are employed to smoothen it (Fig. 3e) [47]. Using these technologies, SOI wafers can be fabricated up to a size of 300 mm [58].
Advantages
As the device layer is fabricated from the silicon wafer in the BSOI process, it possesses a relatively lower defect density and higher quality. Additionally, because the wafer is thinned down in fabrication, it proves advantageous for manufacturing SOI wafers with a device layer much thicker than 10 \(\upmu\)m. Both BSOI and BESOI processes can produce large diameter wafers with a single-crystalline device layer at an industrial-scale volume.
Challenges
Both the BSOI and BESOI processes involve substantial material wastage due to the thinning down of silicon after bonding. As a result, while other SOI wafer fabrication methods allow for the reuse of the donor wafer, the BSOI and BESOI processes do not afford this capability for wafer reuse. In the case of BSOI, there are instances of damage during the mechanical grinding process.
The advantages and limitations of each fabrication method explained previously are summarized in Table 1. Current SOI wafer production predominantly relies on ion implantation, bonding, and post processing. Based on this, Table 2 provides an overview of the necessary processes for each method. While a precise cost comparison for each fabrication method’s processes is challenging, the number of processes required for each method can provide an indirect estimation of the associated costs.
The SOI wafer can be processed largely in the same manner as conventional silicon wafers. However, considerations about doping process become important due to the presence of the thin device layer on the BOX layer. Specifically, the SOI wafer demands precise control over doping depth and profile [59]. Additionally, factors such as transistor isolation through Shallow Trench Isolation (STI) technology and differences in thermal conductivity during thermal treatments significantly influence the optimization of the doping process. Such considerations are essential in ensuring uniformity and efficiency when doping an SOI wafer.
Characterization

a Tilted SEM image of HF defect for 23 nm Cz-SOI wafer. Reprinted from [60] with permission from Elsevier. b Optical image of the Secco defects on the SOI wafer. c Sketch of the defect delineation process in SOI: (left) initial position of the defect; (center) preferential etching at the defect site by the defect etching solution; (right) following immersion in HF, dissolution of the BOX beneath the defect. Reprinted from [61] with permission from Elsevier. d Schematic configuration for: (left) pseudo-MOSFET, (center) Hall effect and (right) 4-point probe. Reprinted from [62] with permission from Elsevier
Structural characterization
In SOI wafers, characterization of SOI structure is essential, as they significantly influence device fabrication. Typically, optical methods such as reflectometry and ellipsometry are employed for these measurements [63,64,65]. These techniques rely on fitting the measured data to a pre-calculated multilayer model to extract the thicknesses. They are especially effective for SOI wafers with well-characterized optical constants and atomically sharp, smooth interfaces. Besides the importance of measuring the thickness of the device and BOX layers, characterizing defects is equally critical, as they can adversely impact the performance and yield of devices. Defects in the device layer, often spanning several tens of micrometers and penetrating through the layer, can occur due to the condensation of silicon vacancies [66]. Such defects lead to the etching of the underlying BOX layer through a process known as HF etching, resulting in the formation of HF defects (Fig. 4a) [60, 67]. Evaluating these HF defects is paramount since they can significantly affect the fabricated device. Additionally, the Secco etch technique (K\(_2\)Cr\(_2\)O\(_7\):H\(_2\)O:HF) can be utilized to assess the quality of the device layer [61, 68]. Stress arising from defects in the silicon network promotes localized etching, thereby forming etch pits (Fig. 4b). With increased etching time, these pits enlarge and traverse through the device layer. Analogous to the process with HF defects, the BOX layer beneath is etched using HF etching (Fig. 4c). These pits are then optically measured to ascertain the density of Secco defects within the wafer.
The residual stress in device layer is influencing the performance of ICs and MEMS devices. This residual stress is predominantly measured based on deformation. First, the residual stress of the device layer can be determined by applying the curvature measured using a profilometer to Stoney’s equation [69]. Similarly, by backside etching the SOI wafer to release the device layer and then measuring the deformation with a white light interferometer, the residual stress can be characterized by comparing it with theoretical formulas [70]. Recently, residual stress characterization has been achieved by fabricating MEMS cantilevers and measuring their deformation, subsequently comparing it with theoretical predictions [71]. For SOI wafers, surface roughness is also important for micro and nano-fabrication process. Surface roughness is typically determined using Atomic Force Microscopy (AFM), where a random area of several µm2 is imaged [69]. The Root Mean Square (RMS) roughness is then derived from the image. Commercially available SOI wafers exhibit an RMS roughness of about 0.2 nm, comparable to that of standard silicon wafers.
Electrical characterization
A prominent method for the electrical characterization of ultra thin device layer is the pseudo-MOSFET technique [72,73,74]. This technique utilizes the inverted MOS structure of the SOI wafer, where the silicon substrate acts as the gate terminal and the BOX layer serves as the gate oxide (left of Fig. 4d). The device layer is selectively etched to form an island, and two probes are used to establish the source and drain. It’s imperative that these probes are sufficiently distant from the ends of the island and have a diameter much smaller than the channel length. One of the notable advantages of this approach is the ability to operate and analyze the MOSFET characteristics without requiring manufacturing processes like doping or thermal treatments. Pseudo-MOSFET operates similarly to a fully-processed back-channel MOSFET. Thus, standard parameter extraction methods can be used to determine material parameters such as threshold and flat band voltages, electron and hole mobilities, interface traps, and oxide charges [75]. Consequently, it is capable of characterizing intrinsic properties of SOI with device layers ranging from 10 nm to several micrometers in thickness.
The Hall effect can be used to extract mobility and doping concentration [62]. Four probes are connected to the silicon island of the SOI wafer where the pseudo-MOSFET was measured (center of Fig. 4d). When a magnetic field is applied perpendicular to the SOI wafer, a current is passed through two of the probes, and the voltage is measured across the other two. From the measured voltages, the Hall voltage, which allows us to determine the Hall coefficient and Hall mobility, can be derived. Using these parameters, both the mobility and doping concentration can be extracted. While the Hall effect allows for the independent extraction of mobility and doping concentration, the 4-point probe can only determine the volume mobility when the activated doping concentration is known. For measurements, the probes are arranged at consistent intervals (right of Fig. 4d). When a current is applied to the two outer probes, the voltage drop between the inner two probes is measured, eliminating the series resistance. This enables the measurement of sheet resistance, and with a known doping concentration, the volume mobility can be derived. The previously mentioned methods, which utilized probes, are distinct from the microwave-reflectance photoconductivity decay technique that characterizes the carrier lifetime in a non-contact manner [76]. When light is irradiated on to the SOI wafer, charge carriers are generated. Concurrently irradiating with microwaves leads to a change in microwave reflection due to these generated charge carriers. As time progresses, the charge carriers produced by the light recombine with impurities or defects, leading to a temporal change in the intensity of the reflected microwaves. The generation efficiency of charge carriers and the changes in microwave reflection depend on the internal optical and electrical properties of the SOI wafer, especially on the density and mobility of the charge carriers. Additionally, as time progresses, the charge carriers generated by light recombine with impurities or defects. The rate of this recombination is directly tied to the electrical characteristics of the semiconductor and provides crucial information about the presence and distribution of impurities or defects.
Discussion
The SOI wafer, with its ability to streamline process steps and enhance device performance, still remains a viable option for future ICs or MEMS fabrication. However, despite its numerous advantages, the current production approach for SOI wafers still have room for improvement. The cost of SOI wafers is approximately 10 to 20 times higher than that of generic silicon wafers. This cost difference largely stems from the fact that most manufacturing methods involve multiple steps such as ion implantation, bonding, and post-processing. Additionally, processes like bonding and thinning down are typically applied to individual wafers. There’s a pressing need for new SOI wafer production methods that can minimize or bypass individually applied steps and allow for the majority of the processes to be carried out via batch fabrication. Another critical consideration is the development of technology capable of producing SOI wafers with multiple alternating device and BOX layers. As of now, to fabricate a multi-layered SOI wafer, the process for producing a single SOI wafer should be repeated multiple times. This repetitive process significantly drives up the cost of multi-layered SOI wafers, complicating their practical application in actual devices. If a novel production method, different from merely repeating conventional technologies, is developed for crafting multi-layered SOI wafers, it could broaden the spectrum of devices that can be manufactured.
Conclusion
In this review, we aim to overview SOI wafer technology. We focuses on the fabrication methods of SOI wafers, emphasizing their advantages and challenges. We also look into the structural and electrical characterization techniques applied to fabricated SOI wafers. While SOI wafers are widely utilized in ICs and MEMS devices due to their inherent benefits, there remain room for improvement, particularly in cost minimization and the fabrication of multi-layer SOI wafers. Advancements in SOI wafer will undoubtedly pave the way for enhancements in device fabrication.
References
Biswas A, Dagtekin N, Grabinski W, Bazigos A, Royer CL, Hartmann J-M, Tabone C, Vinet M, Ionescu AM (2014) Investigation of tunnel field-effect transistors as a capacitor-less memory cell. Appl Phys Lett 104(9):092108
Wen P, Tiwari P, Mauthe S, Schmid H, Sousa M, Scherrer M, Baumann M, Bitachon BI, Leuthold J, Gotsmann B, Moselund KE (2022) Waveguide coupled III–V photodiodes monolithically integrated on Si. Nat Commun. https://doi.org/10.1038/s41467-022-28502-6
Park J, Park J (2013) A bulk-micromachined corner cube retroreflector with piezoelectric micro-cantilevers. Micro Nano Syst Lett. https://doi.org/10.1186/2213-9621-1-7
Seo Y-T, Lee K-N, Jang KJ, Lee M-H, Lee H, Seong W, Kim Y-K (2014) Negative ions detection in air using nano field-effect-transistor (nanoFET). Micro Nano Syst Lett. https://doi.org/10.1186/s40486-014-0007-6
Servanton G, Clement L, Lepinay K, Lorut F, Pantel R, Pofelski A, Bicais N (2013) Advanced TEM characterization for the development of 28-14nm nodes based on fully-depleted silicon-on-insulator technology. J Phys Conf Ser 471, 012026. https://iopscience.iop.org/article/10.1088/1742-6596/471/1/012026/pdf
Kang H-L, Yoon S, Hong D-K, Kim W-H, Seong WK, Lee K-N (2020) Ion balance detection using nano field-effect transistor with an extended gate electrode. Micro Nano Syst Lett. https://doi.org/10.1186/s40486-020-00106-z
Jung H-I, Kwon D-S, Kim J (2017) Fabrication and characterization of monolithic piezoresistive high-g three-axis accelerometer. Micro Nano Syst Lett. https://doi.org/10.1186/s40486-016-0041-7
Eun Y, Kim J, Lin L (2014) Resonant-frequency tuning of angular vertical comb-driven microscanner. Micro Nano Syst Lett. https://doi.org/10.1186/s40486-014-0004-9
Anc MJ (2002) In: Balestra F, Nazarov A, Lysenko VS (eds) Perspectives of Simox technology, pp 1–10. Springer, Dordrecht
Matsumura A, Kawamura K, Hamaguchi I, Takayama S, Yano T, Nagatake Y (1999) Low-dose SIMOX wafers for lsis fabricated with internal-thermal-oxidation (ITOX) process: electrical characterization. J Mater Sci Mater Electron 10:365–371
Dong Y, Wang X, Wang X, Chen M, Chen J (2003) Low defect density and planar patterned SOI materials by masked SIMOX. Chem Phys Lett 378(5–6):470–473
Moriceau H, Mazen F, Braley C, Rieutord F, Tauzin A, Deguet C (2012) Smart cut™: review on an attractive process for innovative substrate elaboration. Nucl Instrum Methods Phys Res Sect B-Beam Interact Mater Atoms 277:84–92
Ghyselen B, Navone C, Martinez M, Sanchez L, Lecouvey C, Montmayeul B, Servant F, Maitrejean S, Radu I (2021) Large-diameter III–V on si substrates by the Smart cut process: the 200 mm InP film on si substrate example. Phys Status Solidi A-Appl Mat 219(4). https://doi.org/10.1002/pssa.202100543
Izumi K (1998) History of SIMOX material. MRS Bull 23(12):20–24
Plößl A, Kräuter G (2000) Silicon-on-insulator: materials aspects and applications. Solid-State Electron 44(5):775–782
Krause S, Anc M, Roitman P (1998) Evolution and future trends of SIMOX material. MRS Bull 23(12):25–29
Kajiyama K (1995) Buried-oxide layer formation by high-dose oxygen-ion implantation into Si wafers: SIMOX (separation by implanted oxygen). Appl Surf Sci 85:259–264
Namavar F, Cortesi E, Sioshansi P (1988) Low defect, high quality SIMOX material for bipolar device applications. In: Proceedings SOS/SOI technology workshop. IEEE, New York
Jaussaud C, Stoemenos J, Margail J, Dupuy M, Blanchard B, Bruel M (1985) Microstructure of silicon implanted with high dose oxygen ions. Appl Phys Lett 46(11):1064–1066
Stoemenos J, Jaussaud C, Bruel M, Margail J (1985) New conditions for synthesizing SOI structures by high dose oxygen implantation. J Cryst Growth 73(3):546–550
Auberton-Herve A, Wittkower A, Aspar B (1995) SIMOX–a new challenge for ion implantation. Nucl Instrum Methods Phys Res Sect B Beam Interact Mater Atoms 96(1–2):420–424
Anc M, Blake J, Nakai T (1999) Low energy oxygen implantation for dose reduction in simox. Proc. of Silicon-on-Insulator Technology and Devices IX, 51–60
Matsumura A, Hamaguchi I, Kawamura K, Sasaki T, Takayama S, Nagatake Y (2003) Technological innovation in low-dose SIMOX wafers fabricated by an internal thermal oxidation (ITOX) process. Microelectron Eng 66(1–4):400–414
Zhang Y, Sun C, Zhang H, Xie L, Liu H, Chen G (2023) Preparation of thin-film SOI wafer by low-dose ion implantation. AIP Adv 13(8). https://doi.org/10.1063/5.0154776
Sun J, Chen J, Chen M, Wang X (2005) The formation of sub-micro partial SOI materials by SIMOX technology. In: IEEE international SOI conference proceedings. IEEE, New York
Nakashima S, Izumi K (1990) Practical reduction of dislocation density in SIMOX wafers. Electron Lett 26(20):1647
Bruel M (1999) Separation of silicon wafers by the Smart-cut method. Mater Res Innov 3(1):9–13
Ma X, Liu W, Chen C, Zhan D, Song Z, Feng S (2006) A high-quality SOI structure fabricated by low-temperature technology with B\(^{+}\)/H\(^{+}\) co-implantation and plasma bonding. Semicond Sci Technol 21(7):959–963
Bruel M, Auberton-Hervé BA (1997) Smart-cut: A new silicon on insulator material technology based on hydrogen implantation and wafer bonding. Jpn J Appl Phys 36(3S):1636
Aspar B, Bruel M, Moriceau H, Maleville C, Poumeyrol T, Papon AM, Claverie A, Benassayag G, Auberton-Hervé AJ, Barge T (1997) Basic mechanisms involved in the Smart-Cut® process. Microelectron Eng 36(1–4):233–240
Aspar B, Moriceau H, Jalaguier E, Lagahe C, Soubie A, Biasse B, Papon AM, Claverie A, Grisolia J, Benassayag G, Letertre F, Rayssac O, Barge T, Maleville C, Ghyselen B (2001) The generic nature of the Smart-Cut® process for thin film transfer. J Electron Mater 30(7):834–840
Maleville C, Mazuré C (2004) Smart-Cut® technology: from 300 mm ultrathin SOI production to advanced engineered substrates. Solid-State Electron 48(6):1055–1063
Hochbauer T (2001) On the mechanisms of hydrogen implantation induced silicon surface layer cleavage. Technical report
Nguyen P, Cayrefourcq I, Bourdelle KK, Boussagol A, Guiot E, Mohamed NB, Sousbie N, Akatsu T (2005) Mechanism of the Smart Cut® layer transfer in silicon by hydrogen and helium coimplantation in the medium dose range. J Appl Phys 97(8)
Cerofolini G (2000) Hydrogen and helium bubbles in silicon. Mater Sci Eng R-Rep 27(1–2):1–52
Agarwal A, Haynes TE, Venezia VC, Holland OW, Eaglesham DJ (1998) Efficient production of silicon-on-insulator films by co-implantation of He\(^+\) with H\(^+\). Appl Phys Lett 72(9):1086–1088
Auberton-Herve AJ, Bruel M (2000) Why can Smart Cut® change the future of microelectronics? Int J High Speed Electron Syst 10(01):131–146
Celler GK, Cristoloveanu S (2003) Frontiers of silicon-on-insulator. J Appl Phys 93(9):4955–4978
Schwarzenbach W, Daval N, Maleville C, Nguyen B-Y, Ecarnot L, Loubriat S, Detard M, Cela E, Bertrand-Giuliani C, Chabanne G, Maddalon C (2019) Advanced FD-SOI and beyond low temperature SmartCut™ enables high density 3-d SoC applications. IEEE J Electron Devices Soc 7:863–868
Du J, Ko WH, Young DJ (2004) Single crystal silicon MEMS fabrication based on smart-cut technique. Sens Actuator A-Phys 112(1):116–121
Deguet C, Morales C, Dechamp J, Hartmann JM, Charvet AM, Moriceau H, Chieux F, Beaumont A, Clavelier L, Loup V, Kernevez N, Raskin G, Richtarch C, Allibert F, Letertre F, Mazure C (2004) Germanium-on-insulator (GeOI) structures realized by the Smart Cut/spl trade/ technology. In: IEEE international SOI conference (IEEE Cat. No.04CH37573). IEEE, New York
Cioccio LD, Tiec YL, Letertre F, Jaussaud C, Bruel M (1996) Silicon carbide on insulator formation using the smart cut process. Electron Lett 32(12):1144
Meyer R, Kononchuck O, Moriceau H, Lemiti M, Bruel M (2016) Study of high-temperature Smart Cut®: application to silicon-on-sapphire films and to thin foils of single crystal silicon. Solid-State Electron 115:225–231
Auberton-Hervé AJ, Barge T, Metral F, Bruel M, Aspar B, Maleville C, Moriceau H, Poumeyrol T (1996) Smart-cut®: the basic fabrication process for Unibond® SOI wafers. In: MRS proceedings, vol 446
Aspar B, Lagahe C, Moriceau H, Soubie A, Bruel M, Auberton-Hervé AJ, Barge T, Maleville C (1998) Smart-Cut® technology: an industrial application of ion implantation induced cavities. In: MRS proceedings, vol 510
Yonehara T, Sakaguchi K (2002) In: Balestra F, Nazarov A, Lysenko VS (eds) ELTRAN® (SOI-Epi Wafer\(^{\rm LM}\)) technology, pp 39–86. Springer, Dordrecht
Sato N, Yonehara T (1994) Hydrogen annealed silicon-on-insulator. Appl Phys Lett 65(15):1924–1926
Herino R, Bomchil G, Barla K, Bertrand C, Ginoux JL (1987) Porosity and pore size distributions of porous silicon layers. J Electrochem Soc 134(8):1994–2000
Yamagata K, Yonehara T (2001) Bonding, splitting and thinning by porous Si in ELTRAN®; SOI-epi wafer™. In: MRS proceedings, vol 681
Sakaguchi K, Yanagita K, Kurisu H, Suzuki H, Ohmi K, Yonehara T (1999) ELTRAN® by water-jet splitting in stress-controlled porous Si. In: IEEE international SOI conference proceedings (Cat. No.99CH36345). IEEE, New York
Sakaguchi K, Yonehara T (2004) In: Alexe M, Gösele U (eds) ELTRAN®technology based on wafer bonding and porous silicon, pp 107–156. Springer, Berlin
Park J-G, Lee G-S, Kwack K-D, Park J-M (2000) Crystal originated particle induced isolation failure in Czochralski silicon wafers. Jpn J Appl Phys 39(1R):197
Mäkinen J (2010) Chapter seven—thick-film soi wafers: preparation and properties. In: Lindroos V, Tilli M, Lehto A, Motooka T (eds) Handbook of silicon based MEMS materials and technologies. Micro and Nano Technologies, pp 107–136. William Andrew Publishing, Boston
Moriceau H, Rieutord F, Fournel F, Tiec YL, Cioccio LD, Morales C, Charvet AM, Deguet C (2011) Overview of recent direct wafer bonding advances and applications. Adv Nat Sci-Nanosci Nanotechnol 1(4):043004
Desmond-Colinge CA, Gösele U (1998) Wafer-bonding and thinning technologies. MRS Bull 23(12):30–34
Radu I, Boussagol A, Barthelemy A, Vincent S (2008) Fundamentals of wafer bonding for SOI: from physical mechanisms towards advanced modeling. ECS Trans 16(8):349–360
Rudenko TE, Nazarov AN, Lysenko VS (2020) and: The advancement of silicon-on-insulator (SOI) devices and their basic properties. Semicond Phys Quantum Electron Optoelectron 23(3):227–252
Pfeiffer G, Haag M, Schmidt M, Krause R, Tsai P, Lee JD (2006) 300 mm SOI for high volume manufacturing. ECS Trans 2(2):167–181
Nagai K, Takato HTH, Hayashi YHY (1992) Doping profile measurement of a bonded silicon-on-insulator wafer by capacitance-voltage measurements. Jpn J Appl Phys 31(11A):1529
Naumova OV, Vohmina EV, Gavrilova TA, Dudchenko NV, Nikolaev DV, Spesivtsev EV, Popov VP (2006) Properties of silicon nanolayers on insulator. Mater Sci Eng B 135(3):238–241
Mähliß J, Abbadie A, Kolbesen BO (2009) A comparison of the etching behaviour of the FS Cr-free SOI with that of the secco etching solution on silicon-on-insulator substrates. Mater Sci Eng B 159–160:309–313
Liu FY, Diab A, Ionica I, Akarvardar K, Hobbs C, Ouisse T, Mescot X, Cristoloveanu S (2013) Characterization of heavily doped SOI wafers under pseudo-MOSFET configuration. Solid-State Electron 90:65–72
Auerhammer J, Hartig C, Wendt K, van Oostrum R, Pfeiffer G, Bayer S, Srocka B (2016) Silicon thickness variation of FD-SOI wafers investigated by differential reflective microscopy. In: 2016 IEEE SOI-3D-Subthreshold Microelectronics Technology Unified Conference (S3S), pp 1–3
Schwarzenbach W, Daval N, Barec V, Bonnin O, Acosta-Alba P-E, Maddalon C, Chibko A, Robson T, Nguyen B-Y, Maleville C (2013) Atomic scale thickness control of SOI wafers for fully depleted applications. ECS Trans 53(5):39–46
Chang Y, Xue Z, Chen D, Cheng S, Zhang M, Di Z, Wei X, Wang X (2016) High quality extremely thin SOI fabricated by facilitated ion-cut with h-trapping effect. J Vac Sci Technol B 34(2):020601
Coleman PG, Nash D, Edwardson CJ, Knights AP, Gwilliam RM (2011) The evolution of vacancy-type defects in silicon-on-insulator structures studied by positron annihilation spectroscopy. J Appl Phys 110(1):016104
Aga H, Nakano M, Mitani K (1999) Study of HF defects in thin, bonded silicon-on-insulator dependent on original wafers. Jpn J Appl Phys 38(5R):2694
Abbadie A, Bedell SW, Hartmann JM, Sadana DK, Brunier F, Figuet C, Cayrefourcq I (2007) Study of HCl and secco defect etching for characterization of thick sSOI. J Electrochem Soc 154(8):713
Tang X, Reckinger N, Larrieu G, Dubois E, Flandre D, Raskin J-P, Nysten B, Jonas AM, Bayot V (2008) Characterization of ultrathin SOI film and application to short channel MOSFETs. Nanotechnology 19(16):165703
Sasaki T, Hane K (2012) Deformation of varifocal mirror with narrow frame by SOI wafer residual stress. Electron Commun Jpn 95(8):26–33
Yang H, Liu M, Zhu Y, Wang W, Qin X, He L, Jiang K (2023) Characterization of residual stress in SOI wafers by using MEMS cantilever beams. Micromachines 14(8):1510
Alepidis M, Benea L, Bucci D, Mescot X, Bawedin M, Ionica I (2020) Experimental and simulation investigation of the out-of-equilibrium phenomena on the pseudo-MOSFET configuration under transient linear voltage ramps. Solid-State Electron 168:107721
Rodriguez N, Cristoloveanu S, Maqueda M, Gámiz F, Allibert F (2011) Three-interface pseudo-MOSFET models for the characterization of SOI wafers with ultrathin film and BOX. Microelectron Eng 88(7):1236–1239
Rodriguez N, Cristoloveanu S, Gamiz F (2009) Revisited pseudo-MOSFET models for the characterization of ultrathin SOI wafers. IEEE Trans Electron Devices 56(7):1507–1515
Cristoloveanu S, Munteanu D, Liu MST (2000) A review of the pseudo-MOS transistor in SOI wafers: operation, parameter extraction, and applications. IEEE Trans Electron Devices 47(5):1018–1027
Kuwayama T, Ichimura M, Arai E (2003) Interface recombination velocity of silicon-on-insulator wafers measured by microwave reflectance photoconductivity decay method with electric field. Appl Phys Lett 83(5):928–930
Acknowledgements
This research was supported by National Research Foundation of Korea (NRF) grants funded by the Korean Government (Ministry of Science and ICT) (NRF-2020R1A2C3004885).
Author information
Authors and Affiliations
Contributions
TK: conceptualization, visualization, writing, editing. JL: supervision, writing, editing. Both authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Competing interests
JL is the editor-in-chief of Micro and Nano Systems Letters. TK has no conflicts of interest to disclose.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Kim, T., Lee, J. Fabrication and characterization of silicon-on-insulator wafers. Micro and Nano Syst Lett 11, 15 (2023). https://doi.org/10.1186/s40486-023-00181-y
Received:
Accepted:
Published:
DOI: https://doi.org/10.1186/s40486-023-00181-y