
Abstract
In order to ensure smooth and uninterrupted flow of oil and gas to the end users, it is imperative for the field operators, pipeline engineers, and designers to be corrosion conscious as the lines and their component fittings would undergo material degradations due to corrosion. This paper gives a comprehensive review of corrosion problems during oil and gas production and its mitigation. The chemistry of corrosion mechanism had been examined with the various types of corrosion and associated corroding agents in the oil and gas industry. Factors affecting each of the various forms of corrosion were also presented. Ways of mitigating this menace with current technology of low costs had been discussed. It was noticed that the principles of corrosion must be understood in order to effectively select materials and to design, fabricate, and utilize metal structures for the optimum economic life of facilities and safety in oil and gas operations. Also, oil and gas materials last longer when both inhibitors and protective coatings are used together than when only batch inhibition was used. However, it is recommended that consultations with process, operations, materials, and corrosion engineers are necessary in the fitness of things to save billions of dollars wasted on corrosion in the oil and gas industries.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Review
Introduction
Corrosion is the destructive attack of a material by reaction with its environment [1] and a natural potential hazard associated with oil and gas production and transportation facilities [2]. Almost any aqueous environment can promote corrosion, which occurs under numerous complex conditions in oil and gas production, processing, and pipeline systems [3]. This process is composed of three elements: an anode, a cathode, and an electrolyte. The anode is the site of the corroding metal, the electrolyte is the corrosive medium that enables the transfer of electrons from the anode to the cathode, and the cathode forms the electrical conductor in the cell that is not consumed in the corrosion process [4]. Crude oil and natural gas can carry various high-impurity products which are inherently corrosive. In the case of oil and gas wells and pipelines, such highly corrosive media are carbon dioxide (CO2), hydrogen sulfide (H2S), and free water [5]. Continual extraction of CO2, H2S, and free water through oil and gas components can over time make the internal surfaces of these components to suffer from corrosion effects. The lines and the component fittings of the lines would undergo material degradations with the varying conditions of the well due to changes in fluid compositions, souring of wells over the period, and changes in operating conditions of the pressures and temperatures. This material degradation results in the loss of mechanical properties like strength, ductility, impact strength, and so on. This leads to loss of materials, reduction in thickness, and at times ultimate failure. A point will be reached where the component may completely break down and the assembly will need to be replaced while production is stopped. The serious consequences of the corrosion process have become a problem of worldwide significance [1].
Corrosion in the modern society is one of the outstanding challenging problems in the industry. Most industrial designs can never be made without taking into consideration the effect of corrosion on the life span of the equipment. Recent industrial catastrophes have it that many industries have lost several billions of dollars as a result of corrosion. Reports around the world have confirmed that some oil companies had their pipeline ruptured due to corrosion and that oil spillages are experienced which no doubt created environmental pollution; in addition, resources are lost in cleaning up this environmental mess, and finally, large-scale ecological damage resulted from corrosion effects [6]. The possibility of occurrence of corrosion in an industrial plant has been posing a lot of concern to petroleum, chemical, and mechanical engineers and chemists. It is now known that corrosion can have some effects on the chemistry of a chosen process, and the product of corrosion can affect reaction and purity of the reaction products.
Many catastrophic incidences resulting from corrosion failure had been historically recorded. On 28 April 1988, a 19-year-old Boeing 737 aircraft, operated by Aloha, lost a major portion of the upper fuselage near the front of the plane due to corrosion damage, in full flight at 24,000 ft [7, 8]. Miraculously, the pilot managed to land the plane on the island of Maui, Hawaii, but one flight attendant died and several passengers sustained serious injuries. Also, the Statue of Liberty which was officially inaugurated on 28 October 1866, on Bedloe's Island, in the New York harbor had undergone severe galvanic corrosion after which remedial measures were taken. The design of the statue rises more than 91 m into the air. Another example of corrosion damage with shared responsibilities was the sewer explosion that killed over 200 people in Guadalajara, Mexico in April 1992 [9]. Besides the fatalities, the series of blasts damaged 1,600 buildings and injured 1,500 people. Damage costs were estimated at 75 million US dollars [10]. The sewer explosion was traced to the installation of a water pipe by a contractor several years before the explosion that leaked water on a gasoline line laying underneath. The subsequent corrosion of the gasoline pipeline, in turn, caused leakage of gasoline into the sewers. The Mexican attorney general sought negligent homicide charges against four officials of Pemex, the government-owned oil company. Also cited were three representatives of the regional sewer system and the city's mayor. Thus, corrosion should be given attention and adequate measures should be taken to curb it as our lives are being endangered in this serious problem.
The costs attributed to corrosion damages of all kinds have been estimated to be of the order of 3% to 5% of industrialized countries' gross national product [11]. The total annual cost of corrosion in the oil and gas production industry is estimated to be $1.372 billion, broken down into $589 million in surface pipeline and facility costs, $463 million annually in downhole tubing expenses, and another $320 million in capital expenditures related to corrosion [12]. Corrosion costs the oil and gas industry tens of billions of dollars in lost income and treatment costs every year [3]. Corrosion costs US industries alone an estimated $170 billion a year in which the oil and gas industry takes more than half of these costs [13]. Internal corrosion in wells and pipelines is influenced by temperature, CO2 and H2S content, water chemistry, flow velocity, and surface condition of the steel [14]. Having a greatly reduced corrosion rate (mm/year) can dramatically increase component life, which leads to much greater benefits such as reduced maintenance costs. Currently, many components used for oil and gas extraction are made from carbon steel-based alloys. Now, organizations are looking to move away from these types of alloys to a more corrosion-resistant alloy at a much higher cost. The problem of corrosion is a challenge to the whole world and must be greatly tackled.
Corrosion types and associated agents in the oil and gas industry
The most common form of corrosion in the oil and gas industry occurs when steel comes in contact with an aqueous environment and rusts [4]. When metal is exposed to a corrosive solution (the electrolyte), the metal atoms at the anode site lose electrons, and these electrons are then absorbed by other metal atoms at the cathode site. The cathode, in contact with the anode via the electrolyte, conducts this exchange in an attempt to balance their positive and negative charges. Positively charged ions are released into the electrolyte capable of bonding with other groups of atoms that are negatively charged. This anodic reaction for iron and steel is
After the metal atoms at the anode site release electrons, there are four common cathode reactions [15]:
In the oil and gas industry, carbon dioxide (CO2) and hydrogen sulfide (H2S) are commonly present, and water is their catalyst for corrosion. When water combines with CO2 and H2S, the environments form the following reactions [16]:
There may be a combination of the above two reactions if both gases are present. These resulting molecules either attach themselves to the cathode or are released into the electrolyte and the corrosion process continues. Figure 1 is the diagrammatic representation of the corrosion process.

Corrosion process.
It is a great challenge to classify the types of corrosion in the oil and gas industry in a uniform way. One can divide the corrosion on the basis of appearance of corrosion damage, mechanism of attack, industry section, and preventive methods. There are many types and causes of corrosion. The mechanism present in a given piping system varies according to the fluid composition, service location, geometry, temperature, and so forth. In all cases of corrosion, the electrolyte must be present for the reaction to occur. In the oil and gas production industries, the major forms of corrosion include [17, 18] sweet corrosion, sour corrosion, oxygen corrosion, galvanic corrosion, crevice corrosion, erosion corrosion, microbiologically induced corrosion, and stress corrosion cracking.
Sweet corrosion (CO2 corrosion)
CO2 corrosion has been a recognized problem in oil and gas production and transportation facilities for many years [19]. CO2 is one of the main corroding agents in the oil and gas production systems [20]. Dry CO2 gas is not itself corrosive at the temperatures encountered within oil and gas production systems but is so when dissolved in an aqueous phase through which it can promote an electrochemical reaction between steel and the contacting aqueous phase [21]. CO2 will mix with the water, forming carbonic acid making the fluid acidic. CO2 corrosion is influenced by temperature, increase in pH value, composition of the aqueous stream, presence of non-aqueous phases, flow condition, and metal characteristics [20, 22] and is by far the most prevalent form of attack encountered in oil and gas production [2]. At elevated temperatures, iron carbide scale is formed on the oil and gas pipe as a protective scale, and the metal starts to corrode under these conditions. CO2 corrosion can appear in two principal forms: pitting (localized attack that results in rapid penetration and removal of metal at a small discrete area) [23] and mesa attack (a form of localized CO2 corrosion under medium-flow conditions) [24]. Figures 2 and 3 represent pitting corrosion and mesa attack, respectively.

Pitting corrosion.

Mesa attack.
Various mechanisms have been postulated for the CO2 corrosion process but all involve either carbonic acid or the bicarbonate ion formed on dissolution of CO2 in water. The best known mechanism was postulated by de Waard et al. [25] and was given as
with the steel reacting
and overall
Sour corrosion (H2S corrosion)
The deterioration of metal due to contact with hydrogen sulfide (H2S) and moisture is called sour corrosion which is the most damaging to drill pipe. Although H2S is not corrosive by itself, it becomes a severely corrosive agent in the presence of water [26], leading to pipeline embrittlement [20]. Hydrogen sulfide when dissolved in water is a weak acid, and therefore, it is a source of hydrogen ions and is corrosive. The corrosion products are iron sulfides (FeSx) and hydrogen. Iron sulfide forms a scale that at low temperature can act as a barrier to slow corrosion [18]. The forms of sour corrosion are uniform, pitting, and stepwise cracking. Figure 4 is the diagram of an oil and gas pipeline under sour corrosion. The general equation of sour corrosion can be expressed as follows [27]:

Oil and gas pipeline under sour corrosion.
Another probable mechanism for iron dissolution in aqueous solutions containing H2S based on the formation of a mackinawite film, as proposed by Sun et al. [28], is shown in Figure 5.

Probable mechanism for iron dissolution in aqueous solutions containing H 2 S.
Oxygen corrosion
Oxygen is a strong oxidant and reacts with the metal very quickly. Oxygen dissolved in drilling fluids is a major cause of drill pipe corrosion. Oxygen ingress takes place in the well fluids through leaking pump seals, casing, and process vents and open hatches. As a depolarizer and electron acceptor in cathodic reactions, oxygen accelerates the anodic destruction of metal [29]. The high-velocity flow of drilling fluids over the surfaces of a drill pipe continues to supply oxygen to the metal and is destructive at concentrations as low as 5 ppb [30]. The presence of oxygen magnifies the corrosive effects of the acid gases (H2S and CO2). The inhibition of corrosion promoted by oxygen is difficult to achieve and is not practical in the drilling fluid system. The forms of corrosion associated with oxygen are mainly uniform corrosion and pitting-type corrosion. Figure 6 shows the diagrammatic representation of oxygen corrosion.

Oxygen corrosion.
Galvanic corrosion
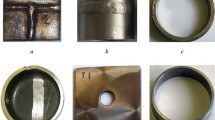
This type of corrosion occurs when two metallic materials with different nobilities (electrochemical potential) are in contact and are exposed to an electrolytic environment. In such situation, the metal with less or the most negative potential becomes the anode and starts corroding [20, 31]. The anode loses metal ions to balance electron flow. Because metals are made up of crystals, many of such cells are set up, causing intergranular corrosion. Problems are most acute when the ratio of the cathode-to-anode area is large [18]. Figure 7 is the diagrammatic representation of the galvanic corrosion process, while Figure 8 is the galvanic corrosion resulting from placing a bronze sea strainer on an aluminum hose barb as part of the equipment used during oil and gas production.

Galvanic corrosion process.

Galvanic corrosion resulting from placing a bronze sea strainer on an aluminum hose barb.
Crevice corrosion
Crevice corrosion is normally a localized corrosion taking place in the narrow clearances or crevices in the metal and the fluid getting stagnant in the gap. This is caused by concentration differences of corrodents over a metal surface [1]. Electrochemical potential differences result in selective crevice or pitting corrosion attack. Oxygen dissolved in drilling fluid promotes crevice and pitting attack of metal in the shielded areas of drill string and is the common cause of washouts and destruction under rubber pipe protectors [32]. Figure 9 depicts an oil and gas pipeline under crevice corrosion.

Oil and gas pipeline under crevice corrosion.
Erosion corrosion
The erosion corrosion mechanism increases corrosion reaction rate by continuously removing the passive layer of corrosion products from the wall of the pipe. The passive layer is a thin film of corrosion product that actually serves to stabilize the corrosion reaction and slow it down. As a result of the turbulence and high shear stress in the line, this passive layer can be removed, causing the corrosion rate to increase [33]. The erosion corrosion is always experienced where there is high turbulence flow regime with significantly higher rate of corrosion [34] and is dependent on fluid flow rate and the density and morphology of solids present in the fluid [20]. High velocities and presence of abrasive suspended material and the corrodents in drilling and produced fluids contribute to this destructive process. This form of corrosion is often overlooked or recognized as being caused by wear [35].
Microbiologically induced corrosion
This type of corrosion is caused by bacterial activities. The bacteria produce waste products like CO2, H2S, and organic acids that corrode the pipes by increasing the toxicity of the flowing fluid in the pipeline [36]. The microbes tend to form colonies in a hospitable environment and allow enhanced corrosion under the colony. The formation of these colonies is promoted by neutral water especially when stagnant [20]. Numerous reports of the presence of microbes in reservoirs had been published [37–39]. Lazar et al. [38] found abundant microbial flora indigenous in oil field formation waters, which included species of Bacillus, Pseudomonas, Micrococcus, Mycobacterium, Clostridium, and Escherichia. Escherichia is reported to contain hydrogenase, an enzyme that utilizes molecular hydrogen and may be associated with cathodic hydrogen depolarization, causing corrosion of steel casings and pipes in the oil field [40]. Bacteria that form slime (some form of polysaccharides), such as Achromobacter sp., Flavobacterium sp., and Desulfuricans sp., will adhere to each other, forming a large mass. They also adhere to the walls of the pores, causing severe plugging problems at injection wells [39]. Microbiologically induced corrosion (MIC) is recognized by the appearance of a black slimy waste material or nodules on the pipe surface as well as pitting of the pipe wall underneath these deposits. Figures 10 and 11 represent the scanning electron microscopy (SEM) photograph of Desulfovibrio desulfuricans and a pipeline affected by MIC corrosion, respectively [41].

SEM photograph of D. desulfuricans .

Pipeline affected by MIC corrosion.
Stress corrosion cracking
Stress corrosion cracking (SCC) is a form of localized corrosion which produces cracks in metals by simultaneous action of a corrodent and tensile stress. It propagates over a range of velocities from 10−3 to 10 mm/h depending upon the combination of alloy and environment involved. SCC is the cracking induced from the combined influence of tensile stress and a corrosive medium. The impact of SCC on a material seems to fall between dry cracking and the fatigue threshold of that material [42]. SCC in pipeline is a type of environmentally associated cracking. This is because the crack is caused by various factors combined with the environment surrounding the pipe. The most obvious identifying characteristic of SCC in a pipeline is high pH of the surrounding environment, appearance of patches, or colonies of parallel cracks on the external of the pipe [43]. Figure 12 shows an oil and gas pipeline after being attacked by stress corrosion cracking.

Oil and gas pipeline after being attacked by stress corrosion cracking.
Corrosion mitigation in the oil and gas industry
Oil field corrosion challenges are not static phenomena. Fluid characteristics change over time, resulting in systems becoming less responsive to established corrosion mitigation programs [3]. Within the sphere of corrosion control and prevention in the oil and gas industry, there are technical options such as cathodic and anodic protection, material selection, chemical dosing, and the application of internal and external coatings. It is widely recognized within the oil and gas industry that effective management of corrosion will contribute towards the maintenance of asset integrity and achieve optimization of mitigation, monitoring, and inspection costs [44]. While many methods have been advised to arrest these events, these methods can be broadly classed as follows [20]:
-
Selection of appropriate materials
-
Use of inhibitors
-
Use of protective coatings
-
Adequate corrosion monitoring and inspection
-
Cathodic protection technique
When it is observed that the existing materials of construction are prone to corrosive attack, it is normally decided to change the materials of construction and select alternate materials to suit the specific need [20]. Stainless steels cover a wide range of alloys, each with a particular combination of corrosion resistance and mechanical properties. In oil and gas applications, many of these stainless steel grades are used, depending on the demands of the particular service environment. Applicable corrosion-resistant alloys in the oil and gas industry proposed by Smith [45] include 13Cr, Super 13Cr, 22Cr duplex, 25Cr duplex, 28Cr stainless steel, 825 nickel alloy, 625 nickel alloy, 2550 nickel alloy, and C276 nickel alloy. Johansson et al. [46] proposed a specialty stainless steel for solving corrosion problems in the oil and gas industry. The three stainless steels were LDX 2101, 254 SMO and 654 SMO (Outokumpu Stainless Steel and Alloys Company, Bergsnasgatan 11, 774 22 Avesta, Sweeden, +46 226 820 01). The resistance to localized corrosion of the stainless steels was estimated from the composition using the pitting resistance equivalent (PRE):
The chemical composition, mechanical properties, and results of various tests conducted for the recommended stainless steels for use in the oil and gas industries are summarized in Table 1[25].
The result of the drop evaporation test (DET) and sulfide stress cracking (SSC) testing of the stainless steels recommended by Johansson et al. [46] in NACE solution (Outokumpu Stainless Steel and Alloys Company, Bergsnasgatan 11, 774 22 Avesta, Sweeden, +46 226 820 01) (5% NaCl, pH 3, 1 bar pH2S) for 720 h is presented in Table 2[46].
Nalli [20] presented some of the commonly used materials (shown in Table 3) in the hydrocarbon and oil and gas industries based on a detailed study of process and operating conditions. He stated that a detailed study of flow conditions, corrosion mechanisms involved, and the expected life of a material is important before selecting a specific metal for the application. Mannan et al. [47] in their paper developed a new high-strength corrosion-resistant alloy 945 for oil and gas applications whose nominal composition was Fe-47Ni-20.5Cr-3Mo-2Cu-3Nb-1.5Ti. The alloy was developed to provide 125 ksi minimum yield strength and an excellent combination of ductility and impact strength. Craig [48] presented some alloys (shown in Table 4) whose applications in the oil and gas industry are majorly in the absence of oxygen.
Use of inhibitors
Inhibitors are chemicals that are used to protect the surface of metals used in oil and gas industries to prevent corrosion. They protect the surface of metals either by merging with them or by reacting with the impurities in the environment that may cause pollution [49]. A corrosion inhibitor may act in a number of ways: It may restrict the rate of the anodic process or the cathodic process by simply blocking active sites on the metal surface. Alternatively, it may act by increasing the potential of the metal surface so that the metal enters the passivation region where a natural oxide film forms. A further mode of action of some inhibitors is that the inhibiting compound contributes to the formation of a thin layer on the surface which stifles the corrosion process [50].
Factors to be considered before using a corrosion inhibitor in the oil and gas industry include toxicity, environmental friendliness, availability, and cost. Organic corrosion inhibitors are more effective than inorganic compounds for protection of steels in acid media. A review of literature on high-temperature acid corrosion inhibitors revealed that the effective corrosion inhibitors for oil well acidization include acetylene alcohols, quaternary ammonium salts, aldehydes, amines, etc. [49]. Table 5 shows a list of recommended inhibitors by previous researchers and their places of applicability in the oil and gas industries.
Miksic et al. [61] had evaluated several types of corrosion inhibitors for the petroleum industry under various flow conditions. Active ingredients of the inhibitors included long-chain amines, fatty amides, imidazolines, fatty acids, and their salts. Inhibitors were tested at the concentration range of 50 to 200 ppm in the electrolyte and electrolyte/hydrocarbon mixture in the presence of CO2 and H2S in static and dynamic conditions. These products provide a very high level of protection for steel subjected to a broad range of corrosive attack and flow restriction from moisture, condensation, oxygen, carbon dioxide, hydrogen sulfide, and other corrosive contaminants. Unlike conventional methods, such as filming amine-based corrosion inhibitors, an injection of a volatile corrosion inhibitor (VpCI)-based material into any part of the system will set the VpCI to work immediately with a self-replenishing mono-molecular protective layer [62].
VpCI technology is an environmentally safe and cost-effective option for corrosion protection. VpCIs form a physical bond on the metal surface and create a barrier layer to protect against aggressive ions. The barrier reheals and self-replenishes, and can be combined with other functional properties for added protective capabilities. It can be used in pipelines, oil and gas wells, refinery units, and fuels. In addition, these VpCI-based anti-corrosion additives have been designed to work well in multiphase flow systems in conjunction with different drag reducers. These different combinations of corrosion inhibitors and drag reducers provide systems with improved water flow and corrosion protection of pipelines carrying water or the mixture of hydrocarbon and water. All of these will lead to energy saving in oil production and increased overall recoverable reserves. The reduction of operating pressure will in turn give a lower back pressure in the well head and lead to additional oil production, enabling a substantial annual revenue increase. The pie chart showing the world consumption of corrosion inhibitors on a value basis is given in Figure 13[63].

Pie chart showing the world consumption of corrosion inhibitors.
Use of protective coatings
A protective layer or barrier on the material to avoid the direct contact with the process media will enhance the material and equipment life. The barrier layer can be paint, a coating or a lining, or a metallic lining or metallic sheets. There are also non-metallic linings like fiber glass, glass flake, epoxy, and rubber which are normally carried out on the equipment like separators, knock-out drums, and storage tanks. Nickel, zinc, and cadmium coatings are also preferred at times on certain components like flanges and bolting [20]. The Phillips Ekofisk wells with low levels of H2S, 90 lb in.−2 CO2, and up to 30,000 ppm chloride levels were completed with N-80 tubing. Even with batch inhibition, the tubing lasted only 19 months before it became perforated, and therefore, an extensive coating program was undertaken [64]. Where no inhibitor was injected, the coated tubing still only lasted about 19 months. Plastic coating on N-80 pipe with inhibitor batch treatment every 30 days gave a tubing life of 7 years [65].
Fusion-bonded epoxy (FBE) and a three-layer polyolefin (3LPO) (polyethylene or polypropylene (PP)) are currently the most widely used external anti-corrosion coating systems. Figures 14 and 15 represent 3LPO and FBE coatings, respectively [66]. Single-layer FBE has been more popular in North America, Saudi Arabia, and the UK; dual-layer FBE is in favor in Australia; and 3LPO coatings dominate the rest of the world's pipe coating market [67]. Bredero Shaw, a world leader in pipe coating solutions and with more than 75 years of experience, over 27 pipe coating facilities on six continents, and the largest team of technical and service specialists in the business, presented several unique advanced and proven pipeline coating technologies and services designed to protect pipelines for onshore and offshore applications. These include [68]

3LPO coating.
-
High Performance Composite Coating system (HPCC)
-
Low Temperature Application Technology for Powder Coating on High Strength Steel
-
Thermotite Flow Assurance Coating Technology

FBE coating.
High Performance Composite Coating system
The HPCC is a single-layer, all-powder-coated, multicomponent coating system consisting of a FBE base coat, a medium-density polyethylene outer coat, and a tie layer containing a chemically modified polyethylene adhesive. All materials of the three components of the composite coating are applied using an electrostatic powder coating process. The tie layer is a blend of adhesive and FBE with a gradation of FBE concentration. Thus, there is no sharp and well-defined interface between the tie layer and either of the FBE base coat or the polyethylene outer coat. Figure 16 shows a cross section of the composite coating with a standard total thickness of 750 μm (30 mil).

Cross section of the composite coating.
Low Temperature Application Technology for Powder Coating on High Strength Steel
High yield strength steel is often used for constructing oil and steel pipes because it allows the reduction of pipe wall thickness. This technology is applied in frontier areas like the Mackenzie-Beaufort area, the Arctic Islands, and the Labrador basins. Due to the incredibly cold temperatures in these areas, many issues concerning the strength and flexibility of pipelines have developed. Pipes that would be flexible enough to bend and shift whenever frost heaving occurred are necessary to sustain consistent flow. Frost heaving occurs whenever the ground changes from hard during the winter months to soft during warmer temperatures. This has the effect of causing any material that is built underground to shift with it. To address this issue, more flexible and high yield strength grades of steel such as X80 or higher were developed. A coating on the high-strength steel pipes for Frontier areas should withstand the extremely cold temperatures and retain the flexibility needed to protect the pipes. In addition, there is a need for a coating with indentation and impact resistance at −40°C/−50°C. This coating method had been used in frontier oil and gas in Canada.
Thermotite Flow Assurance Coating Technology
The Thermotite technology consists of a multilayer polypropylene composite FBE as the layer to the steel. Specific requirements for protection or thermal insulation are taken care of through the bespoke system design. Resistance to the effects of compression and creep, typical for deep water and high temperature, can be catered for by adjusting the density and nature of the layers. Figure 17 shows the Thermotite five-layer system build-up (Bredero Shaw Company, 25 Bethridge Road, Toronto, Ontario, Canada M9W 1M7) [68]. The three-layer anti-corrosion coating is applied by a side or cross-head extrusion process and the quality tested and approved, prior to the application of the thermal insulation layers (two-layers; PP foam and outer shield). The thermal layers and outer shield or weight coating polypropylene, are applied simultaneously in the thermal insulation lines, by a cross-head extrusion process. The method secures a fixed outer diameter and homogenous foam structure with no air inclusions.

Thermotite five-layer system buildup.
Cathodic protection technique
The first application of cathodic protection dates back to 1824, long before its theoretical foundation was established, and is credited to Sir Humphrey Davy [69]. Cathodic protection is a method to reduce corrosion by minimizing the difference in potential between anode and cathode. This is achieved by applying a current to the structure to be protected (such as a pipeline) from some outside source. When enough current is applied, the whole structure will be at one potential; thus, anode and cathode sites will not exist [70]. It is normally used in conjunction with coatings and can be considered as a secondary corrosion control technique. The cathodic protection system can be designed to prevent both oxygen-controlled and microbiologically controlled corrosion [71]. The two methods of applying cathodic protection include [72]
-
Sacrificial (or galvanic) anode cathodic protection (SACP)
-
Impressed current cathodic protection (ICCP)
The main difference between the two is that ICCP uses an external power source with inert anodes and SACP uses the naturally occurring electrochemical potential difference between different metallic elements to provide protection.
Sacrificial anode cathodic protection
In this type of application, the naturally occurring electrochemical potentials of different metals are used to provide protection. Sacrificial anodes are coupled to the structure under protection and conventional current flows from the anode to the structure as long as the anode is more active than the structure. As the current flows, all the corrosions occur on the anode which sacrifices itself in order to offer protection from corrosion to the structure. Figure 18 is the diagram representing sacrificial anode cathodic protection [1].

Sacrificial anode cathodic protection.
Impressed Current Cathodic Protection (ICCP)
In impressed current cathodic protection, the current is impressed or forced by a power supply. The power source must be able to deliver direct current, and examples are transformer rectifier units, solar generating units, or thermoelectric generators. The anodes are either inert or have low consumption rates and can be surrounded by carbonaceous backfill to increase efficiency and decrease costs. Typical anodes are titanium coated with mixed metal oxide or platinum, silicon iron, graphite, and magnetite. Laoun et al. [73] had applied impressed current cathodic protection to a buried pipeline by solar energy using photovoltaic generator as the power source. Table 6 shows the characteristics of the buried pipeline [74]. They concluded that the method is applicable for various types of grounds and that the output current is high enough to protect the pipeline with low costs. Figure 19 represents the diagram of the ICCP used [73].

Diagram of the ICCP used.
Adequate corrosion monitoring and inspection
Corrosion monitoring is the practice of measuring the corrosivity of process stream conditions by the use of probes (mechanical, electrical, or electrochemical devices) which are inserted into the process stream and continuously exposed to the process stream condition. Corrosion monitoring techniques alone provide direct and online measurement of metal loss/corrosion rate in oil and process systems [75]. One of the methods is to carry out the on-stream inspection by doing the wall thickness measurements periodically on fixed and vulnerable locations on the equipment, piping, and pipelines to assess the material conditions and corrosion rates [75]. Also, corrosion is monitored by placing electronic probes in the pipelines and by measuring the change in the electric resistance in the probe coil. The cross-country pipelines are normally checked with intelligent pigging operations like magnetic flux or ultrasonic pigs. These pigs will detect the internal conditions of the pipeline and corrosion conditions on the pipe wall thickness and also indicate the wall thickness available on the pipe wall [20].
Most of the equipment like separators, drums, and heaters are checked for corrosion during annual shutdown and turnaround operations. Based on the physical assessment of the material conditions, corrective action is initiated to change the material or replace the equipment or at times do temporary repair work before replacement is carried out. In practice, it is observed that physical inspection is the best method of monitoring corrosion and assessing the material conditions. Other areas where corrosion monitoring and inspection are necessary in the oil and gas industry include drilling mud systems, digesters, water wash systems, flow lines, transport pipelines, desalters, sour water strippers, crude overheads, and many more [3]. Figure 20 is the framework for successful corrosion management [44].

Framework for successful corrosion management.
Discussion
From corrosion mitigation in the oil and gas industry earlier presented, solutions had been provided for various corrosion types discussed in the “Corrosion types and associated agents in the oil and gas industry” section of this paper. The critical pitting temperature using American Society for Testing Materials (ASTM) G150 and ASTM G48 method E confirmed LDX 2101 to be resistant to pitting corrosion (a form of CO2 corrosion) in the oil and gas industry. When stresses are present in a chloride-containing environment, steels are prone to chloride-induced stress corrosion cracking (SCC). The results of a large number of tests demonstrated the superior resistance of LDX 2101 to SCC compared to standard austenitic grades in all these types of tests [46]. Also, the superaustenitic grade stainless steels (254 SMO and 654 SMO) presented in Table 1 also showed excellent resistance to SCC and SSC. NACE allowed the use of both solution-annealed and cold-worked 254 SMO and 654 SMO at any temperature up to 171°C in sour environments, if the partial pressure of hydrogen sulfide does not exceed 15 psi (1 bar), the chloride content does not exceed 5,000 ppm, and the hardness is not greater than HRB 95 for the solution-annealed material and HRC 35 for the cold-worked material [76]. Nevertheless, 254 SMO had been shown to be susceptible to crevice corrosion at temperatures above 30°C in chlorinated seawater, while the extreme corrosion resistance of 654 SMO makes it an alternative to titanium and nickel-based alloys in many environments where crevice corrosion is possible. Both groups of stainless steels find extensive use in seawater applications, demanding process fluids and sour service. Thus, both 254 SMO and 654 SMO have an important place in the material solutions for the oil and gas industry as they tackle the problem of sour corrosion caused by a H2S corroding agent.
The materials presented by Nalli [20] in Table 3 have various applications in different equipments of the oil and gas industry. The most prominent of the materials recommended are inconels and incolys which are Ni-Cr-Fe alloys. Though their nominal compositions were not presented, they are found to be very applicable in well head and flow lines with high sour and temperature applications. The materials (13 Cr, 316, 22 Cr, and 25 Cr) recommended by Craig [48] which are presented in Table 4 are also applicable to tackle corrosion in the oil and gas industry but are only active in the absence of oxygen, H2S, and elemental sulfur. The alloy (13 Cr) is corrosion resistant in CO2/NaCl environments in the absence of O2 and H2S, while 25 Cr is corrosion resistant in H2S/CO2 environments in the absence of elemental sulfur. The new alloy presented by Mannan et al. [47] with nominal composition Fe-47Ni-20.5Cr-3Mo-2Cu-3Nb-1.5Ti was developed by the method of homogenized vacuum induction melting. The mechanical properties and microstructure exhibited by the alloy after corrosion testing indicated that it could resist stress corrosion cracking, galvanically induced hydrogen stress cracking, and sulfide stress cracking [77].
Inhibitors had been shown to be one of the major tools for tackling corrosion in the oil and gas industries. They execute this task by protecting the surface of metals either by merging with them or by reacting with the impurities in the environment that may cause pollution [49]. Various inhibitors applicable in the oil and gas industries had been presented in Table 5. Majority of them (6-benzylaminopurine, rosin amide imidazoline, methoxy phenol, nonyl phenol, and so on) had been shown to be major tools in tackling oxygen corrosion [63] through the removal of oxygen from the fluid media and thus improves the chances of corrosion resistance of materials in contact [20]. The pie chart presented in Figure 11 shows that North America had the largest consumption of corrosion inhibitors as of 2008. This is reflected in the statement made by Tuttle [13] that corrosion costs US industries alone an estimated $170 billion a year in which the oil and gas industry takes more than half of these costs. This means that the USA had been looking for ways of cutting down expenses lost to corrosion since 1987. Corrosion management has improved over the past several decades; the USA must find more and better ways to encourage, support, and implement optimal corrosion control practices [78].
Corrosion control through the use of inhibitors is not recommended for hostile wells because this option has high operating cost implications over the full field life owing to the operating costs of inhibitor injection and the higher frequency of workovers. Nevertheless, there are concerns about the efficacy of inhibitors in controlling sulfide stress cracking in carbon steels [45]. However, the new impressed current cathodic protection method presented is a better method of tackling these problems as the process has a broad potential protection and the system is adaptable for different materials constituting the oil and gas pipelines. The method also has controllable output current that is high enough to protect pipelines with low costs. Both methods of the cathodic protection presented can be designed to prevent oxygen-controlled and microbiologically controlled corrosion.
The Low Temperature Application Technology for Powder Coating on High Strength Steel presented is very unique as the method is applicable in frontier areas such as the Mackenzie-Beaufort area, the Arctic Islands, and the Labrador basins due to the incredibly cold temperatures in these areas. Frontier oil and gas in Canada provides one example of this. Also, the Thermotite insulation and flow assurance coating systems have been used in many major offshore pipe applications in the North Sea, Gulf of Mexico, South China Sea, and other areas, representing a total insulated length of 660 km and a total coated length of 1,005 km [68]. Houghton et al. [64] and Hovsepian et al. [65] had shown that the use of inhibitors coupled with the use of protective coatings to avoid direct contact with process media are efficient means of mitigating corrosion in the oil and gas industry. The examined case study of Phillips Ekofisk wells with low levels of H2S, 90 lb in.−2 CO2, and up to 30,000 ppm chloride levels showed that the N-80 pipe used gave a tubing life of 7 years (longer) for plastic coating with inhibitor batch treatment every 30 days, while it only lasted for 19 months before it became perforated when only batch inhibition was used.
However, the best way to check corrosion is by visual inspection and checking up the material degradation periodically. Undoubtedly, understanding the corrosion mechanism is very important before considering various material options for the applications. It should be clearly understood that no particular material is the cure for all the evils of corrosion. Each and every case has to be considered in its totality before a decision is made on the proper materials. The framework for successful corrosion management is presented in Figure 20, while various forms of corrosion monitoring techniques are presented elsewhere [75].
Conclusion
Corrosion is a stochastic, probabilistic phenomenon that requires interdisciplinary concepts that incorporate surface science, metallurgy/materials science, electrochemistry, thermodynamics and kinetics, mechanics, hydrodynamics, and chemistry. It costs the oil and gas industry tens of billions of dollars in lost income and treatment costs every year. It should be noted that the damage caused by corrosion is not only in the oil and gas industry but also in other major areas like building construction, transportation, production and manufacturing, and so on. Thus, corrosion is a world problem which everybody must find a solution to as it covers many areas in our daily needs. In this paper, comprehensive review of corrosion in the oil and gas industry had been considered. Various corrosion types and their associated corroding agents in the oil and gas industry had been examined alongside with ways of mitigating them. However, the principles of corrosion must be understood in order to effectively select materials and to design, fabricate, and utilize metal structures for the optimum economic life of facilities and safety in oil and gas operations. Also, it should be clearly understood that no particular material is the cure for all the evils of corrosion. Each and every case has to be considered in its totality before a decision is made on the proper materials. Consultations with process, operation, material, and corrosion engineers are necessary in the fitness of things to save millions to fight the corrosion menace.
Authors’ information
LTP, a native of Ibadan, Oyo State, Nigeria was born in Ilorin, Kwara State in the early 1980s. He had a B. Tech. degree (chemical engineering) with Second Class Upper at Ladoke Akintola University of Technology, Ogbomoso in 2006 and also obtained M.Sc. degree (chemical engineering) with Ph.D. grade at the University of Lagos, Akoka, Lagos State, Nigeria in 2010. He led in almost all the courses and topped a class of 44 students during his M.Sc. program. His major areas of specialization include process design, optimization, and control coupled with environmental and biological engineering. LTP is currently a lecturer II in the Department of Petroleum and Chemical Engineering, Afe Babalola University, Ado-Ekiti, Ekiti State, Nigeria. He is a registered Engineer under the Council for the Regulation of Engineering in Nigeria (COREN). He was a scholar of the Federal Government Scholarship Board of Nigeria in 2002 and also won a postgraduate scholarship awarded by the Oyo State Government of Nigeria in 2010.
References
Roberge PR: Handbook of corrosion engineering. New York: McGraw-Hill; 2000.
Kermani MB, Smith LM: CO2 corrosion control in oil and gas production: design considerations. London: The Institute of Materials, European Federation of Corrosion Publications; 1997.
Champion Technologies: Corrosion mitigation for complex environments. Houston: Champion Technologies; 2012.
Corbin D, Willson E: New technology for real-time corrosion detection. USA: Tri-service corrosion conference; 2007.
Lusk D, Gupta M, Boinapally K, Cao Y: Armoured against corrosion. Hydrocarb Eng 2008, 13: 115–118. 10.1061/(ASCE)1084-0699(2008)13:3(115)
Oyelami BO, Asere AA: Mathematical modelling: An application to corrosion in a petroleum industry. NMC Proceedings Workshop on Environment. Abuja, Nigeria: National Mathematical Centre;
Miller D: Corrosion control on aging aircraft: what is being done? Mater Perform 1990, 29: 10–11.
Hoffman C: 20,000-Hour tuneup. Air and Space 1997, 12: 39–45.
Up Front: The Cost of corrosion in the EEC. Materials performance. 1992, 31: 3.
Trethewey KR, Roberge PR: Corrosion management in the twenty-first century. British Corro J 1995, 30: 192–197. 10.1179/000705995798113925
Uhlig HH: The cost of corrosion in the United States. Chem and Engng News 1949, 27: 2764. 10.1021/cen-v027n039.p2764
Simons MR: Report of offshore technology conference (OTC) presentation. NACE International oil and gas production; 2008.
Tuttle RN: Corrosion in oil and gas production. J of Petrol Technol 1987, 39: 756–762.
Nimmo B, Hinds G: Beginners guide to corrosion. Teddington: NPL; 2003.
Dean F, Powell S: Hydrogen flux and high temperature acid corrosion. 06436 edition. NACExpo 2006 conference; 2006.
Oxford WF, Foss RE: Corrosion of oil and gas well equipment. 87th edition. Dallas: Division of Production, American Petroleum Institute; 1958.
Brondel D, Edwards R, Hayman A, Hill D, Mehta S, Semerad T: Corrosion in the oil industry. Oilfield Rev 1994.
Kermani MB, Harrop D: The impact of corrosion on the oil and gas industry. 11: SPE Production Facilities; 1996:186–190.
Nalli K An overview. In Corrosion and its mitigation in the oil and gas industry. PM-Pipeliner Report; 2010.
Dugstad A: The importance of FeCO3 supersaturation on the CO2 corrosion of carbon steels, corrosion ″92, paper 14. Houston: NACE; 1992.
Gatzky LK, Hausler RH: A novel correlation of tubing corrosion rates and gas production rates. Adv in CO2 Corro 1984, 1: 87.
Schmitt G: Fundamental aspects of CO2 corrosion. 1st edition. Houston: NACE; 1984:10.
Dunlop A, Hassel HL, Rhodes PR: Fundamental considerations in sweet gas well corrosion. 1st edition. Houston: NACE; 1984:52.
de Waard C, Lotz U EFC publication number 13. In Prediction of CO2 corrosion of carbon steel. London: The Institute of Materials; 1994.
Ray JD, Randall BV, Parker JC: Use of reactive iron oxide to remove H2S from drilling fluid. Houston: 53rd Annu. Fall Tech. Conf. of AIME; 1978.
Chilingar GV, Beeson CM: Surface operations in petroleum production. New York: American Elsevier; 1969:397.
Sun W: Kinetics of iron carbonate and iron sulfide scale formation in CO2/H2S corrosion. 2006. PhD dissertation PhD dissertation
Weeter RF: Desorption of oxygen from water using natural gas for counter-current stripping. J Petrol Technol 1965,17(5):51.
Snavely ES: Chemical removal of oxygen from natural waters. J Petrol Technol 1971,23(4):443–446.
Martin RL: Use of electrochemical methods to evaluate corrosion inhibitors under laboratory and field condition. Manchester: UMIST conference of electrochemical techniques; 1982.
Hudgins CM: A review of corrosion problems in the petroleum industry. Mater Prot 1969,8(1):41–47.
Hassani S, Roberts KP, Shirazi SA, Shadley JR, Rybicki EF, Joia C: Flow loop study of NaCl concentration effect on erosion corrosion of carbon steel in CO 2 saturated systems. CORRO 2012, 68: 2.
Sami AA, Mohammed AA: Study synergy effect on erosion-corrosion in oil and gas pipelines. Engng and Technol 2008, 26: 9.
Bertness TA: Reduction of failures caused by corrosion in pumping wells. API Dril Prod Pract 1957, 37: 129–135.
Ossai CI: Advances in asset management techniques: an overview of corrosion mechanisms and mitigation strategies for oil and gas pipelines. ISRN Corro 2012, 570143.
Crawford PB: Possible reservoir damage from MEOR. Edited by: Donaldson EC, Clark JB. Springfield, VA: Proceedings of 1982 international conference on microbial enhancement of oil recovery, Afton, OK, May 16–21; 1983:76–79. NTIS NTIS
Lazar I, Constantinescu P: Field trials results of microbial enhanced oil recovery. In Microbes and oil recovery. Edited by: Zajic JE, Donaldson EC. El Paso: Bioresources Publications; 1985:122–143.
Singer ME: Microbial biosurfactants. In Microbes and oil recovery. Edited by: Zajic JE, Donaldson EC. El Paso: Bioresources Publications; 1985:19–38.
Gates GPL, Parent CF: Water quality control presents challenge in giant Wilmington Field. Oil Gas J 1976,74(33):115–126.
http://www.lbl.gov/Publications/Currents/Archive/Apr-30-2004.html
Wilhelm SM, Kane RD: Status report: corrosion resistant alloys. Petrol Engng Int 1987, 3641.
Baker MJ: Stress corrosion cracking study. 2004. http://www.polyguardproducts.com/products/pipeline/TechReference/SCCReport-FinalReportwithDatabase.pdf
Energy Institute: Guidance for corrosion management in oil and gas production and processing. London: Annual Report; 2008.
Smith L: Control of corrosion in oil and gas production tubing. British Corro J 1999,34(4):247. 10.1179/000705999101500905
Johansson E, Pettersson R, Alfonsson E, Weisang-Hoinard F: Specialty stainless for solving corrosion problems in the oil and gas industry. Offshore World 2010., 40:
Mannan S, Patel S: A new high strength corrosion resistant alloy for oil and gas applications. New Orleans: Paper presented at NACE Corrosion; 2008.
Craig BD: Selection guidelines for corrosion resistant alloys in the oil and gas industry. NiDI Tech Series 1995, 10073: 1–8.
Rajeev P, Surendranathan AO, Murthy CSN: Corrosion mitigation of the oil well steels using organic inhibitors – a review. J Mater Environ Sci 2012,3(5):856–869.
Graeme W: Corrosion protection of metals in marine environment. J. Metal Corrosion Protection, Chemistry Department, University of Auckland; 2010.
Growcock FB, Lopp UR: The inhibition of steel corrosion in hydrochloric acid with 3-phenyl-2-propyn-1-ol. Corro Sci 1988, 28: 397–410. 10.1016/0010-938X(88)90059-5
Quraishi MA, Jamal D: Fatty acid triazoles novel corrosion inhibitors for oil well steel (N-80) and mild steel. JAOCS 2000, 77: 1107–1112.
Frenier WW, Schlumberger D: Acidizing fluids used to stimulate high temperature wells can be inhibited using organic chemicals. Houston: Conference paper, SPE international symposium on oil field chemistry; 1989.
Quraishi MA, Jamal D: Corrosion inhibition of fatty acid oxadiazoles for oil well steel (N-80) and mild steel. Materials Chem and Phy 2001, 71: 202–205. 10.1016/S0254-0584(00)00378-3
Athar A, Sli MN, Quraishi MA: A study of some new organic inhibitors on corrosion of N-80 and mild steel in hydrochloric acid. Anti-Corro Meth and Mat 2001, 48: 251–255. 10.1108/EUM0000000005633
Vishwanatham S, Haldar N: Corrosion inhibition of N-80 steel in hydrochloric acid by phenol derivatives. Indian J of Chem Technol 2007, 14: 501–506.
Khaled KF: New synthesized guanidine derivative as a green corrosion inhibitor for mild steel in acidic solutions. Int J Electrochem Sci 2008, 3: 462–475.
Xianghong L, Deng S, Fu H, Guannan MU: Inhibition effect of 6-benzylaminopurine on the corrosion of cold rolled steel in H 2 SO 4 solution. Corro Sci 2009, 51: 620–634. 10.1016/j.corsci.2008.12.021
Amosa MK, Mohammed IA, Yaro SA, Arinkoola O, Ogunleye OO: Corrosion inhibition of oil well steel (N80) in simulated hydrogen sulphide environment by ferrous gluconate and synthetic magnetite. NAFTA 2010, 61: 239–246.
Okafor PC, Liu CB, Zhu YJ, Zheng YG: Corrosion and corrosion inhibition behaviour of N80 and P110 carbon steels in CO 2 saturated simulated formation water by rosin amide imidazoline. Ind Engng and Chem Res 2011, 50: 7273–7281. 10.1021/ie1024112
Miksic BM, Kharshan MA, Furman AY Proceeding of 10th European Symposium of Corrosion and scale inhibitors; 2005.
Kharshan M, Furman A: Incorporating vapor corrosion inhibitors (VCI) in oil and gas pipeline additive formulations. NACE, Corrosion 98(236); 1998.
Muller S, Syed QA, Yokose K, Yang W, Jackel M: Corrosion inhibitors. SCUP Home; 2009.
Houghton CJ, Westermark RV: J Pet Technol. 1983, 239.
Hovsepian PE, Lewis DB, Munz WD, Lyon SB, Tomlinson M: Combined cathodic arc/unbalanced magnetron growth CrN/NbN super lattice coatings for corrosion resistant applications. Surf Coat Tech 1999,120(121):535–541.
Westood J: Macro factors driving the global oil and gas industry and the subsea pipelines sector. Toronto; 2011.
Shiwei WG, Gritis N, Jackson A, Singh P: Advanced onshore and offshore pipeline coating technologies. Shangai, China: 2005 China international oil and gas technology conference and expo; 2005.
Morgan JH: Cathodic protection. 2nd edition. New York: McGraw Hill; 1987.
Guyer JP: An introduction to cathodic protection. New York: Continuing Education and Development Inc.; 2009.
Lazzari L, Pedeferri P: Cathodic protection. 1st edition. New York: McGraw Hill; 2006.
Baeckmann WV: Handbook of cathodic corrosion protection. 3rd edition. New York: McGraw Hill; 1997.
Laoun B, Niboucha K, Serir L: Cathodic protection of a buried pipeline by solar energy. Revue des Energies Renouvelables 2008,12(1):99–104.
Benathmane R Mémoire de Fin d'Etudes. In Study and simulation of cathodic protection by impressed current protection of a buried work. Blida: Department de Chimie Industrielle, Université Sâad Dahleb; 2003.
Canadian Association of Petroleum Producers Annual report. In Best management practices for the mitigation of internal corrosion in oil effluent pipeline systems. Calgary: Annual report. CAPP; 2009.
NACE: Petroleum and natural gas industries–materials for use in H2S containing environments in oil and gas production–part 3: cracking-resistant CRAs (corrosion resistant alloys) and other alloys. Houston: NACE; 2003.
Bhavsar RB, Hibner EL Corrosion paper. In Evaluation of corrosion testing techniques for selection of corrosion resistant alloys for sour gas service. 59th edition. Houston: NACE International; 1996.
NACE: Corrosion costs and preventive strategies in the United States. Houston: NACE; 2002.
Acknowledgments
The authors would like to acknowledge Professor (Emeritus) A. A. Susu of the University of Lagos, Nigeria for the path he has laid down for us in the field of chemical engineering in Nigeria and for his support and words of encouragement on the success of this paper. We also like to thank the reviewers of this paper (anonymous) under the International Journal of Industrial Chemistry for making this paper to be academically standard.
Author information
Authors and Affiliations
Corresponding author
Additional information
Competing interests
The authors declare that they have no competing interests.
Authors’ contributions
LTP participated in the critical review of the paper. ASB provided information on the recommended inhibitors for oil and gas application with the cathodic protection technique. GKL gave diagrams for various corrosion mechanisms. LTP, BG, and ASG did the revision of the manuscript. All authors read and approved the final manuscript.
Alhaji Shehu Grema, Ganiyu Kayode Latinwo, Babagana Gutti and Adebori Saheed Balogun contributed equally to this work.
Authors’ original submitted files for images
Below are the links to the authors’ original submitted files for images.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 2.0 International License (https://creativecommons.org/licenses/by/2.0), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
About this article
Cite this article
Popoola, L.T., Grema, A.S., Latinwo, G.K. et al. Corrosion problems during oil and gas production and its mitigation. Int J Ind Chem 4, 35 (2013). https://doi.org/10.1186/2228-5547-4-35
Received:
Accepted:
Published:
DOI: https://doi.org/10.1186/2228-5547-4-35