
Abstract
Background
Originally derived from colored minerals, inorganic pigment titanium dioxide is now highly engineered particles that imparts color or functionality to the objects in which they are used. Optical properties such as color, opacity, brightness, and gloss are important to users of paper and board grades. The color and brightness of TiO2 sometimes get affected during its manufacture. These phenomena were observed in some commercial production plants. In order to investigate the effect of oil contamination on the pigment during its manufacturing process, such as from sand milling or larox filtration, the measurement on the brightness and color of titanium dioxide is made in this study. A correlation between the color and brightness values measured using different instruments is also included in this paper.
Results
It is observed that whenever there is an oil contamination in the pigment, the vehicle b values measured in acrylic lacquer paint film of the pigment is affected. BYK L* is poorly correlated with the HunterLab vehicle L, and the dry Hunter b is in correlation with the DBC BYK b*, whereas L has no correlation with DBC BYK L.
Conclusion
The contamination of pigment with lubricating oil from the machinery used for the manufacturing process influences both dry and vehicle b values. It is not possible to use HunterLab in place of BYK for the dry L and b measurements.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Background
Titanium dioxide is the most widely used white pigment because of its brightness and very high refractive index, in which it is surpassed only by a few other materials. TiO2 is unique because it efficiently scatters visible light, thereby imparting whiteness, brightness, and opacity when incorporated into a coating. Dry compacted TiO2 samples are characterized by their brightness and whiteness and exhibit reflectance properties approaching that of the perfect reflecting diffuser. ‘Color’ is carefully controlled during the TiO2 manufacturing process through the removal of the trace amounts of metal oxide contaminants. These light-absorbing contaminants will detract from the brightness and whiteness of the pigment and can affect the appearance of white and near-white paints containing that pigment. The opacity of white pigments mainly derives from the scattering, while the opacity of black pigments is a result of absorption ability[1–5]. It was observed that if the TiO2 is produced in a commercial production plant on particular days when there is oil leak in the larox filter, the color and brightness of the produced pigment failed when measured the same in acrylic lacquer paint (vehicle b). Also, this failure is not seen when the color and brightness are measured in dry mode (dry b). These observations were not a single case but were seen occasionally in the quality analysis. The failure in the vehicle color, once commenced, was seen continued consecutively with three to four final products. The sources of oil contamination during the manufacturing process can be as follows: In the chloride process of manufacturing TiO2, rutile or high-grade ilmenite is converted to titanium tetrachloride (TiCl4) gas. The conversion takes place in a chlorinator (i.e., fluidized bed reactor) in the presence of chlorine gas at 850°C to 950°C, with petroleum coke added as a reductant. The chief reaction products are volatile metal chlorides, including TiCl4, which are collected. The nonvolatile chlorides and the unreacted solids that remain in the chlorinator are wasted, forming the special waste stream ‘chloride process waste solids’. The gaseous raw product stream is purified to separate the titanium tetrachloride from other chlorides. Separation is by fractional condensation, double distillation, and chemical treatment. Ferric chloride (FeCl3) is removed as a major acidic liquid waste stream through fractional condensation. Additional trace metal chlorides are removed through double distillation. Finally, vanadium oxychloride (VOCl3), which has a boiling point close to that of TiCl4 (136°C), is removed as a low-volume non-special waste by complexing with mineral oil and reduced with hydrogen sulfide to VOCl2 or by complexing with copper. The purified TiCl4 is then oxidized to TiO2 at 985°C, driving off chlorine gas, which is recycled to the chlorinator. Aluminum chloride is added in the oxidation step to promote formation of the rutile crystal which is the TiO2 product. The next stage of TiO2 manufacturing is surface treatment, where the TiO2 from oxidizer is converted to slurry in water, which is then subjected to sand milling to the required particle size. The clarified slurry from the sand mill is treated with alumina or zirconia for coating the surface of bare titanium dioxide with amorphous aluminum or zirconium oxide. The surface-treated product is then filtered through larox by pressing and followed by organic treatment and spin flash drying. Finally, the dried product is subjected to micronization process to get the surface-treated product. The brightness and color of this product is important for its marketing.
The possible sources of oil contamination are during sand milling and larox filtration process. The oil leak is due to lack of monitoring system and improper maintenance. The oil used in the sand mill rotator for avoiding friction can leak due to its continuous use. Likewise, the larox oil can leak during the pressing process, which can contaminate the filtered cake. In order to investigate this issue, it was decided to study the impact of oil contamination on the pigment, color, and brightness values and correlate the color and brightness values measured using different methods.
This paper explains how the pigment L and b values measured in dry and vehicle are influenced by oil contamination during the manufacturing process and determine a correlation between the HunterLab (Reston, VA, USA) L and b with the BYK DBC L and b in order to identify the pigments that failed in vehicle b using HunterLab with the dry b* measured using BYK instrument (BYK-Gardner, Columbia, USA). The correlation between the dry HunterLab values with the dry BYK is also included in this study; the TiO2 samples which failed in acrylic lacquer paint b values were collected and measured in terms of brightness and color by both BYK and HunterLab instrument as per the above procedure for this correlation study.
Methods
Materials
Chemicals used in the study includes the raw slurry of TiO2 from the commercial plant, Larox oil RENOLIN B (Fusch Petrolube, Shah Alam, Selangor Darul Ehsan, Malaysia), grade 46, acrylic resin A21 (Rohm and Hass, The Dow Chemical Company, Bristol, PA, USA), Santicizer 160 (Monsanto Chemical Company, St. Louis, MO, USA), commercial grade toluene, commercial grade methyl ethyl ketone, methyl n-amyl ketone, standard TiO2, Ektasolve EB acetate (Eastman Chemical Company, Kingsport, TN, USA).
Apparatus and equipments
The experiments were carried out using Wig-L-Bug grinder with timer (Sigma-Aldrich Corporation, St. Louis, MO, USA), 50 ml polyethylene Nalgene vials (Nalge Nunc International Corporation, Rochester, NY, USA), glass beads, white cards, bird blade film applicator, 6 mm and 6 in. (15.2 cm) path, vacuum plate, Mylar film, cut from roll of approximately 2–3 in.2 area, metal cylinder, metal plunger, metal base with a smooth top, hydraulic press, HunterLab and BYK colorimeter and laboratory larox (Labox).
HunterLab color measurement in acrylic lacquer paint
Paint mixtures and the standard TiO2 were prepared for each sample by weighing the following ingredients into a 50-ml polyethylene vial: 20.0-g size (203) glass beads, 5.0 g of TiO2 sample, and 26.9 g of master batch prepared in acrylic lacquer-13.2% PVC and grinded for 15 min on the Wig-L-Bug. The beads were allowed to settle for 5 min, and one white card was placed on the vacuum plate. A side-by-side drawdown of the sample and standard was made. The second card was placed on the vacuum plate and another drawdown was made, reversing the order of the sample and the standard. The standard and the sample on each card were labeled. There are no void streaks and each film is wide enough to fill the color meter light port, and a sufficient amount of paint has been used to make the drawdown to produce the desired film thickness. The samples were air-dried for 1 h on a flat, draft-free, dust-free surface and were measured for brightness and color using standardized HunterLab color difference meter for L and b scales. The average the L and b values for each standard/sample pair was calculated as
Average value = average sample reading – average standard reading + standard value.
Color measurement of dry compressed TiO2
An organization called Commission Internationale de l'Eclairage (CIE) determined the standard values that are used worldwide to measure color. The values used by CIE are called L*, a*, and b*, and the color measurement method is called CIELAB.
Symbol L* represents the difference between light (where L* = 100) and dark (where L* = 0). A* represents the difference between green (−a*) and red (+a*), and b* represents the difference between yellow (+b*) and blue (−b*). Using this system any color that corresponds to a place on the CIELAB coordinate system was shown in Figure1. The variables of L*, a*, b*, or E* are represented as delta L*, delta a*, delta b*, or delta E*, where delta E* = delta (delta L*2 + delta a*2 + delta b*2). It represents the magnitude of the difference in color, but does not indicate the direction of the color difference.

The CIELAB color coordinate system.
A 2–3 in.2 of Mylar film was placed on top of a smooth metal base, and a metal cylinder was filled about full with the TiO2 sample to be tested, covered with a metal seal, and applied 5,000 psi for 30 s. The pressure was released, the cylinder was removed, and the face of the pellet was inspected for smoothness and measured for dry color and brightness using HunterLab. The standard TiO2 sample was also prepared by the above procedure. For comparison, the dry L and b values were measured using BYK color-view meter as well.
Results and discussion
An important observation during the filtration was that the oil was coming out from the system along with the filtrate. The filtrate collected appeared to be a suspension of oil in water. Even though the majority of the oil was visually seen passing with the filtrate, yet a trace amount of oil was found adsorbed on the pigment surface, giving a distinct odor to the pigment. The dry and vehicle L and b values of the samples were tested as mentioned above and the results are tabulated in Table1.
HunterLab results
It is clear from the above results that there is no considerable change in the dry L value of the pigment upon oil contamination, while the dry b values increased by 0.12 and 0.16 units, respectively, in oil-contaminated samples. Still, the values are within the specification limits for the final marketing product and therefore, the oil-contaminated pigment passed the dry b test using HunterLab. However, when the same samples were subjected to the vehicle b test, an increase of 0.08 and 0.11 units was seen. This increase, though less compared to the increase in dry b value, leads to the failure of the pigment in the vehicle b test. Since the specification for vehicle b value is very narrow, the weight of smaller difference in vehicle b will be really higher than that of dry b values. Also, the gloss of the paint film measured was found to be more than expected. This may be due to the increase in specular reflection due to the presence of oil, and the diffused reflections may be reduced, which appear as a low-brightness value. The specular and diffuse reflection is shown in Figure2. The brightness of a pigment is due to diffuse reflection while the gloss is due to specular reflection.

The specular and diffuse reflection.
Effect of temperature on oil-contaminated samples
When the air-micronized samples were subjected to heating in air oven at 100°C and 180°C for 1 h, the oil-contaminated pigment was found to change in color towards yellow. This effect was more when the temperature was raised from 100°C to 180°C. Both dry and vehicle L and b values were measured by HunterLab and BYK. The results of dry and vehicle L and b values of the laboratory-prepared samples that are subjected to heating in air oven at different temperatures are given in Table2.
In all the samples, the L values remained more or less the same upon heating; while both dry and vehicle b values were increased noticeably upon heating. It is also observed that the increase in dry b value is more pronounced in HunterLab than BYK. However, the increase in dry as well as vehicle b values upon heating is more or less the same in the reference sample and the sample contaminated by oil. So it is not possible to distinguish between reference and oil-contaminated samples from this result. In other words, both reference and oil-contaminated samples heated at 100°C passed the dry b test, while when the temperature was increased to 180°C, both samples failed the dry b test. Unlike this observation, all the four samples failed in the vehicle b test irrespective of the nature of the sample. So, it is obvious from this result that the heating did not make any special change in the sample contaminated by oil; rather, it changed the b value of both reference and oil-contaminated sample to the same extent. The brightness and color of oil-contaminated pigment were compared with the pure, uncontaminated pigment prepared from the same base pigment under similar conditions.
One of the reasons for this was expected to be the oil contamination during the filtration stage due to the possible leakage of lubricant oil from the larox filter pressing stage; hence, the same larox lubricating oil, RENOLIN B, grade 46 was doped with the pigment during filtration. Another source for oil contamination is from the sand mills during the grinding process. The gear oil used in such mills can leak and contaminate the slurry which proceeds to the surface treatment process. In order to avoid this oil contamination, an effective monitoring of all the sand mills and larox filter for oil leak is required.
For comparison, all these samples were subjected to dry L and b tests using the new BYK color-view meter. Similar to HunterLab results, there was no noticeable change in dry L value; while the dry b value was increased in oil-contaminated samples by 0.1 and 0.11, respectively. Unlike HunterLab dry b values, the b values measured by BYK were above the present specification limit and, therefore, the oil contaminated samples failed the dry b test by BYK. So correlations between the two instruments readings are necessary.
Correlation between color and brightness measured with Hunter and BYK colorimeter
Correlation of dry color and brightness measured with BYK color-view with HunterLab
Correlation between vehicle b with BYK b*
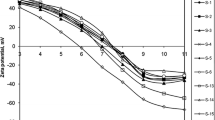
It is found from the study that almost all the TiO2 samples failed in vehicle b showed dry b value of around 2 and above. The same trend was observed for lot samples also. Figure3 represents the variation of vehicle b values with BYK b* for samples. It is clear from the graphs that for the bagging bin samples R2 was found to be 0.583, hence, it can be inferred that there exist a good correlation between vehicle b and BYK b*for samples.

Variation of vehicle b values with BYK b* for samples (indicated by blue diamonds).
Correlation between vehicle L with BYK L*
As a variation of vehicle L with BYK L* for the TiO2 samples in Figure4, the vehicle L of Figure3 samples were plotted against the BYK L*. It is evident from the figure that the R2 value of the bagging bin samples is 0.162 which indicates that the correlation between vehicle L and BYK L* is very poor. Hence, the correlation is poor in the case of L value.

Variation of vehicle L with BYK L* for samples (indicated by blue diamonds).
Correlation of dry block color BYK with dry HunterLab L and b
Correlation between dry HunterLab b with BYK b*
It is observed that the dry HunterLab b is in good correlation with BYK b*. As it is clear from the Figure5, the variation of dry HunterLab b with BYK b* for the TiO2 samples of R2 was found to be 0.837 which can be inferred that there exist a good correlation between dry HunterLab b and BYK b*.

Variation of dry HunterLab b with BYK b* for samples (indicated by blue diamonds).
Correlation between dry HunterLab L with BYK L*
Figure6 represents the variation in dry hunter lab L with the BYK L*. It is evident that the R2 is 0.382 which indicates that the correlation between them is poor.

Variation in dry HunterLab L with the BYK L* (indicated by blue diamonds).
Experimental
Experimental
Sample used in this study was prepared by the following procedure. A 0.5 ml of oil was contaminated with RENOLIN B, grade 46 which is the same oil used in the hydraulic press in the plant larox filter. A 300 ml of surface-treated slurry of titanium dioxide was filtered using laboratory larox (Labox), was dried after filtration, and was micronized in the laboratory air micronizer then measured in its brightness and color. Another reference sample was prepared without oil contamination. Since the laboratory micronizer utilizes air while the plant micronizer utilizes super-heated steam, it was decided to heat the air-micronized samples at 100°C and 180°C for 1 h to see the effect of temperature on oil-contaminated samples. The experiment was repeated for confirmation. The brightness and color were measured using instruments HunterLab and BYK. The dry acrylic lacquers L and b were measured using HunterLab and BYK colorimeters[6, 7].
Conclusion
The contamination of pigment with lubricating oil from the machinery used for the manufacturing process influences both dry and vehicle b values. The oil contamination can be identified by dry b test, if the HunterLab dry b specification limits are made narrow. Since part of this oil can be carried with the filtrate during filtration process, the effect can impact the succeeding batches of treatment, since the filtrate is recycled to the treatment tank. This effect would be continued until the oil is completely removed from the system. The dry b test by BYK is promising. It is clear that while setting the upper specification limit of BYK b*, it is good to consider in-process samples; if the upper specification limit for BYK b* is set at 2.0, then it is possible to identify samples which fail in the present vehicle b test due to any process contaminations.
From the correlation study, it can concluded that BYK b* is in good correlation with the HunterLab vehicle b values and when it exceeded 0.70, the corresponding BYK b* reaches 1.9 or higher, and from this it can be inferred that the sample which failed in vehicle b test can be identified with the BYK b* value. the BYK L* is poorly correlated with the HunterLab vehicle L, and the dry Hunter b is in correlation with the DBC BYK b*, whereas L has no correlation with DBC BYK L*; hence, it is not possible to use HunterLab in place of BYK for the dry L and b measurements.
References
Kirk O: Kirk-Othmer encyclopedia of chemical technology. 24th edition. Wiley, New York; 1997:4.
Lambourne R: Paint and surface coatings. Camelot Press, Southampton; 1987.
Billmeyer FW Jr, Salzman M: Principles of color technology. Wiley, New York; 1981.
Wyszecki G, Stiles WS: Color science. Wiley, New York; 1982:2.
Patton TC: Pigment handbook. Wiley, New York; 1973.
HunterLab: Application note. Test methods for color measurement. HunterLab 2008, 8: 4.
Buxbaum G, Pfaff G: Industrial inorganic pigments. Wiley-VCH, Weinheim; 2005.
Acknowledgment
I express my sincere thanks to Mr. Hassan Mones El-Dekki, the general manager of the National Titanium Dioxide Company, Saudi Arabia for providing the necessary facilities and resources for this study, and to all members of the research and development department for their valuable help.
Author information
Authors and Affiliations
Corresponding author
Additional information
Competing interest
The author declares that there is no competing interest.
Authors’ original submitted files for images
Below are the links to the authors’ original submitted files for images.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 2.0 International License (https://creativecommons.org/licenses/by/2.0), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
About this article
Cite this article
Sharafudeen, R. The manufacturing process parameters affecting color and brightness of TiO2 pigment. Int J Ind Chem 3, 26 (2012). https://doi.org/10.1186/2228-5547-3-26
Received:
Accepted:
Published:
DOI: https://doi.org/10.1186/2228-5547-3-26