
Abstract
Effects of ball diameter on the crystalline size, induced strain, and atomic diffusion in Cu-50%Fe immiscible alloy system have been investigated. Milling parameters affect atomic diffusion in binary or ternary systems separately. The aim of this research work is to prove the fact that ball diameter is an important parameter. It is shown that different diameters can change milling power, and consequently, the final crystalline size and atomic diffusion can alter. X-ray diffraction and scanning electron microscopy were used to analyze the effect of ball diameter. It is shown that the strain increases from 0.0025 to 0.0052, while the crystalline size decreases to 18 nm.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Background
In recent years, immiscible systems have been of great interest, owing to the non-equilibrium structure transformation and technological merits related to them. However, the mechanisms for structure transformation in immiscible systems during the process of alloying are still under debate[1]. The repeated fracturing and cold welding of powder particles during mechanical alloying (MA) process induce a reaction between solid components of the initial mixture[2]. Mechanically stored enthalpy caused by internal strains due to a very high density of dislocations and a large fraction of grain boundaries can serve as a driving force for the formation of alloy[3]. A special advantage of MA is to produce alloys of immiscible elements such as Cr-Cu[4], Ag-Cu, Cu-Fe[5], Cu-W[6, 7], and Al-Pb[8], which are difficult to produce by conventional methods because of the problem of heavy segregation while solidifying from the liquid phase. In such cases, MA provides a route to obtain a homogeneous distribution in the solid phase[5, 9, 10]. During MA, ball energy transfers to the entrapped powders and causes severe plastic deformation, so it enhances the density of dislocations and promotes the formation of excess vacancies[11]. On the other hand, pipe diffusion needs low temperature and a high strain rate or stress which are provided by MA[12, 13]. These conditions together increase atomic diffusion and consequently lead to the formation of a solid solution of Cu (Fe). The most important and well-known parameter which is still under investigation in most of research works is milling time. The effect of other milling parameters such as milling speed[14], amount of process control agent[15], and ball-to-powder ratio (BPR)[16] has also been investigated. Our recent research[17] was focused on the optimization of mechanical alloying by finding the optimum level of milling parameters. Although these parameters are obviously effective, ball diameter seems to be the missed one. By using different mixtures of ball diameters, namely 15 and 10 mm, at the same BPR, we face two specific conditions. In the 10-mm case, we have more balls and consequently more surfaces and effective impacts. In the 15-mm case, although the rate of effective impacts decreases, the amount of transferred energy per collision increases which depends on the kinetic energy of the balls. The aim of the present study is to determine the effect of ball diameter on diffusion rate and crystalline size of nanocrystalline of Cu-50%Fe produced by MA.
Experimental procedure
Mechanical alloying was performed in a high-energy ball milling Fritsch P-5 planetary mill (Fritsch, Idar-Oberstein, Germany) using stainless steel containers and balls of different diameters. The Cu-50 at% Fe alloy powders were produced by milling a mixture of copper (purity 99.7%, <100 μm) and iron (purity: >99%, <100 μm) powders, both purchased from Merck (Whitehouse Station, NJ, USA). To prevent agglomeration, 1 wt.% stearic acid was added to the initial powders. After milling, the powders were removed from the container. The milled samples were analyzed by X-ray diffraction (XRD) in a Siemens (D-500) diffractometer (Siemens Corporation, Cherry Hill, NJ, USA) using CuKα radiation (λ = 0.154 nm) and by scanning electron microscopy (SEM) using a Philips model MV2300 operated at 25 kV (FEI Co., Hillsboro, OR, USA). In the previous research work[17], we investigated the most appropriate and effective milling conditions. These values were recognized as rotation speed of 200 rpm and BPR of 20. Samples were mechanically alloyed for different times: 5, 10, and 20 h. The samples were mechanically alloyed using different types of ball diameters such as 15, 10, and 5 mm and a mixture of 10 and 5 mm. Milling conditions of these samples are shown in Table1.
The crystallite size and induced strain evolutions for milled powders were carried out using the Williamson-Hall method. This method is based on the broadening of the diffraction lines due to the strain and crystallite size. The Williamson-Hall equation is expressed as follows[15]:
where B i is the full width at half-maximum of the mechanically alloyed powder peaks, B0 is the breath of unmilled powder peaks, λ is the wavelength of X-ray, S is the internal microstrain, and d is the crystalline size. Note that S is the slope and (0.89λ)/d is the intercept.
Results and discussion
The XRD spectra shown in Figure1a correspond to the CF series of the milled samples in different milling times. It is obvious that by increasing the milling time, the intensity of the peaks are decreased, broadened, and shifted to lower degrees. Peak broadening is due to a decrease in crystallite size and internal strain. The CF series are milled by 15-mm balls. According to the Williamson-Hall equation, the crystallite size for sample CF3 is calculated to be about 23 nm, and the induced strain is about −0.0031. The negative coefficient is because of compressive stress which the impacts caused. The decreasing intensity of the peaks corresponded to Fe, and its shifting to lower degrees proves that Fe atoms are soluble in Cu lattice; hence, the solid solution of Cu (Fe) is formed. Figure1b shows the SEM image of CF3 and reveals that its grain size is in the range of 90 to 100 nm. The crystallite size distribution which is correlated to sample CF3 is shown in Figure1c.

XRD patterns, SEM image, and distribution curve of CF series. (a) XRD patterns of samples CF1, CF2, and CF3. (b) SEM image of sample CF3. (c) Distribution curve of the crystallite size of sample CF3.
Figure1c shows that the average crystallite size in Figure1b is about 90 nm which is more than the calculated amount from the Williamson-Hall equation. During the milling process, powders are subjected to fracture, and consequently, the free surface energy increases. Although stearic acid is added to prevent agglomeration, it cannot appropriately work. Most of the particles agglomerate so that bigger particles are produced. In other words, each particle in the SEM photographs contains three or more particles. Figure2a shows the XRD patterns of the CB series which are subjected to the same milling process as the CF series, and the only difference is in their ball diameter. In the CB series, the diameter is 10 mm, while it is 15 mm in the CF series.

XRD patterns, SEM image, and distribution curve of CB series. (a) XRD patterns of samples CB1, CB2, and CB3. (b) SEM image of sample CB3. (c) Distribution curve of the crystallite size of sample CB3.
According to the Williamson-Hall equation, the crystallite size is 21 nm, and the induced microstrain is −0.0033. Another evidence of improving milling condition using smaller balls is the crystallite size distribution of the final particles. In these series of samples, the average crystallite size in the SEM photograph is less than 80 nm (Figure2c). A glance comparison of the XRD spectra between the CF and CB series shows that the intensity of Cu peaks is decreased. Increasing the number of effective impacts and the amount of entrapped powders are two main factors on this difference. The smaller the size of the balls, the lower the kinetic energy. So, we predicted a less progressive milling condition by reducing the diameters of balls.
Figure3 is related to the CD series milled by 5-mm balls. In the samples milled by 5-mm balls, the intensity of the peaks related to both Fe and Cu is not as much significant as the previous series. In other words, there is a critical value for ball diameter. At critical diameter, a perfect balance between kinetic energy, number of effective impacts, and amount of entrapped powders occurs. Using balls smaller than this critical value, such as the CD series, leads to less effective impacts and weakening of the milling conditions. The induced microstrain for CD3 is −0.0025, and the crystallite size is about 27 nm.

XRD patterns, SEM image, and distribution curve of CD series. (a) XRD patterns of samples CD1, CD2, and CD3. (b) SEM image of sample CD3. (c) Distribution curve of the crystallite size of sample CD3.
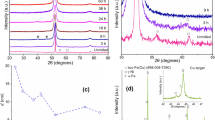
The last samples include those which are milled with a mixture of balls. It is imaginable that when we use a mixture of balls, smaller balls can fill the space between bigger balls. This rearrangement of balls leads to the increase in the number of impact energy. Besides, the weight of each bigger ball is equal to three or four smaller balls (pertaining to their diameters). It means that we can replace two bigger balls with eight to ten smaller balls, and the space between these big balls can be filled by smaller balls, while the kinetic energy of balls has not been reduced dramatically. Figure4 shows the XRD spectra, SEM photograph, and crystallite size distribution of the final nanocrystals.

XRD patterns, SEM image, and distribution curve of CH series. (a) XRD patterns of samples CH1, CH2, and CH3. (b) SEM image of sample CH3. (c) Distribution curve of the crystallite size of sample CH3.
In Figure4a, it can be easily observed that all peaks have decreased in their intensities, and in comparison with other series of samples, broadening is more significant. A peak appeared at around 36°, corresponding to the contamination that might be added to the powder mixture from the milling media. Based on image analyzer results, Figure4c is drawn which shows that the crystallite sizes are mostly in the range of 60 to 75 nm. As it was predicted, using a mixture of balls with different diameters causes better millings results. According to the Williamson-Hall equation, the induced microstrain and crystallite size are −0.0052 and 18 nm, respectively. Figure5 shows the Williamson-Hall plot of the milled samples. The CH series (mixture of balls of different sizes) which shows the best result has a sharper slope and is placed higher than the other series, and according to Equation 1, results in the finest crystallite size. The CD series which was milled by 5-mm balls was placed lower than other series which leads to a more crystalline size. Its slope is lower than others which implies a lower induced microstrain.

Williamson-Hall plot of milled samples.
Conclusion
The effect of the different mixtures of ball diameter on the formation of Cu-50% Fe nanocrystallites has been studied by X-ray diffraction and SEM. By reducing the diameter of the balls down to the critical value, the number of effective impacts and the amount of entrapped powders increased, while in diameters lower than the critical value, the kinetic energy of the balls decreases dramatically; consequently, the milling process weakened. Using a mixture of different ball diameters results in better milling conditions. An appropriate mixture of balls can result in the best milling conditions. In this research, a mixture of 5-mm and 10-mm balls results in a crystalline size of 18 nm and induced strain of 0.0052.
References
Eckert J, Holzer JC, Krill CE III, Johnson WL: Mechanically driven alloying and grain size changes in nanocrystalline Fe‐Cu powders. J. Appl. Phys. 1993, 73: 2794. 10.1063/1.353055
Suryanarayana C: Mechanical alloying and milling. Prog. Mater. Sci. 2001, 46: 1. 10.1016/S0079-6425(99)00010-9
Koch CC: Processing of metals and alloys. In Materials Science and Technology - A Comprehensive Treatment. Edited by: Cahn RW. VCH Verlagsgesellschaft GmbH, Weinheim; 1991:193–245.
Ogino Y, Yamasaki T, Murayama S, Sakai R: Non-equilibrium phases formed by mechanical alloying of CrCu alloys. J. Non-Cryst. Solids 1990, 117–118: 737.
Ravishankar N, Abinandanan TA, Chattopadhyay K: Application of effective potential formalism to mechanical alloying in Ag–Cu and Cu–Fe systems. Mater. Sci. Eng. A 2001, 304–306: 413.
Gaffet E, Louison C, Harmelin M, Faudot F: Metastable phase transformations induced by ball-milling in the Cu-W system. Mater. Sci. Eng. A 1991, 134: 1380.
Aboud T, Weiss BZ, Chaim R: Mechanical alloying of the immiscible system W-Cu. Nanostructured Materials 1995, 6: 405. 10.1016/0965-9773(95)00082-8
Fang F, Zeng MQ, Che XZ, Zhu M: Embedded atom potential calculation of the Al–Pb immiscible alloy system. J. Alloys Compd. 2002, 340: 252. 10.1016/S0925-8388(02)00012-9
Mo L, Lu L: Mechanical Alloying. Kluwer, Boston; 1998.
Bakker H, Zhou GF, Yang H: Prediction of phase transformations in intermetallic compounds induced by milling. Mater. Sci. Forum 1995, 179–181: 47.
Djekoun A, Otmani A, Bouzabata B, Bechiri L, Randrianantoandro N, Greneche JM: Synthesis and characterization of high-energy ball milled nanostructured Fe50Ni50. Catal. Today 2006, 113: 235–239. 10.1016/j.cattod.2005.11.084
Wu F, Isheim D, Bellon P, Seidman David N: Nanocomposites stabilized by elevated-temperature ball milling of Ag50Cu50 powders: an atom probe tomographic study. Acta Materialia 2006, 54: 2605–2613. 10.1016/j.actamat.2006.01.042
Das D, Chatterjee PP, Manna I, Pabi SK: A measure of enhanced diffusion kinetics in mechanical alloying of Cu-18 at% Al by planetary ball milling. Scripta Materialia 1999, 41: 861–866. 10.1016/S1359-6462(99)00220-1
Taufiqu Rochman N, Kuramoto S, Fujimoto R, Sueyoshi H: Effect of milling speed on an Fe–C–Mn system alloy prepared by mechanical alloying. J. Mater. Process. Technol. 2003, 138: 41. 10.1016/S0924-0136(03)00046-3
Pilar M, Sunol JJ, Bonastre J, Escoda L: Influence of process control agents in the development of a metastable Fe–Zr based alloy. Journal of Non-Crystalline Solids 2007, 353: 848–850. 10.1016/j.jnoncrysol.2006.12.054
Chin ZH, Perng TP: Amorphization of Ni-Si-C ternary alloy powder by mechanical alloying. Mater. Sci. Forum 1997, 235–238: 121.
Mir Shah Ghassemi SH, Shokuhfar A, Vaezi MR: Microstructure evaluation of solid-solution in Fe-Cu immiscible alloy system. Defect and Diffusion forum 2008, 273–276: 622–276.
Acknowledgements
We would like to thank the Advanced Materials and Nanotechnology Research Center, Khaje-Nasir Toosi University for providing the opportunity to carry out short-term research work in the Department of Materials Science and Engineering. We are also grateful to Mr. Saman Hosseinpour for his useful technical help.
Author information
Authors and Affiliations
Corresponding author
Additional information
Competing interests
The authors declare that they have no competing interests.
Authors’ contributions
HMS carried out the mechanical alloying studies and experiments. MRV carried out the mechanical alloying studies, participated in the sequence alignment, and drafted the manuscript. ASH participated in the sequence alignment. All authors read and approved the final manuscript.
Authors’ original submitted files for images
Below are the links to the authors’ original submitted files for images.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 2.0 International License ( https://creativecommons.org/licenses/by/2.0 ), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
About this article
Cite this article
Reza Vaezi, M., Ghassemi, S.H.M.S. & Shokuhfar, A. Effect of different sizes of balls on crystalline size, strain, and atomic diffusion on Cu-Fe nanocrystals produced by mechanical alloying. J Theor Appl Phys 6, 29 (2012). https://doi.org/10.1186/2251-7235-6-29
Received:
Accepted:
Published:
DOI: https://doi.org/10.1186/2251-7235-6-29