
Abstract
Additive manufacturing and specifically metal selective laser melting (SLM) processes are rapidly being industrialized. In order for this technology to see more widespread use as a production modality, especially in heavily regulated industries such as aerospace and medical device manufacturing, there is a need for robust process monitoring and control capabilities to be developed that reduce process variation and ensure quality. The current state of the art of such process monitoring technology is reviewed in this paper. The SLM process itself presents significant challenges as over 50 different process input variables impact the characteristics of the finished part. Understanding the impact of feed powder characteristics remains a challenge. Though many powder characterization techniques have been developed, there is a need for standardization of methods most relevant to additive manufacturing. In-process sensing technologies have primarily focused on monitoring melt pool signatures, either from a Lagrangian reference frame that follows the focal point of the laser or from a fixed Eulerian reference frame. Correlations between process measurements, process parameter settings, and quality metrics to date have been primarily qualitative. Some simple, first-generation process control strategies have also been demonstrated based on these measures. There remains a need for connecting process measurements to process models to enable robust model-based control.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Review
Introduction
Over the last two decades, additive manufacturing has grown from a novelty to a multibillion dollar industry. To date, most practical applications of additive technologies have been for prototyping or in manufacturing components where mass customization is desirable. Economically, 3D printing or additive technologies are attractive in comparison to traditional manufacturing methods for such applications because no part-specific tooling is required. More recently, additive manufacturing methods have begun to be applied to the mass production of components where new design modalities enabled by additive processes provide the primary value proposition. In particular, parts with complex internal geometries can be built in a single unit, enabling consolidation of parts previously made using many assembly steps or components that would be impossible to produce using traditional manufacturing methods. One such part, the LEAP fuel nozzle manufactured by GE Aviation combined what was in previous generation engines 20 separate parts into a single unit with complex interior passageways. By 2020 GE Aviation will be additively manufacturing in excess of 100,000 parts for LEAP and other aircraft engines.
Manufacturing of end use parts, particularly on a large scale, introduces new challenges to the advancement of additive technologies. A particular difficulty is ensuring part quality and reproducibility, which has been referred to as the Achilles heel of AM on more than one occasion [1]. Ensuring repeatability and consistency within a build volume, between builds, and between machines is essential for the advancement of AM technology, especially in highly regulated industries such as medical device manufacturing and aviation [2]. A critical step to dealing with this problem is the development of in-process sensing and control technology. This is also crucial for enabling rapid qualification of parts and reducing machine downtime [3].
Process monitoring and control needs
Reducing variability in quality metrics, including dimensional tolerances, surface roughness, material consistency, and others is a major need for the advancement of additive manufacturing technologies [2, 4, 5]. The internal location of features of interest enabled by the additive process, and consequently the location of internal defects, creates a significant post-process inspection challenge and can make post-process repair of defects difficult to impossible [1]. For this, among other reasons, it would be ideal to be able to monitor quality, detect defect formation, and make correction or repair in situ, as a part is being built.
The ultimate goal of additive manufacturing process monitoring efforts is to develop effective real-time, closed-loop feedback control of the additive process [2, 4]. The current state of the art predominantly consists of using empirical observations of finished additive parts and applying heuristics to make design, machine parameter, or machine hardware changes to reduce variability in subsequent builds as in-process sensing remains uncommon in industrial settings. This approach is far from the desired goal and has achieved only limited success [4]. While numerous process measurement modalities have been developed and demonstrated for laser powder bed additive processes, to be reviewed herein, the greater challenge is in the analysis and interpretation of these measurements. To be effective, control algorithms will ultimately need to have a basis in predictive models of system response to process changes [2, 6, 7]. To that end, there are significant needs related to developing robust process models and increasing the state of knowledge of process physics [2, 3, 6].
The remainder of this article will review the state of the art with regard to process sensing technology for additive manufacturing, with a focus on metal, laser powder bed processes. Developing an effective, value adding process sensing technology requires first an understanding of the fundamental physics of the process and how process dynamics impact quality metrics of finished parts. An overview of the process, key controllable variables, and process physics as it relates to potentially detectible process signals will be provided. Sensor modalities that have been employed on powder bed processes will also be reviewed. Process signals must of course be analyzed and related to part quality metrics and appropriate responses to the process signals developed. The ultimate aim of these process sensor analytics is the development of real-time feedback control for the additive process. The current state of the art for process sensor analytics and control will be reviewed. Progress on efforts at GE Aviation will also be discussed as part of this review.
AM process overview
Additive manufacturing encompasses a variety of technologies for producing components in an additive, layer-wise fashion. These technologies can broadly be grouped into one of seven major classes based on the mechanism in which each layer is formed: photopolymerization, extrusion, sheet lamination, beam deposition, direct write and printing, powder bed binder jet printing, and powder bed fusion [8]. This review is focused on the last of these where a focused energy beam is used to fuse powder particles together on a layer-wise basis. The energy beam may be either an electron beam or laser, the latter of which is of interest in this work. These laser powder bed fusion processes are referred to by many different names, the most common of which are selective laser sintering (SLS) and selective laser melting (SLM), depending on the nature of the powder fusion process. When the powder to be fused is metal, the terms direct metal laser sintering (DMLS) and direct metal laser melting (DMLM) are commonly used.
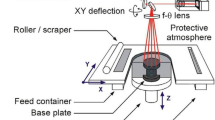
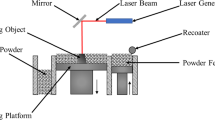
A typical SLS or SLM process is illustrated in Fig. 1. The powder feed is contained in a hopper or dispenser bed. In the embodiment illustrated in Fig. 1, an elevator in the powder reservoir lifts a prescribed dose of powder above the level of a build plate which is then spread in a thin even layer over the build surface by a recoater mechanism. The recoater mechanism may consist of a hard scraper, soft squeegee, or roller [9]. Powder may also be supplied by a hopper from above the build surface. The powder layer thickness is typically between 10 and 100 μm. Selective portions of the powder layer corresponding with a slice of the part to be manufactured are then sintered or melted by a focused laser scanning across the surface. Lasers in the metal powder bed system are typically fiber lasers with wavelengths in the 1.06–1.08-μm range and powers on the order of magnitude of 100 s of Watts. The process is repeated to build up a finished part in a layer-by-layer fashion. For metals, the process is typically carried out in a nitrogen or argon atmosphere with very low oxygen content to prevent oxidation of the metal during the fusion process.

Illustration of a typical SLM or SLS process
Key process variables
In developing monitoring and control technology for any system, the first and most obvious question to be answered is what variables should be monitored and controlled. For the SLM/SLS process, there are over 50 different SLM/SLS process parameters that impact the ultimate quality of the finished part, creating a significant challenge in understanding process physics and developing an effective process control strategy [4, 10–12]. Broadly speaking, these parameters can be placed into one of four categories: (1) laser and scanning parameters, (2) powder material properties, (3) powder bed properties and recoat parameters, and (4) build environment parameters [10]. These properties are summarized in Table 1. These can be further classified into controllable parameters that can be manipulated during a build process and predefined parameters that are determined at the start of a build and remain essentially set throughout the process [4]. Here, we define variables as “controllable” if they are or can be manipulated during a typical build with current technologies, even though some variables defined here as fixed could theoretically also be varied. Some of the parameters listed in Table 1 are actually groups of variables with the specific values of relevance depending upon the system design being used.
A basic understanding of the physics of the SLM/SLS process will aid in understanding the relative importance of each parameter. At its most basic level, SLM/SLS is essentially a heat transfer process where energy from a laser is transferred to a powder bed, heating then melting the powder, after which the melt is allowed to cool to a solid mass. This is illustrated in a simple diagram in Fig. 2 for SLM.

Heat transfer paths in melt pool formation and solidification in a selective laser melting (SLM) process
The laser serves as the energy source in the heat transfer process illustrated in Fig. 2. How much power is delivered by the laser is most obviously a function of the laser power output (P L), the mode of the laser (continuous or pulsed), the area to which the beam energy is applied (spot size), and the amount of time the energy is applied to a given area of the powder bed [4, 10–12]. Power is commonly adjusted to different levels during an SLM build process corresponding to scan parameters used for different types of desired features. For example, different laser powers may be used on part contours to control surface finish than are used in the bulk interior region of a part or on support structures where manufacturing speed and density are important but where surface finish is not relevant. Continuous lasers are the standard in industrial machines; however, pulsed lasers have been demonstrated [13, 14] to provide some advantages in preventing cracking or controlling the microstructure of the material [15–17]. If the laser is used in a pulsed mode, the peak power, pulse width, and pulse frequency can be added to the list of variables impacting the output of an SLM or SLS process. Unpolarized IR lasers (wavelength of ~1.06 μm) are the industry standard for SLM machines. Wavelength and to a lesser extent polarization can have a significant impact on absorptivity [18], though these are not parameters that are commonly changed in the SLM or SLS processes [10].
In either pulsed or continuous mode, the focus and profile of the laser beam, described by beam quality (M 2), intensity profile (I(x,y,t)), and spot size(d x and d y), also impact how energy is delivered to the powder bed. A galvanometer scanner is used to move or scan the focal point of the laser across the build surface during the SLM and SLS processes. The speed at which the laser is scanned (v) is a critical controllable process parameter, impacting how long the laser power is applied to a particular spot [4, 10–12, 19]. Typical laser scan speeds are on the order of 10 to 100 s of millimeters per second.
Part geometry and scan pattern or strategy will also influence the heat transfer environment in the vicinity of the melt pool. In Fig. 3, the heat transfer process of Fig. 2 is illustrated in four different cases. The powder can intuitively be expected to have different thermal transport properties from the fused material. As such, the situation illustrated in Fig. 3a where a scan is taking place over a large solid part, the part itself becomes a heat sink through which energy is conducted away from the melt pool. When scanning over a smaller solid mass as in Fig. 3b, conductive dissipation of thermal energy away from the melt pool will be slower. Similarly, the pattern or strategy used in scanning the laser impacts the thermal environment. To illustrate this, compare the scenario illustrated in Fig. 3c with that in Fig. 3d. While at first glance these may appear to be near mirror images of one another, they are quite different from a heat transfer perspective. Gas flows from left to right over the powder bed in both illustrations. In Fig. 3c, the laser is focused on the right edge of a part. Gas flowing across the surface has had the opportunity to pick up heat from the hot, recently fused material to the left of the scan. The melt pool is also partially forming next to solid material on the left side and powder on the right side. As such, thermal conduction to the left is expected to be faster than conduction to the right. In contrast, the laser in Fig. 3d is focused on the left edge of a part so that the gas flowing across the surface reaching the melt pool region without flowing over any previously welded material. A layer of powder also sits atop the previously fused layers of the part to the right of the melt pool. The laser scan pattern or strategy used in creating each successive layer of the part will impact the heat transfer process and hence thermal gradients within the part as it is formed [20]. Not surprisingly, the laser scanning strategy used has been observed to influence the resulting properties of the finished part [21, 22]. Common scanning patterns include hatches in arrays of parallel stripes, spirals, or contours from the outer edge of a part to the center and/or ziz-zagging tracks [10, 21, 22]. Implementation of any of these scan strategies in practice requires specification of multiple process variables, such as the stripe width, stripe overlap, and stripe direction for the first example listed. One parameter common to all scan strategies is the scan spacing (S s) or distance between neighboring passes of the laser [10, 12]. Some degree of overlap between neighboring melt pool areas is typically desired to ensure the material is fully dense and achieves full strength. The degree of overlap will also impact the thermal environment in a manner similar to that described in Fig. 3. Ultimately, ensuring the laser is focused on the desired position and moving at the specified speed is critical to controlling variability in SLM and SLS processes.

a–d Illustration of different heat transfer scenarios as a function of geometry and scan strategy
How the laser beam interacts with the powder material during SLM as well as the dynamics of the melt pool are largely a function of the powder material and thermodynamic properties [10]. The choice of material essentially sets these properties [4, 10]. In addition to standard thermophysical properties, the powder particle shape, surface roughness, and size distributions can also be important as these impact light absorption [23, 24], flowability of the powder during the recoat process, packing of the powder bed, and the uniformity of layers deposited in the recoat process [4, 10, 12]. If powder is reused, these properties are susceptible to change due to sieving, contamination, or vaporization and subsequent condensation of material from previous builds [10]. These changes are denoted by a pollution variable in Table 1 and are not easily quantifiable [10].
The properties of the powder bed are related to, but different from, those of the powder material from which it is composed [23–25]. These differences which can significantly impact process dynamics as well as final part properties are to great extent a function of the packing density of the particles in the powder bed. The powder bed may be composed of as much as 40–50 % free space depending on packing density. One consequence of this free space is that the powder bed exhibits different thermal transport properties from the material of which it is composed [26, 27]. For example, Sih et al. measured the thermal conductivity of a nickel powder bed to be 0.272 W/(m · K) while the value for nickel metal is known to be 90.9 W/(m · K) [27]. Consequently, powder layer thickness, layer uniformity, powder temperature, and packing density can all be expected to impact the heat transfer process described in Fig. 2. A lower limit on the former is imposed by the particle size in the powder feed [12].
The thermal properties of a powder are known to depend on packing density. Packing density is well known to be a function of the particle size and shape distributions and has been described by several models [28, 29]. Intuitively, it is expected that powder delivery or recoat process parameters such as the recoater type (blade or roller), recoater material (hard metal or ceramic or soft plastic), recoater velocity, powder dosing, layer thickness, and applied pressure have an impact on the packing density of each respective powder layer. Powder recoating parameters, especially layer thickness and uniformity, have been found to impact finished part properties [1, 12, 30, 31]; however, current understanding of the mechanism of the impact is limited to a few empirical observations. The recoat process bears many similarities to the classic slider bearing problem in fluid mechanics with powder lubrication (cf. [32, 33]), as illustrated in Fig. 4. Application of similar modeling approaches to the recoat process in SLM and SLS systems might be expected to yield useful theoretical insights into recoat process dynamics and ultimately its influence on the powder fusion process.

It is common to control the powder bed temperature with either radiant heaters in the build environment or through heating the walls of the powder bed/powder reservoirs. Most obviously, the powder bed temperature will impact thermal gradients in the heat transfer process illustrated in Fig. 2, ultimately influencing internal stresses in finished parts [12]. Thermal transport properties such as heat capacity and thermal conductivity are also a function of temperature. Less apparently, powder bed temperature may impact the flow of powder during the recoating process (cf. [32, 33]) and thus impact layer uniformity and packing density.
The high temperatures required to melt or sinter metals necessitate that SLM and SLS builds be performed under a controlled, low oxygen atmosphere to prevent oxidation, decarburization, and other problems that can adversely impact mechanical properties of the finished part [12]. This is achieved using a combination of positive pressure from an inert process gas, usually argon or nitrogen, and vacuum pumping to remove air from the build space [12]. In SLM, a plasma plume is typically observed above the weld pool. This plasma consists of ionized gas from the build atmosphere as well as vaporized and/or ionized metal from the powder bed [34]. This plasma plume may absorb and/or refract laser radiation thus influencing energy absorption by the melt pool/powder bed [12, 34, 35]. The surface tension, and hence the shape of the melt pool, as well as Marangoni flow in the melt pool are also expected to be impacted by the build environment gas composition in SLM. This phenomenon is well known in fusion welding processes [36–38], though it has not been studied with respect to SLM. Small changes in oxygen composition (from 0.1 to 1.0 vol%) have been observed to lead to large changes in the shape of the weld pool as small quantities of oxide form on the surface of the melt, changing the surface tension and impacting Marangoni flow within the liquid phase [36–38]. Any change in melt pool dimensions would impact the heat transfer process illustrated in Fig. 2. Changes in surface tension also can lead to Rayleigh instabilities in the weld bead during an SLM process [39].
Process signatures
In addition to process variables, numerous process signatures provide a “voice of process” that can be monitored to provide information about both process physics and ultimate part quality metrics. These process signatures result from dynamic characteristics of heating, melting, and solidification of the powder feed material, i.e., the heat transfer process illustrated in a simplified form in Fig. 2. The most obvious process signatures and those that have received the most attention in SLM process monitoring efforts are those associated with the melt pool and illustrated in Fig. 5.

Illustration of process signatures emanating from the melt pools in SLM
The physical size of the melt pool is arguably the simplest process signature conceptually. The melt pool will grow or shrink as more or less energy is transferred to the powder bed and/or melt pool. The shape and stability of the melt pool may also change during the process. As the melt pool grows, “satellites” may form as solid powder grains become connected to the edges of the melt pool [12]. Conversely, if too little energy is transferred to the material, a “balling effect” characteristic of an unstable melt pool may be observed [12]. These effects are commonly observed at the starting and stopping points of a scan [12]. As noted in the previous section, Rayleigh instabilities have also been observed in some SLM process conditions [40].
There are several electromagnetic signatures that emanate from the melt pool, as shown in Fig. 5. Laser light that is not absorbed by the powder/melt pool will be reflected or scattered away from the build surface. Radiative emission from the melt pool will also occur at wavelengths that correspond to the melt temperature. The high energy of the laser will also lead to the formation of a plasma plume above the melt pool, consisting of partially ionized gas from the build environment as well as metal vapor. Emission from this plasma plume adds to the electromagnetic signature of the melt pool [12, 34, 35].
In-process sensing strategy and modalities
All of the key process variables in the “Key process variables” section and Table 1 as well as the process signatures in the “Process signatures” section are potential candidates for monitoring as part of a larger quality and process control plan for the SLM process. As should be clear from the preceding discussion, monitoring all of the large possible number of process variables and signatures would be impractical. The ultimate goal of process monitoring is to ensure the quality of final parts reducing the need for costly, time consuming post-process inspection and to develop real-time process control. To achieve this goal will require determining which of the many process variables and signals or combinations thereof provides the most valuable information while at the same time being accessible to measurement and analysis. This evaluation will require a quantitative understanding of how SLM process variables and process signatures are related to one another and ultimately how both relate to important part quality metrics, as illustrated in Fig. 6 [4]. These correlations are unfortunately not well understood at this time. The key strategic focus of SLM in-process sensing development work is on identifying and understanding these quantitative correlations. Ideally, theoretical models that provide insight into the process physics would provide this information. From a practical standpoint, empirical correlations would provide significant value and enable in-process sensing to be used for quality monitoring and process control. Whether theoretical or empirical, these kinds of quantitative correlations (illustrated in Fig. 6) are critical to making process intelligence gained from a monitoring system actionable.

General strategy for in-process sensing technology development—identifying quantitative correlations between process parameters, process signatures, and quality metrics
The current state of the art with regard to in-process sensing technology will be reviewed in the remainder of this section. Observed correlations of sensor measurements of process parameters and process signatures with one another and with part quality metrics will be highlighted. In-process sensing modalities can be broadly divided into those that monitor process inputs or predefined process variables and those that monitor process signatures or the “voice of process.” Monitoring of process inputs can be further grouped into technologies for machine measurements and those for powder property measurements, with the latter being more specific to the SLM process. Technologies for monitoring SLM process signatures bear great similarity to those used in laser welding [41, 42]. The most common approaches to monitoring the “voice of process” have focused on acoustic signatures from the weld pool, electromagnetic signatures such as those illustrated in Fig. 5, and/or powder bed imaging. Monitoring of electromagnetic signatures from the melt pool has been the predominant method for SLM in-process sensing and has been accomplished using both Lagrangian (i.e., moving with the melt pool) and Eulerian (i.e., fixed position) reference frames. One challenge common to nearly all of these sensing modalities is data management. This issue will be discussed in the next section, followed by an overview of current commercially available in-process sensing systems.
Measurements of predefined process variables
Though not in-process monitoring per se, evaluation of SLM process input parameters or predefined variables provides critical information required for process models and thus model-based control. The accuracy of process models will be limited by the accuracy of the parameter measurements input to those models. Moreover, as these process inputs have a critical impact on numerous part quality metrics, their measurement and control is an essential part of any quality plan. From an evaluation standpoint, these input parameter measurements can be divided into two groups, those performed as part of regular machine maintenance and calibration and measurements of material inputs.
Machine measurements
Variation in the performance of mechanical aspects of the machine or machine errors can be a source of part quality issues. For example, positioning variation will lead to geometric variation in parts. These sources of variation are generally considered small relative to other process issues and are not unique to additive processes and will not be discussed in depth here. Guidelines for controlling these issues can be taken from well-established machine tool standards, e.g., ISO 230-1 [4].
Powder property measurements
The material properties of the powder feed used in an SLM or SLS process will place a fundamental limit on the material properties of the finished part. Powder properties also have a major impact on process dynamics, as discussed in the “Key process variables” section. Of particular interest are the powder thermal properties which impact the heat transfer process (see Fig. 2) and the morphological and flow characteristics of the powder which are important machine powder handling systems and the recoat process. ASTM F3049-14 outlines standard measurement methods for chemical composition, density, morphology, and flow characteristics of powders used in additive manufacturing [43]. Several measurement methods for each are referenced in this standard and are summarized along with other common measures in Table 2. By and large, these are traditional material characterization methods that have been applied to additive processes. In many cases, these are impractical in time, effort, and cost [44]. Current methods also may be inadequate due to gaps in the current state of knowledge as to how changes in powder properties influence finished part characteristics. For instance, the differences between virgin metal powder and reused powder from a previous additive process and how these differences impact part quality remain unclear [44]. These challenges have led to efforts to develop standardized methods for rapid qualification and certification of additive materials and parts [45].
Powder chemical composition provides a potential source of part quality variability. Statistical variations in alloy composition can be expected between powder lots and powder suppliers. Changes in powder properties over time could also introduce variation into the process, such as when recycled powder is used due to repeated exposure to the build environment in an SLM machine [44, 45] or simply due to exposure to the environment (e.g., oxidation or moisture adsorption). Common chemical analysis methods include inert gas fusion thermal conductivity to evaluate hydrogen and oxygen content in alloys, combustion analysis to evaluate carbon content, and several optical and X-ray spectroscopic techniques for evaluating bulk and surface chemical composition. X-ray diffraction is also commonly used in evaluating the crystal structure of the material.
Several methods are available for evaluation of powder density, including tests using a Hall flowmeter funnel, Carney flowmeter funnel, Scott volumeter, and Arnold meter. An alternative approach using helium or nitrogen pyncnometry will provide a measure of the bulk material density from a powder sample. A drawback of this technique is its cost and complexity relative to the other density measurement methods. These along with tap density testing methods aim to provide a standard means of packing the powder particles so as to achieve a consistent measurement. These methods provide value in terms of defining a repeatable measurement for supplier/material specifications but are less useful in providing input to process models. As discussed in the “Key process variables” section, the packing density of the powder in an additive machine can be expected to depend at least in part on recoat process parameters. It is not clear which if any of these methods provide values that are representative of the density in the powder bed of a SLS or SLM system is not clear.
Thermal property analyses of powders are not called out in ASTM F3049. As discussed in the “Key process variables” section, properties such as the heat capacity and thermal conductivity of the powder are critical determinants of process dynamics and will thus also be important inputs to any process model. Evaluation methods for powder thermal properties are summarized by Sih and Barlow [27] and bear strong resemblance to traditional methods used for bulk solid materials. A challenge in using powder thermal properties measured with these methods is that the values obtained will depend on the packing density of the powder. As with the density measurement methods described above, powder thermal property measurements may not be representative of the actual values in the powder bed of an SLS or SLM machine.
Particle size distributions can be easily and cheaply evaluated using a series of sieves of decreasing opening sizes. Laser or light diffraction and scattering methods provide another means of evaluating particle size distributions. Evaluating particle shapes and shape distributions requires individual particle images or silhouettes which can be obtained using a microscopy [9, 43, 45] or projection image [46]. Image analysis software can provide a number of shape measures and statistics for particles, which have been reviewed by Hawkins [47] and are described in ASTM B243 [45]. Most metal powders used in SLM are manufactured using a gas atomization process and have diameters on the order of 10 s of microns. This process generally produces spheroidal or quasi-spheroidal particle shapes [44, 48]. Particle size and shape distributions impact several aspects of SLS and SLM processes. For example, particle size places a fundamental lower limit on both the layer thickness (i.e., particles must fit through the gap between the part/build surface and recoater surface illustrated in Fig. 4) and minimum feature size that can be obtained (i.e., features smaller than an individual particle will not be obtained by fusing particles together) in an SLM process. Size and shape distributions also impact flowability during the recoat process (cf. [32, 33]), optical properties of the powder bed [23], as well as the powder packing density [28, 29], which in turn impacts the thermal properties of the powder bed (see the “Key process variables” section). While there is a good qualitative understanding of the link between particle size and shape distributions and various aspects of the SLS and SLM processes, there remains a need for better quantitative understanding of these relationships to better allow both better use of particle size and shape distribution data and to develop more intelligent material specifications.
As discussed in the “Key process variables” section, flow characteristics of the powder will be important in the recoater and powder handling systems of additive machines. Poor flow can lead to build crashes or recoat nonuniformities and thus should be taken into account when developing and specifying materials for SLM [49]. While particle size and shape distributions impact flow characteristics, these alone do not define flow behavior as different powder samples with the same size and shape characteristic have been shown to exhibit markedly different dynamic flow behavior [9, 44, 49]. Environmental factors such as humidity are among the many factors known to impact powder flow and packing characteristics [44]. Several methods are available for evaluating powder flow characteristics. Hall or Carney funnel measurements are among the simplest of these; however, they are clearly not representative of the flow situation in an additive machine. Numerous advanced powder rheology tests are also available [9, 44]; however, it is unknown which of these measures provide the best picture of how the material will behave during an additive process. More research is needed to develop models of the flow behavior and to correlate powder rheology characteristics to machine performance characteristics to enable best measurement practices to be better defined for SLS and SLM.
“Voice of process” measurements
As previously noted, the majority of SLM in-process monitoring efforts have focused on measurement of process signatures associated with the melt pool and surrounding heat affected zone (HAZ). Measurements of these “voice of process” signals include acoustic and electromagnetic signatures, such as those shown in Fig. 5. Measurements of electromagnetic signals emanating from the melt pool are far more developed for the SLM process and show great promise for evaluating melt pool size, temperature, and stability as well as the thermal history of the material. In addition to the melt pool, the process signatures from the powder bed itself can provide valuable insight into process variation and final part quality. A survey of these monitoring approaches is presented in this section.
Acoustic signature monitoring
Acoustic monitoring is widely practiced in laser welding processes due to the simplicity and low cost of acoustic sensors [41, 42, 50, 51]. The basic process requires comparison of the acoustic signature of a “known good” standard with that from welds to be evaluated and is described in ASTM E749. While the intensity of a weld acoustic signature has not been shown to be a strong indicator of weld quality [50], the frequency response has been correlated to several weld quality metrics and process phenomena, including keyhole formation, plasma formation, and crack propagation [42]. Acoustic monitoring has been discussed as a potential monitoring technology for laser additive processes [42], but to date there have been no published studies of this monitoring approach applied to the SLM process. It is anticipated that the 3D nature and complex acoustic environment of the SLM process would make implementation of acoustic monitoring highly nontrivial, though it is an area worthy of further investigation.
Electromagnetic melt pool signature monitoring
Electromagnetic signatures associated with the melt pool and HAZ have been the subject of most SLM process monitoring research and development efforts. These signatures include melt pool geometry measures and electromagnetic emission from the melt pool and associated plasma plume (see Fig. 3). Sensors utilized for evaluating these signals can be classified broadly as spatially integrated (i.e., photodiodes and pyrometers), spatially resolved (i.e., cameras), and spectrally resolved (i.e., spectrometers) [1, 42].
Regardless of the type of sensor used, one requirement is that the sensors have a very fast response time and a high degree of spatial resolution. Laser scanning rates in SLM are typically on the order of 100 to 1000 mm/s while the laser focus area is on the order of 10–100 μm. Any electromagnetic monitoring system must be equally capable of reacting to these high scanning velocities and rapid melt pool dynamics in addition to being able to resolve small spatial variations [1]. This in turn leads to a number of challenges associated with data management and can add to the cost of the sensor and related hardware.
Spatially integrated, single-channel detectors such as photodiodes, pyrometers, and photomultiplier tubes have seen widespread use in melt pool monitoring [52–56]. These have the advantage and disadvantage of reducing the signal from the field of view down to a single number, a voltage corresponding to the amount of light that strikes the detector. The low cost, high sensitivity, robustness, and fast data collection rates (typically ~50 kHz) make these devices very attractive for SLM in-process monitoring efforts. These kinds of sensors are typically sensitive only over a limited range of wavelengths. For example, silicon photodiodes are generally used for UV and visible wavelengths while germanium and InGaAs photodiodes are preferred for visible to infrared light detection. Most SLM monitoring efforts have focused on a limited range of wavelengths corresponding to specific melt pool related phenomena by their choice of sensor in combination with spectral filters [1, 57]. Thermal radiation from the melt pool is generally in the visible to IR range (900 to 2300 nm) while plasma emission is in near UV or visible wavelengths (400 to 650 nm) [1]. Back reflection of the laser may also need to be accounted for, which of course will occur at the laser wavelength (1060–1080 nm) [1].
An alternative approach to melt pool monitoring is to utilize a spatially resolved sensor modality, i.e., a camera. More specifically, such “vision systems” use CCD or CMOS detectors where the pixels of the detector enable spatial resolution of the signal. Melt pool size can be evaluated by counting the number of “hot” pixels which detect a light intensity above some threshold value. Similarly, melt pool shape and temperature profiles can be estimated [52, 53, 58]. As with single-channel detectors, spatially resolved sensors and accompanying spectral filters must be carefully chosen to focus on wavelength ranges of interest. These systems gather either emitted light from the melt pool [52] or use an illuminating laser [1]. Camera-sensing systems typically have a slower response time than single-channel detectors such as photodiodes (500–1000 images/s) [52]. Nonetheless, data management can be an even greater challenge with camera-sensing systems as the amount of data that can be collected increases with the number of pixels in the sensor [52].
Spectrally resolved sensor modalities, i.e., spectrometers, have long been used in laser processing [42], but have not been widely applied to the SLM process. UV and visible spectrometers can give valuable information about the nature and composition of the plasma plume generated above a melt pool in laser material processes [42, 59, 60]. Two key drawbacks to this measurement approach are the cost of the spectrometers themselves and their slow response time relative to the speed of the additive process.
Lagrangian reference frame modalities
In addition to the types of sensors used, how the sensors are employed in an additive machine will have a major impact on the type of analysis that can be performed. Sensors may be employed in a manner that allows the sensor to follow the melt pool, i.e., with a moving, Lagrangian reference frame, or in a manner that allows the sensor to focus on a fixed position, i.e., with an Eulerian reference frame. To accomplish the former, sensors have been set up to observe the melt pool directly through the scan head. This provides a Lagrangian viewpoint aligned with the laser focal point and following the melt pool. An illustration of this type of sensor setup is shown in Fig. 7. By incorporating a beam splitter, multiple sensor modalities can be incorporated into a system in this manner [1, 52–55]. Using the same galvos and optics as the scanning laser ensures that the area probed by the sensor is coincident with the focal point of the laser and presumably the heat affected zone. However, the reflective profile of the mirrors and distortion of the f-theta (or any other) lens limits the ability to probe process signatures with wavelengths relatively close to that of the scanning laser [53, 58].

Illustration of optical arrangement for on-axis, Lagrangian melt pool monitoring sensors
This approach has also shown success in identifying variations in-process parameters and defect modes. For example, a pyrometer response in this type of setup has been shown to be sensitive to variations in powder layer thickness, scan spacing, and scan strategy in addition to identifying Rayleigh instabilities in the melt pool [56]. Berumen et al. demonstrated the ability to detect changes in powder layer thickness and were able to show a correlation between photodiode response and the porosity level of a test specimen [52]. A laser power-dependent response that correlated to melt temperature has also been observed [53]. Similar results have been obtained at GE Aviation, as shown in Fig. 8. Porosity in SLM is expected when the applied laser energy density is either too low to result in powder fusion or when the energy density is too high and effectively boils the metal material [61].

Photodiode response and sample porosity vs energy density in an SLM process at GE Aviation
A photodiode sensor in a Lagrangian monitoring modality has also been used to develop a first-generation feedback control system for an SLM process that dynamically adjusts laser power based on photodiode response [54, 58]. The control methodology proved successful in improving the surface finish of an overhang in a metal part [54, 58]. While promising, further work is needed to validate this approach for other process conditions and geometries to determine how generally it may be applied.
In a similar manner, cameras may also be integrated coaxially to enable monitoring of the shape and size of the melt pool [1, 52, 54]. Whether the camera uses illumination or emitted light, the melt pool size is a discriminator of the amount of energy that has been deposited into the melt pool. Since energy input is related to a number of factors including laser power, scan speed, and powder absorptivity, being able to determine melt pool size is important in discriminating against these process changes. Shape, specifically the length of the melt pool, has been shown to be a proxy for material cooling rates which ultimately may indicate the amount of residual stress in the part [55].
The Lagrangian monitoring approach has shown significant promise in moving toward the goal of an industrialized, real-time process control system. It allows the melt pool instabilities and variation to be observed in real time. As discussed in the “AM process overview” section, many variables influence heat transfer in the HAZ and thus the process signatures. Numerous error modes or process variations can create such instabilities and variations [61, 62]. For example, slip in a galvo motor as it ages may cause a jump or sudden variation in laser scan speed and result in a change in melt pool dimensions and electromagnetic emission. A similar result might be observed due to a sudden change in gas flow rate or laser power. A more sophisticated system than has been currently reported will likely be required to enable more robust process control or to do root cause analysis when instabilities are observed. It is anticipated that multiple sensor modalities will be required to distinguish different error modes and sources of variability as well as to capture process dynamics for a sufficiently wide range of materials, process conditions, and part geometries. Another weakness of this approach is that it does not allow the temperature history of a given element of material to be monitored. Metallurgical properties will depend to some extent on the peak temperature and the cooling rate. A Lagrangian sensor as described here monitors an area coincident with the laser focal point and remains blind to the cooling process of an element of material that occurs after the laser has passed that element.
Eulerian reference frame modalities
An alternative and complementary process monitoring approach is to utilize an Eulerian reference frame monitoring a fixed point or area on the build surface. This can also be done using the same sensor modalities discussed above for a Lagrangian reference frame, i.e., photodiodes, pyrometers, and cameras. The thermal history of a material, especially many metal alloys, strongly influences and in many cases is the primary determinant of the material’s final physical and mechanical properties. Unlike Lagrangian measurements, Eulerian fixed reference frame measurements allow process signatures related to the thermal history to be monitored.
This approach has not received as much attention in the academic literature for SLM processes, though it has been incorporated into a system by plasmo Industrietechnik and EOS [57]. It has also been utilized in other laser material processing applications, including direct metal deposition additive manufacturing [63] for quality assurance of that process which has the advantage of a constant distance between the sensor and melt pool. For single-channel detectors in SLM, this would only be the case if a single reference point were monitored on the build platform. From an analytics standpoint, another challenge is accounting for changes in the emissivity of a material as a function of temperature and part geometry. For a given alloy, the emissivities will be different for a powder bed, a liquid melt pool, and the resulting dense solid in an SLM process [4].
Powder bed monitoring
Imaging of the powder bed may also be used to garner insight into the health of the process and quality of the part. There are several ways to image the powder bed and numerous outputs. Both visible and IR cameras have been employed for powder bed imaging, though the latter has primarily seen use in polymer SLS systems rather than metal SLM machines. IR images allow temperature variations in the powder bed to be measured that can contribute to thermal stress within a part [64]. Visual camera images taken after the completion of laser scanning on a given layer may be used to evaluate errors related to the part geometry, superelevation of the part above the powder bed due to thermal stresses, and support connection errors in a that layer [65, 66]. Imaging after a powder recoat process but before laser scanning of a given layer can also provide a means of detecting irregularities in the recoat process [58]. Images of the powder bed after the recoat can be analyzed to detect short feeds where insufficient powder is applied to the layer, or other nonuniformities in a powder layer such as those caused by damage to a recoater mechanism or a part protruding through a powder bed due to thermal stresses [58]. Visual imaging equipment is relatively inexpensive and easy to install; however, image analysis is complicated by uneven exposure, the off normal imaging axis, and the reliability of detecting edges. Significant image post-processing is required to correct for image perspective and contrast between the part and powder [65]. Data handling also becomes a challenge with higher resolution images required for evaluating fine geometric features.
Data management challenges
Beyond the challenge of relating in-process sensor data to system control and part quality metrics, the sensing modalities discussed in the preceding section also have the potential to generate massive amounts of data. As the number and size of the data sets grow, processing the data in real time and archival storage of the data become major challenges. In this section, the scale of this challenge will be described. A prerequisite to dealing with this problem is understanding the relationships or correlations between in-process measurements and part quality metrics, as discussed previously. This could potentially enable reducing massive raw data sets to a small number of statistical metrics, presuming that meaningful correlations between such statistics and process control measures or part quality metrics can be established. Even with such data reduction, improvements in data infrastructure will likely be needed. It is anticipated that the storage of in-process sensing data will require a networked system to move it from the collection location at an individual additive machine to a centralized server for analysis, archiving, and action. Such infrastructure has been envisioned for the “industrial internet.” Both data reduction and data infrastructure issues will also be discussed in the remainder of this section.
Magnitude of in-process sensing data
Some simple order of magnitude calculations will help illustrate the scale of the problem. Consider a laser scan rate of 100 mm/s for a part with geometric tolerances ±100 μm. As a rule of thumb, a measurement system should have resolution of ~1/10 of the specified tolerance; hence, a spatial resolution of 10 μm would be desired. For a Lagrangian melt pool sensor like those described in the “Electromagnetic melt pool signature monitoring” to “Lagrangian reference frame modalities” sections this would require a data collection rate of ~10 kHz to achieve the desired spatial resolution, i.e., one data point for each 10 μm scanned. A similar argument may be made on the basis of melt pool dynamics. It has been estimated that at typical laser scan speeds, when monitoring a fixed location, a melt pool will persist for only ~0.001 s with heating and cooling rates on the order of 106 K/s [67]. Capturing melt pool dynamics with any reasonable degree of utility might thus be expected to require data collection rates on the order of at least 10 kHz.
Typical data rates for systems reported in the both commercial and laboratory melt pool monitoring systems are around 50 kHz. An in-process sensing system will likely require multiple data channels to be an effective tool for quality monitoring or process control (e.g., one or more photodiode signals, position coordinate signals, and laser power). A single precision value from a sensor stored in a binary fashion occupies 32 bits. The data rate from a five-channel system collecting at 50 kHz will be 1 MB/s. This seemingly small value grows quickly when build times can stretch into many hours or even days. For example, a 3-day build with a laser on time of 90 % and the five-channel collection system described previously would generate a little over 233 gigabytes of data. In a manufacturing environment with several machines running year round, the quantity of data collected quickly soar into the petabyte range. For perspective on this value, consider that as of May 2013, the entire catalog of content for the popular Netflix streaming service was reported to be just over 3 petabytes of data [68]. Clearly, data management strategies are critical to the adoption of process monitoring in environments outside of a laboratory setting.
Data reduction
Reducing the amount of data that must be analyzed and stored will be critical for in-process sensing technology to add real value to additive manufacturing in an industrial production setting. The general approach will likely require analysis of the data in a real-time or quasi real-time basis and generation a reduced set of statistical metrics of the data. Saving just these metrics can result in drastic reductions in the amount of data stored. An example of this approach is the QMmeltpool system from Concept Laser [69] where on-axis camera and photodiode data yield the area and intensity of the melt pool. The data written out by this system consists of the selected metrics of the data, not the entire data set.
Depending on how many metrics are desired or needed, the amount of output data can be reduced from the order of 100 s of gigabytes described previously to the order of megabytes per build. The question that remains to be answered is which such metrics provide the most value for enabling process control and/or quality monitoring. This will in part depend on which quality metrics are most important for the part being manufactured. A prerequisite to answering this question is an understanding of the correlations between in-process measurements and part quality metrics (cf. Fig. 6).
Data infrastructure
Regardless of the data reduction strategies that are ultimately used, it is expected that large-scale widespread industrialization of in-process sensing technology for additive manufacturing will require the development of tools and strategies for archiving data [70]. This will likely be especially important in highly regulated industries such as medical device and aerospace manufacturing. Building of the storage space and network connectivity infrastructure required is part of the development of the so-called “industrial internet,” “internet of things,” or “Industrie 4.0” [71–73]. Though not exclusive to additive manufacturing, this is the subject of several well publicized large corporate initiatives, including GE’s Digital Thread [74] and IBM’s Big Data and Analytics Hub [70].
Commercial systems
From a commercial manufacturing standpoint, in-process sensing technology for additive manufacturing is still in its infancy. Most systems discussed in this article have been employed only in an academic research environment. With the exception of systems designed for monitoring of traditional laser welding processes, most commercially available SLM process monitoring systems have been only recently introduced to the market. EOS GmbH announced the addition of a melt pool monitoring suite for its laser powder bed metal machines at the 2015 formnext trade show [75]. A summary of some of these systems is provided in Table 3. The “voice of process” sensor modalities described in the previous section are all well represented. As should be apparent, each modality has its technical advantages and drawbacks. Key to the success of any of these will be the analytics applied to the process signals to correlate them to process quality metrics. Other factors of importance in evaluating commercial systems will include cost, the ease with which they are integrated with the additive machine, and their ease of use in a manufacturing environment.
Conclusions
The ultimate goals of SLM process monitoring are to provide a capability or real-time quality assurance, and ultimately, for closed-loop feedback control of the additive machine. This will require a strong understanding of the relationship between monitored process variables and signatures and relevant part quality metrics. Most process monitoring studies have reported only qualitative correlations. Quantifying these correlations along with the variations of in-process signals will be a first step toward statistical process control (SPC) of the additive process. Gervasi et al. demonstrated application of SPC principles to a stereolithography process and discussed its application to laser powder bed processes [76]. Nonetheless, while the use of SPC is a standard practice for many manufacturing operations, it has seen limited use in relation to additive manufacturing processes.
Some initial steps have been taken in the development of real-time closed-loop feedback control, notably by researchers at Katholieke Universiteit Leuven [52, 54, 58, 77]. That work primarily aimed at maintaining a constant melt pool size and demonstrated some success in improving the surface finish and shape of downfacing features. Advancing feedback control technology for SLM will likely require improved process models that relate melt pool and quality characteristics to process variables. Numerous SLM process modeling efforts are underway, a review of which is beyond the scope of this manuscript. To date, few if any efforts have utilized in-process monitoring signals to validate those models.
For the rapid pace of additive manufacturing and specifically metal selective laser melting industrialization to continue, significant advancement of process sensing and corresponding analytic and control capabilities will be required. As discussed in this manuscript, significant progress is being made in this direction, though the complex nature of the SLM process presents formidable challenges. While there remains a need for understanding the influence of feed powder characteristics on the process as well as quantitative correlations between process sensor responses, process variables, and quality metrics, the availability of first-generation commercial systems along with progress described herein point to a promising future for SLM industrialization.
References
Lott P, Schleifenbaum H, Meiners W et al. (2011) Design of an optical system for the in situ process monitoring of Selective Laser Melting (SLM). Phys Procedia 12:683–690. doi:https://doi.org/10.1016/j.phpro.2011.03.085
Bourell DL, Leu MC, Rosen DW (2009) Roadmap for additive manufacturing: identifying the future of freeform processing
Scott J, Gupta N, Weber C et al. (2012) Additive manufacturing: status and opportunities. Institute for Defense Analysis: Science and Technology Policy Institute, Washington
Mani M, Lane B, Donmez A, et al. (2015) Measurement Science Needs for Real-time Control of Additive Manufacturing Powder Bed Fusion Processes. doi: https://doi.org/10.6028/NIST.IR.8036
National Institute of Standards and Technology (2013) Measurement Science Roadmap for Metal-Based Additive Manufacturing. Washington, D.C., USA.
Frazier WE (2014) Metal additive manufacturing: a review. J Mater Eng Perform 23:1917–1928. doi:https://doi.org/10.1007/s1165-014-0958-z
Frazier WE (2010) Direct digital manufacturing of metallic components: vision and roadmap. In: 21st Annu. Int. Solid Free. Fabr. Symp. University of Texas at Austin, Austin, pp 717–732
Gibson I, Brent S (2010) Additive manufacturing technologies rapid prototyping to direct digital manufacturing, 1st edn. Springer, New York
Amado A, Schmid M, Levy G, Wegener K (2011) Advances in SLS powder characterization. In: 22nd Annu. Int. Solid Free. Fabr. Symp. University of Texas at Austin, Austin, pp 438–452
Elsen M Van (2007) Complexity of Selective Laser Melting: a new optimization approach. Katholieke Universitiet Leuven, Leuven, Belgium.
Yadroitsev I, Bertrand P, Smurov I (2007) Parametric analysis of the selective laser melting process. Appl Surf Sci 253:8064–8069. doi:https://doi.org/10.1016/j.apsusc.2007.02.088
Kurzynowski T, Chlebus E, Kuźnicka B, Reiner J (2012) Parameters in selective laser melting for processing metallic powders. Adv Slow Fast Light V. doi: https://doi.org/10.1117/12.907292
Fischer P, Romano V, Weber HP et al. (2003) Sintering of commercially pure titanium powder with a Nd:YAG laser source. Acta Mater 51:1651–1662
Fischer P, Leber H, Romano V et al. (2004) Microstructure of near-infrared pulsed laser sintered titanium samples. Appl Phys A Mater Sci Process 78:1219–1227
Mumtaz KA, Hopkinson N, Erasenthiran P (2006) High density selective laser melting of waspaloy®. In: 17th Solid Free. Fabr. Symp. University of Texas at Austin, Austin, pp 220–232
Mumtaz KA, Erasenthiran P, Hopkinson N (2008) High density selective laser melting of Waspaloy®. J Mater Process Technol 195:77–87. doi:https://doi.org/10.1016/j.jmatprotec.2007.04.117
Buchbinder D, Schleifenbaum H, Heidrich S et al. (2011) High power selective laser melting (HP SLM) of aluminum parts. In: 6th Int. WLT Conf. Lasers Manuf. LiM. Department for Laser Technology LLT, RWTH Aachen University, Aachen, pp 271–278
Steen W, Mazumder J (2010) Laser Material Processing, 4th ed. doi: https://doi.org/10.1007/978-1-84996-062-5
Agarwala M, Bourell D, Beaman J et al. (1995) Direct selective laser sintering of metals. Rapid Prototyp J 1:26–36. doi:https://doi.org/10.1108/13552549510078113
Niebling F, Otto A, Geiger M (2002) Analyzing the DMLA-Process by a Macroscopic FE-Model. In: Thirteen. Solid Free. Fabr. Symp. University of Texas at Austin, Austin, TX, USA, pp 384–391.
Kruth JP, Froyen L, Van Vaerenbergh J et al. (2004) Selective laser melting of iron-based powder. J Mater Process Technol 149:616–622. doi:https://doi.org/10.1016/j.jmatprotec.2003.11.051
Hauser C, Childs THC, Taylor CM et al. (2003) Direct selective laser sintering of tool steel powders to high density. Part a: effects of laser beam width and scan strategy. In: Proc. 14th Solid Free. Fabr. Symp. University of Texas at Austin, Austin, pp 644–655
Gusarov AV, Smurov I (2010) Radiation transfer in metallic powder beds used in laser processing. J Quant Spectrosc Radiat Transf 111:2517–2527. doi:https://doi.org/10.1016/j.jqsrt.2010.07.009
Gusarov AV, Kruth J-P (2005) Modelling of radiation transfer in metallic powders at laser treatment. Int J Heat Mass Transf 48:3423–3434. doi:https://doi.org/10.1016/j.ijheatmasstransfer.2005.01.044
Tolochko NK, Arshinov MK, Gusarov AV et al. (2003) Mechanisms of selective laser sintering and heat transfer in Ti powder. Rapid Prototyp J 9:314–326
Gusarov AV, Laoui T, Froyen L, Titov VI (2003) Contact thermal conductivity of a powder bed in selective laser sintering. Int J Heat Mass Transf 46:1103–1109
Sih SS, Barlow JW (1993) The measurement of the thermal properties and absorptances of powders near their melting temperatures. In: 3rd Solid Free. Fabr. Symp. University of Texas at Austin, Austin, pp 131–140
Stovall T, de Larrard F, Muil M (1986) Linear packing density model of grain mixtures. Powder Technol 48:1–12. doi:https://doi.org/10.1016/0032-5910(86)80058-4
Yu AB, Zou RP, Standish N (1996) Modifying the linear packing model for predicting the porosity of nonspherical particle mixtures. Ind Eng Chem Res 35:3730–3741. doi:https://doi.org/10.1021/ie950616a
Van Der Schueren B, Kruth JP (1995) Powder deposition in selective metal powder sintering. Rapid Prototyp J 1:23–31
Van Elsen M, Al-Bender F, Kruth J-P (2008) Application of dimensional analysis to selective laser melting. Rapid Prototyp J 14:15–22. doi:https://doi.org/10.1108/13552540810841526
Jang J, Khonsari M (2005) On the granular lubrication theory. Proc R Soc A Math Phys Eng Sci 461:3255–3278. doi:https://doi.org/10.1098/rspa.2005.1510
McKeague KT, Khonsari M (1996) An analysis of powder lubricated slider bearings. Trans ASME 118:206–214
Hoffman J, Szymański Z (2004) Time-dependent spectroscopy of plasma plume under laser welding conditions. J Phys D Appl Phys 37:1792–1799. doi:https://doi.org/10.1088/0022-3727/37/13/010
Hauser C, Childs THC, Dalgarno KW, Eane RB (1999) Atmospheric control during direct selective laser sintering of stainless steel 314S powder. In: 10th Solid Free. Fabr. Symp. University of Texas at Austin, Austin, pp 265–272
Lu S, Fujii H, Nogi K (2004) Marangoni convection and weld shape variations in Ar-O2 and Ar-CO2 shielded GTA welding. Mater Sci Eng A 380:290–297. doi:https://doi.org/10.1016/j.msea.2004.05.057
Lu S, Fujii H, Nogi K (2004) Sensitivity of Marangoni convection and weld shape variations to welding parameters in O2-Ar shielded GTA welding. Scr Mater 51:271–277. doi:https://doi.org/10.1016/j.scriptamat.2004.03.004
Zhao CX, Kwakernaak C, Pan Y et al. (2010) The effect of oxygen on transitional Marangoni flow in laser spot welding. Acta Mater 58:6345–6357. doi:https://doi.org/10.1016/j.actamat.2010.07.056
Kruth J-P, Levy G, Klocke F, Childs THC (2007) Consolidation phenomena in laser and powder-bed based layered manufacturing. CIRP Ann Manuf Technol 56:730–759. doi:https://doi.org/10.1016/j.cirp.2007.10.004
Rombouts M, Kruth JP, Froyen L, Mercelis P (2006) Fundamentals of selective laser melting of alloyed steel powders. CIRP Ann Manuf Technol 55:187–192. doi:https://doi.org/10.1016/S0007-8506(07)60395-3
Paura R (2011) Laser weld quality monitoring. In: Lienert T, Siewart T, Babu S, Acoff V (eds) ASM Handbook, Vol. 6a, Weld. Fundam. Process. ASM International, Materials Park, OH, pp 595–605
Purtonen T, Kalliosaari A, Salminen A (2014) Monitoring and adaptive control of laser processes. Phys Procedia 56:1218–1231. doi:https://doi.org/10.1016/j.phpro.2014.08.038
ASTM F3049-14 Characterizing Properties of Metal Powders Used for Additive Manufacturing Processes. doi: https://doi.org/10.1520/F3049-14
Slotwinski JA, Garboczi EJ (2015) Metrology needs for metal additive manufacturing powders. JOM 67:538–543. doi:https://doi.org/10.1007/s11837-014-1290-7
Cooke AL, Slotwinski JA (2012) Properties of Metal Powders for Additive Manufacturing: A Review of the State of the Art of Metal Powder Property Testing. doi: https://doi.org/10.6028/NIST.IR.7873
Cox EP (1927) A method of assigning numerical and percentage values to the degree of roundness of sand grains. J Paleontol 1:179–183
Hawkins AE (1993) The shape of powder-particle outlines. Research Studies Press. Ltd., Taunton
Slotwinski JA, Garboczi EJ, Stutzman PE et al. (2014) Characterization of metal powders used for additive manufacturing. J Res Natl Inst Stand Technol 119:460–493. doi:https://doi.org/10.6028/jres.119.018
Evans RS, Bourell DL, Beaman JJ, Campbell MI (2005) SLS materials development method for rapid manufacturing. In: 16th Solid Free. Fabr. Symp. University of Texas at Austin, Austin, TX, USA, pp 184–196
Gu H, Duley WW (1996) A statistical approach to acoustic monitoring of laser welding. J Phys D Appl Phys 29:556–560. doi:https://doi.org/10.1088/0022-3727/29/3/011
Shao J, Yan Y (2005) Review of techniques for on-line monitoring and inspection of laser welding. J Phys Conf Ser 15:101–107. doi:https://doi.org/10.1088/1742-6596/15/1/017
Berumen S, Bechmann F, Lindner S et al. (2010) Quality control of laser- and powder bed-based additive manufacturing (AM) technologies. Phys Procedia 5:617–622. doi:https://doi.org/10.1016/j.phpro.2010.08.089
Chivel Y, Smurov I (2010) On-line temperature monitoring in selective laser sintering/melting. Phys Procedia 5:515–521. doi:https://doi.org/10.1016/j.phpro.2010.08.079
Craeghs T, Bechmann F, Berumen S, Kruth J-P (2010) Feedback control of layerwise laser melting using optical sensors. Phys Procedia 5:505–514. doi:https://doi.org/10.1016/j.phpro.2010.08.078
Yadroitsev I, Krakhmalev P, Yadroitsava I (2014) Selective laser melting of Ti6Al4V alloy for biomedical applications: Temperature monitoring and microstructural evolution. J Alloys Compd 583:404–409. doi:https://doi.org/10.1016/j.jallcom.2013.08.183
Pavlov M, Doubenskaia M, Smurov I (2010) Pyrometric analysis of thermal processes in SLM technology. Phys Procedia 5:523–531. doi:https://doi.org/10.1016/j.phpro.2010.08.080
Grünberger T, Domröse R (2014) Optical in-process monitoring of direct metal laser sintering (DMLS). Laser Tech J 11:40–42. doi:https://doi.org/10.1002/latj.201400026
Craeghs T, Clijsters S, Yasa E, Kruth J-P (2011) Online quality control of selective laser melting. In: 22nd Annu. Int. Solid Free. Fabr. Symp. - An Addit. Manuf. Conf. SFF 2011. University of Texas at Austin (freeform), Austin, pp 212–226
Park H, Rhee S (1999) Analysis of mechanism of plasma and spatter in CO2 laser welding of galvanized steel. Opt Laser Technol 31:119–126. doi:https://doi.org/10.1016/S0030-3992(99)00013-4
Huber S, Glasschroeder J, Zach MF (2011) Analysis of the metal vapour during laser beam welding. Phys Procedia 12:712–719. doi:https://doi.org/10.1016/j.phpro.2011.03.089
Das S (2003) Physical aspects of process control in selective laser sintering of metals. Adv Eng Mater 5:701–711
Niu HJ, Chang ITH (1999) Instability of scan tracks of selective laser sintering of high speed steel powder. Scr Mater 41:1229–1234
Dutta B, Palaniswamy S, Choi J et al. (2011) Additive manufacturing by direct metal deposition. Adv Mater Process 169:33–36
Wegner A, Witt G (2011) Process monitoring in laser sintering using thermal imaging. In: 22nd Annu. Int. Solid Free. Fabr. Symp. - An Addit. Manuf. Conf. SFF 2011. University of Texas at Austin, Austin, pp 405–414
Kleszczynski S, Zur Jacobsmühlen J, Sehrt JT, Witt G (2012) Error detection in laser beam melting systems by high resolution imaging. In: 23rd Annu. Int. Solid Free. Fabr. Symp. University of Texas at Austin, Austin, pp 975–987
Cooke AL, Moylan SP (2011) Process intermittent measurement for powder-bed based additive manufacturing. In: 22nd Annu. Int. Solid Free. Fabr. Symp. University of Texas at Austin, Austin, pp 81–98
Li Y, Gu D (2014) Thermal behavior during selective laser melting of commercially pure titanium powder: Numerical simulation and experimental study. Addit Manuf 1–4:99–109. doi:https://doi.org/10.1016/j.addma.2014.09.001
Vance A Netflix, Reed Hastings Survive Missteps to Join Silicon Valley’s Elite. https://doi.org/www.bloomberg.com/bw/articles/2013-05-09/netflix-reed-hastings-survive-missteps-to-join-silicon-valleys-elite#p4. Accessed 17 Dec 2015
In-situ Quality Assurance with QMmeltpool 3D from Concept Laser. https://doi.org/www.conceptlaserinc.com/in-situ-quality-assurance-with-qmmeltpool-3d-from-concept-laser/. Accessed 15 Dec 2015
Hughes R Big data is pushing 3D printing to its tipping point. https://doi.org/www.ibmbigdatahub.com/blog/big-data-pushing-3d-printing-its-tipping-point. Accessed 17 Dec 2015
Drath R (2014) Industrie 4.0: Hit or Hype? Ind Electron Mag 8:56 – 58. doi:https://doi.org/10.1109/MIE.2014.2312079
Hessman T (2013) The dawn of the smart factory. Ind. Week 14
Blecker T (2003) Towards an production concept based on internet technologies. In: Proc. 6th Int. Conf. Ind. Eng. Prod. Manag. Citeseer, pp 139–149
GE Launches Brilliant Manufacturing Suite to Help Manufacturers Increase Production Efficiency, Execution and Optimization through Advanced Analytics. https://doi.org/www.ge.com/digital/press-releases/GE-Launches-Brilliant-Manufacturing-Suite. Accessed 17 Dec 2015
(2015) EOS launches additive manufacturing monitoring and analysis system. In: TCT Mag. https://doi.org/www.tctmagazine.com/tct-show-3D-printing-exhibition/eos-launches-additive-manufacturing-monitoring-analysis-system/. Accessed 18 Dec 2015
Gervasi VR (1997) Statistical process control for solid freeform fabrication processes. In: 8th Solid Free. Fabr. Symp. University of Texas at Austin, Austin, pp 141–148
Clijsters S, Craeghs T, Buls S et al. (2014) In situ quality control of the selective laser melting process using a high-speed, real-time melt pool monitoring system. Int J Adv Manuf Technol 75:1089–1101. doi:https://doi.org/10.1007/s00170-014-6214-8
B6 Sigma Inc. Products. https://doi.org/www.b6sigma.com/index.php?page=products. Accessed 4 Sep 2015
QM modules for continuous monitoring of the LaserCUSING® process. https://doi.org/www.concept-laser.de/en/industry/medical/qm-system.html. Accessed 4 Sep 2015
(2015) Concept Laser Introduce The Factory of Tomorrow at formnext. In: TCT Mag. https://doi.org/www.tctmagazine.com/tct-show-3D-printing-exhibition/concept-laser-introduce-the-factory-of-tomorrow-at-formnext/. Accessed 19 Dec 2015
EOS Monitoring Software. https://doi.org/www.eos.info/software/monitoring-software. Accessed 18 Dec 2015
Precitec Laswer Welding Monitor. https://doi.org/www.precitec.us/products/joining-technology/process-monitoring/laser-welding-monitor/. Accessed 4 Sep 2015
Prometec Laser Processing Products. https://doi.org/www.prometec.com/EN/products_laser.html. Accessed 4 Sep 2015
Dunsky C (2014) Process monitoring in laser additive manufacturing. Ind Laser Solut Manuf 14–20.
Stratonics, Inc. ThermaViz®. https://doi.org/www.stratonics.com/SurfaceThermaViz.htm. Accessed 4 Sep 2015
Acknowledgements
The authors wish to acknowledge the support of the US Air Force Research Laboratory, Materials & Manufacturing Directorate, Manufacturing and Industrial Technologies Division (AFRL/RXM) which funded part of the work done on this manuscript through contract FA8650-14-C-5702.
Author information
Authors and Affiliations
Corresponding author
Additional information
Competing interests
The authors declare that they have no competing interests.
Authors’ contributions
SG authored sections 1, 2, 3.1, and 4.1 - 4.2.3. SG and TS jointly authored sections 3.2 and 4.2.4 – 7. All authors read and approved the final manuscript.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (https://doi.org/creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Spears, T.G., Gold, S.A. In-process sensing in selective laser melting (SLM) additive manufacturing. Integr Mater Manuf Innov 5, 16–40 (2016). https://doi.org/10.1186/s40192-016-0045-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1186/s40192-016-0045-4