
Abstract
Titanium nitrides have good mechanical, tribological, electrical, biomedical, and optical properties; therefore, they are used to harden and protect cutting and sliding surfaces, as semiconductor devices, and as a nontoxic exterior for biomedical applications. The dependence of the mechanical and electrical properties of titanium nitride thin films deposited on silicon substrates by direct-current reactive magnetron sputtering technique on argon gas flow (in the range of 8 to 20 sccm) was investigated. The crystallographic structure of the films was studied by X-ray diffraction (XRD), while surface morphology was studied using atomic force microscopy (AFM). Mechanical and electrical properties of these films were investigated by nanoindentation test and a four-point probe instrument, respectively. The XRD patterns showed titanium nitride (TiN) formation with a face-centered cubic structure for all samples. It was also observed that (111) crystallographic direction was the preferred orientation for TiN thin films which became more pronounced with increasing argon gas flow. The AFM images showed a granular structure for TiN layers. The hardness, crystallite/grain size (obtained from XRD and AFM), and surface roughness increased with the flow of argon gas, while elastic modulus and dislocation density in the films decreased. The study on electrical properties showed that the dependence of voltage with current for all samples was linear, and film resistivity was increased with argon gas flow.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Because of their desirable mechanical, chemical, and electrical properties, such as high hardness, good corrosion, wear resistance, chemical and metallurgical stability, and low electrical resistivity, titanium nitride thin films have been widely used in different areas of semiconductor device technology, such as diffusion barriers, gate electrodes in field-effect transistors, contact layers in solar cells, and a replacement of polycrystalline Si in very large-scale integrated circuits [1–4]. For the development of new materials in microelectronic applications, in addition to their electrical properties, their mechanical characteristics may play an important role on long-term reliability problems. In fact, new advanced metallization materials should combine good electrical properties, comparable to those currently used, with high hardness and elasticity, fine adhesion on Si, and low interface stresses [1].
Among the different methods of titanium nitride thin film preparation including physical vapor deposition, plasma focus, chemical vapor deposition, electrochemical and chemical nitridation, sputtering, and ion implantation [1, 5–17], direct-current (DC) magnetron sputtering is a simple and suitable method. However, the nanostructure and different properties of titanium nitride thin films in this method are strongly dependent on sputtering conditions such as bias voltage, substrate temperature, argon gas flow, and nitrogen content. The aim of this work is to investigate the influence of argon gas flow on the crystallographic structure, surface morphology, and both the mechanical and electrical properties of sputtered titanium nitride thin films. The results of this study can be of importance and used in different applications as mentioned throughout this section.
Experimental details
Film preparation
Titanium nitride thin films of 100 nm thick were deposited with a DC reactive magnetron sputtering system using a circular 76-mm-diameter and 1-mm-thick Ti target of 99.998% purity. The target-to-substrate distance was 10 cm. A continually variable DC power supply of 700 V and 0.3 A was used as power source for sputtering. The thickness and deposition rate of these titanium nitride films were checked in situ using a quartz crystal monitor (6-MHz gold, Inficon Company, East Syracuse, NY, USA) located near the substrate during the sputtering process. The substrates were 20 × 20 mm2 Si (400) (n-type) and were ultrasonically cleaned in heated acetone then etalon. The substrate temperature was 373 K. The base pressure was lower than 2 × 10−6 Torr. Pure argon gas (99.998% purity) and nitrogen gas (99.998% purity) were used as sputter and reactive gases, respectively. Titanium nitride thin films were deposited under various argon gas flows. The flow rates of both argon and nitrogen gases were controlled individually using mass flow controllers. The argon gas flow rate was varied at 8, 12, 16, and 20 sccm during sputtering, while the nitrogen gas flow rate was kept constant at 10 sccm. Figure 1 depicts the variations of deposition pressure and rate as a function of argon gas flow. This figure shows that deposition pressure and deposition rate increase with argon gas flow.

Variations of deposition pressure and rate as a function of argon gas flow.
Film characterization
The nanostructure and crystallographic orientation of the samples were obtained using a Philips X'pert MPD diffractometer (CuKα radiation; Amsterdam, The Netherlands) with a step size of 0.02° and count time of 1 s per step. The surface morphology and roughness of the samples were obtained using an atomic force microscope (AFM; Autoprobe PC, Park Scientific Instrument, Sunnyvale, CA, USA) with a scan size of 1 × 1 μm2 and a scan rate of 1 Hz. A Hysitron Inc. (Eden Prairie, MN, USA) TriboScope® Nanomechanical Test Instrument with a 2D transducer, complete software, and Berkovich diamond indenter was used for mechanical test. Over three indentation tests were performed on each of the samples, and the average of the data obtained from these tests is presented for each sample. In this test, force, loading time, holding time, and unloading time were 600 μN, 30 s, 10 s, and 30 s, respectively. The electrical resistivity of the samples was also measured using a four-point probe instrument at room temperature.
Result and discussions
Crystallographic structure
X-ray diffraction (XRD) patterns of all TiN/Si thin film samples prepared in this work are shown in Figure 2. The XRD pattern of the deposited film with 8-sccm argon gas flow in addition to the substrate peak (at 69.15° that is not presented in the figure) shows two weak peaks at 35.33° and 41.01° that can be related to the (111) and (200) crystallographic orientations of TiN with a face-centered cubic (FCC) structure, respectively (with reference to JCPDS card no. 02–1159; 2θ = 35.317° and 41.00°, respectively). Titanium nitride with closed-packed FCC structure may form when nitrogen atoms occupy all the octahedral sites of titanium with hexagonal close-packed (HCP) or body-centered cubic (BCC) structures. In order to accommodate nitrogen atoms with small size (0.74 Å) in the interstitial sites of Ti with larger size (1.47 Å), the titanium structure should be transformed from HCP (at lower temperatures) and BCC (at higher temperatures) to FCC structure. By increasing the argon gas flow to 12 sccm, TiN(111) peak intensity is increased, while TiN(200) intensity is decreased. In the deposited films with a higher value of argon gas flow (i.e., 16 and 20 sccm), this process is repeated so that the TiN(111) diffraction line can be introduced as a preferred orientation. In fact, the result shows that an increase in argon gas flow causes the growth of TiN thin films in (111) crystallographic orientation.

X-ray diffraction patterns of prepared TiN thin films at different argon gas flows.
It is known that TiN films deposited by various PVD methods generally grow in three crystallographical orientations (i.e., (200), (111), and (220)) [18]. The preferred orientation of a film is due to its lowest overall energy, which is a result of competition between the surface energy, the strain energy, and the stopping energy of different lattice planes [19, 20]. In the case of TiN films, the (200) plane has the lowest surface energy, the (111) plane has the lowest strain energy, and the (220) plane has the lowest stopping energy. Only when the deposited ion energy is sufficiently high, the stopping energy becomes dominant, and the (220) preferred orientation can be observed [18]. In this work, due to the low deposition power and low substrate temperature, the (220) peak is not observed. Hence, one may propose that only surface energy and strain energy have affected the film growth process.
The absence of a titanium peak in the XRD pattern (different from previous similar literature [18]) indicates the absence of Ti in the structure of these films and complete nitride formation process, which can be related to the high value of nitrogen gas flow rate in the deposition process (10 sccm).
Crystallite size (coherently diffracting domains), D, was obtained by applying the Scherrer formula (D = kλ/B cosθ) to measure the full width at half maximum (FWHM) of the dominant peak TiN(111) in the XRD patterns of Figure 2[21],where k = 0.9, λ = 1.54248 Å, B = FWHM that is calculated from (BM, FWHM of the sample and BS, FWHM of the standard sample), and θ is the peak position in radian. The crystallite size (coherently diffracting domains) results are shown in Figure 3. The results show that the crystallite size gradually increases with increasing argon gas flow. This increase can be attributed to the fact that the increase in the argon gas flow enhances the energetic ion bombardment which promotes the mobility of adatoms and results in the increase of grain size. When the argon gas flow increases further, the ion density becomes large enough for crystal growth; thus, the grain size increases slightly. A similar kind of this behavior of change in grain size with the argon gas flow is also observed in previous literatures [18, 22].

Variations of crystallite size and dislocation density as a function of argon gas flow. The crystallite size is obtained from XRD results.
Surface morphology
Two-dimensional (2D) and three-dimensional (3D) AFM images of TiN thin films prepared at different argon gas flows are shown in Figure 4, while variations of grain sizes (obtained from 2D pictures by JMicroVision code) and surface roughness as a function of argon gas flow are plotted in Figure 5. These images show a granular structure with small and sharp grains for deposited samples at low argon gas flows (i.e., 8 and 12 sccm), while at higher values of argon gas flow (i.e., 16 and 20 sccm), both grain size and surface roughness are increased. As mentioned, an increase in the argon gas flow increases the grain size which in turn increases the surface roughness.

2D and 3D AFM images of deposited TiN thin films at different argon gas flows. (a) 8, (b) 12, (c) 16, and (d) 20 sccm.

Variations of grain size and surface roughness as a function of argon gas flow. The grain size is obtained from 2D AFM images.
Mechanical properties
Figure 6 illustrates the variation of hardness of all TiN/Si thin films as a function of the argon gas flow. As can be seen, an increase in the argon gas flow causes the increase of this quantity. This change can be explained in the following paragraph.

Variations of hardness and EM of TiN thin films as a function of argon gas flow.
The hardness and mechanical properties of films can be affected by different parameters such as grain size, crystallographic orientations, film density, lattice parameters, and stoichiometry [1, 10, 12, 23]. Despite the fact that variation of grain size with the argon gas flow is not large (remarkable), the increase of hardness can be attributed to (1) film growth in (111) crystallographic orientation, (2) the increase of density or elimination of voids, (3) and improvement of crystal quality with increasing argon gas flow. XRD results showed that the intensity of the TiN(111) diffraction line increased with the argon gas flow. TiN x is an anisotropic material with H 111 > H 200 or H 220 (where H 111, H 200, and H 220 are the hardness along the (111), (200), and (220) crystallographic directions, respectively). On the other hand, TiN films with (111) preferred orientation possess the highest hardness [10, 12]. Figure 3 also depicts the variation of dislocation density, which represents the amount of defects and pores in the film. The dislocation density (δ) is determined from the formula δ = 1/D2[24], where D is the crystallite size and is calculated using Scherrer's formula. The results show that films with better crystallization quality can be obtained at higher argon gas flows, which result in decreased number of pores (or increased film density) in the structure of the film which in turn increases the hardness of the film.
Figure 6 also plots the variation of elastic modulus (EM) as a function of argon gas flow. The figure shows that the increase of argon gas flow results in the decrease of elastic modulus that can be attributed to the low elasticity of (111) crystallographic orientation.
Electrical properties
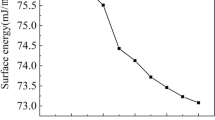
Figure 7 plots the dependence of voltage versus current obtained by the four-point probe analysis for all samples. In order to investigate the influence of possible (low frequency) charging effects at the electrical contacts and leads, current–voltage (I-V) curves were recorded, scanning the voltage both in increasing and decreasing increments. The results of measurements in the decreasing direction of the voltage are not shown as they matched the results in the increasing voltage direction and only clutter the figure unnecessarily. However, it should be noted that the current was kept low enough in order not to heat up the samples. Figure 8 depicts the variation of titanium nitride thin film resistivity as a function of argon gas flow. The results show that the resistivity of TiN thin films increases with the argon gas flow. XRD results showed that the intensity of the TiN(111) diffraction line also increased with the argon gas flow It has also been reported earlier that the film with a high (111) diffraction peak intensity has a high electrical resistivity [25]. Therefore, it may be deduced that there is a correlation between the intensity of the TiN(111) diffraction line and the resistivity of these TiN thin films, which is in agreement with the results reported in [18, 22].

Dependence of voltage with current of prepared TiN thin films at different argon gas flows.

Variation of resistivity of TiN thin films as a function of argon gas flow.
Furthermore, an increase in the intensity of titanium nitride peak may directly be related to the increase in the amount of nitrogen ions bonded to the Ti atoms in the structure of the thin film. In low bonded nitrogen content, the nitrogen atoms bonding with the titanium atoms are not enough, and the remainder amorphous titanium atoms act as donors and can provide free electrons. With these free electrons, the films have a high carrier density with high mobility and low resistivity. However, with the increase of the amount of bonded nitrogen content, there will be sufficient nitrogen atoms to integrate with the titanium atoms that cause only a few free electrons and result in higher resistivity.
Conclusion
Titanium nitride thin films were deposited on Si substrate by DC reactive magnetron sputtering system. The effect of argon flow rate (8 to 20 sccm in steps of 4 sccm) on the structural, morphological, mechanical, and electrical properties was studied using XRD, AFM, nanoindentation test, and four-point probe instrument, respectively. Structural investigation showed TiN with FCC structure for all samples. It was also observed that (111) crystallographic orientation was the preferred orientation for TiN thin film growth with increasing argon gas flow. The surface morphology of the samples depicted a granular structure with small grains, and the grain size and surface roughness were increased with the argon gas flow. The increase of grain size with argon gas flow was due to the energetic ion bombardment and was consistent with previous literatures. The mechanical and electrical studies showed that film surface hardness and resistivity increased with the argon gas flow, while film elastic modulus decreased with increasing argon gas flow. Structural analyses illustrated that these variations were related to the (111) crystallographic orientations and were consistent with previous similar works.
References
Patsalas P, Charitidis C, Logothetidis S: The effect of substrate temperature and biasing on the mechanical properties and structure of sputtered titanium nitride thin films. Surf. Coat. Technol. 2000, 125: 335–340. 10.1016/S0257-8972(99)00606-4
Travis EQ, Fiordalice RF: Manufacturing aspects of low presser chemical-vapor-deposited TiN barrier layers. Thin Solid Films 1993, 236: 325–329. 10.1016/0040-6090(93)90690-Q
Gagnon G, Currie JF, Beique C, Brebner JL, Gujrathi SG, Onllet L: Characterization of reactively evaporated TiN layers for diffusion barrier applications. J. Appl. Phys. 1994, 75: 1565–1570. 10.1063/1.356392
Hara T, Yamanoue A, Iio H, Inoue K, Washidzu G, Nakamura S: Properties of titanium nitride films for barrier metal in aluminum ohmic contact systems. Jpn. J. Appl. Phys. 1991, 30: 1447–1451. 10.1143/JJAP.30.1447
Vaz F, Ferreira J, Ribeiro E, Rebouta L, Lanceros-Mendez S, Mendes JA, Alves E, Goudeau P, Riviere JP, Ribeiro F, Moutinho I, Pischow K, Rijk J: Influence of nitrogen content on the structural, mechanical and electrical properties of TiN thin films. Surf. Coat. Technol. 2005, 191: 317–323. 10.1016/j.surfcoat.2004.01.033
Eriksson L, Harju E, Korhonen AS, Pischow K: Formability and corrosion resistance of TiN-coated stainless steel sheet. Surf. Coat. Technol. 1992, 53: 153–160. 10.1016/0257-8972(92)90117-S
Chou W-J, Yu G-P, Huang JH: Mechanical properties of TiN thin film coatings on 304 stainless steel substrates. Surf. Coat. Technol. 2002, 149: 7–13. 10.1016/S0257-8972(01)01382-2
Valvoda V: Structure of thin films of titanium nitride. J. Alloy. Compd. 1995, 219: 83–87. 10.1016/0925-8388(94)05012-0
Baker MA, Monclus MA, Rebholz C, Gibson PN, Leyland A, Matthews A: A study of the nanostructure and hardness of electron beam evaporated TiAlBN coatings. Thin Solid Films 2010, 518: 4273–4280. 10.1016/j.tsf.2009.12.109
Hainsworth SV, Soh WC: The effect of the substrate on the mechanical properties of TiN coatings. Surf. Coat. Technol. 2003, 163–164: 515–520.
Kumar A, Singh D, Kumar R, Kaura D: Effect of crystallographic orientation of nanocrystalline TiN on structural, electrical and mechanical properties of TiN/NiTi thin films. J. Alloy. Compd. 2009, 479: 166–172. 10.1016/j.jallcom.2008.12.116
Holleck H: Material selection for hard coatings. J. Vac. Sci. Technol. A 1986, 4: 2661–2669. 10.1116/1.573700
Savaloni H, Khojier K, Torabi S: Influence of N+ ion implantation on the corrosion and nano-structure of Ti samples. Corros. Sci. 2010, 52: 1263–1267. 10.1016/j.corsci.2009.11.042
Chatterjee S, Chanrashekhar S, Sudarshan TS: Deposition processes and metal cutting applications of TiN coatings. J. Mater. Sci. 1992, 27: 3409–3423. 10.1007/BF01151815
Russell SW, Rack MJ, Adams D, Alford TL: Titanium nitridation on copper surfaces. J. Electrochem. Soc. 1996, 143: 2349–2353. 10.1149/1.1837005
Firouzi M, Savaloni H, Ghoranneviss M: Dependence of surface nano-structural modification of Ti implanted by N+ ions on temperature. Appl. Surf. Sci. 2010, 256: 4502–4511. 10.1016/j.apsusc.2010.01.083
Fani N, Savaloni H: Investigation on the formation of titanium nitride thin films on 304 type stainless steel using plasma focus device. J. Theor. Appl. Phys. 2012, 6: 1–7. 10.1186/2251-7235-6-1
Arshi N, Lu J, Joo YK, Lee CG, Yoon JH, Ahmed F: Study on structural, morphological and electrical properties of sputtered titanium nitride films under different argon gas flow. Mater. Chem. Phys. 2012, 134: 839–844. 10.1016/j.matchemphys.2012.03.078
Zhao JP, Wang X, Chen ZY, Yang SQ, Shi TS, Liu XH: Overall energy model for preferred growth of TiN films during filtered arc deposition. J. Phys. D: Appl. Phys. 1997, 30: 5–12. 10.1088/0022-3727/30/1/002
Pelleg J, Zevin LZ, Lungo S: Reactive-sputter-deposited TiN films on glass substrates. Thin Solid Films 1991, 197: 117–128. 10.1016/0040-6090(91)90225-M
Warren BE: X-ray Diffraction. London: Addison-Wesley; 1969.
Yu GQ, Tay BK, Lau SP, Prasad K, Pan LK, Chai JW, Lai D: Effects of N ion energy on titanium nitride films deposited by ion assisted filtered cathodic vacuum arc. Chem. Phys. Lett. 2003, 374: 264–270. 10.1016/S0009-2614(03)00719-X
Wang TG, Jeong D, Liu Y, Wang Q, Iyengar S, Melin S, Kim KH: Study on nanocrystalline Cr 2 O 3 films deposited by arc ion plating: II. Mechanical and tribological properties. Surf. Coat. Technol. 2012, 206: 2638–2644. 10.1016/j.surfcoat.2011.10.026
Williamson GK, Smallman RE: Dislocation densities in some annealed and cold-worked metals from measurements on the X-ray Debye-Scherrer spectrum. Philos. Mag. 1956, 1: 34–45. 10.1080/14786435608238074
Meng LJ, Dos Santos MP: Characterization of titanium nitride films prepared by d.c. reactive magnetron sputtering at different nitrogen pressures. Surf. Coat. Technol. 1997, 90: 64–70. 10.1016/S0257-8972(96)03094-0
Acknowledgements
This work was carried out with the support of the Islamic Azad University, Chalous Branch and Central Tehran Branch. HS is grateful to the University of Tehran and to the Center of Excellence for Structural and Microscopic Properties of Matter, Department of Physics, University of Tehran for the partial support of this work.
Author information
Authors and Affiliations
Corresponding author
Additional information
Competing interests
The authors declare that they have no competing interests.
Authors' contributions
KK, HS, ES, ZD, and NZD provided the same contributions in this article. All authors read and approved the final manuscript.
Authors’ original submitted files for images
Below are the links to the authors’ original submitted files for images.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 2.0 International License (https://creativecommons.org/licenses/by/2.0), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
About this article
Cite this article
Khojier, K., Savaloni, H., Shokrai, E. et al. Influence of argon gas flow on mechanical and electrical properties of sputtered titanium nitride thin films. J Theor Appl Phys 7, 37 (2013). https://doi.org/10.1186/2251-7235-7-37
Received:
Accepted:
Published:
DOI: https://doi.org/10.1186/2251-7235-7-37