
Abstract
Background
The relationships between the density of the biomass pellet and the related variables are very complicated and highly nonlinear, which make developing a single, general, and accurate mathematical model almost impossible. One of the most appropriate methods to solve these problems is the intelligent method. Shankar and Bandyopadhyay and Shankar et al. successfully used genetic algorithms and artificial neural networks to understand and optimize an extrusion process.
Results
The results showed that a four-layer perceptron network with training algorithm of back propagation, hyperbolic tangential activation function, and Delta training rule with ten neurons in the first hidden layer and four neurons in the second hidden layer had the best performance for the prediction of pellet density. The minimum root mean square error and coefficient of determination for the multilayer perceptron network were 0.01732 and 0.972, respectively. Also, the results of statistical analysis indicate that moisture content, speed of piston, and particle size significantly affected (P < 0.01) the density of pellets while the influence of die length was negligible (P > 0.05).
Conclusions
The results indicate that a properly trained neural network can be used to predict effect of input variable on pellet density. The ANN model was found to have higher predictive capability than the statistical model.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Municipal solid waste (MSW) is largely produced in Iran, and its management has become a challenge, both economically and environmentally. Composting MSW is considered as a method of transferring organic waste materials from landfills to a product, which is suitable for agricultural purposes at a relatively low cost (Eriksen et al. 1999; Wolkowski 2003). Composting MSW reduces the volume of the waste, kills pathogens that may be present, decreases germination of weeds in agricultural fields, and destroys malodorous compounds. Converting the municipal waste to compost is very important because useful materials as compost produced from waste has been widely used for agricultural and horticultural purposes (Mavaddati et al. 2010). Composting of MSW has the potential to become a beneficial recycling tool for waste management in Iran. The major barriers against the use of compost are their handling, application, and storage due to its low density. Therefore, these bulky residues can be densified into pellets by the extrusion process. Pelletizing is a method of increasing the bulk density of biomass with mechanical pressure (Erickson and Prior 1990). Pellets have low moisture content (about 12% wet basis (w.b)) and high bulk density (more than 1,000 kg/m3). These characteristics make them easier to transport and store (Hamelink et al. 2005).
The process of forming biomass into pellets depends upon the physical properties of ground particles and the process variables during pelletizing. Modeling of the extrusion process focuses on understanding interactions between process parameters and product attributes (Moraru and Kokini 2003). This modeling approach helps to understand the behavior of the biomass grinds or particles during pelleting and to optimize the process conditions for obtaining a desirable pellet. The relationships between the density of the pellet and the related variables are very complicated and highly nonlinear, which make developing a single, general, and accurate mathematical model almost impossible. One of the most appropriate methods to solve these problems is the intelligent method. Shankar and Bandyopadhyay (2004) and Shankar et al. (2010) successfully used genetic algorithms (GA) and artificial neural networks (ANNs) to understand and optimize an extrusion process. In their studies, they used a combination of response surface methodology (RSM) and GA for better understanding of the extrusion pelletization process. Ganjyal et al. (2003) explained the relationship between extrudate properties and extrusion parameters through the neural network method. Numerical simulation and analysis have also been developed by researchers for the extrusion process (Dhanasekharan and Kokini 2003; Alves et al. 2009). The RSM has been a widely used approach for the modeling of the extrusion process (Munoz-Hernandez et al. 2006; Altan et al. 2008; Chakraborty et al. 2009). ANN is especially useful for the modeling of complex nonlinear and multidimensional functional relationships. One of the characteristics of ANN is its ability to learn the relationship between dependent and independent variables due to their ability to learn complex nonlinear and multivariable relationships between process parameters (Basheer and Hajmeer 2000).
In general, an ANN is made up of a large number of simple processing elements known as nodes or neurons, which are organized in layers. Each neuron is connected to other neurons by connections, each of which has an associate numerical value known as ‘weight’. These weights determine the nature and strength of the influence between the interconnected neurons. Information is stored in the interneuron connection. A node has many inputs but only one output.
The task of the artificial neuron j is simple and consists of receiving input signals (X i ) weighted by connection weights (W ij ) from neighboring neurons. The sum of this weighted signal provides the neuron's total or net input (net j ). Then, the activation threshold of neuron j by a positive or negative θ j value is added to the net input, and through applying a mathematical function (transfer function) to the net input, the output value Y j is computed and sent to other neurons. This process is summarized in Equations 1 and 2 and illustrated in Figure 1.

Structure of an artificial neuron.
Understanding the compaction mechanisms is important to design energy-efficient compaction equipment and to quantify the effects of various process variables on pellet density. In this research, ANN was used for the accurate modeling of the extrusion parameters' effect on density of composted MSW pellets which were produced by the laboratory method using an open-ended die.
Methods
Sample preparation
Compost samples were ground using a hammer mill with three different screen sizes (0.3, 0.9, and 1.5 mm) in order to understand the influence of particle size on density. The ground feedstocks were stored at room temperature (25°C ± 2°C). The moisture content of the ground samples was determined following the procedure given in ASAE Standard S 269.4 (1998). The samples of compost were placed in an oven at 105°C ± 3°C for 48 h. To evaluate the effect of moisture content on density, the moisture content of ground feedstocks were adjusted to 35%, 40%, and 45% (w.b) by adding water and were equilibrated overnight.
Pellet production
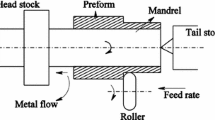
A hydraulic press and a single pelleter were used to produce a pellet. The pelleter's cylinder had an internal diameter of 10 mm and a length of 100 mm. The dies, placed at the end of the cylinder, had 6-mm hole diameters and different lengths. The schematic of the pelleter was shown in Figure 2. A hydraulic press was used to move the piston. Pressure control, piston speed control, and residence time control are important features in this press. A data logger was used for recording the displacement, force, and time measurements. The pellets were produced with piston pressure to materials against the die in three different piston speeds (2, 6, and 10 mm/s). The lengths of the die (8, 10, and 12 mm) and piston speed are parameters that determine the residence time and the resistance to the flow of the material control that the load applied. After pelleting, the moisture content of the pellet decreased between 5% and 8%, and the produced pellets were dried at ambient temperature (about 25 °C).Their moisture content reached 12%.

Single pelleter used to produce pellet.
Pellet density
The density of each pellet was calculated by measuring its length and diameter using an electronic caliper, and an electronic balance with 0.01-g precision was used for mass measurements. To have uniform length, the edges of the pellets were smoothened. Pellet density was calculated by dividing the mass of individual pellets by their volume calculated from the length and diameter (Shankar et al. 2007). The diameter of the pellet was 6 mm which is equal to the die diameter hole, and the length of the pellets varied between 15 and 25 mm. The reported values for pellet density are an average of five measurements.
Statistical analysis
A second-order quadratic equation based on RSM was used to describe the effect of independent variables in terms of linear, quadratic, and interaction terms. The proposed model for the response (ρ) is as follows:
where ρ is the predicted response (density); b0 is the interception coefficient; b i , b ii , and b ij are the linear, quadratic, and interaction terms, respectively; ϵ is the random error; and X i is the independent variable studied. The Design Expert 8.0.7.1 software (Stat-Ease Inc., Minnesota, USA) was used for the regression and graphical analysis of the data obtained. The significance of the RSM model was evaluated by the F test analysis of variation (ANOVA).
Artificial neural network model development
ANN modeling was performed using commercial software NeuroSolutions 5 (NeuroSolutions, Gainesville, FL, USA). Using the experimental data, a feedforward artificial neural network model was developed for modeling correlations between density and input variables. The multilayer perceptron (MLP) ANN, trained by backpropagation, was selected to develop density prediction models. The best ANN model and optimum values of network parameters were obtained by trial and error. All of the 81 patterns had five components (X1, X2, X3, X4, Y), where X i s were input variables, and Y was the output variable. The data were divided into three groups of 49, 15, and 17 patterns for the training, verification, and testing of ANN, respectively.
Neural networks with various structures were investigated, including three and four layers with different number of neurons in each hidden layer, different values of learning rate and momentum, and different transfer functions. The best ANN structure was selected on the basis of the lowest error on the training and verification. Preliminary trials indicated that the two hidden-layer networks yielded better results than the one-hidden layer types in learning and predicting the correlation between input and output parameters (Figure 3). The modeling performance was evaluated by the root mean square error (RMSE) and coefficient of determination (R2) as follows:
and
where t and o stand for target and output values, respectively, and p is the number of patterns.

Topology of the back-propagation ANN for calculating the density.
Results and discussion
Based on the experimental data, the developed quadratic models in terms of actual variables are given in Equation 6. This equation predicted the density well with high R2 and low probability.
The value of ‘Probability < F’ less than 0.0001 revealed that the quadratic model of response variables is a reliable model. The model had a high determination coefficient (R2 = 0.92) and low lack of fit (Table 1). All the independent variables included in this study except die length had a significant effect on the density of the pellet (Table 2). The feedstock particle size and speed of piston showed a negative relationship with the density. The increase of die length had a negligible effect on the increase of the density. With increasing moisture, initially, the density increases and then decreases.
Effect of independent variable
Moisture content increment initially increased and then decreased density (Figure 4A). In the densification process, water acts as a film-type binder by strengthening and promoting the bonding via van der Waals forces and increasing the contact area of the particles (Mani et al. 2003). As a general rule, the higher the moisture content, the lower the density of the pellet. According to a previous research, the optimum level of moisture content for the densification process is different depending on the type of biomass and process conditions. The increase of moisture content from an optimal range reduces the intermolecular forces, and a much higher moisture content causes a biphasic mixture (liquid phase and solid phase) and disappears intermolecular forces entirely (Zafari and Kianmehr 2012).

Mean pellet density versus independent variables. A: moisture content, B: particle size, C: die length, D: piston speed.
Feedstock particle size had a negative influence on pellet density (Figure 4B). Density decreased with increasing particle size, which was in agreement with the results from the study by Zhou et al. (2008) which showed that corn stover density decreased with an increase in particle size. Similar results were also observed for wheat straw and switchgrass samples studied by Lam et al. (2008). Carone et al. (2011) reported that to produce high-density pellets, the raw material should have a moisture content lower than 10% w.b and a reduced particle size.
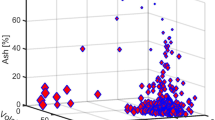
The use of a thicker die was found to enhance the density of the pellet (Figure 4C). This result followed the same trend as the experimental result from the study by Theerarattananoon et al. (2011). Results from the study by Behnke (unpublished data) showed that the use of a thicker die significantly increases pellet durability. Kaliyan and Morey (2009) reported that the factors which increase pellet durability could also increase the density; although, the relationship between the durability and the density of the biomass pellets was still unknown. The speed of piston will influence the flow rate and holding time of feedstock in the die. The results showed that the low speed of piston had significant effect on increasing the pellet density (Figure 4D). The increase in shear force which is resulting from increased friction between feedstock and die may be the reason of increasing density. The results of this study were in agreement with those reported by Li and Liu (2000) for the processing of oak sawdust. In order to visualize the effect of interaction of the two factors on pellet density, interaction response surfaces are shown in Figure 5.

Interaction effect of independent variable.
Artificial neural network model
ANNs were developed and tested for the prediction of density of the MSW pellet based on the four input variables namely moisture content, piston speed, die length, and particle size. Among the various ANN structures, model of good performance was produced by a four-layer ANN structure, 4-10-4-1, with hyperbolic tangent transfer function. Experimental testing data of the artificial neural network is shown in Table 3. This model showed a good capacity to learn the relationship between the input and output parameters without overtraining. The model produced the smallest RMSE in training, 0.01732, and testing, 0.0548. The final ANN parameters used for density prediction are shown in Table 4. Before arriving at this optimum, the range of ANN parameter values tried were the number of hidden layers: 1 and 2; neurons hidden layer: from 3 to 60; activation function: sigmoid, linear, and tanh; learning rate: 0.1 to 0.9; momentum: 0.1 to 0.9; and epoch size: 1,000 to 30,000.
An analysis with other ANN constructions indicated that two hidden-layer networks produced better results than a one-hidden layer. Figure 6 shows that the RMSE is represented as a function of number of epochs for the final structure, 4-10-4-1. The error on the training data generally decreases with increasing number of epochs, with an initial large drop in error that slows down as the network begins to learn the patterns representing the training data set (Figure 6).

Training conditions of optimum-designed network.
In this study, the number of epochs was limited to 10 × 103. However, for the epochs in the range of 5 × 103 to 30 × 103, the errors on both training and verification sets were in the acceptable range (Figure 6). Figures 7 and 8 show the predicted density data versus the same set of measured data for the final network trained with 10 × 103 epochs. It was observed that the predictive capability was good.

Correlation between the measured and the predicted density data using the ANN model.

Desired output and actual network output.
The resulting correlation coefficient was 0.972 for the regression between measured and predicted values (Figure 7), indicating that the ANN provided satisfactory results over the whole set of values for the dependent variable. The low value of RMSE between the predicted and measured data indicates that there is no difference between the predicted and measured values. Finally, these results confirm that a properly trained neural network was capable to produce a mapping between density and four input variables.
To prove the fact that the ANN model successfully learned the relationship between the four input variables and the density as the output, one within the whole range of the data, the distribution pattern of the relative errors was reported in Figure 9. It is evident that the residuals were well distributed at either sides of the horizontal band centered on zero and displayed no systematic tendencies towards any clear pattern.

Error distribution of the ANN model for predicting the density of biomass pellet.
Comparison of RSM and ANN models
In this study, RSM and ANN methods were applied for the modeling and optimization of the density of the biomass pellet from compost. In order to test the validity of RSM and ANN results, experiments were conducted for 16 new trials, consisting of combinations of experimental factors, which do not belong to the training data set. The actual and predicted values, together with the residuals (the difference between predicted and actual values), for both approaches are shown in Table 5. Figure 10 shows the distribution of residuals of two approaches to compare them. The fluctuations of the residuals are relatively small and regular for ANN compared to RSM model-based statistical analysis. The RSM model shows greater deviation than the ANN model. The performances of the constructed ANN and RSM models were also measured by the R2 and RMSE (Equations 4 and 5). Table 6 presents the statistical comparison of RSM and ANN models. Both RSM and ANN models provided good quality predictions in this study, yet the ANN showed a clear superiority over the RSM for both data fitting and estimation capabilities.

Distribution of relative error.
Conclusions
The present work examined the effects of moisture content, piston speed, die length, and particle size on the density of biomass pellets. In this research, artificial neural network was used for modeling the effect of independent variables on the density of the pellet and results compared with results of RSM method. The results indicate that a properly trained neural network can be used to predict effect of input variable on pellet density. The ANN model was found to have higher predictive capability than the RSM model. Statistical analyses confirmed that the moisture content, speed of piston, and particle size significantly affected the pellet density while the influence of die length was negligible. The result of present research can be useful for designing and constructing a suitable pelleting machine for producing biomass pellets.
Authors' information
AZ and RA are Graduate students, and MHK is Associate professor of the Department of Agrotechnology, College of Abouraihan, University of Tehran, Iran.
References
Altan A, McCarthy KL, Maskan M: Extrusion cooking of barley flour and process parameter optimization by using response surface methodology. J Sci Food Agric 2008, 88: 1648–1659. 10.1002/jsfa.3262
Alves MVC, Barbosa JR, Prate AT: Analytical solution of single screw extrusion applicable to intermediate values of screw channel aspect ratio. J Food Eng 2009, 92: 152–156. 10.1016/j.jfoodeng.2008.10.037
ASAE Standards. S269.4 Cubes: Pellets and Crumbles-Definitions and Methods for Determining Density, Durability and Moisture Content ASAE DEC96. Standard S358.2 Moisture Measurement-forages. ASAE, St. Joseph, MI; 1998.
Basheer IA, Hajmeer M: Artificial neural networks: fundamentals, computing, design, and application. J Microbiol Meth 2000,43(1):3–31. 10.1016/S0167-7012(00)00201-3
Carone MT, Pantaleo A, Pellerano A: Influence of process parameters and biomass characteristics on the durability of pellets from the pruning residues of Olea europaea L. Biomass Bioenergy 2011,35(1):402–410. 10.1016/j.biombioe.2010.08.052
Chakraborty SK, Singh DS, Kumbhar BK, Singh D: Process parameter optimization for textural properties of ready-to-eat extruded snack food from millet and legume pieces blends. J Texture Stud 2009, 40: 710–726. 10.1111/j.1745-4603.2009.00207.x
Dhanasekharan KM, Kokini JL: Design and scaling of wheat dough extrusion by numerical simulation of flow and heat transfer. J Food Eng 2003, 60: 421–430. 10.1016/S0260-8774(03)00065-7
Erickson S, Prior M: The Briquetting of Agricultural Wastes for Fuel. FAO Environment and energy paper 11. FAO, Rome; 1990.
Eriksen G, Coale F, Bollero G: Soil nitrogen dynamics and maize production in municipal solid waste amended soil. Agron J 1999, 91: 1009–1016. 10.2134/agronj1999.9161009x
Ganjyal GM, Hanna MA, Jones DD: Modeling selected properties of extruded waxy maize cross-linked starches with neural networks. J Food Sci 2003,68(4):1384–1388. 10.1111/j.1365-2621.2003.tb09654.x
Hamelink CN, Suurs RA, Faaij AP: International bioenergytransport cost and energy balance. Biomass Bioenergy 2005,29(2):114e34.
Kaliyan N, Morey VR: Factors affecting strength and durability of densified biomass products. Biomass Bioenergy 2009, 33: 337–359. 10.1016/j.biombioe.2008.08.005
Lam PS, Sokhansanj S, Bi X, Lim CJ, Naimi LJ, Hoque M, Mani S, Womac AR, Ye XP, Narayan S: Bulk density of wet and dry wheat straw and switchgrass particles. Appl Eng Agric 2008, 24: 351–358.
Li Y, Liu H: High pressure densification of wood residues to form an upgraded fuel. Biomass Bioenergy 2000, 19: 177–186. 10.1016/S0961-9534(00)00026-X
Mani S, Tabil LG, Sokhansanj S: An overview of compaction of biomass grinds. Powder Handl Process 2003,15(3):160–168.
Mavaddati S, Kianmehr MH, Allahdadi I, Chegini GR: Preparation of pellets by urban waste compost. Int J Environ Res 2010,4(4):665–672.
Moraru CI, Kokini JL: Nucleation and expansion during extrusion and microwave heating of cereal foods. Compr Rev Food Sci Food Safety 2003,4(120):1382.
Munoz-Hernandez G, Domínguez-Dominguez J, Alvarado-Mancilla O: an easy laboratory method for optimizing the parameters for the mechanical densification process: an evaluation with an Extruder, Agricultural Engineering International. CIGR E Journal 2006, 8: 1–20.
Shankar TJ, Bandyopadhyay S: Optimization of extrusion process variables using a genetic algorithm. Food Bioproducts Process 2004,82(C2):143–150.
Shankar TJ, Xingya K, Sokhansanj S, Lim CJ, Bi X, Melin S: Studies on off-gassing during storage of wood pellets. Paper No. 071022. Paper presented at the 2007 ASAE Annual Meeting. ASABE, Minneapolis, Minnesota; 2007:17–20. June 2007 June 2007
Shankar TJ, Sokhansanj S, Bandyopadhyay S, Bawa AS: A case study on optimization of biomass flow during single screw extrusion cooking using genetic algorithm (GA) and response surface method (RSM). Food Bioprocess Technol 2010, 3: 498–510. 10.1007/s11947-008-0172-9
Theerarattananoon K, Xu F, Wilson J, Ballard R, McKinney L, Staggenborg S, Vadlani P, Pei ZJ, Wang D: Physical properties of pellets made from sorghum stalk, corn stover, wheat straw and big bluestem. Ind Crops Prod 2011,33(2011):325–332.
Wolkowski R: Nitrogen management considerations for land spreading municipal solid waste compost. J Environ Qual 2003, 32: 1844–1850. 10.2134/jeq2003.1844
Zafari A, Kianmehr MH: Effect of temperature, pressure and moisture content on durability of cattle manure pellet in open-end die method. J Agric Sci 2012,4(5):203–208.
Zhou B, Ileleji KE, Ejeta G: Physical property relationships of bulk corn stover particles. ASABE 2008, 51: 581–590.
Acknowledgements
This research was supported by grants from the College of Abouraihan, University of Tehran.
Author information
Authors and Affiliations
Corresponding author
Additional information
Competing interests
The authors declare that they have no competing interests.
Authors' contributions
AZ was the student and main author, did the field and laboratory work, and drafted the manuscript. MHK was the supervisor and participated in drawing up the project draft proposal. RA participated in the design of the study and performed the statistical analysis. All authors read and approved the final manuscript.
Authors’ original submitted files for images
Below are the links to the authors’ original submitted files for images.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 2.0 International License ( https://creativecommons.org/licenses/by/2.0 ), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
About this article
Cite this article
Zafari, A., Kianmehr, M.H. & Abdolahzadeh, R. Modeling the effect of extrusion parameters on density of biomass pellet using artificial neural network. Int J Recycl Org Waste Agricult 2, 9 (2013). https://doi.org/10.1186/2251-7715-2-9
Received:
Accepted:
Published:
DOI: https://doi.org/10.1186/2251-7715-2-9