
Abstract
In order to control the ferrite and austenite percentage in duplex stainless steel welding, many researchers try to change the laser welding parameters and cooling medium, but ignore to study the influence of heat sink effect on weld strength. In this work, the effect of aluminium heat sink and varying cooling medium on the laser welding of duplex stainless steel (DSS) 2205 is studied. The 2 mm thick DSS sheets welded with pulsed Nd: YAG laser welding machine by varying the cooling medium (air and oil) and an aluminium plate used as a heat sink. The welded specimens tested for tensile strength, micro-hardness, distortion, microstructure and radiography analysis. The faster cooling rate in the oil quenching process enhances the ferrite percentage compared with air-cooled samples. But the faster cooling rate in oil quenching leads to more distortion and using aluminium as a heat sink influenced positively the distortion to a small extent. The lower cooling rate in air quenching leads to a higher tensile strength of the welded specimen. The objective of this work is to analyse experimentally the effect of cooling medium and heat sink in the mechanical and metallurgical properties of laser welded duplex stainless steel.
Similar content being viewed by others

1 Introduction
In recent days, the nuclear, chemical and petroleum industries use duplex stainless steels (DSS) extensively for heat exchangers construction [1]. The reason for this is the better and desirable properties of duplex steels as compared to ferritic or austenitic steels. Heat exchangers take part in a key role in the efficiency and the effectiveness of the entire system. Hence, the manufacturing processes particularly welding involved in the making of heat exchangers often plays a great role in their working.
DSS 2205 is nitrogen enriched DSS that was introduced to counter corrosion troubles caused by the 300 series steel [2]. The structure of DSS 2205 has austenite phases bounded by a ferrite phase. The benefit of a duplex composition is that it mingles the favorable merits of a ferritic alloy and an austenitic alloy. Usage of DSS 2205 is to be restricted to temperatures below 600 °F. Extensive high-temperature contact can embrittle DSS 2205 [3].
DSS has a microstructure that consists of both ferrite and austenite [4]. When DSS melted, it sets from the liquid state to a ferritic phase. When it cools, about half of it transforms into an austenitic phase. DSS has superior strength and improved stress corrosion cracking resistance than most austenitic alloys [5].
While considering DSS for heat exchangers, there is an even additional gain. The lesser nickel substance of the DSS means an improved thermal conductivity with less heat transfer as compared to the austenitic equivalent grade. Laser welding is an emerging and affordable welding process for high-quality welds with low cost [6]. It is a welding method used to join many portions of metals using laser beam light. The laser beam gives an intense heat supply, permitting for fine, deep penetration welds and huge welding rates. Laser beam welding has huge power density resulting in the narrow heat-affected area and faster heating and cooling rates [7, 8]. Various researchers [9,10,11] opined that the laser power and welding speed are the most critical parameters controlling the weld profile and the resulting mechanical strength.
The laser beam diameter can be different between 0.2 mm and 13 mm, though only lesser sizes utilised for welding for the full focus of laser light. A continuous mode or pulsed mode laser beam are used depending upon the need.
Many metal joining techniques even in intense conditions [12, 13] have been developed to achieve high quality welded joints of DSS. Laser welding combines the ability to control the profile of the weld, repeatability and simple automation along with an extremely narrow heat affected zone. All these advantages cause more and more interest in using this technique to join DSS [14,15,16]. Capello et al. [17] confirmed the improved weldability and very thin weld zone during the laser welding of DSS.
A heat sink is used to absorb and emit excessive heat to a fluid medium. It is a passive heat exchanger and essentially a good conductor of heat. Aluminium and copper are used as heat sinks due to its high thermal conductivity. They are extensively used in electronic industries to cool the electronic components. The effectiveness of heat sinks is affected by the room temperature, air velocity, surface area, thickness of heat sink, etc. The thermal conductivity (K) of aluminium is 237 W/(m·K).
Pekkarinen and Kujanpää [18] have found that in DSS microstructure is extremely dependent on cooling rate. In laser welding, the microstructure can be adjusted, and 50–50 ferrite–austenite ratio can be obtained by using appropriate laser parameters. Ferrite content is come down with increasing laser power and reducing the welding speed. Keskitalo et al. [19] have found that Laser welding of duplex stainless steels with argon shield gas results in a significantly reduced level of austenite. Boult et al. [20] investigated the effect of laser welding parameters on DSS 2205 and the phase transformation changes. They found that nitrogen shielding gas promotes the austenite growth compared with argon gas.
Lai et al. [21] have found that Nitrogen defeat of weld metal was fairly rigorous during fiber laser welding. It is a successful method to hold back nitrogen loss when shielding gas was N2, without rising incidence likelihood of porosity and declining penetrated capability of laser light. Sathiya et al. [22] have found that by means of the helium shielding gas the weld bead aspect ratio is superior to in the argon shielded weld.
Zambon and Bonollo [23] have found that the extremely localised heat inputs attain for laser welding result in more cooling rates and may result in the creation of non-equilibrium microstructures in both austenitic and DSS. Landowski [24] analysed the effect of laser welding parameters on the weld geometry and microstructures on DSS 2205. He observed that laser welding through extremely fast heat dissipation increases the ferrite content in the welded joint, reducing the corrosion resistance of the weld.
Sivagurumanikandan et al. [25] investigated the effect of the process parameters viz., laser welding speed, power, focal position, and pulse frequency, on the joint strength of welded DSS. They suggested the optimum condition to attain a higher tensile strength is laser power: 550 W, laser frequency: 13 Hz, focal position: 0 mm, and welding speed: 136 mm/min.
Mourad et al. [26] have found that in contrast to gas tungsten arc welding, laser beam welding resulted in a pronounced decrease infusion zone size with acceptable weld profile. However, the minimum weld area size produced by laser welding is based on heat input as a function of laser parameters.
Sivakumar et al. [27] investigated welding morphology, microstructure, tensile strength, hardness, and ferrite ratio of Nd:YAG laser welded duplex stainless steel. Their result shows high power and welding speed influence the weld joint strength significantly and laser welded DSS joints have considerable austenite–ferrite ratio and good weld strength.
Baghjari and Akbari Mousavi [28] have carried out work on the study on microstructure and mechanical properties of pulsed laser welding of AISI 420 steel. The results confirm that the weld depth and width raise with power and reduce with speed. Pramanik et al. [29] have concluded that the key challenges to attaining an optimum portion of ferrite and austenite structure during welding of duplex steel are to manage the heat input, cooling rate, and shielding gas.
Saravanan et al. [30] analysed the effect of heat input on microstructure and mechanical properties of laser welded DSS plates. The micro-analysis show an enhancement in the ferrite percentage in the weld zone for an increase in the heat input and the tensile strength tends to reach a peak and then decrease with the increasing heat input.
Ki et al. [31] have found that thermal contact resistance and heatsink thermal conductivity are the two main process parameters. Their results indicate that the employment of a heat sink is a competent method to improve the hardenability, and the sum of improvement is relative to the heat sink thermal conductivity.
The literature study shows that, the cooling medium and cooling rate influence the weld quality much in laser welding of DSS. Hence in the present work, the effect of the aluminium heat sink in laser welding of DSS sheets is analysed. In addition to that, the influence of different cooling mediums on hardness, distortion, tensile strength is determined and discussed in detail.
2 Experimental Procedures
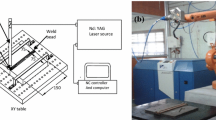
The duplex steel 2205 was procured in the form of a sheet of 2 mm thickness with the dimensions of 300 mm × 600 mm. The sheet was cut into rectangular pieces, each of dimensions 55 mm × 150 mm as shown in Figure 1, and welded along the 55 mm edge. The chemical composition of DSS 2205 is given in Table 1. An aluminium heat sink is used while welding of the DSS sheets. Air and Oil (SAE 20w40) are used as cooling mediums to quench the laser welded specimens.

Schematic of the Laser welding process
A pulsed Nd: YAG laser machine with the frequency of 20 Hz is used for laser welding of DSS sheets. The laser power used is 160 W with the welding speed of 100 mm/min. The temperature of the laser welding room was controlled to 25 °C. The specimens were manually clamped and welded.
The different cooling mediums used in this study are given in Table 2. Specimen set two and four were immediately quenched in oil (SAE20w40) after welding. Specimen set one and three were left to cool in air. Aluminium heatsink was employed to weld specimen 3 and 4.
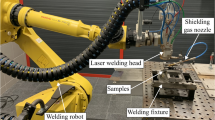
The laser welding setup arranged for welding with heat sink provision is shown in Figure 2. After welding, the specimens were tested for distortion, micro-hardness, and tensile strength. The distortion test was carried out using a dial gauge. A straight line of length 200 mm was drawn on the specimen with 20 mm steps with the weld center being marked as 0. The distortion was measured on either side of the weld along the length of the specimen. The least count of the dial gauge was 0.01 mm. For measuring the micro-hardness, the cross-section of the specimens is used. The surface is polished from coarse to fine emery sheets followed by alumina disc polishing. Vickers microhardness testing method is employed, and the hardness is measured from the center of the weld on either side with 2 mm steps using a Vickers hardness test. The indenter force applied on the specimen is 5 N, and the duration of the load is for 15 s.

Laser welding specimen setup with heat sink
The tensile test is performed in a universal tensile testing machine. ASTM E8 standards were followed to prepare the tensile test specimen and its size as shown in Figure 3. The gauge length of the specimen is maintained at 50 mm.

Tensile specimen diagram as per ASTME8
3 Results and Discussion
3.1 Distortion Test
The distortion along the length of the specimen is measured in 20 mm steps for a span of 200 mm with weld center being the starting position. A graphical representation of the measured distortions in the form of distortion vs distance from weld center is shown in Figure 4.

Distortion vs distance from weld center
From Figure 4 it is seen that the distortion is increasing from the sides to the weld center. Also, the distortion is highest at the weld center for all the welded specimens. Because the weld zone and the heat affected zones cool rapidly, and thus the metal contracts to develop the distortion. The weld zone is affected more by heat, and hence the distortion is highest in the weld region.
Distortion is a defect and should be minimised as much as possible to improve the usefulness of the welded components. Higher cooling rates lead to higher distortions due to quick contraction of the weld metal and adjacent base metal during the faster cooling cycle. The cooling rate in case of oil is higher than that of normal atmospheric air; hence specimens quenched in oil immediately after laser welding have found to have higher distortions compared with air-cooled samples. The aluminium heat sink is a good conductor of heat and thus has a higher cooling rate than air but less than that of oil. The aluminium heat sink conducts the heat developed during welding and thus takes away the heat quickly from the specimen. The effect of the heat sink in distortion is noticeable and very less.
It is also seen from Figure 4, that the distortion for the specimen with sink and oil cooled has the highest distortion and the specimen without a sink, and air cooled has the least distortion.
Apart from the cooling rate, variation by an aluminium heat sink, cooling medium and the clamping force which plays an important role in distortions. Since manual clamping was employed during the laser welding of the specimen, it is quite difficult to apply uniform forces on the clamping of the specimens to be welded. Uniform clamping is important to reduce distortions and to achieve this automated clamping could be used to ensure uniform clamping.
3.2 Microstructure
The microstructure of the base metal, heat affected zone and weld zone was observed through an optical microscope and shown in Figure 5. The etchant used is carpenter’s stainless steel etch (ferric chloride 8.5 g, copper chloride 2.4 g, hydrochloride acid 122 mL, nitric acid 6 mL, and ethanol 122 mL).

Optical micrographs of laser welded DSS sheets with sink and oil cooled condition: (a) different zones (b) base metal; (c) weld zone
The micrograph of the base metal is composed of the equal amount of ferrite (light regions) and austenite (dark regions) layers as shown in Figure 5(b). Figure 5(a) shows the presence of very narrow heat affected zone formed during the laser welding process. Due to the faster cooling rate, the HAZ is invisible in laser welding of DSS sheets [32]. Due to the sudden cooling in laser welding, the microstructure has small equiaxed ferrite with allotriomorphic austenite. The faster cooling rate might freeze up the ferrite state below the ferrite-austenite phase change temperature [33]. The remaining ferrite is unsteady at ambient temperatures and can alter to austenite through cooling. A coarse microstructure of the grains is observed in the weld zone as shown in Figure 5(c) of oil cooled samples due to faster cooling rate.
Almost the microstructure observed in all different cooling mediums and heatsink conditions is similar with slight variations in ferrite and austenite ratio.
3.3 Ferrite Austenite Percentage
The ferrite austenite ratio was determined at the parent metal and the weld zone of all specimens. The base metal ferrite austenite ratio was found to be 54.23:45.77. Figure 6 shows the ferrite and austenite percentage determined in the weld zone in different welding conditions such as with and without a heat sink and in oil and air cooling mediums.

Ferrite and austenite percentage obtained in weld zone on different welding condition: (a) with heat sink air cooled; (b) without heat sink air cooled; (c) with heat sink oil cooled; (d) without heat sink oil cooled
Duplex SS 2205 steel is a two-phase alloy, and it has an almost equal amount of α-phase (BCC ferrite) and γ-phase (FCC austenite). To achieve better mechanical properties in the weldment, the phase balance of ferrite and austenite is 50:50. But, achieving a 50:50 phase equilibrium in the weldment is not easy due to many factors as welding proceeds, cooling rate, and medium. Therefore, ferrite content should be carefully controlled during welding to get required mechanical properties. When the amount of ferrite content increases, strength will also increase on the other side an increase of austenite content decreases the strength.
When comparing air cooled samples with and without sink Figures 6(a) and (b) the ferrite content difference is very less (0.23%). This shows that the effect of the heat sink in the ferrite count is very less. Oil cooled samples with a heat sink (Figure 6(c)) obtained more ferrite content (53.21%) when compared with samples oil cooled without a heat sink (52.77%). When we are comparing oil cooled and air cooled samples, the ferrite percentage is more in oil cooled samples due to the faster cooling rate of oil medium compared with the air medium. The parent metal ferrite austenite ratio is higher than all the ratios after welding. It can be inferred that cooling is directly proportional to the formation of ferrite content in the case of laser welding of duplex stainless steel 2205.
3.4 Micro-hardness Test
The micro-hardness of all the welded samples was calculated from the center of the weld on either side with 2 mm increments. Vickers microhardness method was employed to determine the microhardness with a uniform loading of 0.5 kg with 15 s indentation time. The hardness of the base metal was found to be in the range of 315-325 HV0.5. The results of the micro-hardness measurement are given in Figure 7.

Hardness measured from weld center
It is noticed from Figure 7, that the hardness is increasing towards the weld zone from the sides for all the welded samples and it is also maximum at the weld center. Beyond 4 mm on either side of the weld line, the hardness approaches that of the base metal (around 320 HV0.5) which signifies the narrow region of heat affected zones in laser welding at different conditions. The specimen with heat sink and oil cooled is found to have the highest hardness due to the more ferrite content (53.21%) formed in rapid oil cooling and in addition the heat sink also supporting to increase the cooling rate. The specimen without a heat sink and air cooled is found to possess the least hardness due to slow air cooling process and the low ferrite (51.63%) content formed in the air cooling process. The rapid cooling of weld metals lead to higher hardness and becomes brittle. The hardness result also confirms that there is a mild effect of the heat sink in the welded samples with the hardness increment of around 50 HV0.5 for air-cooled samples and around 100 HV0.5 for oil cooled samples due to the additional and faster heat conduction through heatsink used.
3.5 Tensile Test
The tensile specimens were cut according to the ASTM E8 standards, and the tensile test was performed in the universal testing machine. The tensile test was carried out for three samples each in all different welding conditions and base metal. The tensile test was performed on samples with three repetitions to avoid the experimental errors, the average tensile strength obtained in the base metal and laser welded samples are shown in Figure 8. The base metal tensile strength was found to be 0.666 kN/mm2. The tensile result shows that the oil cooled samples have low tensile strength (without heat sink 0.315 kN/mm2 and 0.265 kN/mm2 with heat sink) compared with air-cooled samples. In oil cooled samples the austenite content is less and which resulted in comparatively low tensile strength than air-cooled samples which has more austenite percentage. The tensile fracture occurred on the samples only in the weld zone in all different welded conditions, which is due to poor tensile properties and plastic deformation resulted in the laser welded area compared with the base metal. This poor tensile property in the laser welded zone is due to high hardness and brittleness attained in the weld zone by rapid heating and cooling occurred in the laser welding process.

Bar chart showing the average tensile strength of base metal and specimens welded at different conditions
With sink and the oil cooled specimen has the highest cooling rate; hence it has obtained the more hardness in the weld zone and resulted in the low tensile strength. Without sink and the air-cooled specimen has the lowest cooling rate and hence has the higher tensile strength comparatively. Figure 9 shows the fractured tensile samples; base metal fracture confirms the ductile mode of failure and the brittle mode of fracture occurred in the laser welded samples. The load vs displacement graph of the base metal and the welded specimen is represented in Figure 10.

Fractured tensile samples

Load vs displacement: (a) base metal; (b) welded specimens
The base metal displacement is shown in Figure 10(a), and it is around 12 mm with a maximum load of 16 kN. Figure 10(b) confirms the tensile results, the higher displacement (around 3.5 mm) was observed for air-cooled samples without heat sink condition for the maximum load of 7.5 kN. The slight increment of the ferrite content in the weld zone, which creates higher ductility compared with the oil cooled samples. The oil cooled samples with the heat sink condition have lower displacement (around 2.7 mm) due to the higher cooling rate and the formation of lower ferrite to austenite ratio.
3.6 Radiography Analysis
Figure 11 shows the radiography images of laser welded samples in a different view. Figure 11(a) and (c) shows the radiography images of the weld region without heat sink condition and oil quenched. Figure 11(b) and (d) shows the radiography images of the weld region without heat sink condition and air cooled. It is noticed from Figure 11(a), welded without heat sink the top surface of the welded region has uniform weld. The side view of the welded sample images Figure 11(c) and (d) shows the incomplete weld regions and cracks formed in the weld zone due to the sudden fusion of the molten metal in laser quenching process and due to the absence of heat sink. The crack and incomplete weld formed in the absence of heat sink in both oil and air-cooled specimens resulted in poor mechanical properties.

Radiographic images of the laser welded joints: (a) top view of the welded sample; (b) transparent view of the welded sample; (c) left side view of the sample; (d) right side view of the sample
4 Conclusions
Based on the experiments conducted on laser welded specimens made by DSS type 2205, the following conclusions are drawn:
-
(1)
The distortion of a welded specimen varies with cooling rate. A higher cooling rate (oil quenching) of the weld will lead to higher distortion. Using aluminium as heat sink influenced the distortion to a small extent.
-
(2)
The ferrite and austenite content of duplex steel 2205 is dependent on the cooling rate and cooling medium after laser welding. The higher cooling rate in oil quenching enhances the ferrite content compared with air-cooled samples.
-
(3)
The hardness of a weld is dependent on the cooling rate. Higher cooling rate leads to higher hardness in the welded region. The effect of the aluminium heat sink in microhardness testing was noticeable from the hardness results.
-
(4)
There is a definite relation between the cooling rate of the weld and tensile strength. A lower cooling rate in air quenching leads to a higher tensile strength of the welded specimen.
The cooling rate or the cooling medium in the laser welding plays a key role in altering the mechanical properties of the welded samples.
References
Ghusoon Ridha Mohammed, Mahadzir Ishak, Syarifah N Aqida, et al. Effects of heat input on microstructure, corrosion and mechanical characteristics of welded austenitic and duplex stainless steels: a review. Metals, 2017, 39(7): 1–18.
L V Jinlong, Zhuqing Wang, Tongxiang Liang, et al. Enhancing the corrosion resistance of the 2205 duplex stainless steel bipolar plates in PEMFCs environment by surface enriched molybdenum. Results in Physics, 2017, 7: 3459–3464.
J D Tucker, M K Miller, G A Young. Assessment of thermal embrittlement in duplex stainless steels 2003 and 2205 for nuclear power applications. Acta Materialia, 2015, 87: 15–24.
Elki Cristina De Souza, Sérgio Mazzer Rossitti, Carlos Alberto Fortulan, et al. Inflence of ferrite phase content on the electrochemical properties of duplex stainless steels. Materials Research, 2017, 20(1): 21–29.
R K Singh Raman. Interplay of microbiological corrosion and alloy microstructure in stress corrosion cracking of weldments of advanced stainless steels. Sadhana, 2003, 28 (3/4): 467–473.
Y J Quan, Z H Chen, X S Gong, et al. Effects of heat input on microstructure and tensile properties of laser welded magnesium alloy AZ31. Materials Characterization, 2008, 59(10): 1491–1497.
Anna Unt, Antti Salminen. Effect of welding parameters and the heat input on weld bead profile of laser welded T joint in structural steel. Journal of Laser Applications, 2015, 27(2): 1–7.
Yongkang Zhang, Lei Zhang, Kaiyu Luo, et al. Effects of laser shock processing on mechanical properties of laser welded ANSI 304 stainless steel joint. Chinese Journal of Mechanical Engineering, 2012, 25(2): 285–292.
M Torkamany, S Tahamtan, J Sabbaghzadeh. Dissimilar welding of carbon steel to 5754 aluminum alloy by Nd: YAG pulsed laser. Materials Design, 2010, 31(1): 458–465.
X Cao, M Jahezi. Effect of welding speed on butt joint quality of Ti-6Al-4 V alloy welded using a high power Nd: YAG laser. Optics and Lasers in Engineering, 2006, 47(11): 1231–1241.
M Moradi, M Ghoreishi. Influences of laser welding parameters on the geometric profile of Ni-base superalloy Rene 80 weld-bead. International Journal of Advanced Manufacturing Technology, 2011, 55(1–4): 205–215.
J Łabanowski, K Prokop-Strzelczyńska, G Rogalski, et al. The effect of wet underwater welding on cold cracking susceptibility of duplex stainless steel. Advances in Materials Science, 2016, 16(2): 68–77.
A Świerczyńska, J Łabanowski, J Michalska, et al. Corrosion behavior of hydrogen charged super duplex stainless steel welded joints. Materials and Corrosion, 2017, 68(10): 1037–1045.
K Qi, R Li, G Wang, et al. Microstructure and corrosion properties of laser-welded SAF 2507 super duplex stainless steel joints. Journal of Materials Engineering and Performance, 2019, 28(1): 287–295.
I Calliari, C Gennari, E Hurtado Delgado, et al. Laser welding of plastically deformed lean duplex stainless steel. Metallurgia Italiana, 2018, 1: 5–10.
S Hu, D Zheng, G Zhao, et al. The effect of welded joint properties on the surface characteristics of laser-welded 2205 duplex stainless steel. Advances in Mechanical Engineering, 2018, 10(9): 1–11.
E Capello, P Chiarello, B Previtali, et al. Laser welding and surface treatment of a 22Cr- 5Ni-3Mo duplex stainless steel, Materials Science and Engineering: A, 2003, 351: 334–343.
J Pekkarinen, V Kujanpää. The effects of laser welding parameters on the microstructure of ferritic and duplex stainless steels welds. Physics Procedia, 2010, 5: 517–523.
M Keskitalo, K Mäntyjärvi, J Sundqvist, et al. Laser welding of duplex stainless steel with nitrogen as shielding gas. Journal of Materials Processing Technology, 2015, 216: 381–384.
M Boult, C Y Kong, J Blackburn, et al. Yb-Fiber laser welding of 6 mm duplex stainless steel 2205. Physics Procedia, 2016, 83: 417–425.
Rui Lai, Yan Cai, Yue Wu, et al. Influence of absorbed nitrogen on microstructure and corrosion resistance of 2205 duplex stainless steel joint processed by fiber laser welding. Journal of Materials Processing Technology, 2016, 231: 397–405.
P Sathiya, S Aravindan, R Soundararajan, et al. Effect of shielding gases on mechanical and metallurgical properties of duplex stainless-steel welds. Journal of Material Science, 2009, 44: 114–121.
A Zambon, F Bonollo. Rapid solidification in laser welding of stainless steels. Materials Science and Engineering A, 1994, 178: 203–207.
M Landowski. Influence of parameters of laser beam welding on structure of 2205 duplex stainless steel. Advances in Materials Science, 2019, 19(1): 21–31.
N Sivagurumanikandan, S Saravanan, G Shanthos Kumar, et al. Prediction and optimization of process parameters to enhance the tensile strength of Nd: YAG laser welded super duplex stainless steel. Optik, 2018, 157: 833–840.
A H I Mourad, A Khourshid, T Sharef. Gas tungsten arc and laser beam welding processes effects on duplex stainless steel 2205 properties. Materials Science and Engineering A, 2012, 549: 105–113.
G Sivakumar, S Saravanan, K Raghukandan. Investigation of microstructure and mechanical properties of Nd:YAG laser welded lean duplex stainless steel joints. Optik, 2017, 131: 1–10.
S H Baghjari, S A A Akbari Mousavi. Effects of pulsed Nd:YAG laser welding parameters and subsequent post-weld heat treatment on microstructure and hardness of AISI 420 stainless steel. Materials and Design, 2013, 43: 1–9.
A Pramanik, G Littlefair, A K Basak. Weldability on duplex stainless steel. Materials and Manufacturing Processes, 2015, 30(9): 1053–1068.
S Saravanan, N Sivagurumanikandan, K Raghukandan. Effect of heat input on microstructure and mechanical properties of Nd: YAG laser welded super duplex stainless steel-Numerical and experimental approach. Optik, 2019, 185: 447–455.
Hyungson Ki, Sangwoo So, Sanseo Kim. Laser transformation hardening of carbon steel sheets using a heat sink. Journal of Materials Processing Technology, 2014, 214: 2693–2705.
Milton Sergio Fernandes De Lima, Sheila Medeiros De Carvalho, Viviane Teleginski, et al. Mechanical and corrosion properties of a duplex steel welded using micro-arc or laser. Materials Research, 2015, 18(4): 723–731.
T A Palmer, J W Elmer, J Wong, et al. Investigation of the kinetics of the ferrite/austenite phase transformation in the HAZ of a 2205 duplex stainless steel weldment. Proceedings of the 6th International Conference on Trends in Welding Research, Pine Mountain, GA, USA, 2003: 23–28.
Authors’ Contributions
PG was in charge of the whole trial; PDB wrote the manuscript; PM assisted with sampling and laboratory analyses. All authors read and approved the final manuscript.
Authors’ Information
P. Dinesh Babu, born in 1981, is currently a senior assistant professor at SASTRA Deemed University, India. He received his Ph.D. degree from National Institute of Technology, Tiruchirappalli, India, in 2013. His research interests include the laser surface engineering, laser welding, laser texturing of nonferrous metals for bio-compatibility enhancement, tribology.
P. Gouthaman, born in 1997, is currently a graduate engineer trainee at Ashok Leyland Private Limited, India. He received his master degree from SASTRA Deemed University, India, in 2016. His research interests include laser welding and design.
P. Marimuthu, born in 1978, is currently a senior assistant professor at SASTRA Deemed University, India. He received his Ph.D. degree from Indian Institute of Technology, Madras, India, in 2015. His research interests include the high contact ratio gear design, laser hardening of gears.
Acknowledgements
We would like to express our deepest appreciation to the head and management of Optilase Techniks Private Limited, Chennai, Tamil Nadu, India for offering us the distinguished opportunity to conduct the laser welding trials in the laser process center. We further wish to convey our gratitude to SASTRA Deemed University, Thanjavur, Tamil Nadu, India to carry out the testing and analysis during the course of work.
Competing Interests
The authors declare no competing financial interests.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Babu, P.D., Gouthaman, P. & Marimuthu, P. Effect of Heat Sink and Cooling Mediums on Ferrite Austenite Ratio and Distortion in Laser Welding of Duplex Stainless Steel 2205. Chin. J. Mech. Eng. 32, 50 (2019). https://doi.org/10.1186/s10033-019-0363-5
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1186/s10033-019-0363-5