
Abstract
Background
A highly absorptive resin poly(butyl acrylate-co-styrene) was synthesized by the method of emulsion polymerization and initiated using glow discharge electrolysis plasma. The effects of the synthesis conditions were examined and discussed in detail. The synthesized resin was characterized by attenuated total reflectance Fourier transform infrared spectroscopy, scanning electron microscopy, and thermogravimetric analysis.
Results
The results showed that the optimal conditions were as follows: discharge voltage 580 V, discharge time 11 min, polymerization temperature 90°C, ratio of water/monomer 4.0, and 3% of N,N-methylenebis(acrylamide).
Conclusion
Under the optimal conditions, the oil absorbency was 97 g/g for chloroform and 56 g/g for xylene. In addition, the kinetics of absorption for oil was investigated, and the results indicated that the absorption process seems to obey more the first-order rate model.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Background
With the development of modern industry, the environmental pollution caused by organic solvent became more and more serious. In addition, the accidents of leakage of crude oil occurring frequently are endangering the marine life and human. Thus, the removal of organic solvent and oil from water and soil is still an urgent project. The commonly used method for removing organic solvent is absorption due to its simple operation and cheap cost. Thus, the synthesis of high absorbent has received a great deal of attention [1–3]. The synthesis methods have been investigated using various techniques, in which emulsion polymerization [4, 5] and suspension polymerization [6] were used mostly. Emulsion polymerization is making the monomer dispersed in water into the emulsion with the emulsifier and mechanical agitation, and then the polymerization reaction is triggered by the initiator. Up to now, the initiation methods involved chemical initiators, such as persulphate [7] and redox [8], ultrasonic initiation [9], and photoinduction [10]. Recently, the acrylic resin has received a great deal of attention due to its multiple oil-absorbent species and high oil absorbency. However, the synthetic resin with acrylic ester as monomer after swelling has became soft, so addition of styrene as comonomer not only can increase the strength of the resin but also reduce the cost of the resin.
Glow discharge electrolysis is a kind of non-Faradaic electrochemical process, which occurs at the solution surface or under an aqueous solution as the applied voltage is over a critical value. The plasma from glow discharge electrolysis plasma (GDEP) can provide a lot of energetic species such as ·OH, ·H, and HO2·. The yield of ·OH radical is more than 12 mol per mole electron of electricity in the process of glow discharge electrolysis [11]. That is to say, GDEP is a rich source of free radical in aqueous solution and can be applied to induce some unusual chemical reactions by taking place of chemical initiator in solution. Compared with gaseous plasma, the generation of GDEP is very easy in operation, so it has a large potential application in polymerization [12–14].
In this paper, a highly absorptive resin by the GDEP-initiated emulsion polymerization involving butyl acrylic and styrene as monomers was prepared. The polymerization conditions and the structure and characteristics were investigated in detail. The absorption for chloroform and xylene were examined, and the results indicated that the prepared resin had higher oil absorbency compared with traditional oil-absorbent materials [15].
Methods
The reactor was a 250-mL three-necked flask equipped with a reflux condenser. It was placed on a temperature-controlled oil bath with a magnetic stirring bar to keep the reactor solution mixed. A platinum anode and a graphite cathode with the distance between them about 3 cm were used to produce GDEP. Initially, 40 mL of 2 g/L Na2SO4 solution, 0.3 g N,N-methylenebis(acrylamide) (MBA), 6 mL butyl acrylic (BA), and 5 mL styrene (St) were added into the three-necked flask stirred for 30 min at room temperature to disperse. Then, the glow discharge was carried out for 11 min with an applied voltage of 580 V and current of 60 to 70 mA. After 0.0600 g sodium dodecyl benzene sulfonate (SDBS) and 0.0600 g polyoxyethylene octylphenol ether (OP-10) were added into the reactor rapidly, the polymerization reaction was performed at 90°C for 24 h. The emulsion was broken with 95% alcohol solution, and a white resin was obtained. It was washed with distilled water for several times and dried under vacuum at 60°C until a constant weight.
The oil absorbency was determined by the weighing method. A quantity of 0.04- to 0.1-g dried sample was immersed in excess solvent at room temperature. After 24 h, the sample was filtered and weighed immediately. The oil absorbency was calculated by the following formula:
where mo (g) is the weight of the dry sample and m (g) is the weight of the swollen sample.
Results and discussion
Optimization of polymerization conditions
Generally speaking, the variables affecting the polymerization come from two aspects, one is the plasma source such as applied voltage and discharge time and the other is the same as in common polymerization. Discharge voltage plays an important role in the GDEP. As the applied voltage is too low, the amount of free radicals is poor, and their life is so short that the polymerization reaction hardly occurs. With the rising of voltage, the amounts of active particles increase correspondingly, a well-developed three-dimensional network structure was effectively formed, and the oil absorbency increases as shown in Figure 1. However, when the applied voltage is over 580 V, the large amount of radicals could also destroy the resulted polymer [16]. In addition, the reactants would be carbonized, and even the platinum anode would be molten under the strong glow discharge. Therefore, the discharge voltage was selected as 580 V. For the same reason, the discharge time was selected as 11 min (Figure 2).

Effect of discharge voltage.

Effect of discharge time.
Figure 3 shows the effect of polymerization temperature on oil absorbency. As the temperature is too low, the reaction is very slow. With the polymerization temperature rising, effective collisions between energetic species and monomers increased; the polymerization rate would speed up. However, as the temperature was over 90°C, the polymerization and chain propagation rate greatly accelerated to cause the product to agglomerate easily.

Effect of polymerization temperature.
Figure 4 shows the effect of the ratio of water/monomer on the oil absorbency. It was apparent that oil absorption was the highest when the ratio of water/monomer was 4.0. First, the amount of water affects the concentration of radicals, and the collisions of radicals would be frequent if the radicals are too dense. However, excess of water would go against the radicals diffusing into the micelles and latex particles. All of these are not benefit to the polymerization. Second, a suitable amount of water is conducive to dissipate the heat of the system and maintain the temperature to constant. Third, the viscosity of the reaction mixture will be decreased if appropriate water was added, so the stirring will be carried easily.

Effect of the ratio of water/monomer.
It can be seen from Figure 5 that, as the amount of MBA is too poor, a three-dimensional network structure cannot form, and the resin dissolves easily in organic solvents. However, the excess of MBA increases the crosslinking density and rigidity and decreases the swelling capability of the resin, so the oil absorbency decreases correspondingly. Thus, 3% of MBA was chosen as the best.

Effect of MBA content.
Sample characterization
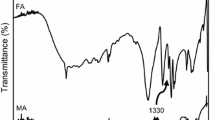
The absorptive resin was extracted with tetrahydrofuran (THF) for 24 h in Soxhlet extractor then dried under vacuum. FTIR spectrum of BA/St copolymer is given in Figure 6. The peaks that appeared at 1,602 and 1,493 cm−1 are assigned to the aromatic vinyl stretching vibration peak; the absorption peak at 761 and 700 cm−1 correspond to the aromatic ring. These peaks confirm the highly absorptive resin containing PSt chains. The absorption at 1,729 cm−1 is attributed to the C=O stretching vibration, whereas the absorptions at 1,068 and 1,033 cm−1 are assigned to C-O stretching vibration. In addition, the peaks at 2,930 and 2,856 cm−1 are attributed to the -CH2- antisymmetric bending vibration and symmetric bending vibration, respectively. Furthermore, the absorption peaks at 2,956 and 1,452 cm−1 are assigned to the -CH3 stretching vibration and bending vibration, respectively. These peaks indicate the highly absorptive resin containing PBA chains.

ATR-FTIR spectra of the resin.
Figure 7 shows the scanning electron microscopy (SEM) images of the synthetic resins; there are many deep and big cavities in the surface and inside of the polymeric network. These cavities support large surfaces in the polymeric network. The large surface area is favorable for the oil molecules to enter the cavities [17]. In addition, the oil molecules cannot easily exude from the three-dimensional crosslinked resin, like a sponge. The results indicated that the glow discharge electrolytic plasma could promote the formation of the cavities in the polymerization reaction.

SEM of the resin.
The thermal stability is an important parameter to assess a material. Figure 8 shows the thermogravimetric (TG) curves of the highly oil-absorptive resin. It can be seen from the TG curve that the sample has a little of mass loss before 100°C; this may be caused by evaporation of residual water in the resin. After 350°C, due to the resin chain breaking, the resin mass loss rapidly. The sample mass loss is about 50.10% at 399°C. The results show that the highly oil-absorptive resin has a good thermal stability.

The TG curves of the resin.
Absorption kinetics
To test the absorption rate, the sample was immersed in excess solvent at room temperature. It was took out and weighed every 1 h. The operation was repeated for ten times; finally, it was immersed in excess solvent for 24 h and weighed.
Chloroform was chosen to study the oil-absorbing rate and absorption kinetics. It can be seen from Figure 9 that the oil absorbency increased with increasing immersion time at a slow increasing rate. However, the absorption rate reached saturation after 10 h.

Absorption rate.
According to Yao and Zhou [18], the swelling rate can be described by the following experimental formula:
where Qt and Qmax are the oil absorbency at time t and the maximum oil absorbency, respectively. k is the swelling kinetic constant. The integration of Equation 1 is as follows:
where c is the integration constant.
Similarly, according to the second-order model,
The integration of Equation 2 is as follows:
According to Equations 1 and 2, a plot of −ln(Qmax− Qt) against t with a straight line was obtained by the least square, as shown in Figure 10a. A plot of 1 / (Qmax− Qt) against t was obtained in Figure 10b. Clearly, the correlation coefficient for the first-order model (R2 = 0.9937) is better than the second-order model (R2 = 0.9275); it indicates that the first-order absorption kinetics is more suitable to describe the absorption process.

First-order (a) and second-order (b) absorption kinetics model.
Experimental
Materials
The chemicals used such as BA, St, MBA, SDBS, OP-10, xylene, chloroform, anhydrous sodium sulfate, sodium hydroxide, and THF were all of analytical reagent. BA and St were washed five times with 5% sodium hydroxide and then with deionized water to neutralize before use.
Apparatus
The power supply was a LW100J2 DC model (Shanghai LiYou Electrification Co., Ltd., Shanghai, China) providing the voltage of 0 to 1,000 V and current of 0 to 1 A. The characterization was carried out with attenuated total reflectance Fourier transform infrared spectroscopy (model FTS3000, DigiLAB Merlin, USA). The morphological analyses were carried out through a scanning electron microscopy (model JSM-5600LV, JEOL, Tokyo, Japan) using an applied voltage of 20 kV. Thermal stability were studied with a thermogravimetric analyzer (TG/DTA; model Pyris Diamond, PerkinElmer, Waltham, MA, USA) from 30°C to 800°C, with a heating rate of 10°C/min under nitrogen flow rate of 50 mL/min.
Conclusion
P(BA-co-St) highly oil-absorptive resins were synthesized by GDEP-initiated emulsion polymerization. The following parameters would be the optimization conditions: discharge voltage 580 V, discharge time 11 min, polymerization temperature 90°C, ratio of water/monomer 4.0, and 3% of MBA. Under the optimal conditions, the oil absorbency was 97 g/g for chloroform and 56 g/g for xylene.
References
Ji N-Y, Chen H, Yu M-M, Qu R-J, Wang C-H: Synthesis of high oil-absorption resins of poly(methyl methacrylate-butyl methacrylate) by suspended emulsion polymerization. Polym Adv Technol 2011, 22: 1898–1904. 10.1002/pat.1689
Farag R-K, El-Saeed S-M: Synthesis and characterization of oil sorbers based on docosanyl acrylate and methacrylates copolymers. J Appl Polym Sci 2008, 109: 3704–3713. 10.1002/app.28594
Shan G-R, Xu P-Y, Weng Z-X, Huang Z-M: Synthesis and properties of oil absorption resins filled with polybutadiene. J Appl Polym Sci 2003, 89: 3309–3314. 10.1002/app.12515
Guo S-W, Jiang T-K, Lin X, Wu J-Y: Synthesis and properties of nano-oil-absorption resin by emulsion polymerization. J Wuhan Inst Tech 2010, 32: 77–80.
Lu J, Shan G-R, Huang Z-M, Weng Z-X: Study on kinetics of styrene/butyl acrylate/crosslinker emulsion copolymerization. Chem React Eng &Tech 2006, 22: 109–113.
Zhou X-M, Chuai C-Z: Synthesis and characterization of a novel high-oil-absorbing resin. J Appl Polym Sci 2010, 115: 3321–3325. 10.1002/app.31384
Sajjadi S, Brooks B-W: Butyl acrylate batch emulsion polymerization in the presence of sodium lauryl sulphate and potassium persulphate. J Polym Sci Part A: Polym Chem 1999, 37: 3957–3972. 10.1002/(SICI)1099-0518(19991101)37:21<3957::AID-POLA11>3.0.CO;2-Q
Tan B, Nabuurs T, Jen J-F, Grijpma D-W: Redox-initiated poly(methyl methacrylate) emulsion polymerizations stabilized with block copolymers based on methoxy-poly(ethylene glycol), ε-caprolactone, and linoleic acid. J Appl Polym Sci PartA: Polym Chem 2009, 47: 4234–4242. 10.1002/pola.23473
Wang Q, Xia H-S, Liao Y-Q, Xu X, Baxter S-M, Slone R-V, Wu S-G, Swift G, Westmoreland DG: Ultrasonically initiated emulsion polymerization of n-butyl acrylate. Polym Int 2001, 50: 1252–1259. 10.1002/pi.773
Mah S, Lee D, Koo D, Kwon S: Photo-induced emulsion polymrization of vinyl acetate in the presence of poly(oxyethylene) nonyl phenyl ether, a nonionic emulsifier(II). J Appl Polym Sci 2002, 86: 2153–2158. 10.1002/app.11049
Sengupta S-K, Singh R, Srivastava A-K: A study on non-faradaic yields of anodic contact glow discharge electrolysis using cerous ion as the OH • scavenger: an estimate of the primary yield of OH • radicals. Indian J Chem 1998, 37: 558–560.
Gao J-Z, Li X-F, Lu Q-F, Li Y, Ma D-L, Yang W: Synthesis and characterization of poly(methylmethacrylate-butyl acrylate) by using glow-discharge electrolysis plasma. Polym Bull 2012, 68: 37–51. 10.1007/s00289-011-0517-9
Gao J-Z, Wang A-X, Li Y, Fu Y, Wu J-L, Wang Y-D, Wang Y-J: Synthesis and characterization of superabsorbent composite by using glow discharge electrolysis plasma. React Funct. Polym 2008, 68: 1377–1383. 10.1016/j.reactfunctpolym.2008.06.018
Gao J-Z, Ma D-L, Lu Q-F, Li Y, Li X-F, Yang W: Synthesis and characterization of montmorillonite-graft-acrylic acid superabsorbent by using glow-discharge electrolysis plasma. Plasma Chem Plasma P 2010, 30: 873–883. 10.1007/s11090-010-9251-6
Hu T, Yao X: Synthesis and properties of oil-absorbing emulsion by copolymerization of butyl acrylate and styrene. New Chem Mater 2011, 39: 107–109.
Gao J-Z, Wang Y-D, Yang W, Li Y: Synthesis and characterization of adsorbent for Pb(II)-capture by using glow discharge electrolysis plasma. Bull Korean Chem Soc 2010, 31: 406–414. 10.5012/bkcs.2010.31.02.406
Zhou M-H, Cho W-J: Oil absorbents based on styrene–butadiene rubber. J Appl Polym Sci 2003, 89: 1818–1824. 10.1002/app.12252
Yao K-J, Zhou W-J: Synthesis and water absorbency of the copolymer of acrylamide with anionic monomers. J Appl Polym Sci 1994, 53: 1533–1538. 10.1002/app.1994.070531115
Acknowledgments
This work was supported in part by the Basic Project of Science and Research of Colleges and Universities of Gansu Province (5001–109) and the Natural Science Foundation of Gansu Province (1010 RJZA015; 096RJZA120). In addition, Yuqian Peng from Wuhan University of Technology participated in the sequence alignment and drafted the manuscript.
Author information
Authors and Affiliations
Corresponding author
Additional information
Competing interests
The authors declare that they have no competing interests.
Authors' contributions
JR and RL carried out the whole studies. WY, YL, and JG participated in the sequence alignment and drafted the manuscript. All authors read and approved the final manuscript.
Authors’ original submitted files for images
Below are the links to the authors’ original submitted files for images.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 2.0 International License ( https://creativecommons.org/licenses/by/2.0 ), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
About this article
Cite this article
Ren, J., Liao, R., Yang, W. et al. Synthesis and characterization of a highly absorptive resin using glow discharge electrolysis plasma. Int J Ind Chem 4, 22 (2013). https://doi.org/10.1186/2228-5547-4-22
Received:
Accepted:
Published:
DOI: https://doi.org/10.1186/2228-5547-4-22