
Abstract
Lignite has emerged as an additional important fuel source for thermal power generation in India. Circulating fluid bed combustion technology is applied considering the impurities, moisture, ash and sulfur content, and wide variations for large units. Lignite mineralogy greatly influences combustion behavior. Agglomeration and clogging/blockage are experienced due to sintering of lignite at lower temperature regime in which circulating fluid bed boilers operate (800°C to 900°C). At this low temperature range, the extensive knowledge built for pulverized coal combustion with respect to slagging, fouling, and high-temperature corrosion is not useful. Sintering studies using the heating microscope’s potential are applied for understanding this phenomenon. The gray clay, which occurs as intrusions/thin bands in the lignite mine, is sampled at the mine site and taken up for analysis. Morphology of sintered deposits in the bottom ash is matched with the properties of clay which is very close to halloysite mineral (kaolinite group). Sintering is avoided by selecting the operating temperature range of combustion on either side of peak sintering temperature in the sample case. With higher ashing temperature, the lignite ash loses part of its sintering tendency. This indicates to a new hypothesis that once the lignite ash undergoes transformations resulting in sintering, its sintering tendency is lowered. Conventional slagging indices are also analyzed, and correlation was derived for sintering behavior of lignite.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Background
High-ash, sub-bituminous low-grade coal is the primary fuel for thermal power generation in India. In the recent past, lignite is additionally being put into increased use for electricity generation in India with wide variations in the quality of the lignite. Typical ranges of Indian lignite are ash content 15% to 35% and sulfur content 1.0% to 7.0%, in addition to high moisture (30% to 45%). Lignite is fast emerging as an alternative source of fuel for power generation due to proven potential of 4,177 million tons, mostly in selective regions like Gujarat, Rajasthan, and Tamil Nadu, where coal availability is scarce. Hence, the share of lignite-based pit head thermal projects in Gujarat and Rajasthan is increasing. Circulating fluid bed (CFB) sizes in India using lignite has reached already over 250 MWe and set to increase above 500 MWe, and that underlines the importance. Advantages of circulating fluid bed combustion (CFBC) technology in burning a wide variety of fuels efficiently and in an environmentally friendly manner have led to a steady increase in its commercial use over the past decades [1].
The impurities in the fuels were responsible for added maintenance, a reduction in the rate of heat transfer and corrosion due to fireside deposits of sintered or molten ash. The nature and severity of deposit formation, i.e., slagging and fouling, changed as the fuels and their impurities worsened; the steam raising process evolved and the steam generators increased in size and efficiency.
With the introduction of computerized techniques, the empirical art of ash deposition from impurities in combustion gasses is rapidly being transformed into the science of mineral transformation and ash deposition. For studying such mineralogical influence on the combustion of lignite, different laboratory scale instruments using different principles are being employed (in addition to standard analyses - proximate/ultimate/ash composition/size analysis/calorific values), depending upon the fire side issues requiring solution.
While slagging, fouling, and ash deposition are the major problems experienced in pulverized fuel (PF) boilers, agglomeration of bed particles in fluidized bed combustion system is considered as a primary operational issue. Interaction and coalescence of bed particles and ash (sintering) are considered to be the principal source of agglomeration. Clogging/blocking in the fuel path is another peculiar operational problem experienced worldwide in CFBC boilers firing pet coke, low-rank coals, and biofuels.
A very important mechanism associated to ash formation in CFBC is sintering. This name defines a thermal treatment for bonding particles into a solid structure via mass transport, occurring on a solid, liquid, or gaseous phase. Sintering is associated with fusion and melting of the ash particles during combustion, occurring when particle temperatures are high enough to provoke partial melting.
Sintering is largely governed by the lignite quality and limestone characteristics as well as the combustion conditions in the boiler. In an effort to understand the origin of sintering of fly ashes, a systematic study into the mineral analysis/mineralogy of lignite and morphology of sintered fly ash samples is essential. Such analysis helps in predicting the temperatures at which the sintering of fly ashes that would have started to form. In the present work, an attempt has been made to deduce the reasons for sintering of fly ashes with the idea of understanding the combustion conditions and fusion aspects of ash particles that could have possibly led to the formation of such sintered deposits.
If sintering is allowed in the upper section of the boiler or in cyclone section, it could eventually lead to operational difficulties. In CFBC boilers, ash sintering might contribute to deposit formation in the cyclone, return leg, and post-cyclone flue gas channel (back pass). In operating units, rapid sintering lead to heavy agglomerate formation and finally inhibited circulation in dense phase areas (such as seal pot) and in the back pass. Understanding the sintering behavior before the fuel is used is a must for avoiding such problems.
Review of ash sintering techniques
Review of various ash sintering techniques was made by Raask [2]. The techniques provide some useful information regarding the deposit-forming propensity of the ashes but with some shortcomings in each of the techniques. The techniques are based on different ash properties, like fusibility of ash, viscosity, compression strength of ash pellets, empirical correlations based on elemental contents of the ash, and utilization of appropriated phase diagrams [3]. Detailed information of some of these methods could be found in [4]. With respect to sintering property of coal ash, the ash fusion test (AFT) tends to be rather imprecise and subjective while ash viscosity measurements, although more precise, require complex equipment and are not really suitable for routine testing [5]. Viscosity measurements of coal ash slag are difficult to carry out, and several different techniques would be required to cover the necessary range.
Additional methods which are based on the measurements of thermal conductivity, electrical resistance, dilatometry, and shrinkage by heating microscopy during sintering process have been developed. The experimental procedure based on simultaneous dilatometry electrical conductance adopted by Raask to investigate sintering characteristics of coal ashes are either based on specially constructed furnace assembly or modified commercially available heating microscope [6]. Mostly, the sintering studies by Raask are related to higher temperature range above 1,000°C corresponding to melting range of coal ash. The high-temperature sintering phenomena are directly linked to ash viscosity/deposition in PF-fired boilers. The draw back in electrical conductance measurements for sintering is that measurable conductance values are obtained for most of the coal ashes only above 1,000°C. The sintering tendencies of coal ashes through measurement of electrical conductance and shrinkage at higher temperature may be a useful technique with respect to slagging-related deposition, applicable to PF boilers. The sintering tendency by compression strength measurement [7] is done at certain specific temperatures and not a continuous process measurement. Though some of the above techniques were attempted for some sub-bituminous, bituminous, and low-rank fuels, indeed the more challenging Indian coals have not been investigated this way.
Methods
Heating microscope as sintering technique
The heating microscope continues to be an extremely useful tool for studying the behavior of materials that are subjected to heating cycles [8, 9]. The heating microscope has its origin in a series of optical instruments developed to study the melting behavior of coal ashes as reviewed by Radmacher [10]. Traditionally, the instrument has found application mainly to assess the thermal behavior, particularly softening and melting of glasses, slag, fly ash, ceramic frits, clays, refractory phases, and other silicate materials.
In general, silicate materials (clays, ash, ceramics) of complex compositions do not show any fixed melting points but fuse and soften as they are heated over a relatively wide range of temperature until reaching the liquid phase. In heating microscope, the sample specimen in the form of pellets is subjected to heating. The different processes like fusion, softening, and sintering can be recorded photographically as the specimen progresses with change of shape.
A number of investigations on change of dimensions and shape during sintering densification have been conducted using heating microscope in the areas of traditional ceramic firing [11]. The first work reporting on the systematic applications of heating microscopy on sintering studies was published by Harkort and Paetsch [12]. They studied the changes of height of powder compact made of feldspar during sintering. Later, Buist conducted similar investigation on several ceramic powder compacts [13]. The application of the heating microscope technique for studying the shrinkage behavior of ceramic and glass powder compacts during sintering has been reported by Boccaccini and Trusty [14].
Adell et al. [15] studied the sintering behavior of different pulverized fly ashes (PFA) suitable for lightweight aggregate using heating microscopy. The PFA samples are collected from different coal-fired power stations. Cheessman et al. [16] investigated the properties of lightweight aggregate from incinerator bottom ash sintered by rapid sintering in rotary kiln. The fly ash and bottom ash (product of combustion and already subjected to higher temperatures 1,100°C to 1,300°C), probably already sintered, were again studied for high-temperature sintering using a heating microscope. Using a heating microscope, Haykiri-Acma et al. studied recently the effect of K-rich biomass on sintering temperature and IDT of Turkish lignite ash [17].
It is demonstrated now that the commercially available heating microscope can be a better and easy tool for studying the sintering characteristics of ashes in the temperature range of 700°C to 1,000°C for CFBC applications. If the sample specimen has cylindrical geometry, both axial and radial or area shrinkage can be recorded simultaneously against recording of shrinkage in one dimension only in dilatometer. Another advantage of heating microscope is the specimen not in contact with an external load like push rod in dilatometer at any time.
The use of computerized image analysis techniques allows all the data contained in the images provided by the heating microscope to be transformed rapidly into valuable and highly accurate information. Particle-to-particle sinter bonding either due to partial/initial melting mechanism or through solid-state sintering process usually results in shrinkage of dimensions of ash pellet. The present technique is based on measuring the area shrinkage continuously during heating of ash pellets over a temperature range of interest. The area shrinkage measurement of ash pellets showed clear differences in the sintering profiles among the coal ashes tested. Ashes were prepared from low-rank coals by standard American Society for Testing Materials (ASTM) ashing procedure at 750°C. The present paper describes the sintering profiles of ashes in the temperature range of 800°C to 1,100°C, during ramping of temperatures.
The evidence of sintering behavior, i.e., sinter start point, sinter end point, rate of sintering, and quantum of sintering over the temperature range, is made easy using the area shrinkage measurement. Though many sintering mechanisms have been suggested for CFBC applications, the most probable mechanism operating in some low-rank coals in the temperature range of 800°C to 1,000°C is taken up.
Sintering characteristics of Indian lignite
Sintering could be defined as the ‘welding’ together of separate ash particles into a single solid material which takes place below the melting point of the material. Sintering takes place by coalescence of particles in terms of viscosity, surface tension, and particle size. Different mechanisms at work during sintering by which particle-to-particle bonding can take place are viscous flow, vapor condensation, diffusion, and surface tension. Particle-to-particle sinter bonding usually results in a shrinkage of the external dimensions of a powder compact.
Various sintering measurement techniques:
Growth measurements between spherical particles using a microscope which is suitable for homogeneous material;
Simultaneous linear shrinkage and electrical conductance measurements;
Crushing/compressive strength measurements of sintered ash pellets for which agreed procedure is not available;
Ash agglomeration by sieving tests is the simplest method but is error prone;
The area shrinkage measurement method has more resolution than linear shrinkage method.
Experimental procedure
About six low-rank coals collected from within India are considered for the present study of sintering propensity of the fuels for CFBC boiler applications. The fuel samples are prepared in accordance with ASTM-D 2013. The as-received solid fuels are crushed to pass a number 4 sieve (4.75 mm). The samples are then air-dried until the loss in weight is not more than 0.1% per hour. The air-dried samples are again crushed to pass a number 72 mesh (212 μm). The −72 mesh samples are used for analyses of proximate, ultimate, and calorific value. Adequate quantity of ash of each fuel is generated as per proximate analyses at 750°C for further analyses of chemical composition, ash fusion temperature, and for sintering measurement. The proximate, ultimate, and gross calorific value of the samples were carried out using TGA 701 proximate analyzer (LECO, St. Joseph, MI, USA), elemental analyzer Vario EL III (Elementar Analysensysteme GmbH, Hanau, Germany), and PARR Isoperibol Bomb Calorimeter (Parr Instrument Company, Moline, IL, USA), respectively. The chemical composition of ashes was carried out by ICP-AES, PerkinElmer (Waltham, MA, USA). Sintering measurement and ash fusion tests were carried out using Leica heating microscope (Leica Microsystems, Wetzlar, Germany).
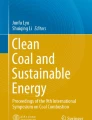
For sintering and ash fusion measurement, ash pellets (specimen) of shape (truncated cone of 4 mm in height, diameters of 3 mm (bottom) and 1.5 mm (top)) were prepared by uni-axial pressing of ash powder in a die without using any binder. The ash pellet was then air-dried. The ash pellet was introduced at room temperature into the furnace of the microscope. As per the heating program, the furnace was heated from ambient to 1,000°C at a constant heating rate of 10°C/min and then further heated to 1,400°C with reduced heating rate of 8°C/min. The sintering/fusion test runs were performed in air. The images of the ash pellet were continuously captured using a camera at pre-selected time intervals (10 s), during the whole heating process. The dimensional changes of the ash pellet namely height, corner angle, area, and shape factor were also measured from the stored images of the specimen by the built-in software - Picture Analysis Software - supplied using the Leica heating microscope. The representative images are shown in Figure 1. The area shrinkage % = (A0 − A T )/A0 × 100, where A0 and A T are the initial projected area of the ash pellet and area after each interval of temperature ‘T’ , respectively, were calculated from room temperature to final temperature of each run. Two test runs were carried out for each lignite sample with accuracy and reproducibility as per as per DIN 51730 (1998–4). The results of proximate, ultimate analysis, calorific value, chemical composition of ashes, and ash fusion temperatures of all the fuel samples are shown in Table 1.

Heating microscope representative images of sample ash pellets.
Results and discussions
Review of proximate analyses indicates that the volatile matter (VM) content of the low-rank fuels is varying between 30% and 38% and ash content between 16% and 40%. The sulfur content of the fuels studied varies between 0.3% and 7.0%. Such wide variations in both the ash content and sulfur content necessitate the adoption of CFBC technology for such low-rank fuels. The results of chemical composition of ash and ash fusion temperature (AFT) of fuel ashes indicate that the firing of such fuels in CFBC with temperature range of 850°C to 900°C may not pose any problem. However, it is experienced that firing of the coal samples 1 and 6 resulted in some clogging/blockage during initial stages of commissioning of the CFBC boilers. The conventional indices based on chemical composition of ash and AFT do not provide any useful directions to address the sintering related problems.
The area shrinkage percent due to sintering of the ash pellet vs. temperature was plotted for all the ash samples. Figure 2 shows the shrinkage curves of ashes of six fuels studied. It is seen that the ash 1 starts to shrink at about 858°C and reaches the maximum shrinkage of 40%, and the complete shrinkage is achieved at 980°C. The shrinkage curves generated from the heating microscope clearly indicate that some of the fuel ashes show substantial shrinkage indicating severe sintering below 1,000°C and some of the fuel ashes (coal ashes 4 and 5) do not exhibit any significant sintering.

Heating microscope - shrinkage curves of coal ashes 1 to 6 and rate of shrinkage of coal ashes 1, 2, and 6.
Based on the shrinkage curve pattern, coal ashes 1 and 6 are classified as ‘fast sintering’ , coal ashes 2 and 3 are rated as ‘slow sintering, and coal ashes 4 and 5 as ‘no sintering’ for CFBC operating range. The quantum of shrinkage percentage was found to be varying for the fuels studied. While coal ash 1 showed 40% shrinkage, coal ash 2 showed only 11%. The derivative of shrinkage, i.e., rate of area shrinkage dA/dT, was also calculated for different level of temperature for all the sintering ashes and plotted against temperature for the two ‘fast sintering’ coal ashes and one ‘slow sintering’ ash (coal ash 2) as shown in the sintering profile graph (Figure 2). The derivative graph, i.e., sintering profile, provides a clear picture about the entire sintering process, i.e., evidence of sintering from room temperature to final temperature.
Thus, measuring of sintering continuously using the heating microscope has the unique advantage over compression strength measurement of ash pellets at selected temperature. The characteristic temperatures namely initial sintering temperature (ITs; temperature at which sintering/shrinkage starts), peak sintering temperature (PTs; temperature at which the shrinkage rate is maximum), and final sintering temperature (CTs; temperature at which no significant shrinkage) and maximum rate of shrinkage percent per degree Celsius (Rmax) values were derived from the sintering profiles (Figure 2) and are shown in Table 2.
It can be seen from the Table 2 that the temperature data and Rmax varied considerably between different fuels ashes. While coal ash 1 exhibited maximum shrinkage rate at 910°C, for coal ash 6 the maximum shrinkage rate occurred at 875°C.
Remarkable differences were also observed for the rate of shrinkage values for the fuel studied. For example, coal ash 1 showed maximum rate of shrinkage 0.8%/°C, the coal ash 6 exhibited the maximum rate of shrinkage as 0.6%/°C among the ‘fast sintering’ coal ashes. Review of sintering temperature and deformation temperature T1 of the ashes establishes that there is no correlation between start of sintering - sintering start temperature and deformation temperature T1.
Heating microscope can be shown to be an excellent experimental technique for performing studies of sintering kinetics, because the shrinkage process can be monitored continuously. The height of the peak is proportional to the intensity of sintering. The sintering profiles with narrow peaks with comparatively higher intensity indicate that the fuel ash is very much temperature sensitive for sintering. If the ash particle reaches the critical temperature range corresponding to peak, then it sinters fast. And if it happened to be in the dense region of the fuel/ash path of CFBC-like cyclone bottom, seal pot, then heavy sintering leading to shrinkage is a distinct possibility.
Due to high sintering rate and narrow temperature range, the fuel path will be clogged/blocked in a few seconds. The sintering effect of such fuel may easily be overcome by selecting suitable temperature regime of the combustion on either side of the peak thereby avoiding the critical temperature range (Figure 3). The clogging/blockage occurred in dense phase locations of the CFB boilers firing coal sample −1 & sample −6 where temperatures exceeded just 10°C to 20°C more than the sintering start temperature of 860°C and 810°C, respectively, as also observed with lab sintering profiles. The ashing profile (Figure 3) also indicates that if the temperature is higher than Rmax temperature, then sintering rate will be less (other side of the peak). In CFB operation, if the ash particles are exposed to higher temperature as shown in Figure 3 before reaching the dense phase regions like cyclone bottom, the chances of further sintering are minimum.

Selection of operating temperature.
Profiles with broader peak, i.e., profiles extend into over a wide temperature range, may really pose problem in selecting the operating regime parameters. Such fuels may call for injection of additives to alter the sintering characteristics.
Experiments and correlation with conventional ash composition indices
Sintering measurements using thermomechanical analyzer
As repeated clogging/blockage was experienced, during CFB firing of sample 1, to understand the issues involved, shrinkage tests were also conducted using thermomechanical analyzer (TMA) in addition to heating microscope. In both the methods, the % shrinkage of lignite ash was measured at different temperatures while increasing the temperature. The behavior of sample 1, lignite ash was distinctly different with respect to its shrinkage behavior as compared to the ash obtained from other lignite sources such as samples 2, 3, 4, and 5. In sample 1, lignite ash, shrinkage phenomena start at 860°C, and nearly 25% shrinkage was observed as temperature reached in vicinity of 860°C to 900°C temperature band.
Tortosa et al. studied sintering temperature of ashes from biomass and waste using TMA [18] and confirmed the existence of low-temperature melting compounds in biomass ash, even though identification of individual species causing structural changes by TMA had been unfeasible.
Effect of ashing temperature
To understand the sintering behavior further, fast sintering lignite ash (sample 1) was tested at different temperatures, viz., 800°C, 850°C, 900°C, and 950°C in muffle furnace. The resulted ash was subjected to sintering measurement by monitoring the area shrinkage measurement. Figure 4 shows the shrinkage profiles - comparative shrinkage of ash prepared at different temperatures. This type of experimental design is akin to operating the combustor at different operating temperatures. The shrinkage pattern clearly shows that as the ashing temperature increases, the shrinkage pattern shifts to higher temperature and both shrinkage rate and quantum of shrinkage decreased as the ashing temperature increased. The ash prepared at 800°C exhibits 40% shrinkage, whereas the ash prepared at 950°C shows only 10% shrinkage(in the range of 800°C to 950°C). The shape of shrinkage profile also indicates that the rate of sintering also get reduced as the temperature of ashing was increased from 800°C to 950°C.

Heating microscope - shrinkage tests - effect of temperature.
The ash particles, when exposed to higher temperature during ashing, undergoes some amount of sintering and to that extent, the shrinkage pattern either gets reduced during shrinkage measurement and/or shifts to higher temperature. The results (Figure 4) indicate that with higher ashing temperature, the lignite ash loses part of its sintering tendency. The initial temperature for sample shrinkage changes from approximately 900°C (for ashes prepared at 800°C and 850°C) to approximately 970°C (for ash sample prepared at 950°C). Also, the shrinkage percentage of the 950°C ash is smaller - less than 15% up to approximately 1,050°C. This would indicate a hypothesis that once the lignite ash undergoes transformations resulting in sintering, its sintering tendency is lowered. During actual combustion conditions in a boiler, ash particles are exposed to higher temperature in the lean phase region and allowed to sinter, then the ash particles will not show significant sintering in dense phase regions like cyclone bottom.
The process of establishing sintering tendencies of CFB ashes is a result of complex interplay of ash chemistry. From the above test results, the following inferences are made:
-
Cyclone deposit of lignite ash with sintering characteristics is mainly composed of alumina and silica.
-
Shrinkage does not occur further on the clogged cyclone ash samples 1 and 6.
-
Shrinkage of fresh lignite ash in the range of 15% to 40% leads to solid-phase sintering.
Influence of chemical composition in sintering
The uniqueness of samples 1 and 6 is that the SiO2 (silicon dioxide) + Al2O3 (alumina oxide) percentage in the total ash is more than 75% to 80%, but SiO2-to-Al2O3 ratio is between 1.0 and 1.25 only for sample 1 as seen in Table 2. A correlation which is evolved based on laboratory experiments on several fuel samples indicates the influence of chemical composition of ash on the sintering behavior of lignite ashes. The ratio of silica to alumina and the sum total of %silica, %alumina by weight in the ash are the guiding factors for classifying the lignite ash for sintering phenomena.
The above correlation is valid for coal ash with calcium oxides (CaO) less than 10%. If CaO is more than 10%, then such coal ash that is classified above as ‘medium type of sintering’ is to be considered as High sintering type.
The examination of sintering profile and chemical composition of ash suggest that the sintering mechanism of the coal ashes may not be coming under the three mechanisms proposed by Skrifvars et al. [19]. Since the elements forming low-melting constituents, i.e., Na, S, and Cl are less than 5%, it indicates that the sintering mechanism due to ‘partial melting or reactive liquid sintering’ may not be applicable. And the laboratory test condition (sintering test under air) does not favor the sintering through ‘gas/solid chemical reaction’ mechanism. Since the silica contents of the coal ashes exhibiting sintering tendencies are found to be less than 50% and the sintering is observed to be below 1,000°C, the viscous flow sintering mechanism is doubtful.
For the highly sintering lignite fuel sample, chlorine analysis as per ASTM D 4208–13 was carried out, and the Cl values are less than 0.02%. Conversion of sodium oxide in the ash from sodium in the fuel and the total amount of Na, S, and Cl in the fuels were found to be less than 2%. The analysis of the ash using ICP also indicated that the P2O5 levels were 0.11%. The X-ray diffraction (XRD) analysis of the highly sintering ash does not indicate any appreciable content of chloride/phosphate species.
The influence of coal composition on the release of Na-, K-, Cl- and S-species during the combustion of German brown coals has been studied by Oleschko et al. [20]. In CFB combustion of Indian lignite, there are no hard deposits of ash on the heat transfer areas. But sintering-related choking/blocking and formation of agglomerates with weak strength are experienced in cyclones and seal pot.
The presence of clay minerals kaolinite and illite is identified in some of the ashes by XRD Table 3. The heating of clay minerals result in loss of hydroxyl groups located between the layers at 400°C to 1,000°C. The possibility of the presence of halloysite (a mineral of kaolinite group) is confirmed by obtaining the separated mineral intrusion from the lignite mine as mined for sample 1(Figure5). Shrinkage of this gray clay in the lab tests from the mine well matches with shrinkage of halloysite (comparative shrinkages).

Photographs of mine lignite face - showing the mineral intrusions - halloysite clay (gray clay).
In the actual operation of large utility CFB generators firing lignite (sample 1), the sintering problems/agglomeration/clogging/blockage were overcome by selecting suitable operating temperatures (Figure 3). After successful operation and reaching full load with rated parameters, it was noticed that in the bottom ash of CFB units, there is fused ash from the CFB furnace - small spherical sintered clay covering un-burnt lignite (Figure 6) which were also collected and analyzed. The morphology of the same also was carried out and tabulated in Table 4 which proves the various findings.

Fused bottom ash from the CFB furnace - small spherical sintered clay covering un-burnt lignite.
From the study of sintering behavior of clays by Venturelli and Paganelli [21], it is clear that above 600°C, the first shrinkage phase begins due to the collapse of kaolinite/halloysite structure caused by de-hydroxylation.
The shrinkage of halloysite mineral is about 2.5 times higher with respect to kaolinite between room temperature and 1,200°C. Strong shrinkage of the clay minerals, with very low strength in the temperature range (600°C to 900°C) is also reported, a phenomenon very much similar to field observation. As the ash and clay minerals undergo heating, structural transformation of clay with possible final de-hydroxylation resulted in sintering/shrinkage during sintering measurement. Coal ashes 4 and 5 do not exhibit any significant sintering compared to other coal ashes below 1,000°C. Hence, the sintering tendency of the coal ashes below 1,000°C is due to the amount and type of clay minerals present in the coal ashes and the extent of de-hydroxylation during ash sample preparation.
Conclusions
Clogging/blockage in the fuel path is peculiar operational problem experienced worldwide in CFBC boilers firing lignite, pet coke and some low-rank coals, and biofuels. Sintering/severe agglomeration and clogging/blockage during operation are due to the gray clay which occurs as intrusions/thin bands in the lignite mine, in India, which could be sampled out in the mine, though could not be eliminated during the mining process.
Sintering profiles were developed (Figure 1). The unique sintering behavior of lignite (sample 1) is identified while firing in CFBC boilers and compared to other five samples.
Sintering was avoided by selecting the operating temperature range of combustion on either side of peak sintering temperature in the sample case.
With higher ashing temperature, the lignite ash loses part of its sintering tendency. This indicates to new hypothesis that once the lignite ash undergoes transformations resulting in sintering, its sintering tendency is lowered.
Conventional slagging indices are also analyzed, and correlation was derived for characterizing sintering behavior of Indian lignite.
By comparing the sintering profiles of new/unfamiliar coal ash with set of profiles of fuel ash with familiar/known field performance, the operating person can select optimum temperature range of combustion to overcome sintering related risks in CFBC boilers.
The sintering profile test using heating microscope although empirical is highly repeatable in a given laboratory and is a useful tool for determining the relative sintering characteristics of fuel ashes. The test method is most useful for sintering evaluation when only small quantity of fuels are available or when it is impractical to test fire large quantities of fuel in existing installations or in test rigs.
Abbreviations
- AFT:
-
Ash fusion temperature
- ASTM:
-
American society for testing materials
- Al2O3:
-
Aluminum oxide
- CaSO4:
-
Calcium sulfate
- CFBC:
-
Circulating fluidized bed combustion
- NOX:
-
Nitrous oxides
- PFA:
-
Pulverized fly ash
- SO2:
-
Sulfur dioxide
- SiO2:
-
Silicon dioxide
- TGA:
-
Thermogravimetric analysis
- XRD:
-
X-ray diffraction.
References
Nevin S, Mert O: Simulation of circulating fluidized bed combustors firing indigenous lignite. Int. J.Therm. Sci. 2011, 50(6):1109–1115.
Raask E: Coal Ash sintering model and rate measurements. Surrey, UK: Central Electricity Research Laboratories; 1982:145–156.
Fernandez Llorente MJ, Carrasco Garcia JE: Comparing methods for predicting the sintering of biomass ash in combustion. Fuel. 2005, 84: 1893–1900.
Bryers RW: Fireside slagging fouling, and high temperature corrosion of heat transfer surface due to impurities in steam raising fuels. Prog. Energy. Combust. Sc. 1996, 22: 29–120.
Wall TF, Creelman RA, Gupta RP, Gupta JK, Coin C, Lowe A: Coal ash fusion temperatures new characterization techniques and implications for slagging and fouling. Prog. Energy. Combust. Sci. 1998, 24: 345–353.
Raask E: Sintering characteristics of coal ashes by simultaneous dilatometry - electrical conductance measurements. J. Therm. Anal. 1979, 16: 91–102.
Marika VN, Christien AS, Harold HS, Paul B, John RB: Comparison of sintering and compressive strength tendencies of a model coal mineral mixture heat-treated in inert and oxidizing atmospheres. Fuel Process. Technol. 2011, 92: 1042–1051.
Paganelli M, Sighinolfi D: Understanding the behavior of glazes with the automatic heating. Microsc. Process. Eng. DKG 2007, 86(86):5.
Paganelli M, Sighinolfi D: New double optic heating microscope for multi standard analysis. Process. Eng. DKG 2009, 86: 5.
Radmacher W: Brensstoff Chemie. Determ. Ash. Melt. Behav. solid. fuels. 1949, 30: 377–384.
Boccaccini AR, Hamann B: In-situ high temperature optical microscopy. J. Mater. Sci. 1999, 34: 5419–5436.
Harkort D, Paetsch D: Berichte der DeutschenKeramischen Gesellschaft. Ceramic. Forum. Int. 1960, 37: 402–409.
Buist DS: Sintering of Ceramic powder compacts. Br. Ceramic Soc. Trans. 1970, 69: 15–20.
Boccaccini AR, Trusty Paul A: In situ characterization of the shrinkage behavior of ceramic powder compacts during sintering by using heating microscopy. Mater. Charact. 1998, 41: 109–121.
Adell V, Cheeseman CR, Ferraris M, Salvo M, Smeacetto F, Boccaccini AR: Characterizing the sintering behavior of pulverized fuel ash using heating stage microscopy. Mater. Charact. 2007, 58: 980–988.
Cheeseman CR, Makinde A, Bethanis S: Properties of lightweight aggregate produced by rapid sintering of incinerator bottom ash. Resour. Conserv. Recycl. 2005, 43(2):147–162.
Haykiri-Acma H, Yaman S, Kucukbayrak S: Effect of biomass on temperatures of sintering and initial deformation of lignite ash. Fuel 2010, 89: 3063–3068.
TortosaMasiá AA, Buhre BJP, Gupta RP, Wall TF: Characterizing ash of biomass and waste. Fuel Process. Technol. 2007, 88: 1071–1081.
Skrifvars B-J, Hupa M, Backman R, Hiltunen M: Sintering mechanisms of FBC ashes. Fuel 1994, 73: 171–176.
Oleschko H, Schimrosczyk A, Lippert H, Muller M: Influence of coal composition on the release of Na-, K-, Cl-, and S-species during the combustion of brown coal. Fuel 2007, 86: 2275–2282.
Venturelli G, Paganelli M: Sintering behavior of clays for the production of ceramics. Process. Eng. DKG. 2007, 84(84):5.
Acknowledgments
The authors thank the Management of BHEL for the opportunity to present our views through this paper on this important topic.
Author information
Authors and Affiliations
Corresponding author
Additional information
Competing interests
The authors declare that they have no competing interests.
Authors’ contributions
P. Selva kumaran is the project in charge, carried out the root cause analysis, site experiments, boiler operation trials, sample collections of lignite and ash, sintered ash and concluded the study project. Dr. A. Lawerence carried out the Laboratory tests in the heating microscope, Thermomechnical analyser, all the experiments on Proximate, Ultimate, and ash chemical composition and AFT s. He also performed the morphology-chemical analyses on the lignite bottom ash.
Mr. Lakshminarasimhan was in charge for the CFB boiler performance Dr. Bakthavatsalam AK is the academic guide from the educational institution and advisor.
Authors’ original submitted files for images
Below are the links to the authors’ original submitted files for images.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 2.0 International License (https://creativecommons.org/licenses/by/2.0), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
About this article
Cite this article
P, S., A, L., M, L. et al. Mineralogical influence of mining intrusions in CFB combustion of Indian lignite. Int J Energy Environ Eng 4, 34 (2013). https://doi.org/10.1186/2251-6832-4-34
Received:
Accepted:
Published:
DOI: https://doi.org/10.1186/2251-6832-4-34